Результат интеллектуальной деятельности: Способ формирования шероховатого полимерного защитного покрытия на обсадной трубе
Вид РИД
Изобретение
Изобретение относится к области машиностроения, к защитным покрытиям труб, в частности к способам формирования шероховатого защитного покрытия обсадных, стальных труб в нефтегазодобыче.
В настоящее время наиболее эффективным и универсальным способом борьбы с коррозией и другими видами осложнений при добыче нефти и газа является использование антикоррозионных полимерных покрытий. Использование обсадных труб с полимерными покрытиями позволяет обеспечить высокую коррозионную стойкость обсадных труб во всех нефтепромысловых средах и растворах минеральных кислот, предотвратить отложения парафина и солей, уменьшить абразивный износ и гидравлическое сопротивление труб.
Однако при цементировании обсадных труб с полимерными покрытиями наблюдается слабое сцепление цементного камня с полимерными покрытиями.
Для улучшения сцепления цементного камня с полимерными покрытиями труб предлагается способ создания шероховатого полимерного покрытия на обсадных трубах.
Наиболее близким по технической сущности к заявляемому техническому решению и взятым в качестве прототипа является «Способ формирования шероховатого стеклоэмалевого покрытия» (патент РФ №2123541 от 20.12.1998, МПК C23D 5/02, 5/18), заключающийся в нанесении слоя эмалевого покрытия на трубу, обжиге его, нанесении на эмалированную трубу песка при одновременном вращении ее вокруг продольной оси и температуре эмалевого покрытия выше температуры начала его плавления.
Основным недостатком известного способа является очень слабая адгезионная прочность между поверхностью трубы и стеклоэмалевым покрытием с шероховатостью Rz=3,21-3,28, соприкасающимся с цементным камнем и наружной поверхностью, что приводит на практике в 90% случаев к зазорам между трубой и цементом. Это вызывает проникновение нефти и газового конденсата в верхние почвенные и водоносные слои и приводит к значительным неблагоприятным воздействиям на флору и фауну в районах нефте- и газодобычи. При снижении давления на продукт в пластах, по мере его добычи, почвенные воды могут проникать в нефтеносный слой, что вызывает необходимость его последующей очистки, что является сложным и дорогостоящим процессом, ненадежным, снижающим эффективность способа формирования шероховатого покрытия.
Предлагаемое изобретение направлено на устранение недостатков, присущих аналогам и прототипу, и является следствием такого поиска.
Решаемой задачей изобретения является создание высокоэффективного способа формирования шероховатого полимерного защитного покрытия для получения высоко коррозионно-стойких обсадных труб во всех нефтепромысловых средах и растворах минеральных кислот, уменьшающих абразивный износ и гидравлическое сопротивление труб, путем повышения межмолекулярной связи и соответственно адгезионной прочности между трубой и защитным покрытием, а также создания шероховатого (ворсистого) наружного защитного покрытия на наружной поверхности обсадной трубы.
Техническим результатом от использования заявляемого изобретения является создание надежного и эффективного способа формирования шероховатого полимерного защитного покрытия за счет высокой коррозионной стойкости обсадных труб во всех нефтепромысловых средах и растворах минеральных кислот, уменьшающих абразивный износ и гидравлическое сопротивление труб путем увеличения адгезионной прочности между трубой и защитным покрытием и создания шероховатого (ворсистого) наружного защитного покрытия на наружной поверхности обсадной трубы.
Технический результат достигается тем, что в способе формирования шероховатого полимерного защитного покрытия на обсадной трубе, включающем гидродинамическую, термическую и механическую очистку поверхности трубы и нанесение на нее слоя защитного покрытия, согласно которому после механической очистки на очищенную поверхность трубы наносят слой праймера и сушат его при комнатной температуре с последующим контролем толщины нанесенного слоя, а затем нагревают трубу до температуры нанесения полимерного защитного покрытия и путем распыления на слой праймера наносят полимерное защитное покрытия, при этом одновременно с распылением полимерного защитного покрытия с помощью сжатого воздуха подают стекловолоконную фибру и регулируют шероховатость поверхности трубы посредством длины фибры и скорости ее подачи, а затем полимеризуют и производят контроль качества нанесенного защитного покрытия.
Для пояснения технической сущности рассмотрим чертеж.
На фиг. 1 показана обсадная труба после нанесения защитного покрытия предлагаемым способом, где
1 - обсадная труба,
2 - слой праймера,
3 - защитное покрытие,
4 - стекловолоконная фибра.
Вначале в заводских условиях изготавливают и устанавливают специальные оснастки на обе кромки трубы 1 на наружную поверхность, предназначенные:
- для передачи вращательного движения трубе 1 во время очистки, нагрева и нанесения защитного покрытия 3 на наружную и внутреннюю поверхности трубы 1;
- для сохранения наружной поверхности трубы 1 от внешних контактов (т.е. перемещение трубы 1 вдоль цепного конвейера происходит за счет установленных на обе кромки трубы 1 на наружную поверхность специальных оснасток, которые, в свою очередь, устанавливают на направляющие цепного конвейера).
Специальные оснастки изготовлены из жаропрочной стали типа сплав 20Х23Н18, имеют зажимное устройство для установки на кромки труб 1. Специальные оснастки, установленные на кромки труб 1, не затрудняют доступ к внутренней поверхности трубы 1, так как имеют отверстия, предназначенные для доступа устройств гидродинамической очистки, механической очистки, устройств нанесения слоя праймера 2 и слоя защитных покрытий 3 к внутренней поверхности трубы 1.
Далее поверхность обсадной трубы 1 очищают от различных веществ, способных уменьшить адгезионную прочность между наружной поверхностью обсадной трубы 1 и защитным покрытием 3.
Поверхность обсадной трубы 1 подвергают гидродинамической очистке, при этом разрушаются, измельчаются и удаляются солевые отложения, рыхлая ржавчина и другие коррозионно-активные среды высоконапорными струями воды, образующимися благодаря использованию специальных сопловых насадок. Гидродинамическая очистка осуществляется высоконапорными струями рабочей жидкости без подогрева и/или с химическими добавками ПАВ (поверхностно-активные вещества).
После обработки поверхностно-активными веществами поверхности трубы 1 становятся химически активными, что улучшает межмолекулярную связь между поверхностью трубы 1 и защитным покрытием 3.
Далее производят термическую очистку (обезжиривание) в печи при температуре 390-420°С. Трубу 1 нагревают до температуры 390-420°С, позволяющей удалить с поверхности все виды жировых загрязнений, при этом избегая структурных изменений в металле трубы 1 и выдерживая при этой температуре около одного часа.
Во время выдержки около одного часа с наружной и внутренней поверхностей трубы удаляют (испаряются) остатки воды (ПАВ), использованной при гидродинамическом способе очистки поверхностей трубы 1, различные виды жировых загрязнений и другие вещества, уменьшающие адгезионную прочность между поверхностями трубы 1 и наносимым защитным покрытием 3.
Термическая очистка удаляет с поверхности трубы 1 все виды жировых загрязнений.
После термической очистки поверхностей трубы 1 нагретую наружную и внутреннюю поверхности трубы 1 подвергают механической (струйно-абразивной) очистке известным в производстве методом.
Поверхность трубы 1 после струйно-абразивного способа обработки (дробью, песком и др.) получается матовой, развитой, что очень важно для дальнейшего нанесения защитного покрытия 3.
Подвергая нагретую наружную и внутреннюю поверхности трубы 1 струйно-абразивной очистке, с поверхностей трубы 1 удаляется ржавчина, прочно сцепленные окислы и другие вещества, уменьшающие адгезионную прочность между поверхностями трубы 1 и наносимым защитным покрытием 3.
Далее на очищенную и шероховатую наружную и внутреннюю поверхности трубы 1, после механической очистки, наносят слой праймера 2 распылением известным путем. Затем производят сушку слоя праймера 2, нанесенного на наружную и внутреннюю поверхности трубы 1, при комнатной температуре и производят контроль толщины нанесенного слоя праймера 2.
Далее трубу 1 нагревают до заданной температуры нанесения защитного покрытия 3 для последующего нанесения на наружную и внутреннюю поверхности трубы 1 слоя защитного покрытия 3. После чего проверяют температуру нагретой трубы 1 для соответствия требованиям нанесения защитного покрытия 3.
Затем на наружную и внутреннюю поверхности трубы 1, где уже имеется слой праймера 2, наносят слой полимерного защитного покрытия 3 путем, например, использования электростатического способа нанесения защитного покрытия 3, при этом одновременно с распылением полимерного защитного покрытия 3 на наружную поверхность трубы 1 подают с помощью сжатого воздуха стекловолоконную фибру 4 и регулируют шероховатость поверхности трубы посредством фибры и скорости ее подачи, а затем полимеризуют в печи при заданной температуре, необходимой для применяемого защитного покрытия 3, и производят контроль качества нанесенного шероховатого полимерного защитного покрытия.
Во время нанесения слоя полимерного защитного покрытия 3 и одновременно стекловолоконной фибры 4 наружную поверхность трубы 1 сохраняют от воздействия внешних контактов с помощью специальных оснасток, установленных на обе кромки трубы 1, и трубе 1 предают вращательное движение с помощью специальных оснасток, установленных на обе кромки трубы 1. Исходя из этого процесс нанесения полимерного защитного покрытия 3 и стекловолоконной фибры 4 становится более качественным и равномерным по всей площади поверхности трубы 1, что улучшает межмолекулярные связи между наружной поверхностью трубы и защитными покрытием, повышая адгезионную прочность и соответственно надежность и эффективность способа формирования шероховатого защитного покрытия.
Во время полимеризации слоя шероховатого защитного покрытия 3 наружную поверхность трубы 1 сохраняют от воздействия внешних контактов с помощью специальных оснасток, установленных на обе кромки трубы 1, и трубе 1 предают вращательное движение с помощью специальных оснасток, установленных на обе кромки трубы 1. Исходя из этого процесс формирования шероховатого ворсистого защитного покрытия 3 становится более качественным и равномерным по всей площади поверхности трубы 1, что также улучшает межмолекулярные связи между наружной поверхностью трубы и защитными покрытием, повышая адгезионную прочность и соответственно надежность и эффективность способа формирования шероховатого полимерного защитного покрытия на обсадной трубе.
Далее производят контроль качества нанесенного защитного покрытия 3.
Требуемая шероховатость защитного ворсистого покрытия 3 трубы 1 для данного технологического процесса Rz=3…7 мм, тогда как в известном аналоге шероховатость со стеклоэмалевым покрытием составляет Rz=3,21-3,28.
Шероховатое полимерное покрытие дает дополнительную прочность сцепления наружной поверхности трубы 1 с цементным камнем, так как стекловолокна проникают в цементный камень при его заливке.
Адгезионная прочность - сила, необходимая для разрушения адгезионного соединения, отнесенная к площади адгезионного контакта [Н/м2] (Богданов Ю.Г. «Адгезия и ее роль в обеспечении прочности полимерных композитов», 2010).
Шероховатость полимерного защитного покрытия на обсадной трубе формируют за счет регулирования длины стекловолоконной фибры и скорости ее подачи, например, диаметр трубы 114 мм, длина фибры 10 мм, скорость подачи (давление воздуха) 3,5 атм., при этом Rz=7.
Шероховатое полимерное защитное покрытие 3 трубы 1 увеличивает сцепление наружной поверхности трубы 1 с цементным камнем в разы (2-4 раза, стекловолокно длиной до 10 мм имеет предел прочности при растяжении до 4,6 ГПа) за счет того, что стекловолокна проникают в цементный камень при его заливке, что способствует увеличению прочности между наружным покрытием 3 обсадной трубы 1 и цементным камнем скважины.
Преимущества предлагаемого способа по сравнению с известными аналогами.
Предлагаемый способ формирования шероховатого полимерного защитного покрытия труб может быть использован на обсадных трубах, где по сравнению с аналогами:
1) повышается надежность и долговечность обсадных труб и скважины в том числе за счет
1.1. увеличения адгезионной прочности между наружным покрытием обсадной трубы и защитным покрытием, а также и цементным камнем скважины путем создания на наружной поверхности трубы шероховатого ворсистого защитного покрытия;
1.2. удаления с наружной и внутренней поверхностей трубы всех жировых видов загрязнений, ржавчины, прочно сцепленных окислов, уменьшающих адгезионную прочность между поверхностью трубы и защитным покрытием, солевых отложений и других коррозионно-активных сред, увеличивающих коррозионную активность на поверхностях трубы;
2) исключается применение дорогостоящих материалов в качестве дополнительных слоев защитного покрытия трубы.
Положительными сторонами этого способа формирования шероховатого защитного покрытия, применяемого на обсадных трубах с полимерными покрытиями, является то, что он позволяет обеспечить высокую коррозионную стойкость обсадных труб во всех нефтепромысловых средах и растворах минеральных кислот, предотвратить отложения парафина и солей, уменьшить абразивный износ и гидравлическое сопротивление труб, что повышает надежность и эффективность этого способа за счет формирования защитного покрытия в виде ворсистого слоя с требуемой шероховатостью поверхности, а также контроля исполняемых этапов и простоты технологии очистки поверхностей и нанесения покрытия.
Способ формирования шероховатого полимерного защитного покрытия на обсадной трубе, включающий гидродинамическую, термическую и механическую очистку поверхности трубы и нанесение на нее слоя защитного покрытия, отличающийся тем, что после механической очистки на очищенную поверхность трубы наносят слой праймера и сушат его при комнатной температуре с последующим контролем толщины нанесенного слоя, а затем нагревают трубу до температуры нанесения полимерного защитного покрытия и путем распыления на слой праймера наносят полимерное защитное покрытие, при этом одновременно с распылением полимерного защитного покрытия с помощью сжатого воздуха подают стекловолоконную фибру и регулируют шероховатость поверхности трубы посредством длины фибры и скорости ее подачи, а затем полимеризуют и производят контроль качества нанесенного защитного покрытия.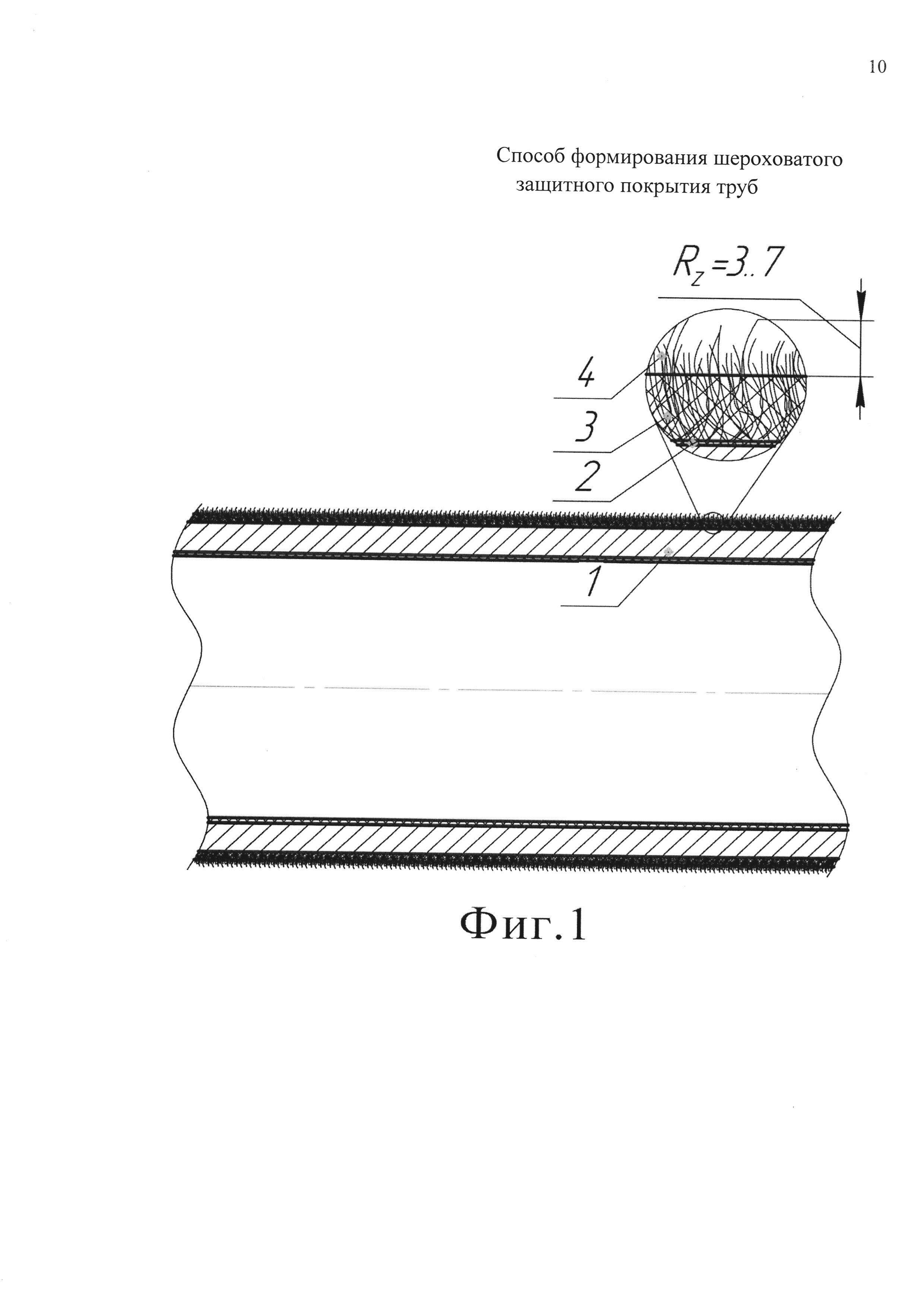
Теплообменник-реактор
Способ воспламенения топливной смеси в двигателе внутреннего сгорания лазерным оптическим разрядом и авиационная лазерная свеча зажигания
Сверлильно-клепальный автомат для клепки криволинейных панелей
Маслосъемное поршневое кольцо двигателя внутреннего сгорания
Способ теплового воздействия на продукт, транспортируемый по трубопроводу, на пунктах подогрева нефти и установка для его осуществления
Теплообменник-реактор
Способ воспламенения топливной смеси в двигателе внутреннего сгорания лазерным оптическим разрядом и авиационная лазерная свеча зажигания
Сверлильно-клепальный автомат для клепки криволинейных панелей
Насосно-компрессорная труба для добывающих скважин
Способ изготовления стальных труб с защитным полимерным покрытием
Способ получения защитного покрытия в вакууме на формообразующей поверхности металлической пресс-формы для литья магниевых сплавов

