Результат интеллектуальной деятельности: СПОСОБ ФОРМОВАНИЯ ЭКСТРУДИРОВАННОЙ КОНСТРУКЦИОННОЙ ТРУБЫ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Изобретение относится к способу формования экструдированных конструкционных труб с помощью гидравлического формования.
Уровень техники
Производители транспортных средств создают более легкие и более прочные материалы, такие как сплавы алюминия, для снижения вредных выбросов в атмосферу, снижения потребления топлива, снижения затрат на производство и уменьшения массы транспортного средства. При уменьшении массы транспортного средства необходимо обеспечивать соответствие все более строгим стандартам безопасности. В качестве одного из подходов к обеспечению соответствия данным конкурирующим интересам и целям является изготовление прочных и легких гидроформованных деталей из трубчатых заготовок из высокопрочного алюминиевого сплава способом гидравлического формования.
Типы алюминиевых труб включают в себя сваренные по шву трубы, экструдированные бесшовные трубы и экструдированные конструкционные трубы. Сваренные по шву трубы и экструдированные бесшовные трубы являются слишком дорогостоящими для выполнения из них готовых гидроформованных деталей. Экструдированные конструкционные трубы являются менее дорогостоящими, поскольку их формуют в режиме непрерывной работы прокатного стана, имеющего большую длину линии и большую эффективность использования материала, чем в случае экструдированных бесшовных труб и сваренных по шву труб.
Экструдированные конструкционные трубы формуют путем продавливания алюминиевой заготовки через экструзионную головку при высокой температуре и высоком давлении. Поток материала прерывают на участке придания формы, когда поток алюминия разделяют в дорне и снова соединяют в пуансоне. В месте повторного соединения потока алюминия для образования экструдированной формы образуется сварной шов или линия соединения. Экструдированные конструкционные трубы могут иметь два или более сварных шва, которые являются признаками процесса многоканальной экструзии.
Гидроформованные сложные детали могут потребовать нескольких циклов сгибания, предварительного формования, гидравлического формования, пробивки и обработки. На сегодняшний день в крупносерийном производстве (то есть более 100000 изделий в год) не применяют сгибание и гидравлическое формование алюминиевых труб. Предполагается, что для транспортного средства с увеличенным содержанием алюминия (Aluminium intensive vehicles, AIV) будут применены способы формования металла, соответствующие обычно применяемым на сегодняшний день способам производства транспортного средства.
При выполнении гидравлического формования под высоким давлением (НРН) трубу вставляют в штамп для НРН прежде, чем жидкость будет подана под давлением внутрь трубы. Штампы смыкают, что может привести к деформации поперечного сечения трубы. Несжимаемую жидкость под высоким давлением, например воду, используемую для гидравлического формования, подают для расширения и придания формы трубы в соответствии с полостью штампа. Во время циклов НРН на гидроформуемые детали необходимо приложить значительное усилие сжатия. Для устранения деформаций трубы и создания деталей с более сложными формами необходимо значительное расширение трубы (длина окружности линии расширения более 5%). Формовать большинство деталей из алюминиевых труб с помощью НРН с высоким расширением нецелесообразно, поскольку алюминиевые сваренные по шву и бесшовные трубы, а также алюминиевые конструкционные экструдированные трубы менее подвержены формованию по сравнению с трубами из малоуглеродистой стали.
Раскрытие изобретения
Для решения вышеописанных проблем предложен способ формования экструдированной конструкционной трубы для изготовления детали, в котором экструдированную конструкционную трубу сначала загружают в штамп для гидравлического формования, затем частично смыкают штамп и начинают заполнять экструдированную конструкционную трубу жидкостью при первом уровне давления. Затем штамп для гидравлического формования смыкают полностью вокруг экструдированной конструкционной трубы и, чтобы сформовать из нее деталь, увеличивают до второго уровня давление подаваемой жидкости.
Экструдированная конструкционная труба может быть предварительно согнута по длине с помощью ротационной гибки или гибочных роликов и может быть предварительно сформована радиально в штампе предварительного формования. Предварительная гибка и формование предшествуют загрузке в штамп для гидравлического формования. Полость штампа для гидравлического формования имеет периметр окружности, превышающий периметр окружности экструдированной конструкционной трубы не более чем на 2%.
В соответствии с другим аспектом изобретения способ для формования экструдированной конструкционной трубы включает в себя экструзию алюминиевого сплава через экструзионную головку. Трубу отрезают в соответствии с требуемым размером и сгибают, например, с помощью либо ротационной гибки, либо гибочных роликов. В данном контексте термин «гибка» следует понимать и истолковывать как гибку с помощью либо ротационной гибки, либо гибочных роликов. Предварительно согнутую и предварительно сформованную трубу загружают в штамп для гидравлического формования, который смыкают частично для радиального сжатия трубы. Предварительно согнутую и предварительно сформованную трубу размещают в штампе для гидравлического формования и заполняют жидкостью при первом уровне давления. Штамп для гидравлического формования смыкают полностью, уровень давления жидкости увеличивают до второго уровня, который превышает первый уровень, чтобы сформовать деталь из предварительно согнутой и предварительно сформованной трубы.
В соответствии с другим аспектом изобретения предложен способ формования детали экструдированной конструкционной трубы, первым этапом которого является экструзия алюминиевого сплава. Трубу предварительно сгибают, а затем загружают в штамп для предварительного формования, который радиально ее сжимает. Предварительно согнутую/предварительно сформованную трубу заполняют жидкостью под первым давлением, при этом штамп для гидравлического формования частично сомкнут. Далее штамп для гидравлического формования смыкают полностью вплотную к предварительно согнутой/предварительно сформованной трубе и повышают давление жидкости до второго уровня для придания трубе формы.
В соответствии с другими аспектами изобретения, которые могут быть объединены с каким-либо из вышеуказанных способов, этап экструзии может дополнительно включать в себя продавливание алюминия при температуре заготовки более 450°C и менее 600°C через экструзионную головку, включающую в себя дорн, который разделяет нагретый алюминий, и пуансон, которые снова соединяет нагретый алюминий для формования экструдированной конструкционной трубы с несколькими сварными швами, образованными в месте соединения нагретого алюминия. Экструзионная головка может быть многоканальной головкой, которая также может быть названа головкой для экструдированной конструкционной трубы.
В соответствии с еще одним аспектом изобретения, который может быть объединен с одним из вышеуказанных способов, этап предварительного сгибания экструдированной конструкционной трубы представляет собой гибку, которая может быть выполнена с помощью ротационного гибочного инструмента или гибочных роликов.
В соответствии с другими аспектами изобретения, которые могут быть объединены с одним из вышеуказанных способов, увеличение давления могут начинать на этапе заполнения трубы, постепенно повышая его до второго уровня. Первый уровень давления может быть назван давлением смыкания и второй уровень давления может быть назван давлением калибровки. Гидравлическое формование в штампе происходит при увеличении давления в трубе. При увеличении давления в трубе, установленной в штамп для гидравлического формования, также можно выполнять гидравлическую пробивку трубы.
Краткое описание чертежей
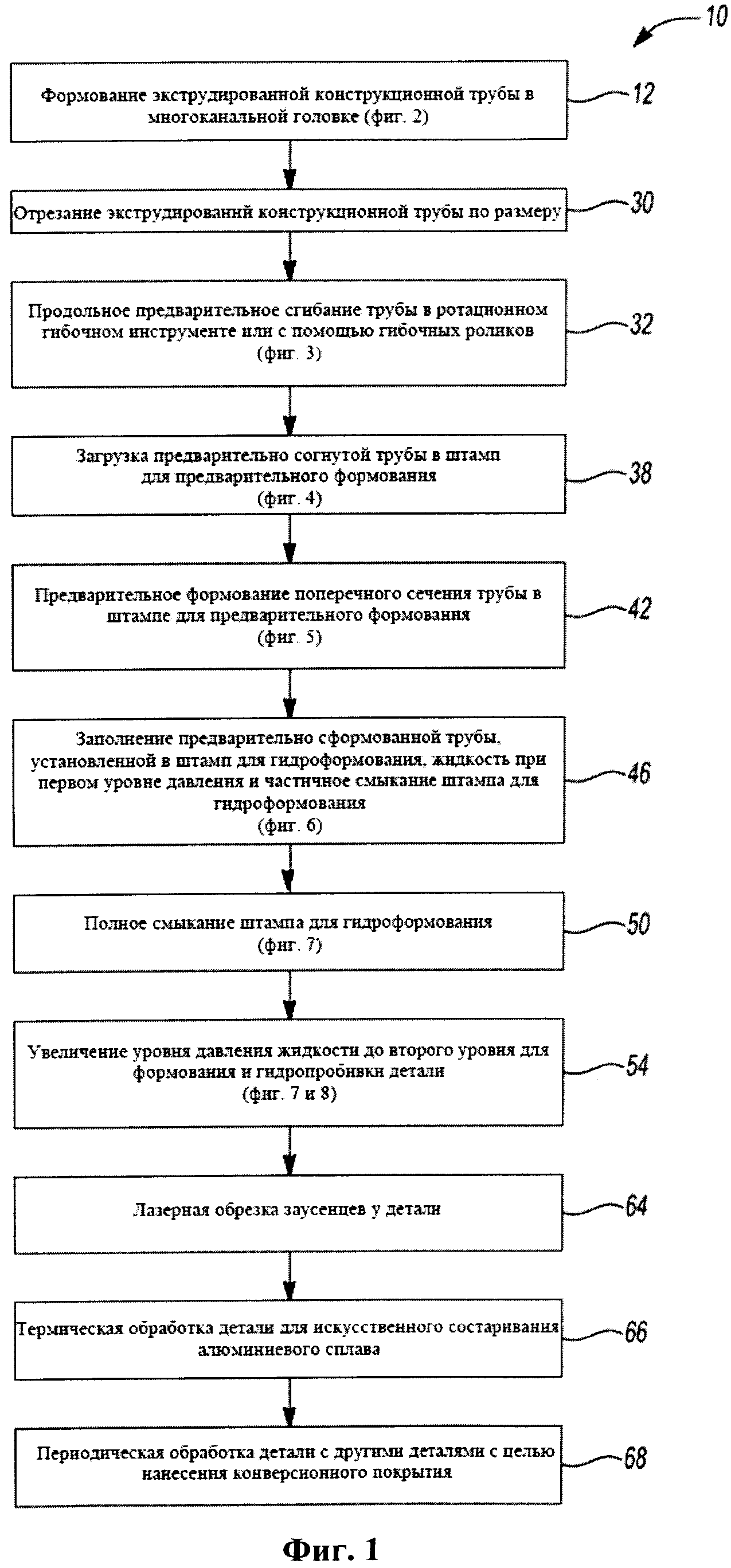
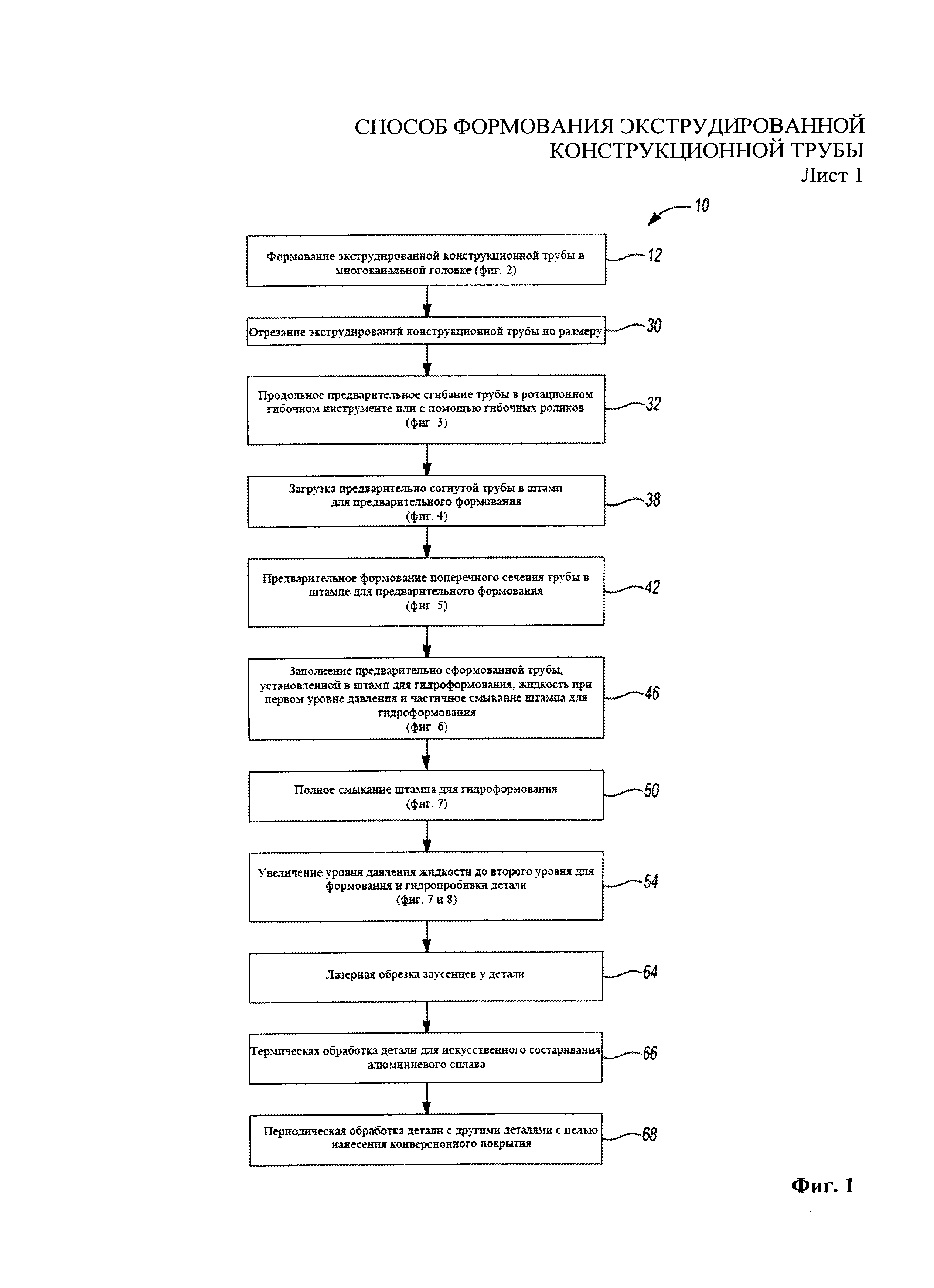
Фиг. 1 представляет собой логическую схему, описывающую один пример процесса последовательного увеличения давления при гидравлическом формовании для экструзии конструкционной трубы.
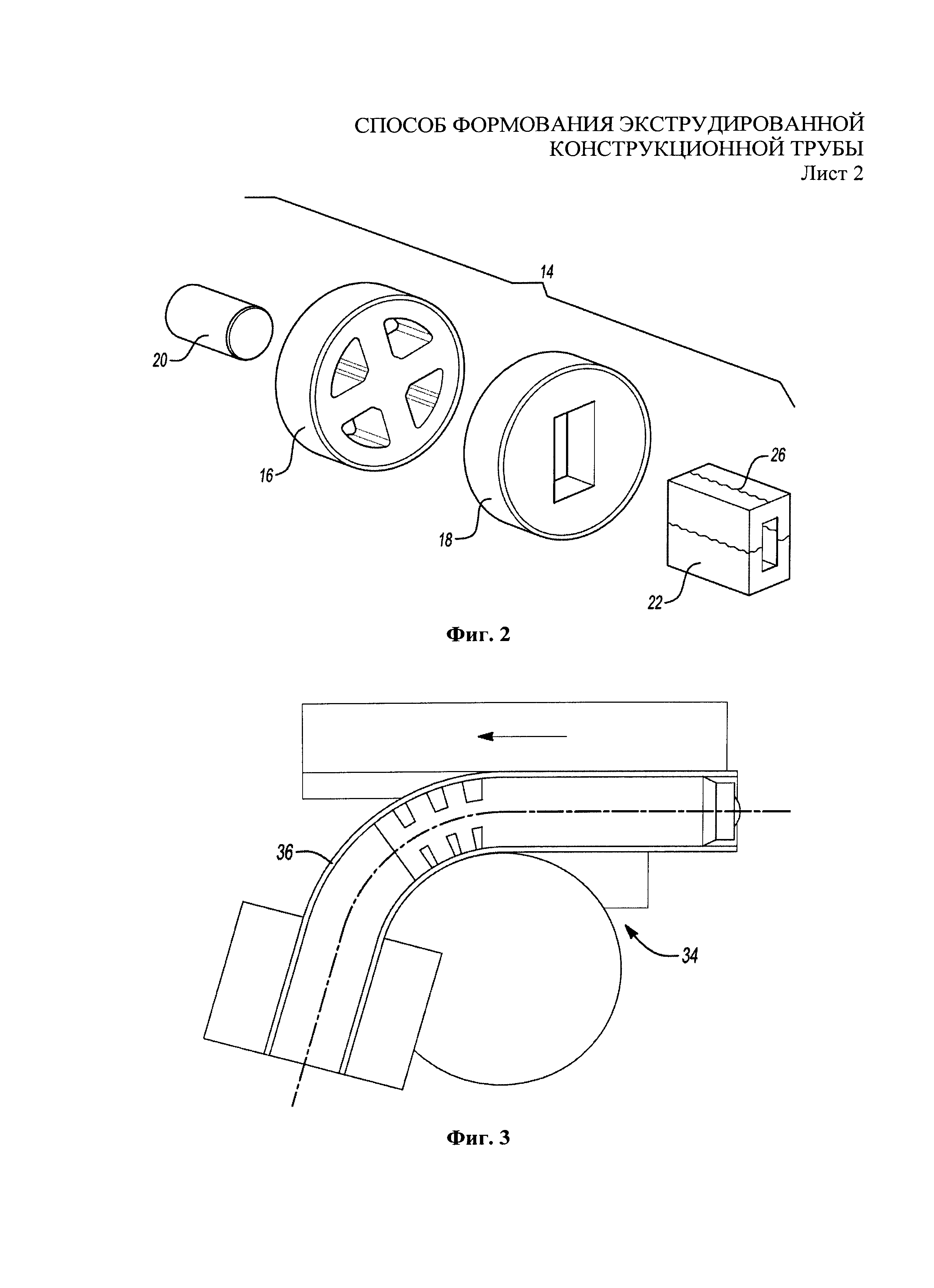
Фиг. 2 представляет собой общий вид в разобранном виде многоканальной головки.
Фиг. 3 представляет собой схему инструмента для ротационной гибки, выполняющего предварительное формование части трубы.
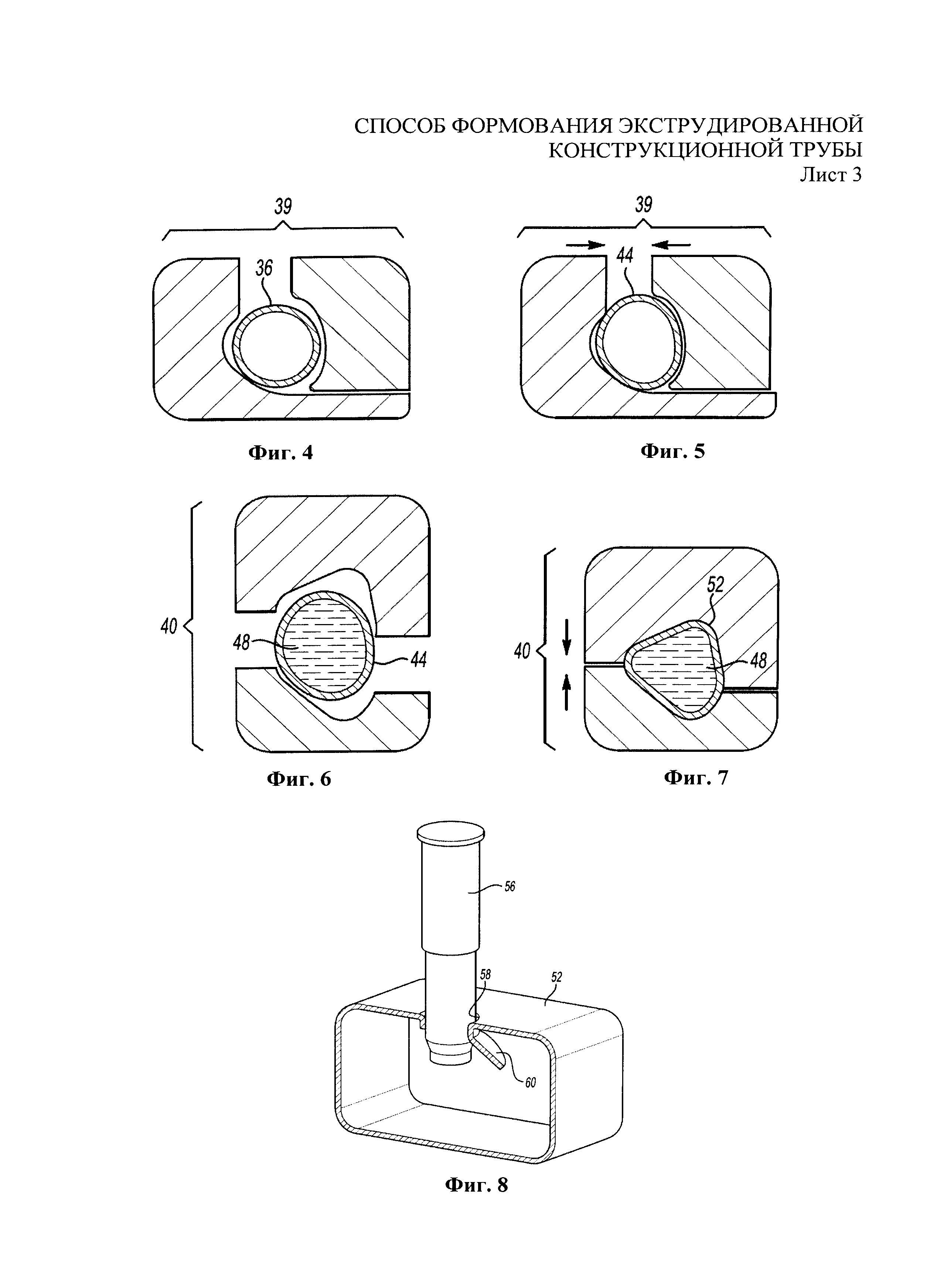
Фиг. 4 представляет собой схематичное изображение в поперечном разрезе предварительно сформованной трубы в штампе предварительного формования.
Фиг. 5 представляет собой схематичное изображение в поперечном разрезе штампа предварительного формования, радиально сжимающего предварительно согнутую/предварительно сформованную трубу.
Фиг. 6 представляет собой схематичное изображение в поперечном разрезе трубы, заполненной жидкостью в штампе для гидравлического формования при первом уровне давления.
Фиг. 7 представляет собой схематичное изображение в поперечном разрезе штампа для гидравлического формования, полностью сомкнутого над предварительно согнутой/предварительно сформованной трубой при втором уровне давления,или калибровочном уровне.
Фиг. 8 представляет собой частичный вид в поперечном разрезе трубы, прошедшей гидравлическую пробивку с помощью гидравлического пробивного штампа.
Осуществление изобретения
Далее представлено подробное описание вариантов воплощения данного изобретения. Описанные варианты приведены исключительно в качестве примеров, которые могут быть воплощены в различных формах. Фигуры необязательно выполнены в масштабе. Некоторые отличительные особенности могут быть увеличены или уменьшены с целью изображения деталей конкретных элементов. Конкретные конструкционные и функциональные особенности, изложенные в данном описании, не должны рассматриваться как ограничение и приведены лишь в качестве иллюстрации для ознакомления специалистов в данной области техники с вариантами реализации изобретения.
На Фиг. 1 и 2 представлена схема одного примера процесса гидравлического формования экструдированной конструкционной трубы.
Процесс начинают на этапе 12 с формования экструдированной конструкционной трубы в многоканальной головке. На Фиг. 2 представлен один пример экструзионной многоканальной головки 14. Экструзионная многоканальная головка 14 включает в себя дорн 16 и пуансон 18. Алюминиевую заготовку 20 нагревают и продавливают через многоканальную экструзионную головку 14 при высокой температуре и высоком давлении. Экструдированный алюминий разделяют в дорне 16 и снова соединяют в пуансоне 18. В точке повторного соединения алюминия в экструдированной трубе 22 образуются линии сплавления 26. Экструдированная труба 22 может быть названа экструдированной конструкционной трубой. Экструдированная труба 22 сформована в непрерывном прокатном стане.
На этапе 30 экструдированную (конструкционную) трубу 22 отрезают по размеру. Далее на этапе 32 выполняют предварительное формование трубы с помощью ротационного гибочного инструмента 34, как показано на Фиг. 3.
На этапе 38 загружают предварительно сформованную трубу 36 в штамп 39 предварительного формования. Как показано на Фиг. 4, предварительно сформованная труба 36 загружена в штамп 39 предварительного формования, который изображен состоящим из двух частей, однако может быть применен штамп, имеющий более двух частей.
На следующем этапе осуществляют частичное смыкание штампа 39 предварительного формования для радиального сжатия предварительно сформованной трубы на этапе 42. На Фиг. 5 изображена предварительно сформованная труба 36 (показанная на Фиг. 4), зажатая в штампе 39 предварительного формования для выполнения предварительно согнутой/предварительно сформованной трубы 44.
На следующем этапе процесса заполняют трубу, установленную в штамп 40 для гидравлического формования, жидкостью при первом уровне давления. Первый уровень давления составлят от 50 до 200 бар при номинальном давлении 100 бар. На Фиг. 6 показана предварительно согнутая/ предварительно сформованная труба 44, которая заполнена гидроформующей жидкостью 48, например водой. Предварительно согнутая/предварительно сформованная труба 44 на Фиг. 6 показана в более сжатом состоянии по сравнению с Фиг. 5.
На Фиг. 7 и 8 изображен следующий этап процесса, включающий в себя полное смыкание в штампе 50 для гидравлического формования на этапе 50 с Фиг. 1. На Фиг. 7 показан полностью сомкнутый штамп 40 для гидравлического формования, при этом деталь 52 полностью сформована в соответствии с формой штампа, а жидкость 48 заполняет полностью сформованную деталь 52. На этапе 54 с Фиг. 1 продолжают увеличивать давление жидкости до второго уровня с целью формования и гидропробивки детали. Второй уровень давления составляет от 750 до 2000 бар при номинальном давлении 1000 бар.
На Фиг. 8 показана сформованная жидкостью деталь 52 отдельно от гидроформующего пробивного штампа 56. Гидроформующий пробивной штамп 56 может представлять собой часть штампа 40 для гидравлического формования, при этом он предназначен для пробивки отверстия 58 в детали во время процесса гидравлического формования в штампе 40 для гидравлического формования. При формовании отверстия 58 происходит частичное отделение вырубки 70 от детали 52.
На этапе 64 с Фиг. 1 заусенцы на детали могут быть обрезаны с помощью лазера. Следует понимать, что вместо обрезки лазером могут быть применены другие способы обрезки заусенцев. После обрезки заусенцев на этапе 66 деталь может быть подвергнута термической обработке для искусственного состаривания алюминиевого сплава. Далее на этапе 68 деталь может быть подвергнута предварительной периодической обработке, предпочтительно с другими деталями, для нанесения конверсионного покрытия.
Для формования прямой, продольной предварительно согнутой и/или предварительно сформованной в поперечном направлении заготовки 36 трубы может быть применено гидравлическое формование с последовательным увеличением давления. Предварительно согнутую/предварительно сформованную трубу 44 кладут в штамп 40 для гидравлического формования и заполняют гидроформующей жидкостью 48, или водой, при низком давлении, которое может быть названо давлением смыкания, до полного смыкания штампа 40 для гидравлического формования. При смыкании штампа 40 давление постепенно повышают до давления калибровки, чтобы придать форму трубе в штампе 40 для гидравлического формования. Углы детали преимущественно формуют во время смыкания штампа, при этом трубчатая заготовка сохраняет номинальную толщину стенок для обеспечения формования материалов с низкой пригодностью к формованию и поддержания конструкционной целостности трубы 36.
Внутреннее давление внутри трубы сопротивляется тенденции к разрушению, которое в противном случае может произойти при смыкании штампа 40 для гидравлического формования. Давление жидкости в трубе при смыкании всегда больше нуля. Давление калибровки применяют для придания формы трубе 36, что позволяет использовать меньшее усилие сжатия, в результате чего снижаются производственные затраты. Кроме того, гидравлическое формование с последовательным увеличением давления может обеспечить формование сложных деталей с большей конструкционной целостностью и повышенной точностью.
Процесс гидравлического формования при последовательном увеличении давления для применения в случае экструдированной конструкционной трубы может быть использован для сведения расширения к минимуму. Гидравлическое формование при последовательном увеличении давления обеспечивает конструкционную целостность детали, даже если алюминиевая трубчатая заготовка менее пригодна для формования, чем сталь.
Система сидений с багажной полкой
Определение экономного маршрута транспортного средства
Способ управления двигателем (варианты)
Передний модуль для автомобиля
Поиск и выявление объектов инфраструктуры и прокладка маршрута
Способ поэтапного формования детали с вогнутыми и выпуклыми поверхностями
Система кондиционирования с одним расширительным клапаном
Система для перевозки грузов
Система и способ автоматического хранения и извлечения информации о чрезвычайной ситуации
Транспортное средство с системой идентификации

