Результат интеллектуальной деятельности: РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ
Вид РИД
Изобретение
ОПИСАНИЕ
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к резьбовому соединению для использования при соединении стальных труб.
УРОВЕНЬ ТЕХНИКИ
[0002] В нефтяных скважинах, скважинах природного газа и т.п. (далее также совместно называемых «нефтяные скважины»), используются трубчатые изделия нефтепромыслового сортамента для обсадок, трубопроводов или т.п., которые представляют собой стальные трубы и последовательно соединены друг с другом резьбовыми соединениями. В общем, резьбовые соединения для стальных труб для такого использования классифицируются на два типа: соединения муфтового типа и выполненные за одно целое с трубой соединения.
[0003] Резьбовое соединение муфтового типа образовано парой трубчатых изделий, которые должны соединяться друг с другом, одно из которых представляет собой стальную трубу, а другое представляет собой муфту. В этом случае стальная труба обеспечена охватываемым резьбовым участком, образованным на внешней периферии на каждом ее конце, а муфта обеспечена охватывающим резьбовым участком, образованным на внутренней периферии на каждом ее конце. Охватываемый резьбовой участок стальной трубы ввинчивается в охватывающий резьбовой участок муфты, тем самым выполняя сборку соединения и соединяя их. Выполненное за одно целое с трубой соединение образовано парой стальных труб в виде трубчатых изделий, которые должны соединяться друг с другом без использования отдельной муфты. В этом случае каждая стальная труба обеспечена охватываемым резьбовым участком, образованным на внешней периферии на одном ее конце, и охватывающим резьбовым участком, образованным на внутренней периферии на другом ее конце. Охватываемый резьбовой участок одной из стальных труб ввинчивается в охватывающий резьбовой участок другой из стальных труб, тем самым выполняя сборку соединения и соединяя их.
[0004] В общем, участок соединения на трубчатом конце, где образован охватываемый резьбовой участок, называется ниппелем, так как он включает в себя элемент, который вставляется в охватывающий резьбовой участок. С другой стороны, участок соединения на трубчатом конце, где образован охватывающий резьбовой участок, называется муфтой, так как он включает в себя элемент, который принимает охватываемый резьбовой участок. И ниппель, и муфта имеют трубчатую форму, так как они образованы концевыми участками трубчатых изделий.
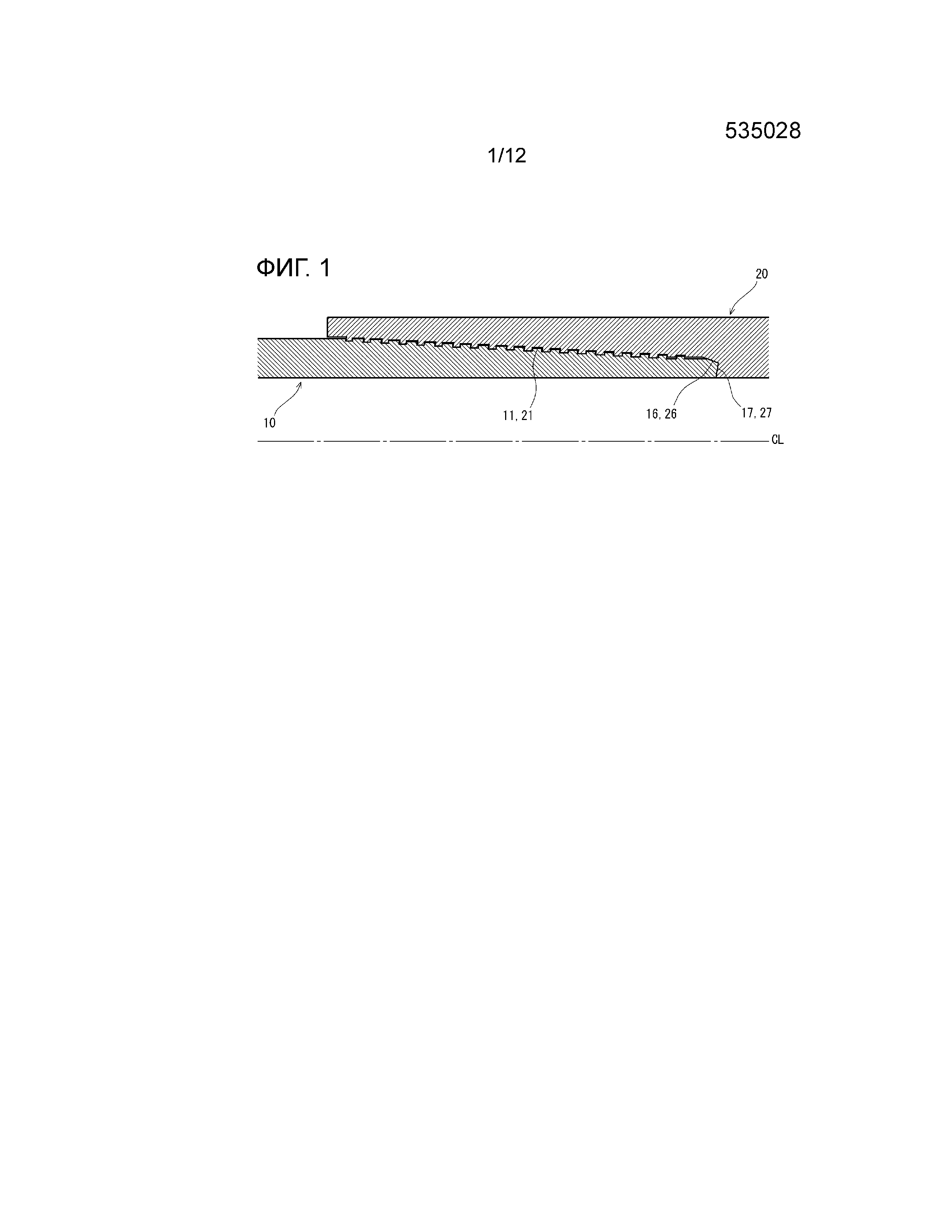
[0005] Фиг. 1 представляет собой вид в разрезе резьбового соединения для стальных труб, показывающий пример его общей конфигурации. Резьбовое соединение, проиллюстрированное на Фиг. 1, представляет собой резьбовое соединение муфтового типа и сконструировано из ниппеля 10 и муфты 20.
[0006] Ниппель 10 включает в себя, по порядку от свободного конца ниппеля по направлению к трубчатому корпусу, поверхность 17 заплечика, уплотнительную поверхность 16 и охватываемый резьбовой участок 11. Уплотнительная поверхность 16 представляет собой суженную поверхность. Если точно, уплотнительная поверхность 16 представляет собой поверхность, образованную периферийной поверхностью усеченного конуса, имеющего диаметр, уменьшающийся по направлению к концу, или поверхность, образованную комбинацией периферийной поверхности усеченного конуса и периферийной поверхности тела вращения, которое может быть получено путем вращения изогнутой линии, такой как дуга, вокруг оси CL трубы. Поверхность 17 заплечика представляет собой кольцеобразную поверхность, продолжающуюся радиально по существу перпендикулярно оси CL трубы. Если точно, она представляет собой поверхность с небольшим уклоном с внешней периферийной стороной, расположенной ближе к концу ниппеля 10.
[0007] Муфта 20 включает в себя, по порядку от корпуса муфты по направлению к концу муфты, поверхность 27 заплечика, уплотнительную поверхность 26 и охватывающий резьбовой участок 21. Поверхность 27 заплечика, уплотнительная поверхность 26 и охватывающий резьбовой участок 21 расположены так, чтобы соответствовать поверхности 17 заплечика, уплотнительной поверхности 16 и охватываемому резьбовому участку 11 ниппеля 10. Охватываемый резьбовой участок 11 ниппеля 10 и охватывающий резьбовой участок 21 муфты 20 представляют собой суженные резьбовые участки с трапецеидальными резьбами, которые сопрягаются друг с другом.
[0008] Охватываемый резьбовой участок 11 и охватывающий резьбовой участок 21 являются сцепляемыми друг с другом с помощью резьбы, и в собранном состоянии они сопрягаются в непосредственном контакте друг с другом и имеют посадку с натягом. Уплотнительные поверхности 16, 26 приводятся в контакт друг с другом путем ввинчивания ниппеля 10, и в собранном состоянии они сопрягаются в непосредственном контакте друг с другом, чтобы иметь посадку с натягом, тем самым образуя между ними уплотнение с контактом металл-металл. Поверхности 17, 27 заплечиков приводятся в контакт и прижимаются друг к другу путем ввинчивания ниппеля 10 в муфту 20 и служат в качестве стопоров для ограничения ввинчивания ниппеля 10. Более того, в собранном состоянии поверхности 17, 27 заплечиков служат для сообщения охватываемому резьбовому участку 11 ниппеля 10 нагрузки в направлении, противоположном (обратном) направлению ввинчивания (прямому), т.е. так называемого осевого усилия затяжки резьбы.
[0009] С резьбовым соединением, имеющим эту конфигурацию, обеспечивается хорошая характеристика уплотнения за счет уплотнения, обеспечиваемого сопряжением и непосредственным контактом между уплотнительными поверхностями 16, 26.
[0010] В последние годы окружающие среды нефтяных скважин все больше становятся расположенными глубоко под землей или крайне глубоководными окружающими средами и соответственно становятся агрессивными окружающими средами с высокими температурами, высокими давлениями и высокой коррозийностью. Для таких агрессивных окружающих сред главным образом используются стальные трубы толстостенного типа. Резьбовому соединению для соединения таких стальных труб требуется иметь высокую прочность соединения, например, сопротивление силам растяжения, сопротивление силам сжатия и т.п., и, в дополнение, требуется обеспечивать превосходную характеристику уплотнения от внутреннего давления и внешнего давления.
[0011] Одним способом улучшения характеристики уплотнения резьбового соединения является генерация высокого контактного давления между уплотнительными поверхностями. Традиционно, для того, чтобы увеличивать контактное давление между уплотнительными поверхностями, используется технология увеличения посадки с натягом между уплотнительными поверхностями. В дополнение, для того, чтобы предотвращать вызывание сопряжением и непосредственным контактом резьб уменьшения контактного давления между уплотнительными поверхностями, используется технология ослабления сопряжения и непосредственного контакта резьб исключительно в областях вблизи уплотнительных поверхностей (см., например, патент США №2062407 (Патентный документ 1), публикацию заявки на патент Японии №H02-80886 (Патентный документ 2), публикацию заявки на патент Японии №S62-196488 (Патентный документ 3) и публикацию заявки на патент Японии №H10-89555 (Патентный документ 4)).
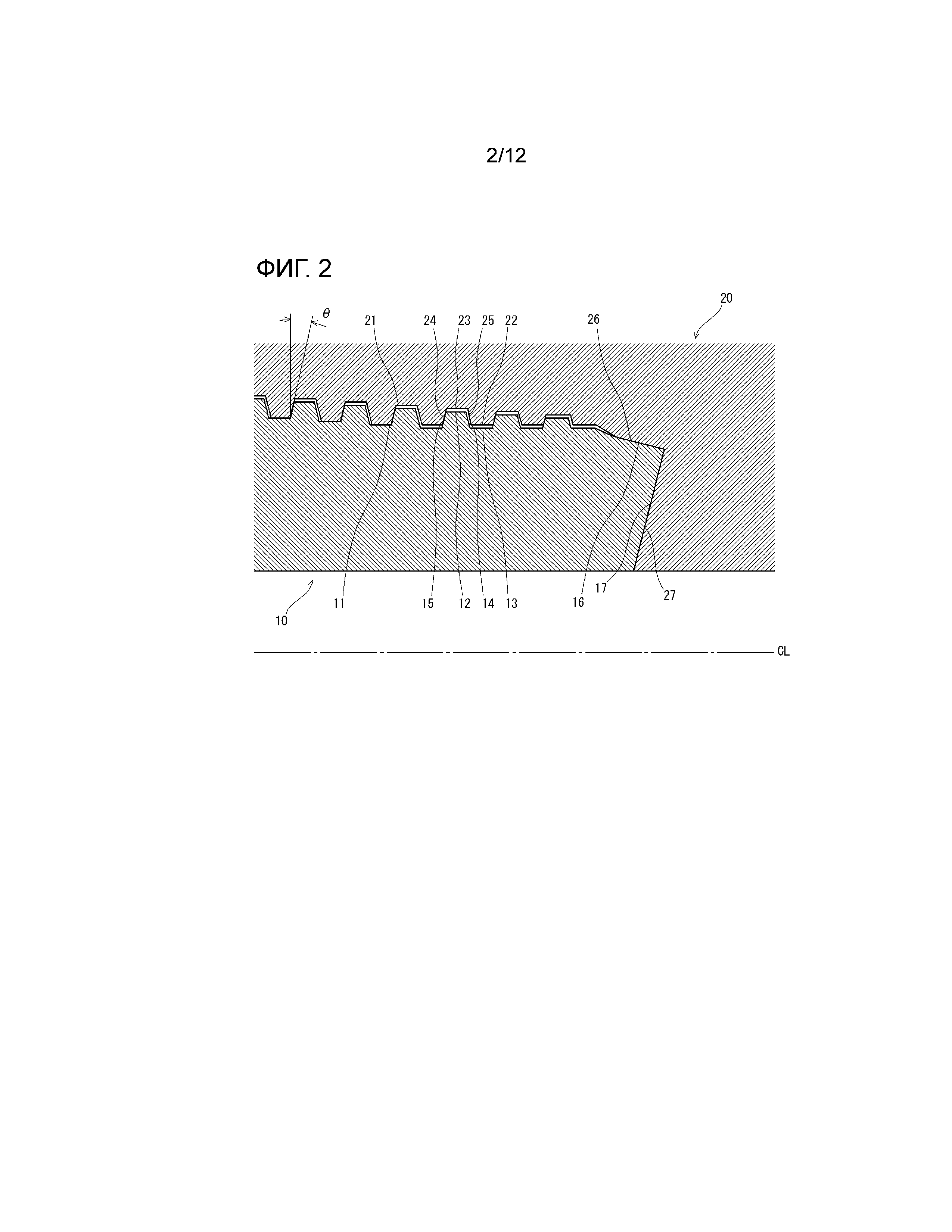
[0012] Фиг. 2 представляет собой вид в разрезе традиционного резьбового соединения для стальных труб, раскрытого в Патентных документах 1 и 2, показывающий конфигурацию областей вблизи его уплотнительных поверхностей. В традиционном резьбовом соединении, показанном на Фиг. 2, в собранном состоянии охватываемый резьбовой участок 11 ниппеля 10 и охватывающий резьбовой участок 21 муфты 20 сопрягаются в непосредственном контакте друг с другом, и опорные грани 15 охватываемого резьбового участка 11 находятся в контакте с опорными гранями 24 охватывающего резьбового участка 21 и принимают аксиальное усилие затяжки, при этом впадины 13 охватываемого резьбового участка 11 находятся в контакте с вершинами 22 охватывающего резьбового участка 21. Однако в областях вблизи уплотнительных поверхностей 16, 26 в резьбовых участках между впадинами 13 охватываемого резьбового участка 11 и вершинами 22 охватывающего резьбового участка 21 обеспечены зазоры так, что сопряжение и непосредственный контакт резьб в них ослабляются.
[0013] Опорная грань 15 охватываемого резьбового участка 11, которая упоминается здесь, представляет собой грань из передних и задних граней, которые образуют каждую резьбу, которая расположена на противоположной стороне от закладной грани 14, которая находится в переднем положении при ввинчивании охватываемого резьбового участка 11 в охватывающий резьбовой участок 21. Опорная грань 24 охватывающего резьбового участка 21 представляет собой грань из передних и задних граней, которые образуют каждую резьбу, которая обращена к опорной грани 15 охватываемого резьбового участка 11.
[0014] В резьбовом соединении, показанном на Фиг. 2, сопряжение и непосредственный контакт резьб ослабляется в областях вблизи уплотнительных поверхностей 16, 26 в резьбовых участках и в связи с этим при приложении внутреннего давления область вблизи уплотнительной поверхности 16 в резьбовом участке ниппеля 10 расширяется радиально наружу изнутри, чтобы вызывать увеличение диаметра, в результате чего контактное давление между уплотнительными поверхностями 16, 26 усиливается.
[0015] Следует отметить, что в традиционном резьбовом соединении, показанном на Фиг. 2, угол θ наклона опорных граней 15 и опорных гранях 24 составляет больше 0 градусов. Угол θ наклона относится к углу, образованному гранью в отношении плоскости, перпендикулярной оси CL трубы. Здесь при ссылке на угол наклона опорных граней углы по часовой стрелке обозначены как положительные углы, и, наоборот, при ссылке на угол наклона закладных граней углы против часовой стрелки обозначены как положительные углы. Когда угол θ опорной грани составляет больше 0 градусов, приложение внутреннего давления вызывает силу противодействия на опорных гранях 15 ниппеля 10, воздействующую в направлении для сжатия ниппеля 10 радиально внутрь от опорной грани 24 муфты 20. В результате расширение ниппеля 10 радиально наружу вызывается в недостаточной степени, и в связи с этим усиление контактного давления между уплотнительными поверхностями 16, 26 не может быть удовлетворительно достигнуто при приложении внутреннего давления.
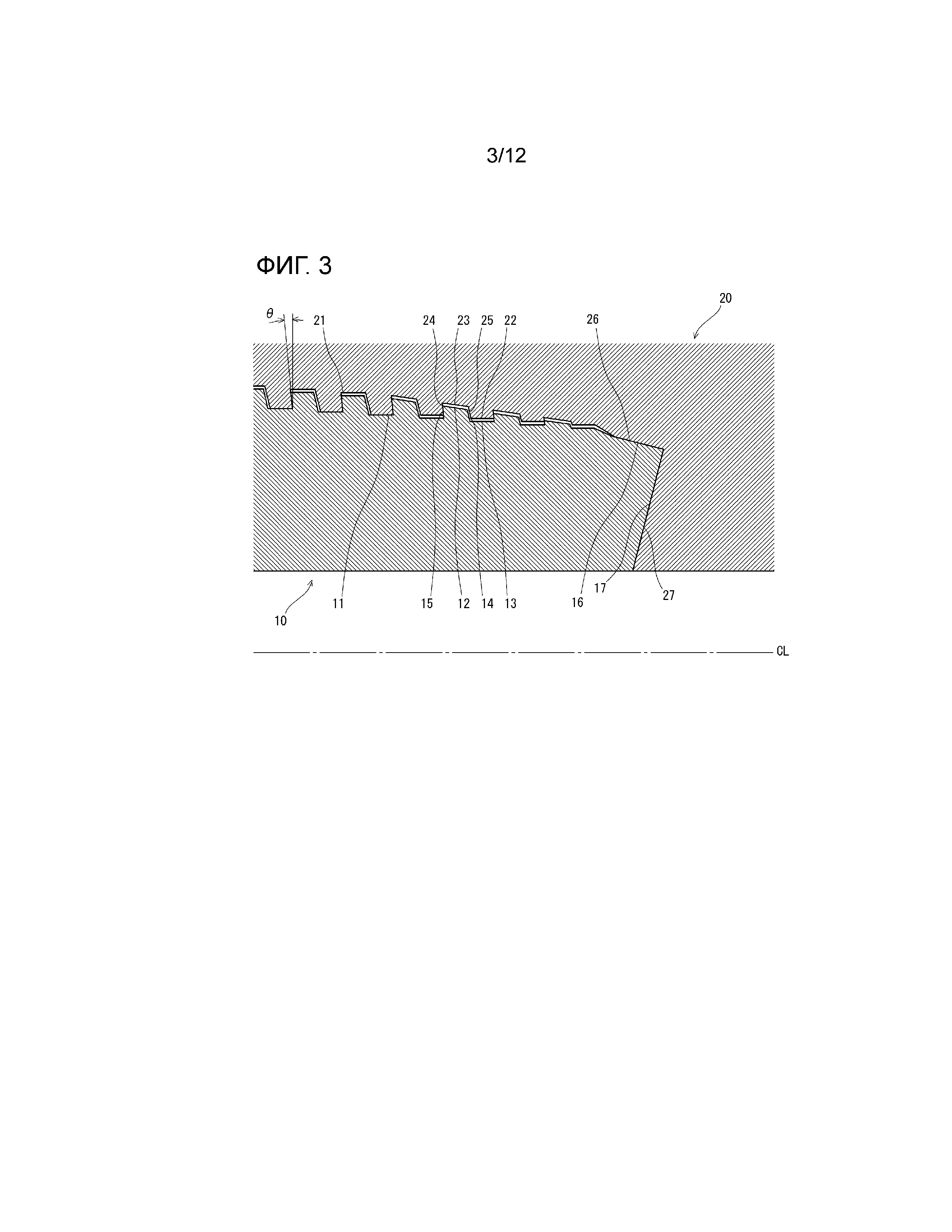
[0016] Фиг. 3 представляет собой вид в разрезе традиционного резьбового соединения для стальных труб, раскрытого в Патентном документе 3, показывающий конфигурацию областей вблизи его уплотнительных поверхностей. В традиционном резьбовом соединении, показанном также на Фиг. 3, в областях вблизи уплотнительных поверхностей 16, 26 в резьбовых участках между впадинами 13 охватываемого резьбового участка 11 и вершинами 22 охватывающего резьбового участка 21 обеспечены зазоры так, что сопряжение и непосредственный контакт резьб в них ослабляются. Их опорные грани 15, 24 имеют угол θ наклона меньше 0 градусов.
[0017] В резьбовом соединении, показанном на Фиг. 3, из-за угла θ опорной грани, который составляет меньше 0 градусов, приложение внутреннего давления не вызывает силу противодействия на опорных гранях 15 ниппеля 10, воздействующую в направлении для сжатия ниппеля 10 радиально внутрь. В результате расширение ниппеля 10 радиально наружу вызывается в достаточной степени, и в связи с этим усиление контактного давления между уплотнительными поверхностями 16, 26 может быть достигнуто при приложении внутреннего давления.
[0018] В резьбовом соединении, показанном на Фиг. 3, следует отметить, что в областях вблизи уплотнительных поверхностей 16, 26 в резьбовых участках высота вершин 12 в охватываемом резьбовом участке 11 ниппеля 10 уменьшается по направлению к концу ниппеля 10 с крутым углом сужения так, что высота резьбы резко уменьшается по направлению к концу. Из-за этого уменьшается жесткость ниппеля 10. Это вызывает уменьшение сопротивления деформации ниппеля 10 от внешнего давления, что приводит к уменьшенному контактному давлению между уплотнительными поверхностями 16, 26 при приложении внешнего давления. В дополнение, низкая высота резьбы охватываемого резьбового участка 11 в области вблизи конца ниппеля 10 приводит к уменьшенному резьбовому сопряжению во время вставки ниппеля 10 в муфту 20, и это вызывает увеличенный эксцентриситет ниппеля 10. Таким образом, в начале ввинчивания ниппеля 10 в муфту 20 угловые области резьбы охватываемого резьбового участка 11 ниппеля 10 локально контактируют с охватывающим резьбовым участком 21 муфты 20. В областях, где возникают такие локальные контакты, контактное давление увеличивается, и в связи с этим более вероятно возникновение истирания.
[0019] Более того, резьбовое соединение, показанное на Фиг. 3, выполнено так, что впадины 23 охватывающего резьбового участка 21 муфты 20 имеют различные углы сужения. Эта конфигурация требует сложного процесса изготовления, что приводит к более длительному времени изготовления и более короткому сроку службы инструмента, и в связи с этим появляется дополнительная проблема увеличенных расходов на изготовление.
[0020] Оба резьбовых соединения, показанных на Фиг. 2 и 3, выполнены с возможностью ослабления сопряжения и непосредственного контакта резьб в областях вблизи уплотнительных поверхностей в резьбовых участках путем обеспечения зазоров между впадинами охватываемого резьбового участка и вершинами охватывающего резьбового участка. В качестве другой технологии ослабления сопряжения и непосредственного контакта резьб в областях вблизи уплотнительных поверхностей в Патентном документе 4 раскрыта технология обеспечения кольцевой канавки между охватывающим резьбовым участком муфты и ее уплотнительной поверхностью.
[0021] Однако в резьбовом соединении, раскрытом в Патентном документе 4, резьбовое сопряжение уменьшается в областях вблизи уплотнительных поверхностей из-за кольцевой канавки, обеспеченной в муфте. Из-за этого при приложении внешнего давления легко возникает радиальное сжатие ниппеля, приводя к уменьшению характеристики уплотнения от внешнего давления.
ПЕРЕЧЕНЬ ЦИТИРУЕМЫХ ИСТОЧНИКОВ
ПАТЕНТНЫЕ ДОКУМЕНТЫ
[0022] Патентный документ 1: Патент США №2062407
Патентный документ 2: публикация заявки на патент Японии №H02-80886
Патентный документ 3: публикация заявки на патент Японии №S62-196488
Патентный документ 4: публикация заявки на патент Японии №H10-89555
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
[0023] Как описано выше, традиционные резьбовые соединения были сконструированы только с учетом контактного давления между уплотнительными поверхностями в собранном состоянии. То есть изменение контактного давления из-за приложения внутреннего и внешнего давлений рассмотрено в недостаточной степени.
[0024] Задачей настоящего изобретения является создание резьбового соединения для стальных труб, имеющего следующие особенности:
Улучшенная характеристика уплотнения от внутреннего давления с сохраняемой характеристикой уплотнения от внешнего давления.
РЕШЕНИЕ ПРОБЛЕМЫ
[0025] Резьбовое соединение для стальных труб согласно варианту осуществления настоящего изобретения включает в себя трубчатый ниппель и трубчатую муфту, причем ниппель и муфта собираются путем ввинчивания ниппеля в муфту.
Ниппель включает в себя, по порядку от конца ниппеля, поверхность заплечика, уплотнительную поверхность и охватываемый резьбовой участок, причем охватываемый резьбовой участок представляет собой суженный резьбовой участок с трапецеидальными резьбами.
Муфта включает в себя поверхность заплечика, соответствующую поверхности заплечика ниппеля, уплотнительную поверхность, соответствующую уплотнительной поверхности ниппеля, и охватывающий резьбовой участок, соответствующий охватываемому резьбовому участку ниппеля, причем охватывающий резьбовой участок представляет собой суженный резьбовой участок с трапецеидальными резьбами.
Охватываемый резьбовой участок включает в себя вершины, впадины, закладные грани и опорные грани, причем закладные грани находятся в переднем положении при ввинчивании охватываемого резьбового участка в охватывающий резьбовой участок, причем опорные грани расположены противоположно от закладных граней.
Охватывающий резьбовой участок включает в себя впадины, обращенные к вершинам охватываемого резьбового участка, вершины, обращенные к впадинам охватываемого резьбового участка, закладные грани, обращенные к закладным граням охватываемого резьбового участка, и опорные грани, обращенные к опорным граням охватываемого резьбового участка.
Опорные грани охватываемого резьбового участка и опорные грани охватывающего резьбового участка имеют угол наклона, который составляет меньше 0 градусов.
Охватывающий резьбовой участок состоит из, по порядку от вблизи уплотнительной поверхности муфты, секции неполной резьбы и секции полной резьбы.
В охватывающем резьбовом участке во всей его области, включающей в себя секцию неполной резьбы и секцию полной резьбы, впадины совместно образуют одну суженную периферию.
Секция неполной резьбы имеет длину вдоль оси трубы, причем длина составляет по меньшей мере трехкратный шаг резьбы охватывающего резьбового участка, а секция неполной резьбы имеет высоту резьбы ниже, чем высота резьбы секции полной резьбы.
В резьбовом соединении, имеющем такую конфигурацию, в собранном состоянии: поверхности заплечиков находятся в контакте друг с другом, и уплотнительные поверхности находятся в контакте друг с другом; в секции полной резьбы впадины охватываемого резьбового участка находятся в контакте с вершинами охватывающего резьбового участка, и опорные грани охватываемого резьбового участка находятся в контакте с опорными гранями охватывающего резьбового участка; и в секции неполной резьбы между впадинами охватываемого резьбового участка и вершинами охватывающего резьбового участка обеспечены зазоры, и опорные грани охватываемого резьбового участка находятся в контакте с опорными гранями охватывающего резьбового участка.
[0026] В вышеуказанном резьбовом соединении длина секции неполной резьбы вдоль оси трубы составляет предпочтительно по большей мере восьмикратный шаг резьбы охватывающего резьбового участка.
[0027] В вышеуказанном резьбовом соединении секция неполной резьбы может иметь одну из следующих конфигураций: конфигурацию, в которой вершины, начиная от границы между секцией полной резьбы и секцией неполной резьбы, совместно образуют цилиндрическую периферию, которая параллельна оси трубы; и конфигурацию, в которой вершины, начиная от границы, совместно образуют суженную периферию с уклоном в отношении оси трубы.
[0028] В качестве альтернативы, в вышеуказанном резьбовом соединении секция неполной резьбы может иметь конфигурацию, в которой вершины, начиная от границы между секцией полной резьбы и секцией неполной резьбы, совместно образуют суженную периферию, которая параллельна суженной периферии, совместно образованной вершинами в секции полной резьбы.
[0029] Дополнительно, вышеуказанное резьбовое соединение может быть выполнено так, что в охватываемом резьбовом участке во всей его области, соответствующей секции неполной резьбы и секции полной резьбы, вершины совместно образуют одну суженную периферию.
[0030] Дополнительно, вышеуказанное резьбовое соединение может быть выполнено так, что:
ниппель включает в себя выступающий участок, расположенный между уплотнительной поверхностью и поверхностью заплечика,
муфта включает в себя углубленный участок, соответствующий выступающему участку ниппеля, и
в собранном состоянии выступающий участок ниппеля не контактирует с углубленным участком муфты.
[0031] Более того, вышеуказанное резьбовое соединение может быть выполнено так, что:
муфта включает в себя кольцевую канавку, расположенную между секцией неполной резьбы и уплотнительной поверхностью, причем кольцевая канавка имеет длину вдоль оси трубы, причем длина составляет по большей мере трехкратный шаг резьбы охватывающего резьбового участка; и
охватываемый резьбовой участок ниппеля продолжается до местоположения, соответствующего кольцевой канавке.
[0032] Более того, вышеуказанное резьбовое соединение может быть выполнено так, что:
ниппель включает в себя уплотнительную поверхность для внешнего давления, причем уплотнительная поверхность для внешнего давления расположена в по меньшей мере одной из концевой области охватываемого резьбового участка и его промежуточной области, и
муфта включает в себя уплотнительную поверхность для внешнего давления, соответствующую уплотнительной поверхности для внешнего давления ниппеля.
ПРЕИМУЩЕСТВА ИЗОБРЕТЕНИЯ
[0033] Резьбовое соединение для стальных труб настоящего изобретения имеет следующие значительные преимущества.
Способность проявлять улучшенную характеристику уплотнения от внутреннего давления при сохранении характеристики уплотнения от внешнего давления.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0034] [Фиг. 1] Фиг. 1 представляет собой вид в разрезе резьбового соединения для стальных труб, показывающий пример его общей конфигурации.
[Фиг. 2] Фиг. 2 представляет собой вид в разрезе традиционного резьбового соединения для стальных труб, раскрытого в Патентных документах 1 и 2, показывающий конфигурацию областей вблизи его уплотнительных поверхностей.
[Фиг. 3] Фиг. 3 представляет собой вид в разрезе традиционного резьбового соединения для стальных труб, раскрытого в Патентном документе 3, показывающий конфигурацию областей вблизи его уплотнительных поверхностей.
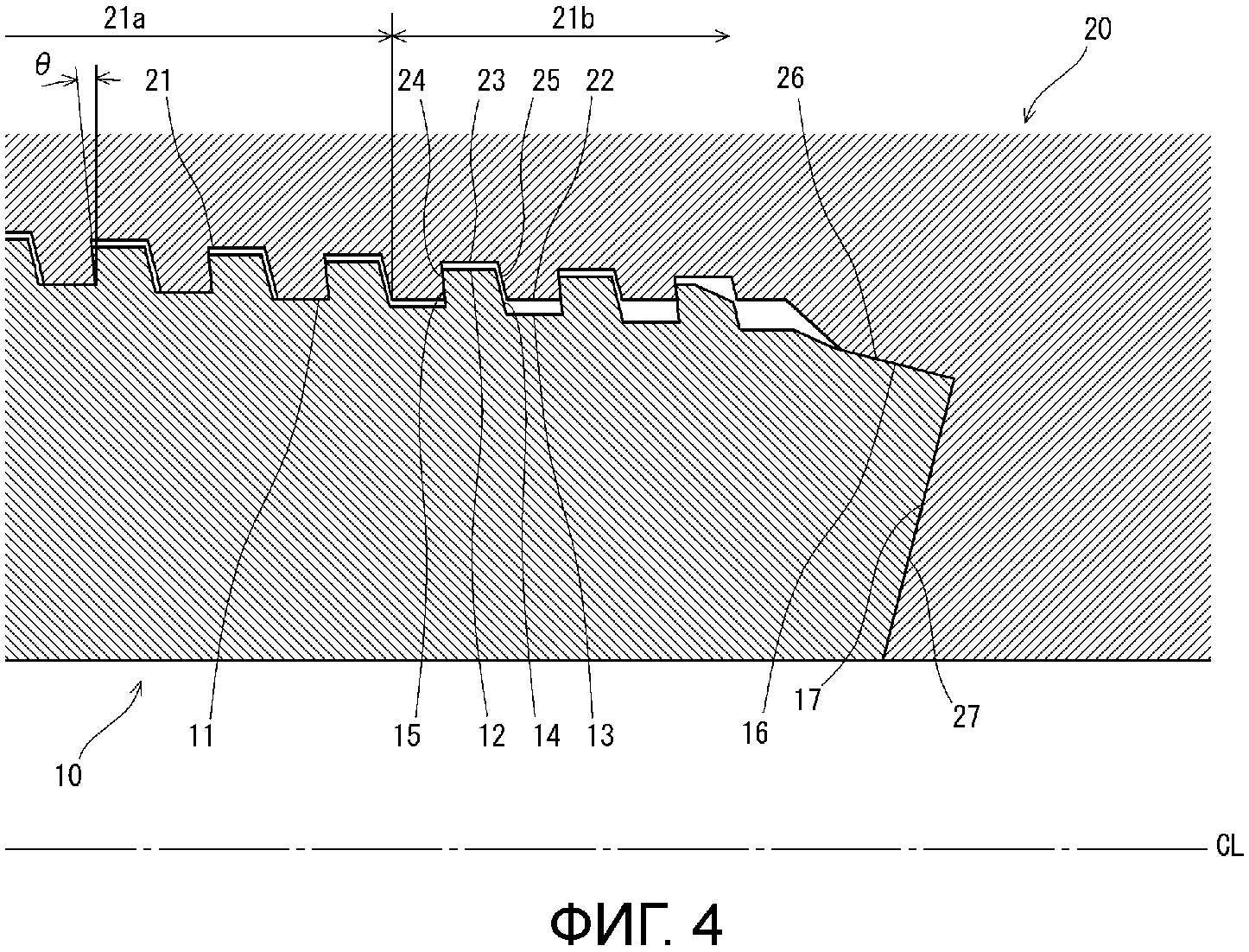
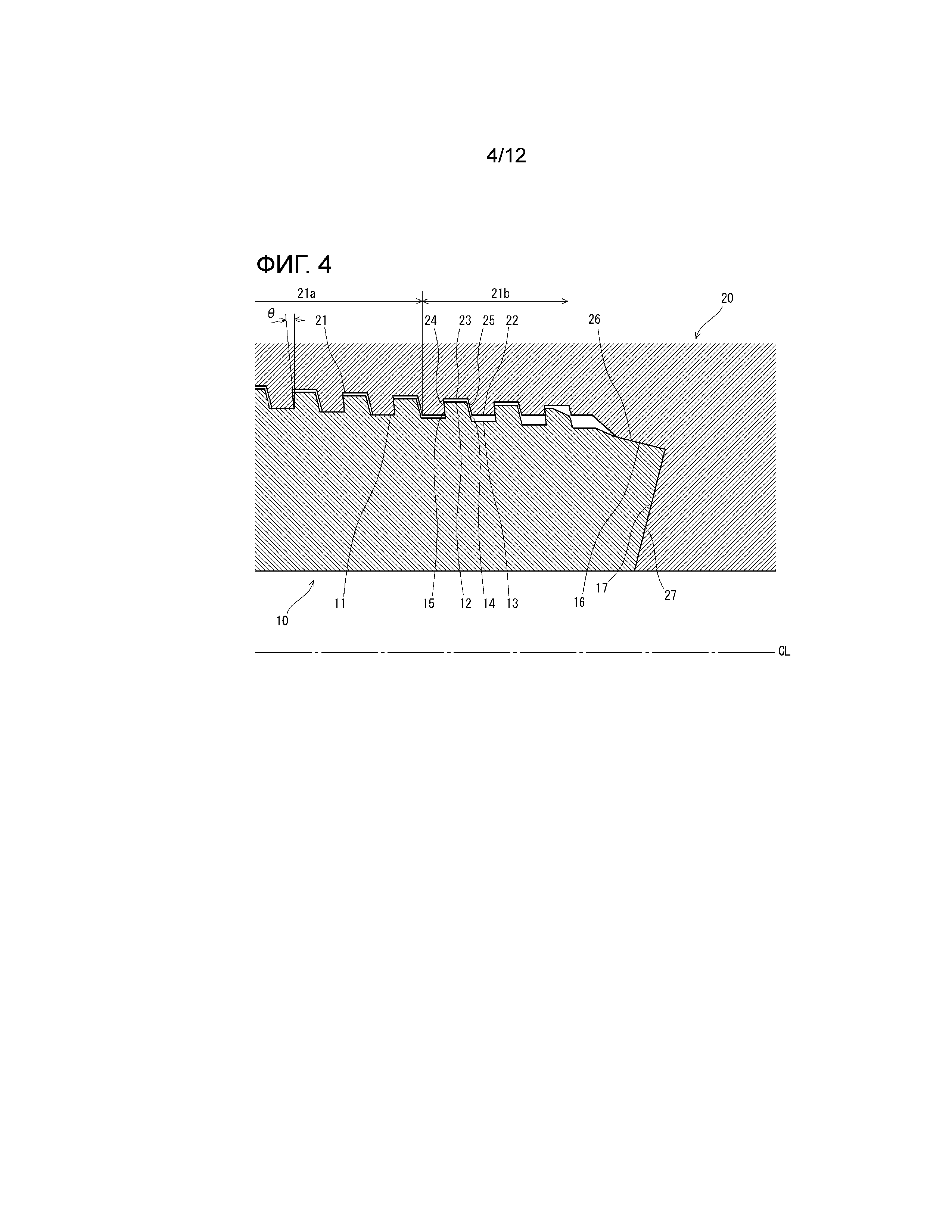
[Фиг. 4] Фиг. 4 представляет собой вид в разрезе резьбового соединения для стальных труб согласно варианту осуществления настоящего изобретения, показывающий конфигурацию областей вблизи его уплотнительных поверхностей.
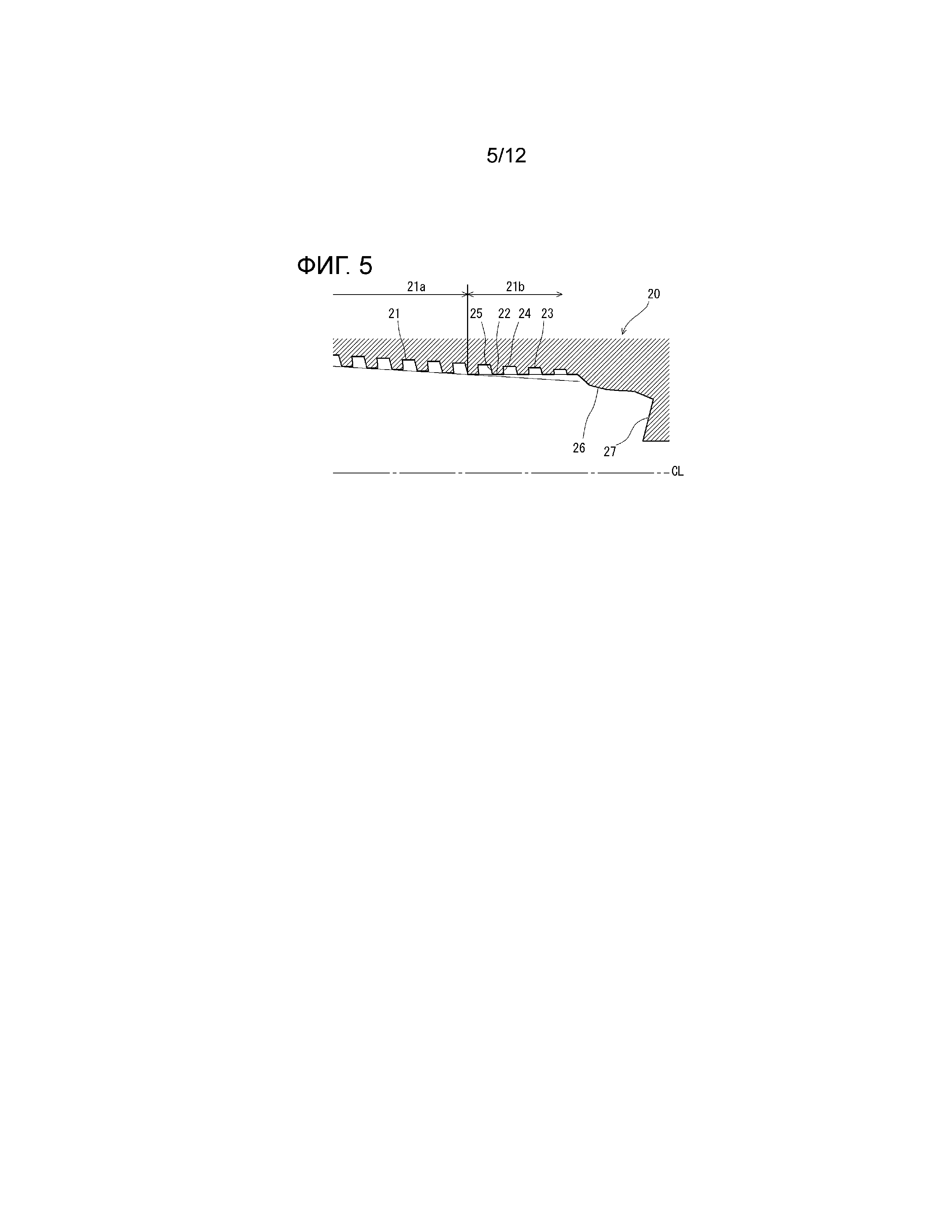
[Фиг. 5] Фиг. 5 представляет собой вид в разрезе резьбового соединения для стальных труб согласно варианту осуществления настоящего изобретения, показывающий примерную конфигурацию охватывающего резьбового участка муфты.
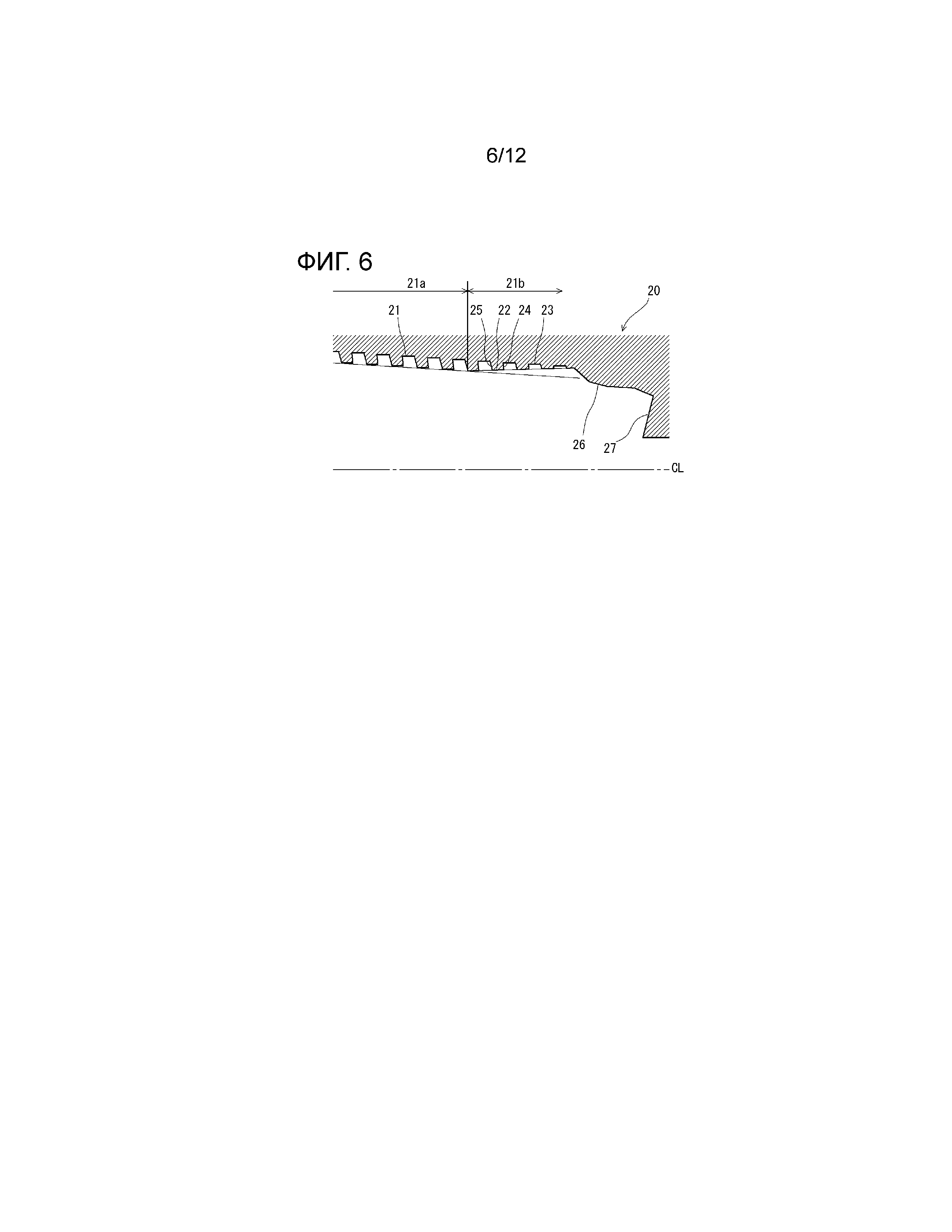
[Фиг. 6] Фиг. 6 представляет собой вид в разрезе резьбового соединения для стальных труб согласно варианту осуществления настоящего изобретения, показывающий другую примерную конфигурацию охватывающего резьбового участка муфты.
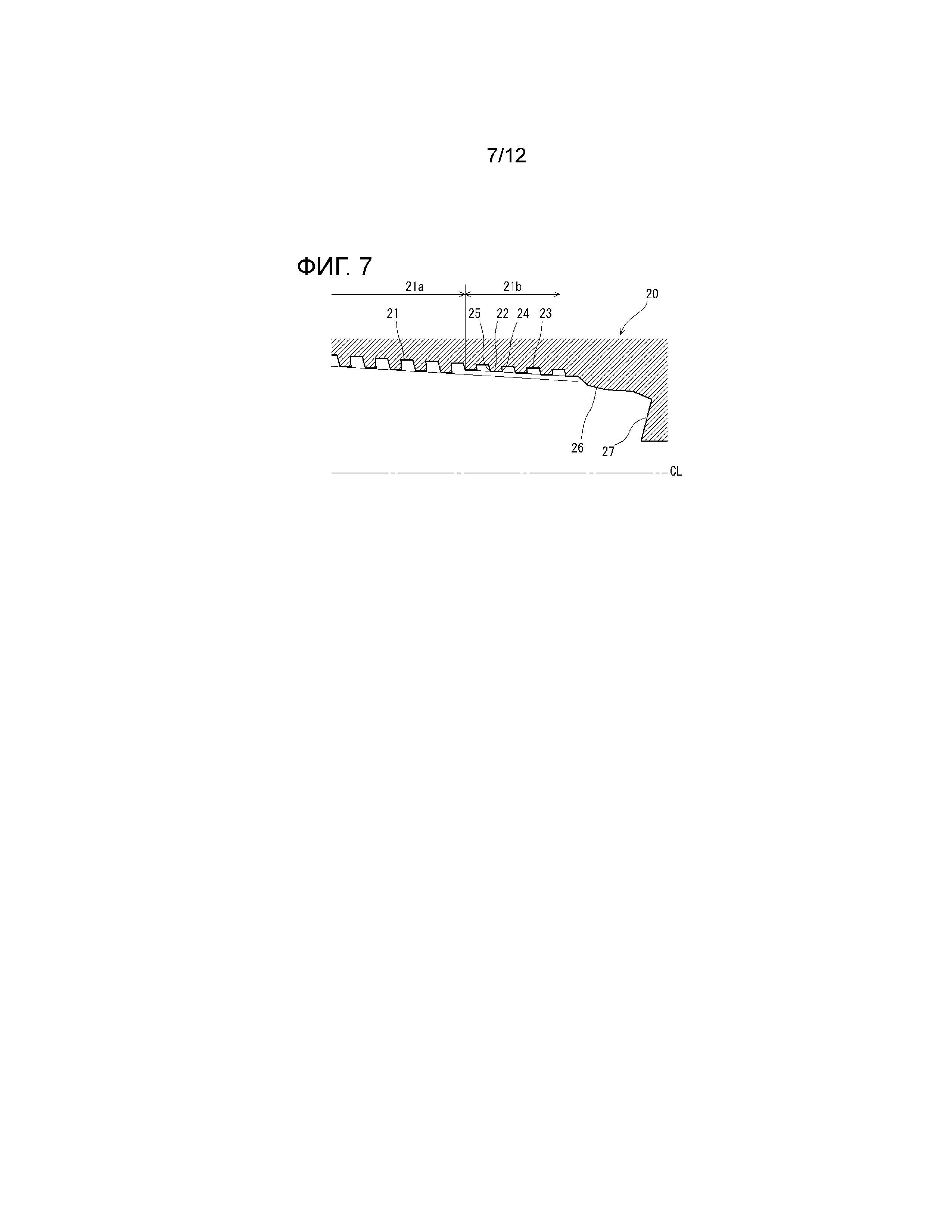
[Фиг. 7] Фиг. 7 представляет собой вид в разрезе резьбового соединения для стальных труб согласно варианту осуществления настоящего изобретения, показывающий еще одну примерную конфигурацию охватывающего резьбового участка муфты.
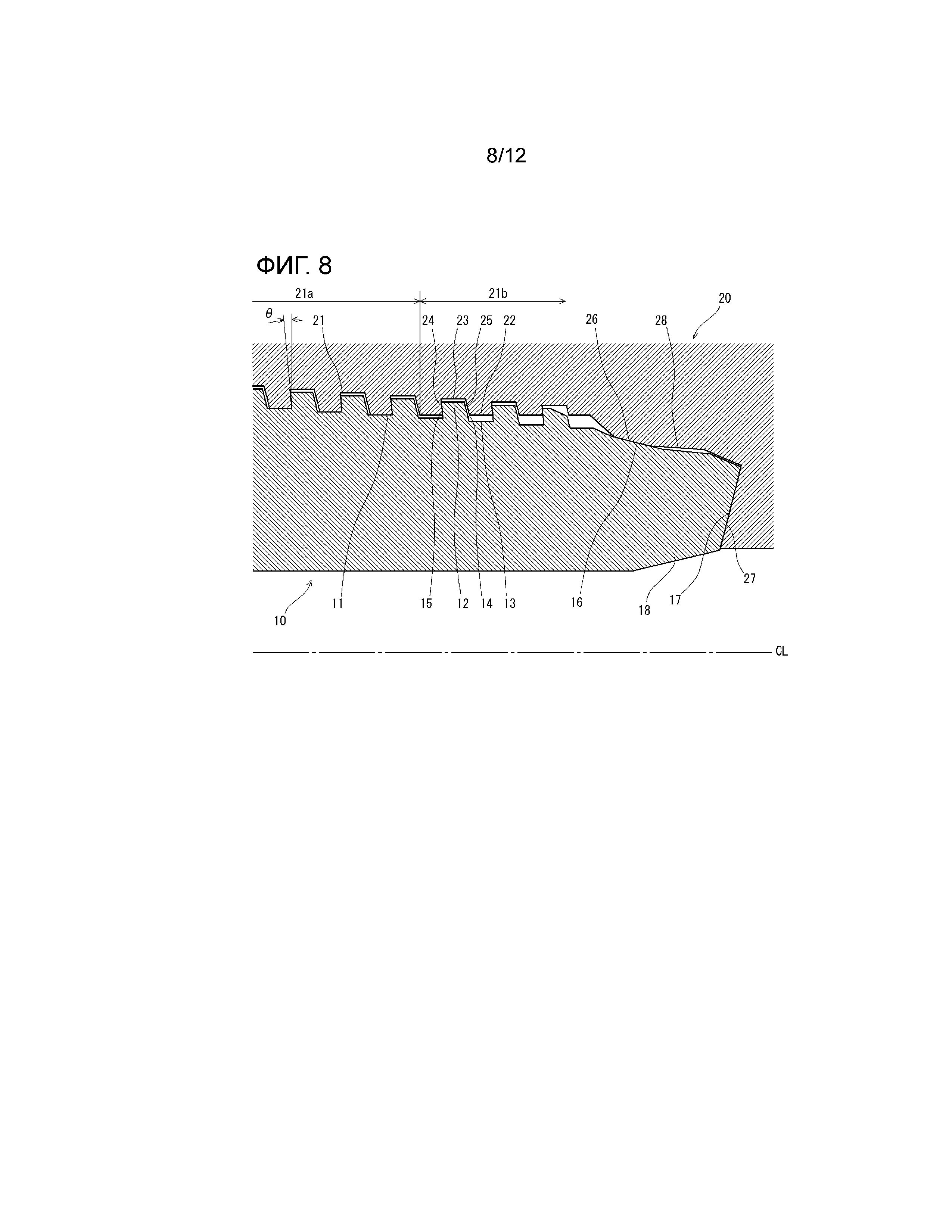
[Фиг. 8] Фиг. 8 представляет собой вид в разрезе резьбового соединения для стальных труб согласно варианту осуществления настоящего изобретения, показывающий конфигурацию вариантов областей вблизи уплотнительных поверхностей.
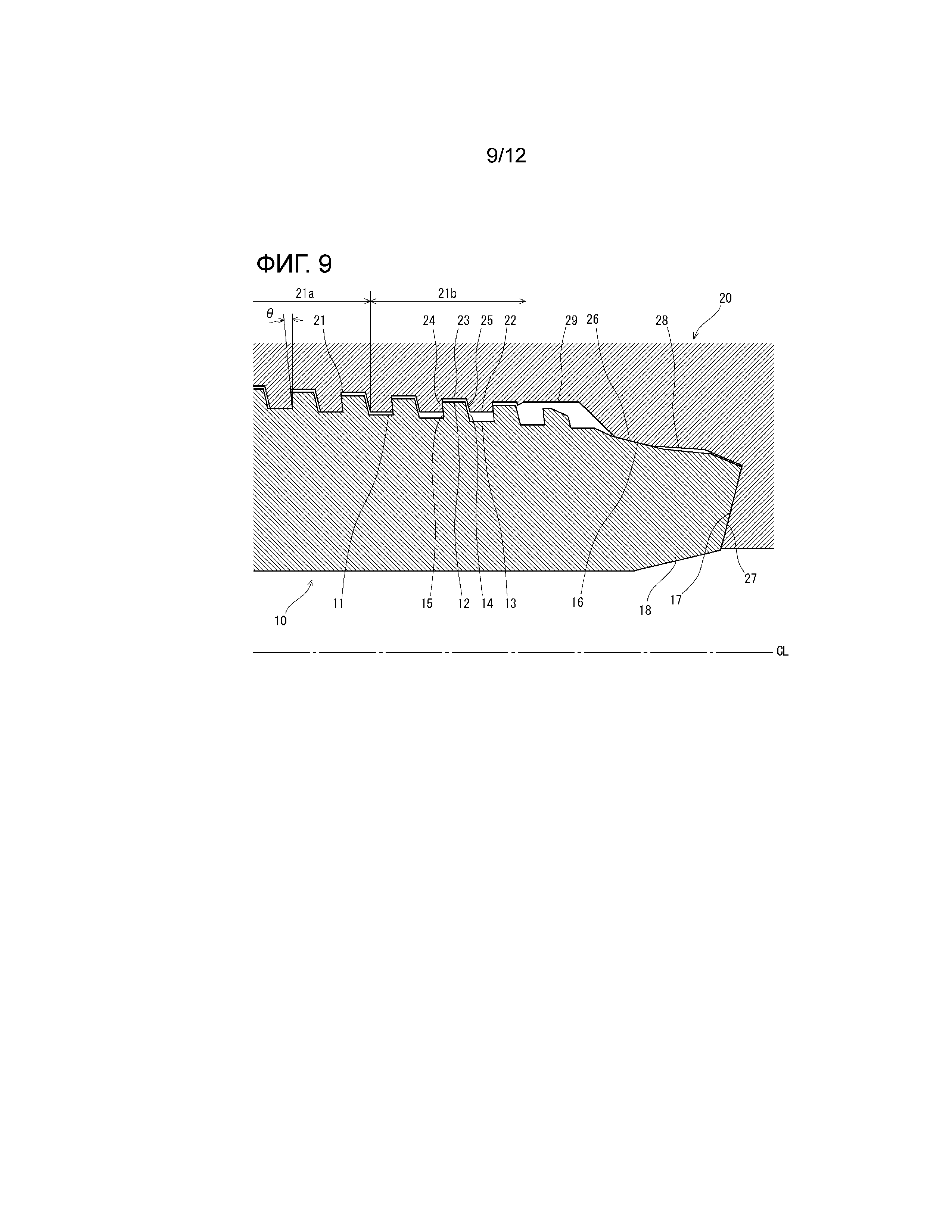
[Фиг. 9] Фиг. 9 представляет собой вид в разрезе резьбового соединения для стальных труб согласно варианту осуществления настоящего изобретения, показывающий другую конфигурацию вариантов областей вблизи уплотнительных поверхностей.
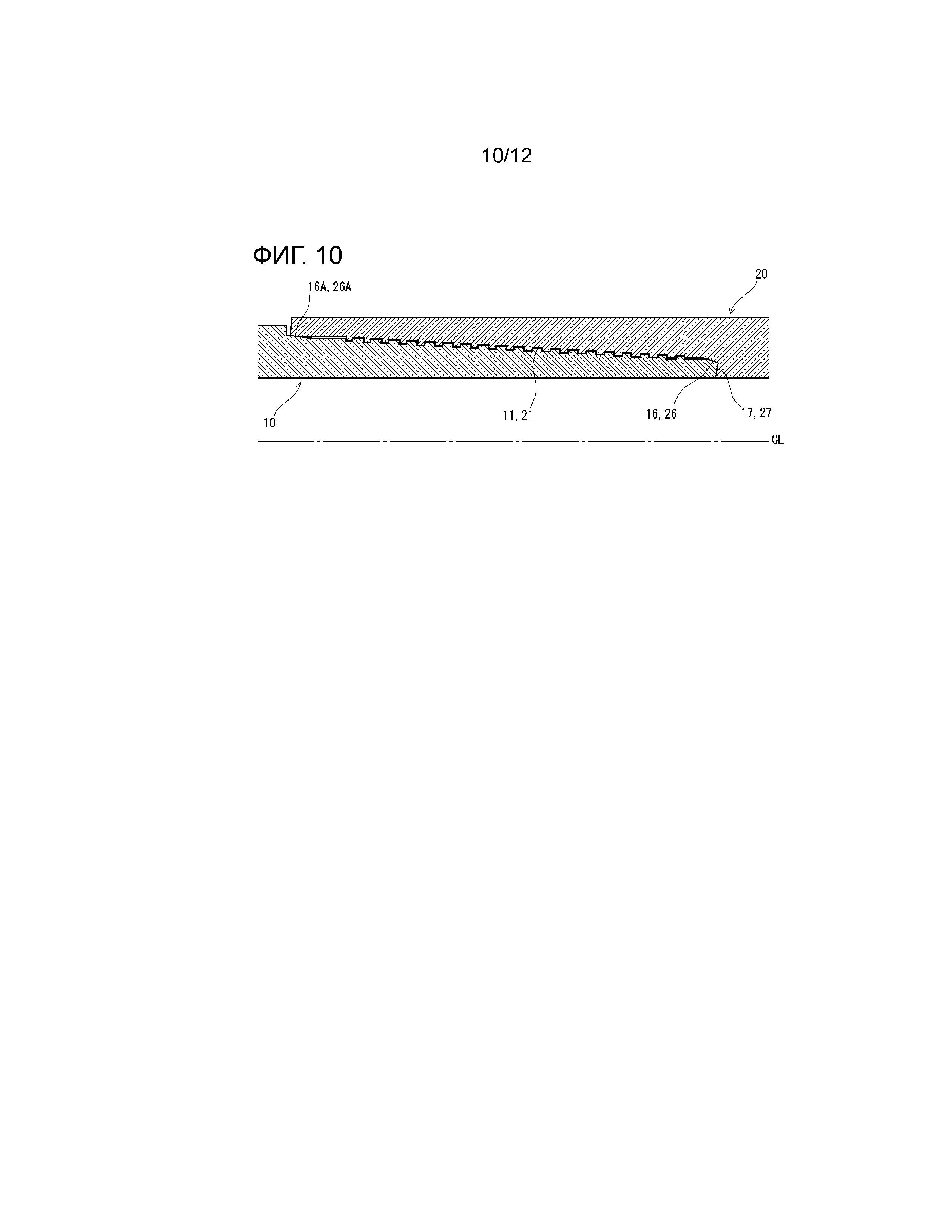
[Фиг. 10] Фиг. 10 представляет собой вид в разрезе варианта резьбового соединения для стальных труб согласно варианту осуществления настоящего изобретения.
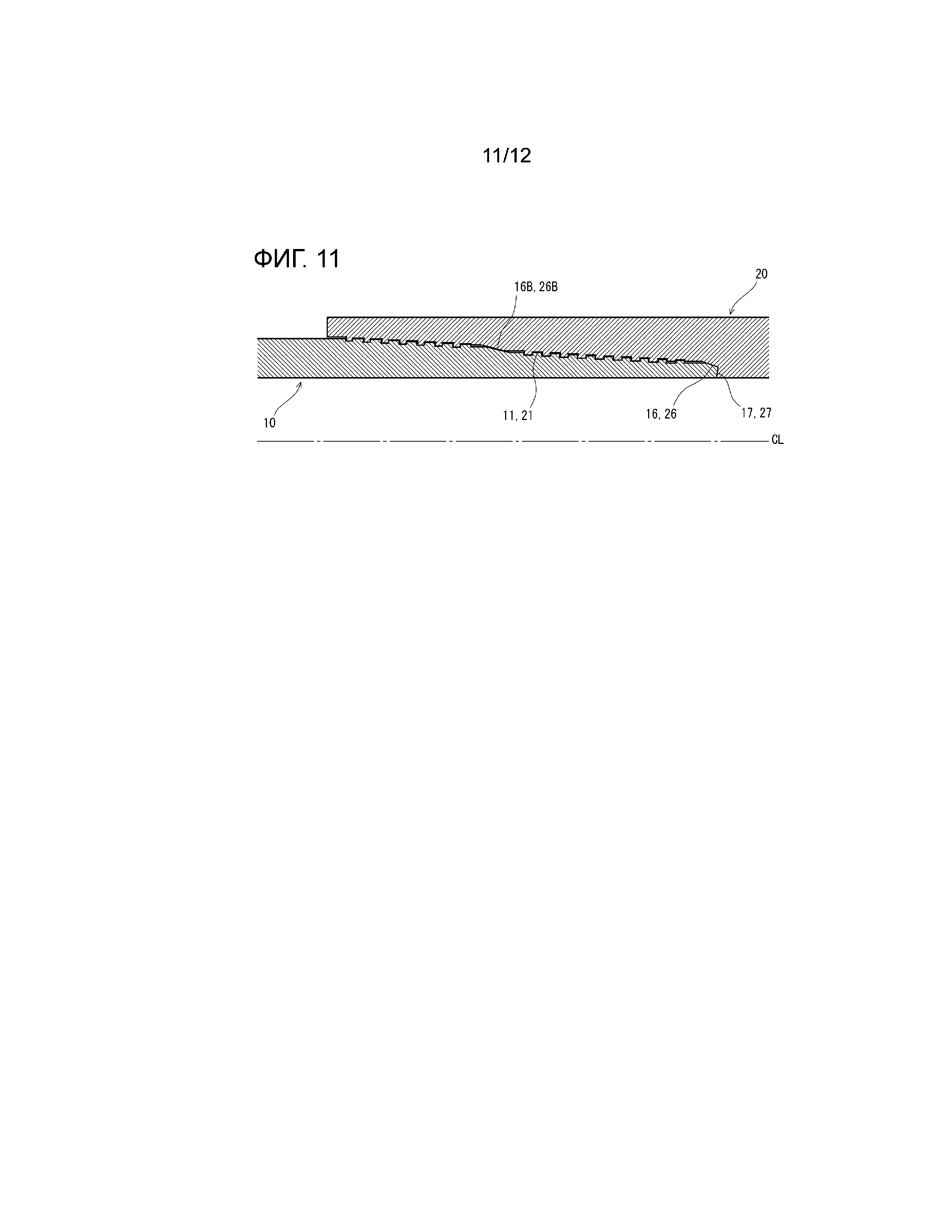
[Фиг. 11] Фиг. 11 представляет собой вид в разрезе другого варианта резьбового соединения для стальных труб согласно варианту осуществления настоящего изобретения.
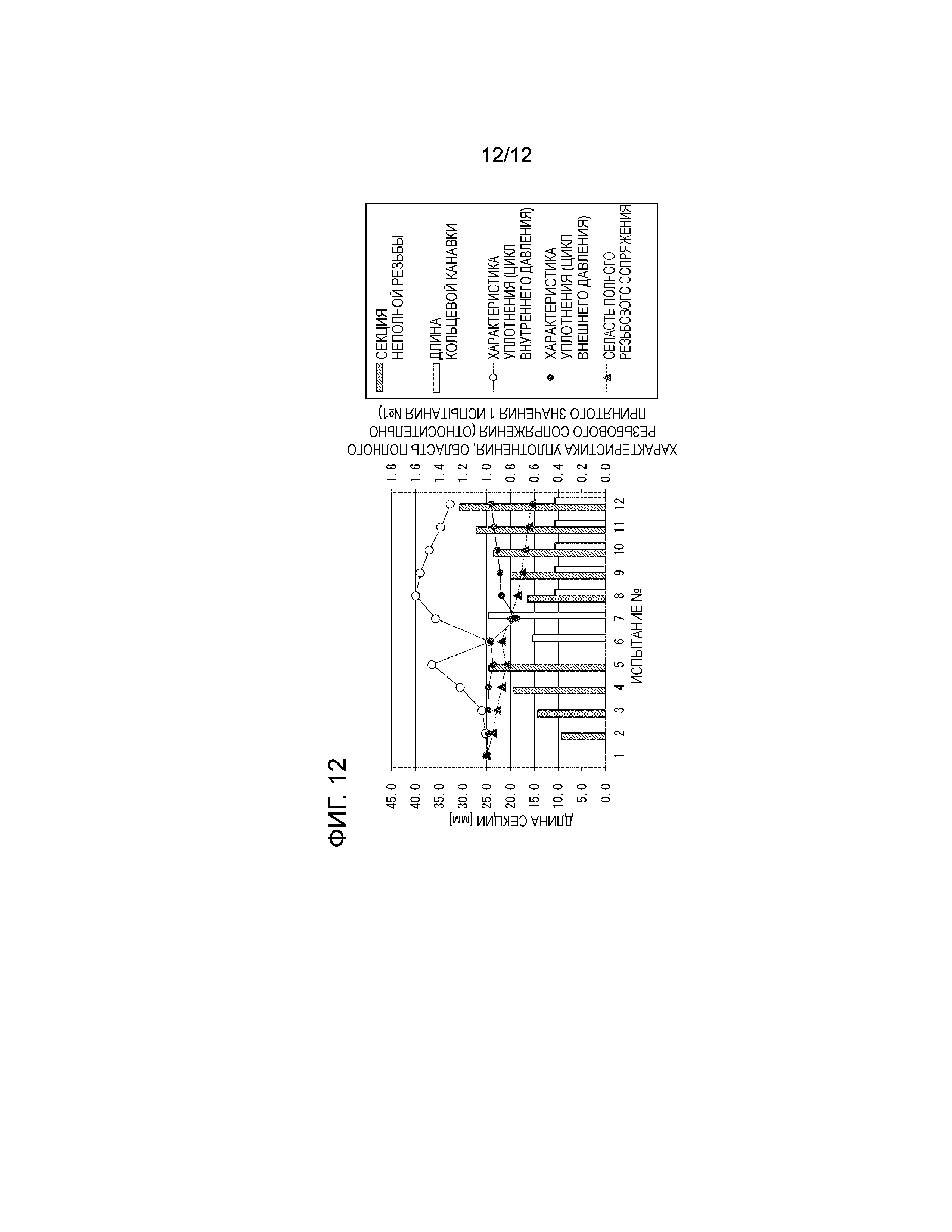
[Фиг. 12] Фиг. 12 представляет собой график, показывающий результаты испытания примеров.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0035] У настоящих изобретателей зародилась идея о том, что контактное давление между уплотнительными поверхностями может быть увеличено путем использования преимущества расширения ниппеля радиально наружу за счет внутреннего давления, и на основании этой идеи они провели анализ методом конечных элементов для различных типов сопряжения и непосредственного контакта резьб в областях вблизи уплотнительных поверхностей и оценили характеристики уплотнения от внутреннего давления и внешнего давления. В результате они обнаружили, что предпочтительно, чтобы из охватываемого резьбового участка ниппеля и охватывающего резьбового участка муфты, которые сопрягаются друг с другом, охватывающий резьбовой участок муфты исключительно был выполнен с более низкой высотой резьбы в области вблизи его уплотнительной поверхности для ослабления сопряжения и непосредственного контакта резьб. Далее будут описаны предпочтительные варианты выполнения резьбового соединения для стальных труб согласно настоящему изобретению.
[0036] Фиг. 4 представляет собой вид в разрезе резьбового соединения для стальных труб согласно варианту осуществления настоящего изобретения, показывающий конфигурацию областей вблизи его уплотнительных поверхностей. Резьбовое соединение согласно настоящему варианту осуществления имеет конфигурацию, основанную на конфигурациях резьбовых соединений, показанных на Фиг. 1-3, при этом имея угол θ наклона меньше 0 градусов на опорных гранях 15 в охватываемом резьбовом участке 11 и опорных гранях 24 в охватывающем резьбовом участке 21. То есть суженные резьбы резьбового соединения настоящего варианта осуществления представляют собой суженные трапецеидальные резьбы, имеющие опорные грани, которые имеют уклон для образования формы крюка.
[0037] Охватывающий резьбовой участок 21 муфты 20 разделен на, по порядку от вблизи уплотнительной поверхности 26, секцию 21b неполной резьбы и секцию 21a полной резьбы. Секция 21b неполной резьбы имеет длину вдоль оси CL трубы, которая составляет по меньшей мере трехкратный шаг резьбы охватывающего резьбового участка 21. В секции 21b неполной резьбы охватывающий резьбовой участок 21 имеет высоту резьбы ниже, чем высота резьбы секции 21a полной резьбы. Впадины 23 в секции 21b неполной резьбы вместе с впадинами 23 в секции 21a полной резьбы совместно образуют одну суженную периферию. То есть впадины 23 в охватывающем резьбовом участке 21 в двух секциях 21a, 21b резьбы совместно образуют одну суженную периферию.
[0038] В собранном состоянии поверхности 17, 27 заплечиков находятся в контакте друг с другом, и уплотнительные поверхности 16, 26 находятся в контакте друг с другом. И в секции 21a полной резьбы, и в секции 21b неполной резьбы опорные грани 15 охватываемого резьбового участка 11 находятся в контакте с опорными гранями 24 охватывающего резьбового участка 21. Следует отметить, что, тогда как в секции 21a полной резьбы впадины 13 охватываемого резьбового участка 11 находятся в контакте с вершинами 22 охватывающего резьбового участка 21, в секции 21b неполной резьбы, которая расположена ближе у уплотнительным поверхностям 16, 26, между впадинами 13 охватываемого резьбового участка 11 и вершинами 22 охватывающего резьбового участка 21 обеспечены зазоры так, что сопряжение и непосредственный контакт резьб в них ослабляются.
[0039] В резьбовом соединении согласно этому варианту осуществления угол θ наклона опорных граней составляет меньше 0 градусов, и в связи с этим приложение внутреннего давления не вызывает силу противодействия на опорных гранях 15 ниппеля 10, воздействующую в направлении для сжатия ниппеля 10 радиально внутрь. В результате расширение ниппеля 10 радиально наружу вызывается в достаточной степени, и в связи с этим может быть достигнуто усиление контактного давления между уплотнительными поверхностями 16, 26 при приложении внутреннего давления.
[0040] Относительно охватываемого резьбового участка 11 ниппеля 10, его конфигурация в области, соответствующей секции 21b неполной резьбы муфты 20, подобна конфигурации в области, соответствующей его секции 21a полной резьбы. То есть вершины 12 в охватываемом резьбовом участке 11 во всей его области, соответствующей всей области охватывающего резьбового участка 21, включающей в себя секцию 21b неполной резьбы и секцию 21a полной резьбы, совместно образуют одну суженную периферию. Посредством этого в области секции 21b неполной резьбы обеспечивается жесткость ниппеля 10, и сопряжение резьб получается в достаточной степени. Это приводит к увеличению сопротивления деформации ниппеля 10 от радиального сжатия из-за приложения внешнего давления, таким образом, делая возможным сохранение характеристики уплотнения от внешнего давления. Более того, так как обеспечивается достаточная высота резьбы в охватываемом резьбовом участке 11 ниппеля 10, даже в области секции 21b неполной резьбы достигается устойчивое резьбовое сопряжение во время вставки ниппеля 10 в муфту 20 так, что возникновение истирания менее вероятно.
[0041] Длина секции 21b неполной резьбы муфты 20 составляет по меньшей мере трехкратный шаг резьбы охватывающего резьбового участка 21. Причина этого заключается в следующем. Если длина секции 21b неполной резьбы короче трехкратного шага резьбы, область, на которую может воздействовать расширение ниппеля 10 радиально наружу из-за внутреннего давления, будет меньше. Таким образом, будет невозможно вызывать достаточное расширение радиально наружу для усиления контактного давления между уплотнительными поверхностями 16, 26.
[0042] Однако, чем длиннее длина секции 21b неполной резьбы, тем больше уменьшается жесткость муфты 20 так, что возникновение деформации муфты 20 более вероятно. Таким образом, контактное давление между уплотнительными поверхностями 16, 26 при комбинированном нагружении уменьшается. В дополнение, область по существу полного сопряжения в резьбах уменьшается. Это приводит к риску возникновения явления, при котором ниппель 10 непреднамеренно отцепляется от муфты 20 (выскакивание). Соответственно, длина секции 21b неполной резьбы составляет предпочтительно не более восьмикратного шага резьбы. Длина составляет, более предпочтительно, не более шестикратного шага резьбы, и, еще более предпочтительно, не более пятикратного шага резьбы.
[0043] Более того, в резьбовом соединении настоящего варианта осуществления, который описан выше, угол θ наклона опорных граней 15 в охватываемом резьбовом участке 11 и опорных гранях 24 в охватывающем резьбовом участке 21 составляет меньше 0 градусов так, чтобы обеспечивать, что отсутствует помеха расширению ниппеля 10 радиально наружу из-за внутреннего давления. Угол θ наклона, с учетом простоты нарезания резьбы, составляет, предпочтительно, -15 градусов или больше и, более предпочтительно, -10 градусов или больше, хотя нижний предел для него особенно не определен.
[0044] Для конфигурации охватывающего резьбового участка 21 (секции 21a полной резьбы и секции 21b неполной резьбы), обеспечиваемого для муфты 20, может быть применена любая из следующих конфигураций (1)-(3).
[0045] (1) Фиг. 5 представляет собой вид в разрезе резьбового соединения для стальных труб согласно варианту осуществления настоящего изобретения, показывающий примерную конфигурацию охватывающего резьбового участка муфты. В охватывающем резьбовом участке 21, показанном на Фиг. 5, вершины 22 в секции 21b неполной резьбы, начиная от границы между секцией 21a полной резьбы и секцией 21b неполной резьбы, совместно образуют цилиндрическую периферию, которая параллельна оси CL трубы. Такая конфигурация охватывающего резьбового участка 21 может быть легко получена путем соответствующего определения формы подготовленного отверстия, которое вырезается в муфте 20 заранее до нарезания резьбы.
[0046] В особенности, в качестве подготовленного отверстия для секции 21a полной резьбы вырезается суженное подготовленное отверстие, которое соответствует вершинам 22 секции 21a полной резьбы. Далее, в качестве подготовленного отверстия для секции 21b неполной резьбы вырезается подготовленное отверстие, имеющее цилиндрическую периферию, параллельную оси CL трубы, начиная от границы между секциями 21a и 21b резьбы. Нарезание резьбы может выполняться на таким образом образованных подготовленных отверстиях таким образом, что угол сужения резьбы и шаг резьбы сохраняются постоянными во всей области от секции 21a полной резьбы до секции 21b неполной резьбы.
[0047] (2) Фиг. 6 представляет собой вид в разрезе резьбового соединения для стальных труб согласно варианту осуществления настоящего изобретения, показывающий другую примерную конфигурацию охватывающего резьбового участка муфты. В охватывающем резьбовом участке 21, показанном на Фиг. 6, вершины 22 в секции 21b неполной резьбы, начиная от границы между секцией 21a полной резьбы и секцией 21b неполной резьбы, совместно образуют суженную периферию с уклоном в отношении оси CL трубы. Эта конфигурация охватывающего резьбового участка 21 может быть получена следующим образом. В качестве подготовленного отверстия для секции 21a полной резьбы вырезается суженное подготовленное отверстие, которое соответствует вершинам 22 секции 21a полной резьбы. Далее, в качестве подготовленного отверстия для секции 21b неполной резьбы вырезается суженное подготовленное отверстие, имеющее диаметр, увеличивающийся по направлению к трубчатому корпусу, начиная от границы между секциями 21a и 21b резьбы. Нарезание резьбы может выполняться на таким образом образованных подготовленных отверстиях таким образом, что угол сужения резьбы и шаг резьбы сохраняются постоянными во всей области от секции 21a полной резьбы до секции 21b неполной резьбы.
[0048] (3) Фиг. 7 представляет собой вид в разрезе резьбового соединения для стальных труб согласно варианту осуществления настоящего изобретения, показывающий еще одну примерную конфигурацию охватывающего резьбового участка муфты. В охватывающем резьбовом участке 21, показанном на Фиг. 7, вершины 22 в секции 21b неполной резьбы, начиная от границы между секцией 21a полной резьбы и секцией 21b неполной резьбы, совместно образуют суженную периферию, которая параллельна сужению резьбы, совместно образованному вершинами в секции 21a полной резьбы. Эта конфигурация охватывающего резьбового участка 21 может быть получена следующим образом. В качестве подготовленного отверстия для секции 21a полной резьбы вырезается суженное подготовленное отверстие, которое соответствует вершинам 22 секции 21a полной резьбы. Далее, в качестве подготовленного отверстия для секции 21b неполной резьбы суженное подготовленное отверстие, имеющее периферию, параллельную суженной периферии, которая соответствует вершинам 22 секции 21a полной резьбы, вырезается в радиально наружу выступающем положении, начиная от границы между секциями 21a и 21b резьбы. Нарезание резьбы может выполняться на таким образом образованных подготовленных отверстиях таким образом, что угол сужения резьбы и шаг резьбы сохраняются постоянными во всей области от секции 21a полной резьбы до секции 21b неполной резьбы.
[0049] Вышеуказанные конфигурации (1) и (2) предпочтительны тем, что выступ не образуется в резьбах на границе между секцией 21a полной резьбы и секцией 21b неполной резьбы. В то же время, вышеуказанная конфигурация (3) является предпочтительной тем, что, хотя выступ образуется в резьбах на границе между секцией 21a полной резьбы и секцией 21b неполной резьбы, зазоры между впадинами 13 охватываемого резьбового участка 11 и вершинами 22 охватывающего резьбового участка 21 являются постоянными на протяжении всей секции 21b неполной резьбы, и в связи с этим облегчается регулирование зазоров.
[0050] В секции 21b неполной резьбы зазоры между впадинами 13 охватываемого резьбового участка 11 и вершинами 22 охватывающего резьбового участка 21 выполнены так, что отсутствует помеха расширению ниппеля 10 радиально наружу из-за внутреннего давления в зависимости от угла сужения резьбы и положения резьбы вдоль оси CL трубы. Зазоры могут иметь высоту, в общем равную или больше разницы в высотах резьбы (около 0,1-0,2 мм, в общем) между охватываемым резьбовым участком 11 ниппеля 10 и охватывающим резьбовым участком 21 муфты 20.
[0051] Настоящее изобретение не ограничено вариантами осуществления, описанными выше, и могут быть выполнены различные изменения, не выходящие за рамки идеи и объема охраны настоящего изобретения. Как показано на Фиг. 8, например, ниппель 10 может включать в себя, между уплотнительной поверхностью 16 и поверхностью 17 заплечика, выступающий участок 18, продолжающийся по направлению к концу ниппеля, а муфта 20 может включать в себя углубленный участок 28, который соответствует выступающему участку 18 ниппеля 10. В этом случае в собранном состоянии выступающий участок 18 ниппеля 10 не контактирует с углубленным участком 28 муфты 20. В резьбовом соединении, имеющем эту конфигурацию, ниппель 10 проявляет улучшенную жесткость за счет выступающего участка 18, обеспеченного в нем. В результате значительно улучшается характеристика уплотнения от внешнего давления.
[0052] Более того, как показано на Фиг. 9, муфта 20 может включать в себя кольцевую канавку 29, расположенную между секцией 21b неполной резьбы и уплотнительной поверхностью 26, а охватываемый резьбовой участок 11 ниппеля 10 может продолжаться до местоположения, соответствующего кольцевой канавке 29. При нанесении избыточного количества смазки на резьбовые участки кольцевая канавка 29 позволяет смазке накапливаться в ней, тем самым предотвращая аномальное увеличение давления смазки, что приводит к предпочтительному эффекту предотвращения уменьшения контактного давления между уплотнительными поверхностями 16, 26. В этом примере длина кольцевой канавки 29 вдоль оси CL трубы составляет по большей мере трехкратный шаг резьбы охватывающего резьбового участка 21. Причина этого заключается в следующем.
[0053] В дополнение к секции 21b неполной резьбы, которая описана выше, чем длиннее длина кольцевой канавки 29, тем больше увеличивается область, на которую может воздействовать расширение ниппеля 10 радиально наружу из-за внутреннего давления, и соответственно усиливается контактное давление между уплотнительными поверхностями 16, 26. Однако когда длина кольцевой канавки 29 является слишком длинной, область полного сопряжения в резьбах уменьшается, и в результате характеристика уплотнения от внешнего давления стремится к уменьшению. При условии, что длина кольцевой канавки 29 составляет не больше трехкратного шага резьбы, почти никакие вредные воздействия не оказываются на характеристику уплотнения от внешнего давления.
[0054] Резьбовое соединение согласно настоящему варианту осуществления выполнено с уплотнительными поверхностями 16, 26 только в концевых областях резьбовых участков на стороне свободного конца ниппеля. Возможно, помимо уплотнительных поверхностей 16, 26, уплотнения для внешнего давления могут быть обеспечены в областях других концов резьбовых участков на стороне противоположного конца или в их промежуточных областях так, что может быть обеспечена характеристика уплотнения от внешнего давления.
[0055] В особенности, как показано на Фиг. 10, ниппель 10 может включать в себя уплотнительную поверхность 16А для внешнего давления, расположенную в области противоположного конца охватываемого резьбового участка 11, а муфта 20 может включать в себя уплотнительную поверхность 26А для внешнего давления, соответствующую уплотнительной поверхности 16А для внешнего давления. В качестве альтернативы, как показано на Фиг. 11, ниппель 10 может включать в себя уплотнительную поверхность 16B для внешнего давления, расположенную в промежуточной области охватываемого резьбового участка 11, а муфта 20 может включать в себя уплотнительную поверхность 26B для внешнего давления, соответствующую уплотнительной поверхности 16B для внешнего давления. В качестве альтернативы, уплотнительные поверхности 16А, 26А для внешнего давления в областях противоположных концов, показанные на Фиг. 10, могут быть обеспечены в комбинации с уплотнительными поверхностями 16B, 26B для внешнего давления в промежуточных областях, показанными на Фиг. 11. В резьбовом соединении, имеющем такие уплотнительные поверхности 16А, 26A, 16B и 26B для внешнего давления, может происходить так, что по некоторой причине внешнее давление проходит через уплотнительные поверхности 16А, 26А, 16B и 26B и достигает уплотнительной поверхности 16, 26 для внутреннего давления. Однако, даже в таком случае уплотнительная поверхность 16, 26 для внутреннего давления альтернативно обеспечивает характеристику уплотнения от внешнего давления.
[0056] Резьбовое соединение согласно настоящему варианту осуществления может быть реализовано либо в виде выполненного за одно целое с трубой резьбового соединения, либо в виде резьбового соединения муфтового типа.
ПРИМЕРЫ
[0057] Для подтверждения преимуществ настоящего изобретения было выполнено численное моделирование и анализ с использованием метода упругопластических конечных элементов.
[0058] [УСЛОВИЯ ИСПЫТАНИЯ]
В анализе методом конечных элементов были подготовлены модели резьбовых соединений муфтового типа с различными длинами резьбовых участков. Общие условия были следующими.
- Размер стальной трубы: 8-5/8 [дюймов] (приблизительно 219 мм), 64 [фунт/фут2] (312,4754 кг/м2) (наружный диаметр 219,1 мм и толщина стенки 19,05 мм).
- Наружный диаметр муфты: 235,8 мм.
- Сорт стальной трубы (ниппеля) и муфты: стандарт Q125 API (Американского нефтяного института) (углеродистая сталь, имеющая напряжение текучести 125 [ksi] (862 МПа)).
- Форма резьбы: сужение 1/18, высота резьбы 1,575 [мм], шаг резьбы 5,08 [мм], угол опорной грани -3 градуса, угол закладной грани 10 градусов и зазор закладной грани 0,15 [мм].
[0059] В анализе методом конечных элементов свойства материала были следующими: упругий пластик с изотропным упрочнением, модуль упругости 210 [ГПа] и номинальный предел текучести при остаточной деформации 0,2% 125 [ksi] (=862 [MПа]). Затяжка выполнялась до точки, где поверхности заплечиков ниппеля и муфты приводились в контакт друг с другом, и дополнительно продолжалась до точки 1,0/100 оборотов.
[0060] Различные размерные условия показаны в Таблице 1 ниже.
[0061] [Таблица 1]
|
Примечания: символ «*» указывает на то, что значение находится за пределами диапазона, определенного настоящим изобретением.
Значения характеристики уплотнения и секций области полного резьбового сопряжения представляют собой значения относительно значений №1, которые принимаются равными 1.
[0062] Модели испытания №1-5 были подготовлены на основе резьбового соединения, которое показано на Фиг. 8, и не имели кольцевой канавки в муфте. Среди них модели испытания №1-3 представляют собой сравнительные примеры, в которых длина секции неполной резьбы муфты не удовлетворяет диапазону, определенному настоящим изобретением (по меньшей мере трехкратному шагу резьбы). Модели испытания №4 и 5 представляют собой изобретательские примеры, в которых длина секции неполной резьбы удовлетворяет диапазону, определенному настоящим изобретением.
[0063] Модели испытания №6-12 были подготовлены на основе резьбового соединения, которое показано на Фиг. 9, и имели кольцевую канавку в муфте. Среди них модели испытания №6 и 7 представляют собой сравнительные примеры, в которых длина секции неполной резьбы муфты не удовлетворяет диапазону, определенному настоящим изобретением. Модели испытания №8-12 представляют собой изобретательские примеры, в которых длина секции неполной резьбы удовлетворяет диапазону, определенному настоящим изобретением.
[0064] [СПОСОБ ОЦЕНКИ]
В анализе методом конечных элементов последовательность нагрузок, которая моделировала нагрузки испытания серии А на основе ISO 13679, была приложена к моделям в собранном состоянии. Для оценки характеристики уплотнения уплотнительных поверхностей сравнивались минимальные значения средних контактных давлений на уплотнительных поверхностях, в цикле внутреннего давления (первом и втором квадрантах) и цикле внешнего давления (третьем и четвертом квадрантах) в последовательности нагрузок. (Отметим, что чем выше минимальное значение среднего контактного давления, тем лучше характеристика уплотнения уплотнительных поверхностей). Оценки производились следующим образом: при условии, что каждая из характеристики уплотнения от внутреннего давления и характеристики уплотнения от внешнего давления модели испытания №1 была представлена значением 1, оценки остальных моделей выполнялись путем определения значений относительно значений испытания №1. В качестве критерия оценки требуемая характеристика уплотнения от внутреннего давления составляла 1,2 или больше, и требуемая характеристика уплотнения от внешнего давления составляла 0,85 или больше.
[0065] Более того, области полного сопряжения в резьбах вычислялись для оценки сопротивления выскакиванию путем сравнения областей полного сопряжения. Оценки производились следующим образом: при условии, что область полного сопряжения модели испытания №1 была представлена значением 1, оценки остальных моделей выполнялись путем определения значений относительно значения испытания №1. В качестве критерия оценки требуемая область полного сопряжения составляла по меньшей мере 0,55 и предпочтительно по меньшей мере 0,7.
[0066] Модели, которые удовлетворяли критерию оценки характеристики уплотнения уплотнительных поверхностей и имели область полного сопряжения от 0,55 или больше, были оценены как хорошие (обозначены символом «○»), и среди них те, которые имели область полного сопряжения 0,7 или больше, были оценены как превосходные (обозначены символо «⊚»). Модели, которые не удовлетворяли критерию либо характеристики уплотнения уплотнительных поверхностей, либо области полного сопряжения, были оценены как плохие (обозначены символом «△»).
[0067] [РЕЗУЛЬТАТЫ ИСПЫТАНИЯ]
Результаты испытания показаны в Таблице 1 выше и на Фиг. 12 ниже.
[0068] Модели испытания №2, 3 и 6, которые представляют собой сравнительные примеры, имели более короткую секцию неполной резьбы, и в связи с этим не вызывалось достаточное расширение ниппеля радиально наружу. Таким образом, отсутствовало улучшение их характеристик уплотнения от внутреннего давления.
[0069] Модели испытания №4 и 5, которые представляют собой изобретательские примеры, проявляли 20% или больше увеличения характеристики уплотнения от внутреннего давления, так как вызывалось достаточное расширение ниппеля радиально наружу, и также их характеристики уплотнения от внешнего давления сохранялись на высоком уровне.
[0070] Модель испытания №7, которая представляет собой сравнительный пример, проявляет улучшенную характеристику уплотнения от внутреннего давления. Однако, она подвергалась увеличенному радиальному сжатию ниппеля при приложении внешнего давления, так как ее кольцевая канавка имела слишком длинную длину и, таким образом, отсутствовало резьбовое сопряжение в областях вблизи уплотнительных поверхностей. Таким образом, ее характеристика уплотнения от внешнего давления уменьшилась не меньше, чем на 25%.
[0071] Модели испытания №8-12, которые представляют собой изобретательские примеры, проявляли улучшенную характеристику уплотнения от внутреннего давления и, в дополнение, оказывали эффект предотвращения аномального увеличения давления смазки посредством периферийных канавок.
[0072] Все из моделей испытания №4, 5 и 8-12, которые представляют собой изобретательские примеры, имели в их муфтах секцию неполной резьбы, имеющую длину в диапазоне от трехкратного шага резьбы до шестикратного шага резьбы, и вследствие этого они имели область полного сопряжения в резьбах 0,55 или больше. Таким образом, ожидается, что они проявляют высокое сопротивление выскакиванию. Среди них модели испытания №4, 5, 8 и 9 были наиболее пригодными, так как они имели более большую область полного сопряжения за счет длины секций неполной резьбы в муфте, которая находится в пределах диапазона от трехкратного шага резьбы до пятикратного шага резьбы.
[0073] Результаты, описанные выше, демонстрируют, что резьбовое соединение для стальных труб согласно настоящему изобретению проявляет превосходную характеристику уплотнения от внутреннего давления, а также внешнего давления.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0074] Резьбовое соединение согласно настоящему изобретению способно эффективно использоваться в связи с толстостенными стальными трубами, которые используются в качестве труб для нефтяных скважин в агрессивных окружающих средах.
ПЕРЕЧЕНЬ ССЫЛОЧНЫХ ПОЗИЦИЙ
[0075]
10: ниппель
11: охватываемый резьбовой участок
12: вершина охватываемого резьбового участка
13: впадина охватываемого резьбового участка
14: закладная грань охватываемого резьбового участка
15: опорная грань охватываемого резьбового участка
16: уплотнительная поверхность ниппеля
16A, 16B: уплотнительные поверхности ниппеля для внешнего давления
17: поверхность заплечика ниппеля
18: выступающий участок
20: муфта
21: охватывающий резьбовой участок
22: вершина охватывающего резьбового участка
23: впадина охватывающего резьбового участка
24: опорная грань охватывающего резьбового участка
25: закладная грань охватывающего резьбового участка
21а: секция полной резьбы
21b: секция неполной резьбы
26: уплотнительная поверхность муфты
26A, 26B: уплотнительные поверхности муфты для внешнего давления
27: поверхность заплечика муфты
28: углубленный участок
29: кольцевая канавка
θ: угол наклона опорных граней
CL: ось трубы
Резьбовое соединение для соединения стальных труб
Способ изготовления листа электротехнической стали с ориентированной зеренной структурой
Способ изготовления листа из электротехнической стали с ориентированной зеренной структурой
Способ, устройство и программа для анализа разрушения для точечно-сваренной части и машиночитаемый носитель данных
Способ стыковой сварки оплавлением рельсовой стали
Способ определения разрушения, устройство, программа и читаемый компьютером носитель записи для определения разрушения
Сварочное устройство для трубы, свариваемой методом электрического сопротивления
Лист электротехнической стали с ориентированной зеренной структурой
Электротехническая листовая сталь с ориентированными зернами и способ ее производства
Горячекатаный стальной лист и способ его изготовления
Резьбовое соединение для соединения стальных труб
Способ изготовления листа электротехнической стали с ориентированной зеренной структурой
Способ изготовления листа из электротехнической стали с ориентированной зеренной структурой
Способ, устройство и программа для анализа разрушения для точечно-сваренной части и машиночитаемый носитель данных
Способ стыковой сварки оплавлением рельсовой стали
Способ определения разрушения, устройство, программа и читаемый компьютером носитель записи для определения разрушения
Сварочное устройство для трубы, свариваемой методом электрического сопротивления
Лист электротехнической стали с ориентированной зеренной структурой
Электротехническая листовая сталь с ориентированными зернами и способ ее производства
Горячекатаный стальной лист и способ его изготовления

