ДИСКОВАЯ ФРЕЗА ДЛЯ РЕЗКИ СТАЛЬНЫХ ТРУБ
Вид РИД
Изобретение
Изобретение относится к производству нефтегазовых и других труб и может быть использовано для резки непрерывной электросварной трубы на отдельные заготовки или при разрезке других труб.
Известны пилы дисковые сегментные для металла [ГОСТ 4047-82. Пилы дисковые сегментные для металла. Технические условия. - М.: ИПК Издательство стандартов. - 2004]. К их недостаткам следует отнести коробление корпуса фрезы в процессе работы (зубчатый венец нагревается, а корпус остается холодным и приобретает тарельчатую форму) и ограниченная стойкость фрез, так как зубчатые секторы выполнены из быстрорежущей стали. Равномерный шаг зубьев может приводить к интенсивным вибрациям, снижающим стойкость инструмента. Эти пилы работают при низких скоростях резания, поэтому балансировке не подвергаются. Указанная фреза наиболее близка к заявленному изобретению и выбрана в качестве прототипа.
Технической задачей изобретения является повышение стойкости и надежности фрезы, снижение трудоемкости ее балансировки и повышение качества реза.
Технический результат заявленного изобретения достигают за счет изготовления зубчатого венца из нечетного числа твердосплавных сегментов с разнонаправленными зубьями с многослойным покрытием и выполнения двух рядов резьбовых отверстий для балансировки фрезы в сборе с помощью балансировочных винтов (грузов).
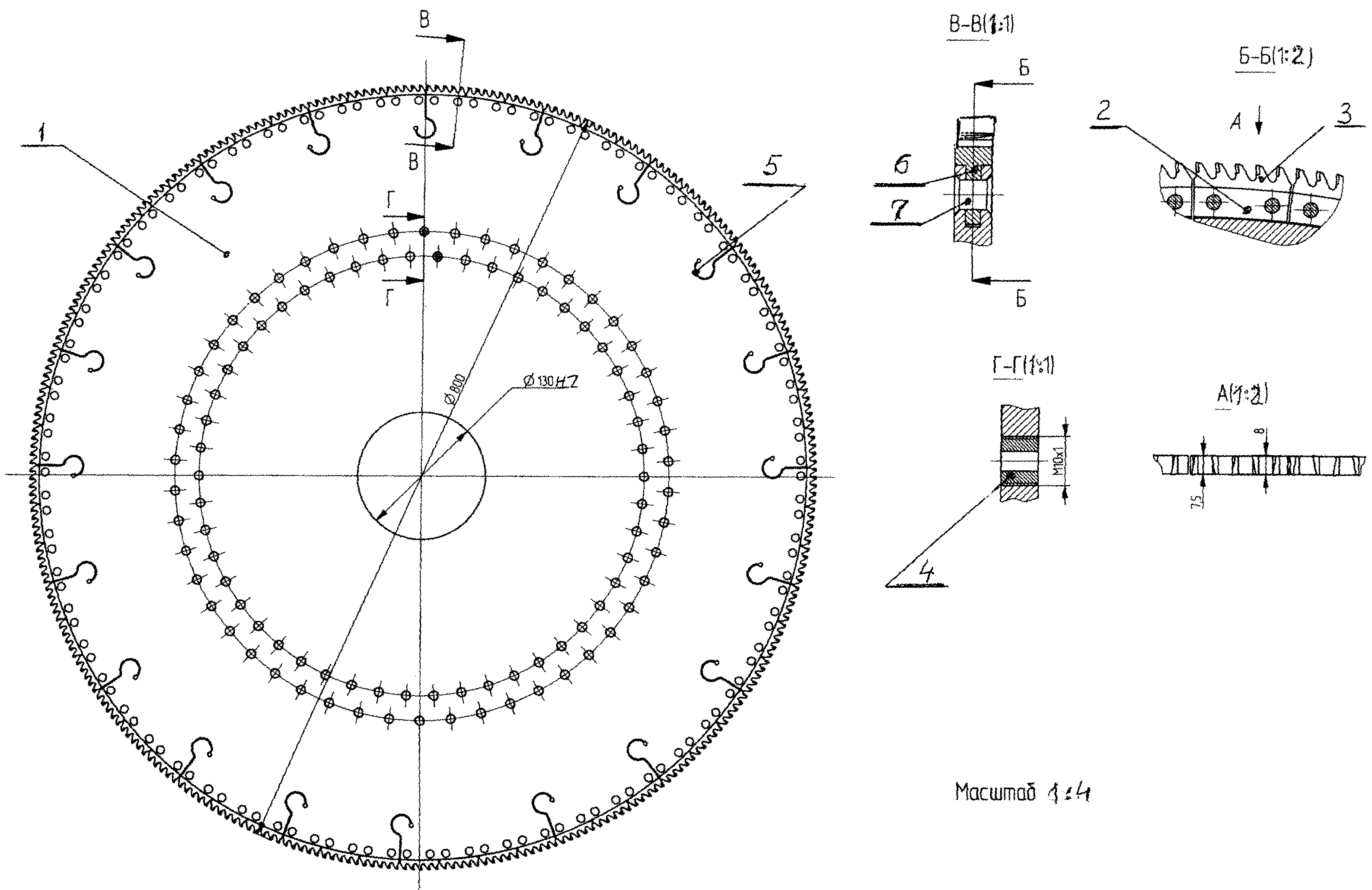
Заявленное изобретение поясняется фиг. 1, на которой приведен эскиз фрезы, где 1 - корпус, 2 - зубчатый сегмент, 3 - зуб, 4 - балансировочный винт, 5 - фасонная прорезь, 6 - крепежная часть сегмента, 7 - заклепка.
Суть заявленного изобретения заключается в следующем.
Фреза состоит из корпуса и нечетного числа твердосплавных сегментов. Корпус закаливают и отпускают на твердость 32-36 HRC. Его обрабатывают на токарном станке резцами из твердого сплава и СТМ на основе нитрида бора. На периферии корпуса прорезают паз и изготавливают сквозные отверстия с фасками на обеих его сторонах для крепления сегментов. На корпусе располагают два ряда резьбовых отверстий (фиг. 1), в которые с натягом ввинчивают балансировочные винты. На корпус наносят нулевую метку и угловые положения каждого резьбового отверстия. В центре балансировочного винта располагают квадратное отверстие для ключа. Масса балансировочных винтов различная. Ее указывают на торце винта. Резьбовое соединение выполняют с натягом для того, чтобы исключить случайное ослабление в процессе эксплуатации инструмента. Для уменьшения коробления корпуса фрезы его делят на 15-25 секторов специальными фасонными прорезями, которые изготавливают на электроэрозионном станке латунной проволокой. Для уменьшения вибраций прорези выполняют с неравномерным шагом. Их изготавливают после сборки и термической обработки фрезы.
Зубчатый венец состоит из нечетного числа сегментов, например, 61. Каждый из них, имеющий несколько зубьев, например пять, изготавливают из твердого сплава. Зубья имеют разное направление (дисковая трехстороння фреза с разнонаправленными зубьями). Это улучшает условия резания и минимизирует размер заусенцев на торцах трубы. При прессовании сегментов получают оптимальную геометрию зубьев. Многослойное износостойкое покрытие также выбирают в зависимости от марки материала трубы.
Фасонные прорези, делящие корпус фрезы на отдельные секторы, необходимы для того, чтобы при работе корпус не деформировался (не приобретал тарельчатую форму), так как зубчатый сектор нагревается, а основная часть корпуса остается практически холодной, то есть прорези служат компенсаторами местных напряжений материала. С учетом этого прорези распределяются неравномерно по поверхности фрезы из расчета примерно три сегмента зубчатого венца в одном секторе. Диапазон 15-25 секторов выбран с учетом минимально и максимально возможных диаметров фрез, используемых для резки стальных труб.
Для повышения виброустойчивости фрезы при работе важно обеспечить неравномерный шаг зубьев, что достигается в т.ч. делением корпуса фрезы на нечетное число секторов.
Зубья имеют неравномерный шаг, который на стыках сегментов всегда близок к минимальному значению. Это повышает надежность инструмента.
Зубчатые сегменты крепят к корпусу заклепками, что гарантирует повышенную жесткость и прочность соединения.
Как правило, используют холодную клепку. Для повышения надежности может быть использована горячая клепка.
После сборки фрезы ее отпускают в шахтной печи в горизонтальном положении между двумя массивными чугунными дисками. Одновременно в отпускной печи может находиться несколько фрез.
После термической обработки выполняют фрезерование выступающих частей заклепок на специальном станке двумя симметрично расположенными концевыми фрезами.
Балансировку собранной фрезы выполняют в три этапа. Сначала ее подвергают статической балансировке, затем динамической на стенде. Окончательно балансировку фрезы выполняют на летучем суппорте.
Дисковая фреза для резки стальных труб, содержащая стальной корпус из низколегированной конструкционной стали и зубчатый венец в виде отдельных твердосплавных сегментов, закрепленных заклепками на корпусе, отличающаяся тем, что зубчатый венец содержит нечетное количество твердосплавных сегментов, которые выполнены с разнонаправленными зубьями с многослойным износостойким покрытием, расположенными с неравномерным шагом, а корпус разделен на 15-25 секторов фасонными прорезями с неравномерным шагом, выполнен с твердостью 32-36 HRC, с двумя рядами резьбовых отверстий с указанными угловыми положениями относительно нулевой метки и с размещенными в них балансировочными винтами различной массы, которые ввинчены с натягом через выполненное в каждом балансировочном винте центральное квадратное отверстие.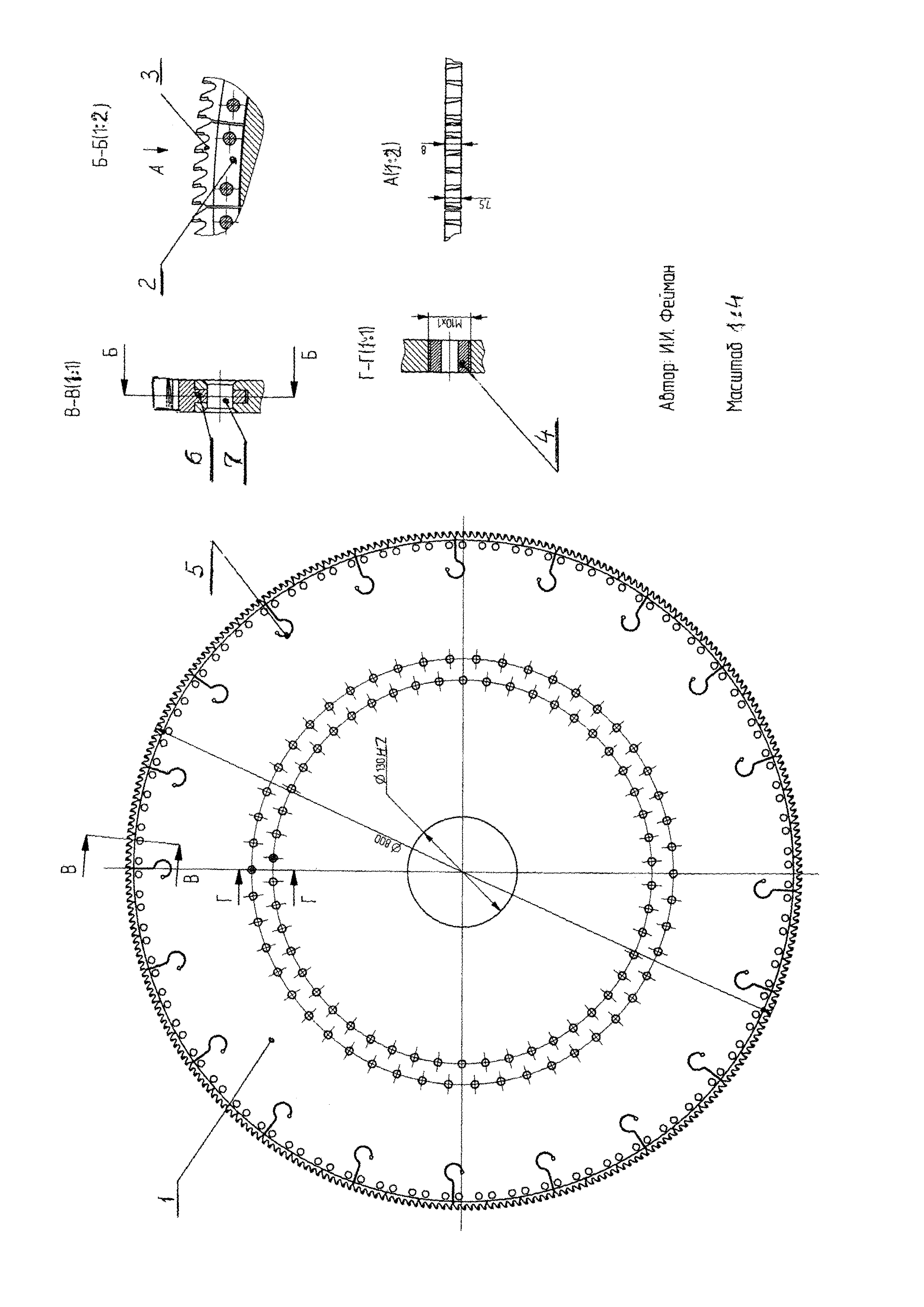
Дисковый нож для резки листовых материалов
Способ восстановления комплекта дисковых ножей для резки штрипсов в трубном производстве
Способ нарезания резьб на концах обсадных труб и муфтах
Способ изготовления заготовок поршневых колец
Способ изготовления пластинчатого припоя
Способ изготовления центровых отверстий
Дисковый нож для резки листовых материалов
Способ восстановления комплекта дисковых ножей для резки штрипсов в трубном производстве
Способ нарезания резьб на концах обсадных труб и муфтах
Способ изготовления заготовок поршневых колец
Способ изготовления пластинчатого припоя
Способ изготовления центровых отверстий

