Результат интеллектуальной деятельности: СПОСОБ ОТВОДА ГАЗОВ ИЗ КОКСОВОЙ ПЕЧИ
Вид РИД
Изобретение
Изобретение относится к коксохимической промышленности, в частности к способам отвода газов из коксовой печи.
Известен способ отвода газа из коксовой печи, принятый в качестве прототипа, включающий орошение газов аммиачной водой в газоотводящих стояках в процессе коксования и инжекцию газов во время загрузки коксовой печи посредством подачи под высоким давлением в газоотводящие стояки инжектирующего агента, в качестве которого используют аммиачную воду, или пар, или компремированный коксовый газ. Давление инжектирующего агента перед загрузкой плавно увеличивают от начального до рабочего и после загрузки плавно снижают от рабочего до начального. Увеличение и снижение давления аммиачной воды ведут со скоростью 61-136 кПа⋅с-1. Увеличение и снижение давления пара или компремированного коксового газа ведут со скоростью 18-34 кПа⋅с-1.
Начальное давление пара или компремированного коксового газа составляет 196-294 кПа [Патент SU 1345617, МПК С10В 31/04, 1994].
Недостаток данного способа - использование в качестве инжектирующего агента пара или коксового газа, что повышает себестоимость из-за необходимости перерабатывать дополнительный объем образовавшейся при конденсации пара надсмольной воды при использовании пароинжекции и дополнительных расходов на приобретение и эксплуатацию повысительных насосов при использовании коксового газа.
Технический результат изобретения - снижение себестоимости отвода газов из коксовой печи и уменьшение количества выбросов коксового газа в атмосферу.
Указанный технический результат достигается тем, что в способе отвода газов из коксовой печи, включающем инжекцию газов во время загрузки коксовой печи посредством подачи под высоким давлением в газоотводящие стояки инжектирующего агента, согласно изобретению в качестве инжектирующего агента используют азот, который подается в газоотводящие стояки под давлением 0,15-0,6 МПа и со скоростью 120-200 м/с, при этом азот подают в газоотводящие стояки за 1,0-0,5 мин до начала загрузки коксовой печи, прекращают подачу азота через 0,5-1,0 мин после окончания загрузки коксовой печи, а общая продолжительность подачи азота в газоотводящие стояки составляет 4-8 мин.
Сущность предложенного способа заключается в следующем.
Азот в качестве инжектирующего агента выбран из-за его невысокой стоимости, отсутствия в нем водяных паров (снижается расход воды идущей на очистку), а также из-за того, что его подача позволяет стабильно поддерживать высокое давление в газоотводящих стояках.
Подача азота в газоотводящие стояки под давлением ниже 0,15 МПа и со скоростью ниже 120 м/с, во время загрузки коксовой печи, ведет к возрастанию количества выбросов коксового газа в атмосферу. Подача азота в газоотводящие стояки с давлением больше 0,6 МПа и со скоростью больше 200 м/с не целесообразна, так как приводит к повышенному расходу азота и не ведет к дальнейшему уменьшению количества выбросов коксового газа в атмосферу. Кроме того, возрастает вероятность разрушения трубопроводов.
Подачу азота в газоотводящие стояки необходимо осуществлять за 1,0-0,5 мин до начала загрузки. Подача азота ранее чем 1,0 мин до начала загрузки не целесообразна, так как ведет к повышенному расходу азота. Подача азота позже 0,5 мин до начала загрузки может привести к тому, что в момент начала загрузки печи коксом давление и скорость азота, подаваемого в газоотводящие стояки, не достигнут требуемых параметров, что приведет к возрастанию количества выбросов коксового газа в атмосферу.
После окончания загрузки печи коксом необходимо продолжать подачу азота в течение 0,5-1,0 мин. Прекращение подачи азота ранее 0,5 мин приведет к выбросам в атмосферу оставшихся в газоотводящих стояках коксовых газов.
Продолжение подачи азота более 1,0 мин после окончание загрузки не влияет на количество выбросов коксового газа в атмосферу, а ведет только к повышенному расходу азота.
Общая продолжительность подачи азота в газоотводящие стояки должна составлять 4-8 мин. Подача азота в течение менее 4 мин не обеспечивает минимальное количество выбросов коксового газа в атмосферу в течение загрузки коксовой печи.
Общая продолжительность подачи азота в газоотводящие стояки более 8 мин может привести к повреждению огнеупорной кладки коксовой печи вследствие ее длительного нахождения под разряжением.
Пример осуществления способа
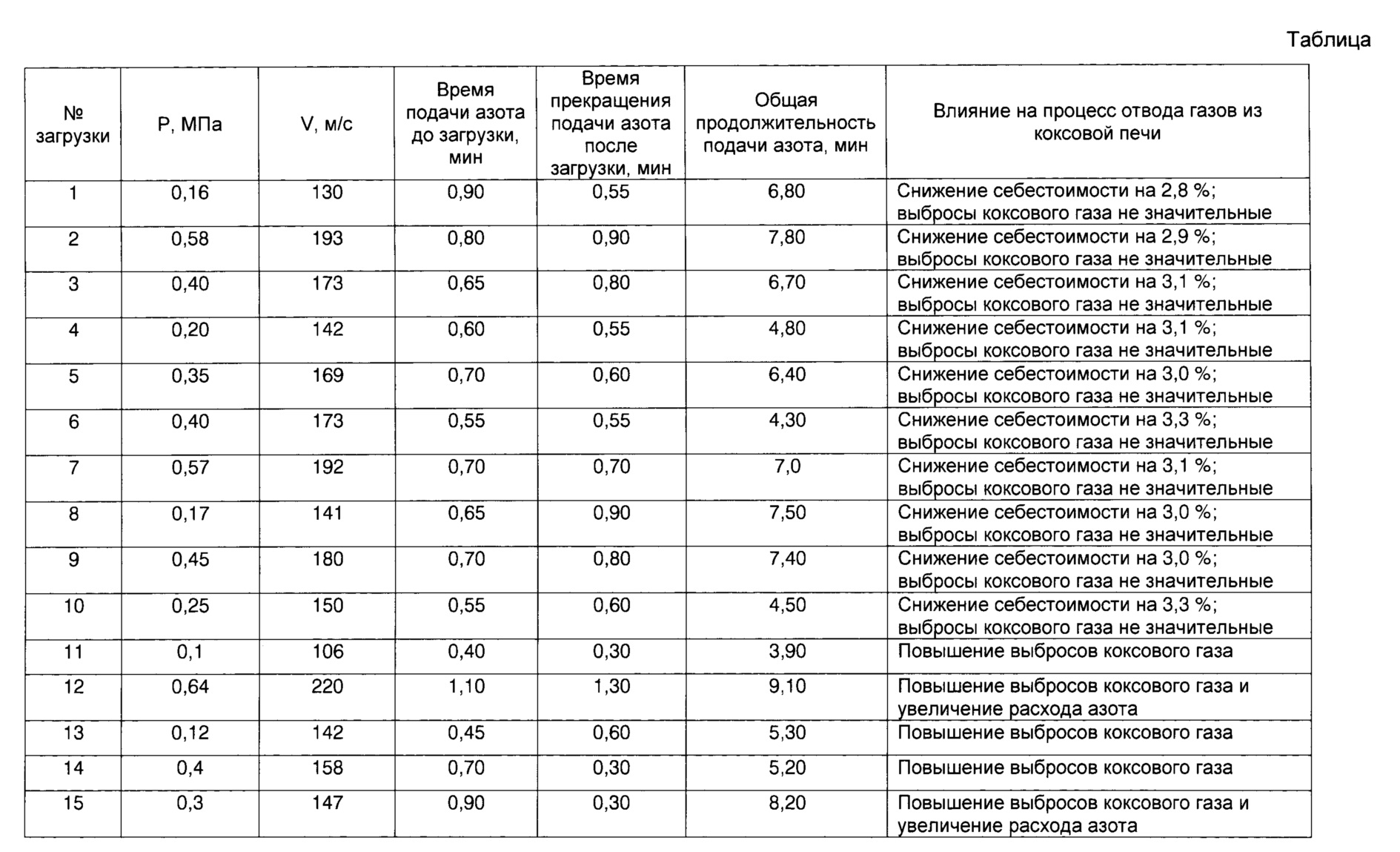
Было осуществлено более 500 загрузок коксовой печи с использованием заявленного способа отвода газов. В таблице представлены результаты 10 загрузок, в которых технологические параметры соответствовали заявленным (загрузки 1-10) и 5 загрузок, в которых ряд технологических параметров не соответствовал заявленным (загрузки 11-15).
Из представленных результатов видно, что предложенный способ отвода газов из коксовой печи позволяет снизить себестоимость отвода газов из коксовой печи (по сравнению со способом отвода газов, когда в качестве инжектирующего агента используется водяной пар) в среднем на 3,1% и уменьшить количество выбросов коксового газа в атмосферу.
Способ выплавки стали в дуговой электросталеплавильной печи
Способ производства толстых листов из низколегированной стали с повышенной коррозионной стойкостью
Износостойкая сталь и изделие, выполненное из нее
Способ производства горячекатаного проката повышенной прочности
Способ производства тонколистового горячекатаного проката
Способ промывки доменной печи
Способ производства сверхнизкоуглеродистой холоднокатаной стали для глубокой вытяжки и последующего однослойного эмалирования
Способ производства рулонного проката из высокопрочной хладостойкой стали
Способ производства толстолистового проката из малоуглеродистой стали на реверсивном стане
Способ восстановления чугунных прокатных валков (варианты)
Способ выплавки стали в дуговой электросталеплавильной печи
Способ производства толстых листов из низколегированной стали с повышенной коррозионной стойкостью
Износостойкая сталь и изделие, выполненное из нее
Способ производства горячекатаного проката повышенной прочности
Способ производства тонколистового горячекатаного проката
Способ промывки доменной печи
Способ производства сверхнизкоуглеродистой холоднокатаной стали для глубокой вытяжки и последующего однослойного эмалирования
Способ производства рулонного проката из высокопрочной хладостойкой стали
Способ производства толстолистового проката из малоуглеродистой стали на реверсивном стане
Способ восстановления чугунных прокатных валков (варианты)

