Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОПОЛИМЕРНЫХ ФОРМООБРАЗУЮЩИХ ПОВЕРХНОСТЕЙ МАТРИЦ И ПУАНСОНОВ ПРЕСС-ФОРМ
Вид РИД
Изобретение
Изобретение относится к технологии изготовления пресс-форм, а именно способу получения металлополимерных формообразующих поверхностей матриц и пуансонов пресс-форм, предназначенных для литья термопластичных полимеров, с целью изготовления пластиковых изделий.
Известен способ изготовления литейных моделей (Патент РФ на изобретение №2393046, МКИ В22С 7/00, опубл. 2010.06.27), включающий изготовление промодели, формы, заливку ее компаундом, выдержку в форме до затвердевания последнего, извлечение готовой модели. Модель изготавливают из полиуретанового компаунда, а форму - из кремнийорганического каучука, при этом готовую модель извлекают из формы через 10-90 мин после ее заливки.
Однако из-за низкой стойкости пресс-формы, которая имеет малую прочность, наблюдаются нарушения точности производимых в ней изделий.
Наиболее близким к заявленному способу по совокупности существующих признаков является способ изготовления металлополимерных пресс-форм (Патент РФ на изобретение №2534169, МПК В22С 9/00, опубл. 2014.27.11). Способ предполагает изготовление литейной модели с помощью послойного выращивания одной половины пресс-формы и модели на 3D-принтере. Затем модель выкладывается в выращенную на 3D принтере половину пресс-формы и заливается жидким металлополимером. После затвердевания пресс-форма удаляется, модель остается в отлитой половине и снова заливается металлополимером. Так получается вторая половина пресс-формы. После затвердевания форма разнимается, модель удаляется и получается готовая пресс-форма.
Недостатком этого способа является низкая стойкость пресс-формы, так как она полностью изготовлена из металлополимера, предел прочности металлополимера значительно ниже усилий, оказываемых на пресс-форму термопластавтоматом. Усилие смыкания матрицы и пуансона термопластавтоматом достигает минимум 20 т, а усилие прижатия сопла от 2 т (например, у термопластавтомата JS 550 усилие смыкания 55 т, усилие прижатия сопла 2,6 т), из-за наличия полости в сомкнутой пресс-форме, при прижатии сопла к пресс-форме из металлополимера гарантировано разрушение последней. Другим недостатком способа является то, что полученная пресс-форма рассчитана только для изготовления конкретного изделия и не может быть реконструирована или использованы ее части для производства других изделий, что отражается на себестоимости технологической оснастки. Также в процессе приготовления металлополимерного состава происходит насыщение его газообразными включениями, из-за которых состав при затвердевании приобретает пористую структуру, а на формообразующей поверхности возникают воздушные раковины, что негативно влияет на точность пресс-формы и соответственно качество полученных изделий.
Задачей, на решение которой направлено изобретение, является увеличение стойкости технологической оснастки для изготовления изделий из термопластичных полимеров за счет увеличения предела прочности полуформы и повышение качества изготовленных изделий за счет уменьшения пористости металлополимерных формообразующих.
Это достигается тем, что способ изготовления пресс-формы для литья термопластичных полимеров включает изготовление матрицы и пуансона с металлополимерной формообразующей поверхностью. Полуформы матрицы и пуансона изготавливают в виде металлических плит с полостью для заливки жидкого металлополимера и выпорами. Затем размещают в полуформах модели, устанавливают металлические плиты на базовую плоскость, затем в полость металлических плит заливают жидкий металлополимер, после отверждения которого в вакуумной среде в течение трех часов модель удаляют.
Сущность способа иллюстрируется графическим материалом.
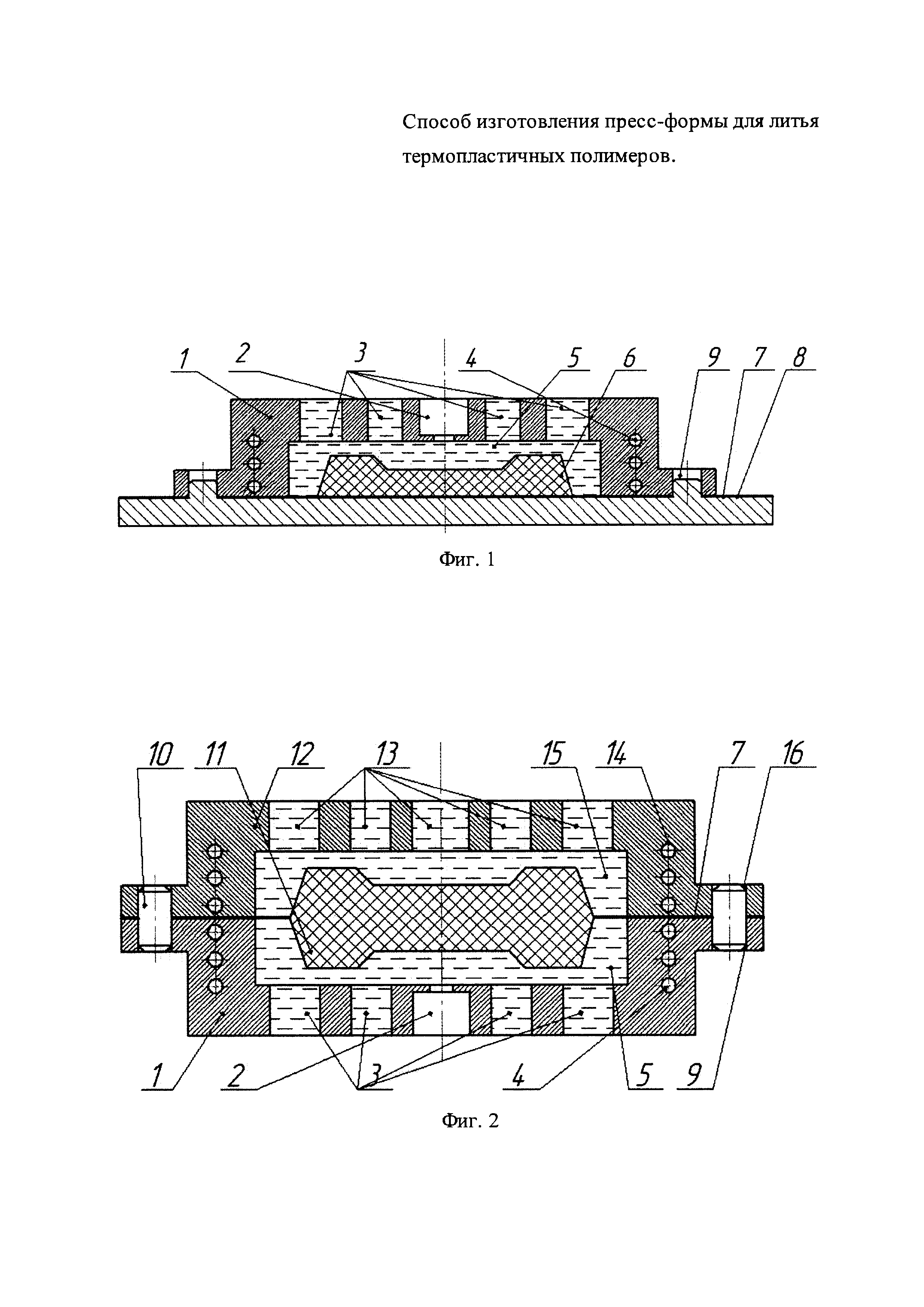
На фиг. 1 показана матрица пресс-формы с половиной модели, и фиг. 2 - матрица и пуансон пресс-формы в сборе с моделью внутри.
Заявленный способ реализуется на примере изготовления пресс-формы с металлополимерной формообразующей поверхностью и одной плоскостью разъема.
На фиг. 1 показана матрица пресс-формы, состоящая из металлической плиты 1 с отверстием под литниковую втулку 2, выпорами 3, каналами охлаждения 4 и металлополимерной формообразующей 5. Металлическая плита 1 установлена поверх половины модели 6 плоскостью разъема 7 к базовой плоскости 8. При помощи центрирующих отверстий 9 металлическая плита 1 центрируется на базовой плоскости 8.
На фиг. 2 представлены матрица и пуансон пресс-формы в сборе, отцентрированные между собой при помощи центрирующих штифтов 10. В полости пресс-формы помещена модель 11. Пуансон пресс-формы состоит из металлической плиты 12, имеющей выпоры 13, каналы охлаждения 14, металлополимерную формообразующую 15 и центрирующие отверстия 16.
На 3D принтере производится изготовление модели 6, ограниченной плоскостью разъема 7. Затем изготавливается металлическая плита 1 с отверстием под литниковую втулку 2, выпорами 3, каналами охлаждения 4 и центрирующими отверстиями 9. Металлическая плита 1 имеет полость для заливки жидкого металлополимера 5. Половина модели 6 устанавливается плоскостью разъема 7 на базовую плоскость 8 с установочными пальцами. Затем сверху на половину модели 6 плоскостью разъема 7 к базовой плоскости 8 устанавливается металлическая плита 1. Металлическая плита 1 центрируется относительно базовой плоскости 8 при помощи центрирующих отверстий 9 и установочных пальцев базовой плоскости 8. Далее готовится жидкий металлополимерный состав с металлическим наполнителем, имеющим высокую теплопроводность, например алюминий. Приготовленный жидкий металлополимерный состав через отверстия выпоров 3 заливается в полость металлической плиты 1. Отверстие под литниковую втулку 2 предварительно заглушается от попадания в него жидкого металлополимера (например, пластилином). Металлическая плита 1 с половиной модели 6, установленныые на базовую плоскость 8 и залитые жидким металлополимером, помещаются в вакуумную среду для удаления газообразных включений из жидкого металлополимера, влияющих на пористость и однородность отвержденного металлополимера и, как следствие, на теплопроводность. После отверждения металлополимера в течение 3 часов половина модели 6 извлекается. Образовавшийся отпечаток половины модели 6 в отвержденном металлополимере является металлополимерной формообразующей поверхностью 5 матрицы пресс-формы.
Далее металлическая плита 1 переворачивается и в получившуюся металлополимерную формообразующую поверхность 5 устанавливается модель 11, поверх плоскостью разъема 7 к матрице устанавливается заранее изготовленная металлическая плита 12, имеющая полость для заливки жидкого металлополимера, выпоры 13, каналы охлаждения 14 и центрирующие отверстия 16. Металлическая плита 12 центрируется относительно матрицы пресс-формы при помощи центрирующих пальцев 10. Затем через отверстия выпоров 13 в полость металлической плиты 12 заливается жидкий металлополимер. Две металлические плиты 1 и 12 в сборе с моделью 11 внутри и залитым в полость металлической плиты 12 жидким металлополимером помещаются в вакуумную среду, где происходит отверждение металлополимера в течение 3 часов. После отверждения металлополимера две металлические плиты 1 и 12 разъединяются, а модель 11 удаляется. Образовавшийся отпечаток модели 11 в отвержденном металлополимере металлической плиты 12 является металлополимерной формообразующей поверхностью 15, а сама металлическая плита 12 с отвержденным металлополимером является пуансоном пресс-формы.
Увеличение предела прочности полуформ достигается тем, что в качестве полуформ используются металлические плиты 1 и 12, выполняющие роль металлического каркаса матрицы и пуансона пресс-формы, которая принимает на себя усилия, оказываемые термопластавтоматом, а отверждение в вакуумной среде в течение 3 часов позволяет избежать пористости отвержденного металлополимера и улучшить его макроструктуру и, как следствие, стойкость пресс-формы.
Упрощение процесса переналадки пресс-формы для других изделий достигается путем того, что металлические плиты 1 и 12 с выполненными в них конструкционными отверстиями могут быть использованы повторно для других изделий после удаления из них металлополимерных формообразующих поверхностей 5 и 15, а использование в процессе отверждения вакуумной среды упрощает процесс заполнения полостей и поднутрений металлических плит 1 и 12 жидким металлополимером.
Уменьшение пористости металлополимерной формообразующей происходит за счет удаления газообразных включений из жидкого металлополимера под действием вакуумной среды в течение всего времени перехода металлополимера из жидкого в твердое агрегатное состояние, которое составляет 3 часа. Выполненные в металлических плитах выпоры 3 и 13 способствуют беспрепятственному удалению газообразных включений из металлополимерного состава.
Получившиеся металлополимерные формообразующие поверхности 5 и 15 благодаря отверждению в вакуумной среде в течение 3 часов полностью воспроизводят сложные поверхности, мельчайшие детали и текстуры модели 11, а также решается вопрос образования воздушных раковин на формообразующих поверхностях пресс-формы, которые приводят к неисправимому браку. Далее производят шлифовку плоскости разъема 7 на матрице и пуансоне пресс-формы, выполнение литьевых каналов и отверстий под толкатели. Производится сборка пакета пресс-формы.
При изготовлении матриц и пуансонов пресс-форм с металлополимерными формообразующими поверхностями значительно снижается себестоимость технологической оснастки за счет упрощения процесса переналадки пресс-формы для других изделий из термопластичных полимеров.
Способ изготовления пресс-формы для литья термопластичных полимеров, включающий изготовление матрицы и пуансона с металлополимерной формообразующей поверхностью, отличающийся тем, что изготавливают полуформы матрицы и пуансона в виде металлических плит с полостью для заливки жидкого металлополимера и выпорами, размещают в полуформах модели, устанавливают металлические плиты на базовую плоскость, затем в полость металлических плит заливают жидкий металлополимер, после отверждения которого в вакуумной среде в течение трех часов модель удаляют.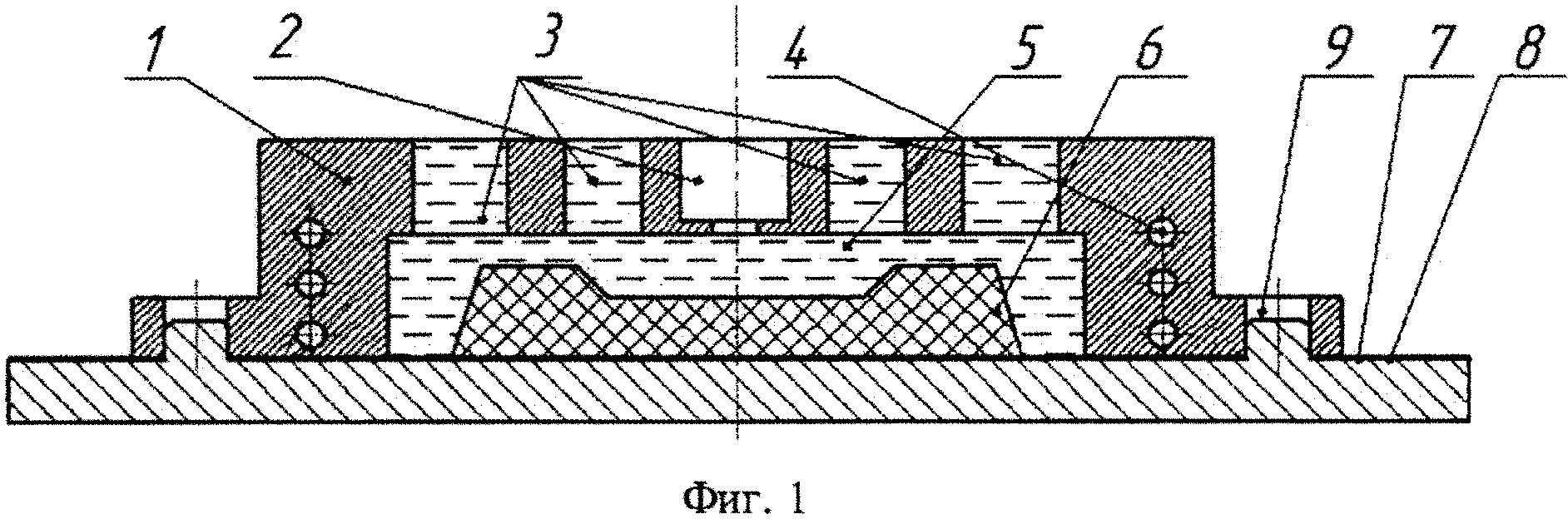
Гидрофобизирующий гранулированный заполнитель на основе кремнеземистого сырья для бетонной смеси, состав бетонной смеси для получения бетонных строительных изделий, способ получения бетонных строительных изделий и бетонное строительное изделие
Дезинтегратор
Дезинтегратор
Устройство регулирования температуры электронагрева
Вибрационный грохот
Смесь для жаростойкого пенобетона на основе наноструктурированного композиционного гипсового вяжущего, способ изготовления изделий
Асфальтобетонная смесь на основе модифицированного битума для устройства покрытий автомобильных дорог
Смесь для жаростойкого пенобетона на основе наноструктурированного композиционного гипсового вяжущего, способ изготовления изделий
Асфальтобетонная смесь на основе модифицированного битума для устройства покрытий автомобильных дорог
Сырьевая смесь и способ получения сырьевой смеси для пеногазобетона неавтоклавного твердения
Гидрофобизирующий гранулированный заполнитель на основе кремнеземистого сырья для бетонной смеси, состав бетонной смеси для получения бетонных строительных изделий, способ получения бетонных строительных изделий и бетонное строительное изделие
Дезинтегратор
Дезинтегратор
Устройство регулирования температуры электронагрева
Вибрационный грохот
Смесь для жаростойкого пенобетона на основе наноструктурированного композиционного гипсового вяжущего, способ изготовления изделий
Асфальтобетонная смесь на основе модифицированного битума для устройства покрытий автомобильных дорог
Смесь для жаростойкого пенобетона на основе наноструктурированного композиционного гипсового вяжущего, способ изготовления изделий
Асфальтобетонная смесь на основе модифицированного битума для устройства покрытий автомобильных дорог
Сырьевая смесь и способ получения сырьевой смеси для пеногазобетона неавтоклавного твердения

