Результат интеллектуальной деятельности: КОЛЬЦЕВАЯ МЕТАЛЛИЧЕСКАЯ СТАТИЧЕСКАЯ ПРОКЛАДКА
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Изобретение относится к металлической статической прокладке типа полой кольцевой прокладки, предназначенной для обеспечения герметичности в экстремальных условиях эксплуатации, как правило, при сверхвысоких или сверхнизких температурах, при высоких давлениях и на больших диаметрах для применения в области авиации и космонавтики.
Уровень техники
Название «статическая прокладка» связано с тем, что такую прокладку используют в конфигурациях, в которых нет движущихся деталей, входящих с ней в прямой контакт. Таким образом, она обеспечивает статическую герметичность. Недостатком этих прокладок является сложность их изготовления, так как обычно их выполняют посредством механической обработки в ходе длительной и дорогой операции.
Поэтому в документе FR 2800147 заявитель предложил кольцевую металлическую статическую прокладку, которую можно изготовить просто посредством штамповки.
Однако, несмотря на то, что прокладки этого типа являются экономичными, их профиль не является достаточно прочным, чтобы выдерживать одновременно сверхвысокие давления и использоваться для больших диаметров в условиях, требующих высоких показателей герметичности (как все другие прокладки, в настоящее время применяемые на авиационных двигателях, они проявляют тенденцию к чрезмерной пластической деформации, что приводит к снижению характеристик прокладки, в частности, с точки зрения сохранения их рабочего состояния).
Под сверхвысоким давлением следует понимать давления в несколько сот бар (как правило, >2.107 Паскаль) в зависимости от размеров и используемых материалов основы.
Под большими диаметрами следует понимать диаметры, превышающие 200 мм и даже 1 м.
Под применением, требующим высоких характеристик герметичности, понимают:
- низкую скорость утечки (порядка 108 Нсм3 /с/мм окружности),
- сохранение рабочего состояния (способность прокладки следовать движению
граничных поверхностей, сохраняя при этом герметичность),
- способность работать в широком температурном диапазоне (от криотехнической области порядка 20 К до высоких температур сверх 1000 К).
Раскрытие изобретения
Задача изобретения состоит в создании недорогой прокладки, изготовленной посредством штамповки и не имеющей недостатков, присущих известным прокладкам.
В связи с этим, объектом изобретения является кольцевая металлическая статическая прокладка, содержащая первую кольцевую опорную часть и находящуюся напротив нее вторую кольцевую опорную часть, при этом прокладка дополнительно содержит кольцевую центральную стенку, перпендикулярно соединяющую указанные первую и вторую кольцевые опорные части и герметично соединенную с ними при помощи кольцевого сварного шва, при этом сборка в сечении имеет форму лежащего Н.
При такой конфигурации можно получить прокладку, кольцевая центральная часть которой, отличная от опорных частей, является намного более жесткой и прочной, что позволяет разделить функции «герметичности» и «восстановления эффекта дна» прокладки и избегать любого риска чрезмерной пластической деформации прокладки, характерной для известных решений.
Предпочтительно каждая из указанных первой и второй кольцевых опорных частей имеет волнистую форму, предпочтительно содержащую впадину, окруженную двумя выступами, по меньшей мере один из которых предназначен для обеспечения опоры на находящуюся напротив поверхность, на уровне которой необходимо обеспечить герметичность.
Предпочтительно указанная кольцевая центральная часть имеет U образное сечение, очень открытое радиально наружу, и указанный кольцевой сварной шов выполняют непрерывным на 360°, предпочтительно без применения присадочного материала, между внутренней поверхностью первой и второй опорных частей на уровне внутренней боковой стороны указанных впадин и внутренней поверхностью указанной кольцевой центральной стенки по существу на уровне вблизи ее концов.
Предпочтительно указанные внутренние боковые стороны указанных впадин первой и второй кольцевых опорных частей и указанные концы указанной кольцевой центральной стенки имеют по существу одинаковый наклон.
Объектом изобретения является также способ изготовления такой кольцевой металлической статической прокладки, содержащий следующие этапы:
- выполняют кольцевую центральную часть посредством придания формы первому металлическому листу заранее определенной толщины и соединения сваркой его концов для получения замкнутого кольца,
- выполняют каждую из первой и второй кольцевых опорных частей посредством штамповки второго металлического листа заранее определенной толщины,
- посредством непрерывной сварки на 360° осуществляют соединение указанных первой и второй кольцевых опорных частей с указанной кольцевой центральной частью.
Предпочтительно указанный этап сварки осуществляют без применения присадочного материала между внутренней поверхностью указанных первой и второй кольцевых опорных частей на уровне внутренней боковой стороны указанных впадин и внутренней поверхностью указанной кольцевой центральной стенки по существу на уровне вблизи ее концов.
Предпочтительно указанный первый и второй металлические листы имеют разную толщину.
Изобретение находит свое применение в механических системах, как с прямыми фланцами, так и с соединениями типа шаровых опор.
Краткое описание чертежей
Другие отличительные признаки, задачи и преимущества настоящего изобретения будут более очевидны из нижеследующего подробного описания, представленного в качестве неограничивающего примера, со ссылками на прилагаемые чертежи.
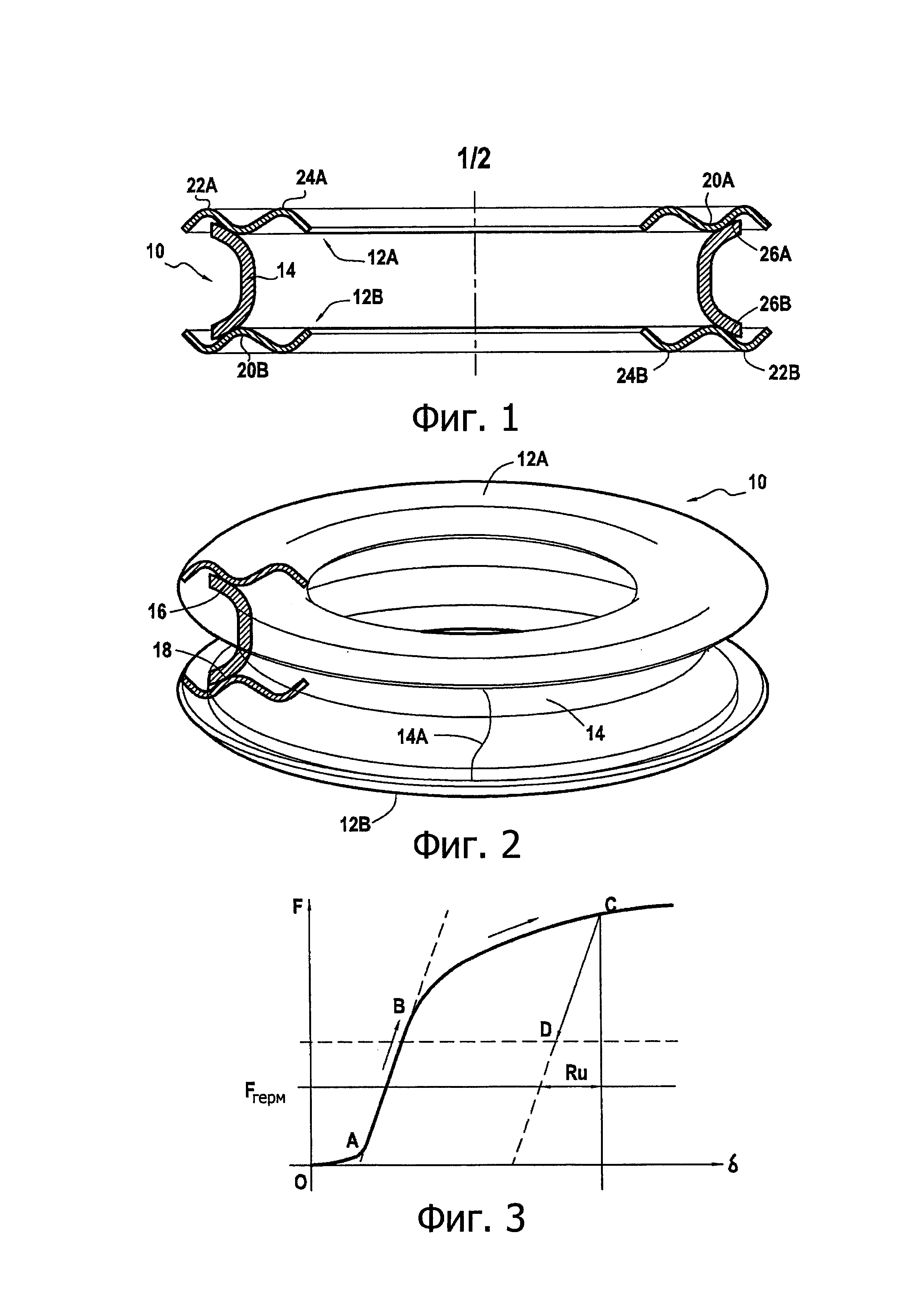
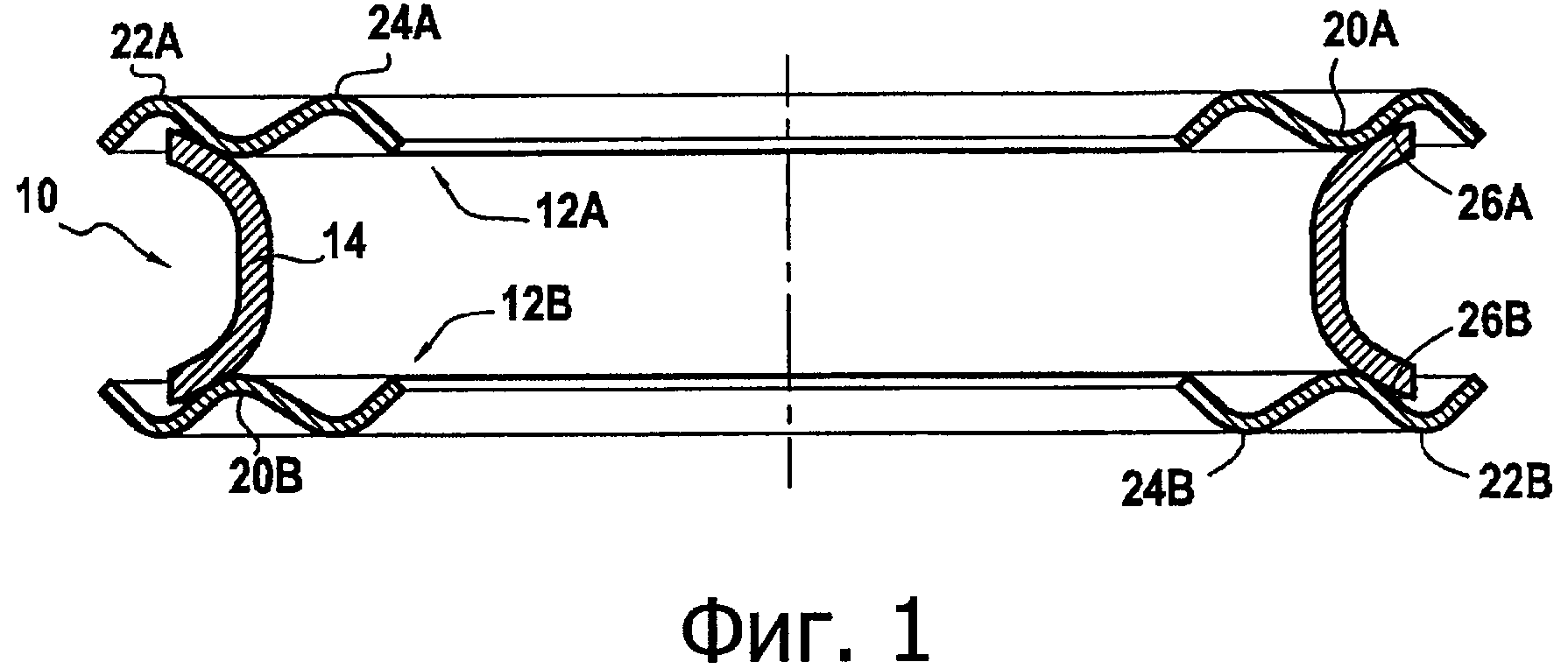
На фиг. 1 показана металлическая статическая кольцевая прокладка в соответствии с изобретением, вид в осевом разрезе;
на фиг. 2 показана прокладка, изображенная на фиг. 1, вид в перспективе;
на фиг. 3 представлено поведение при сжатии прокладки, изображенной на фиг. 1.
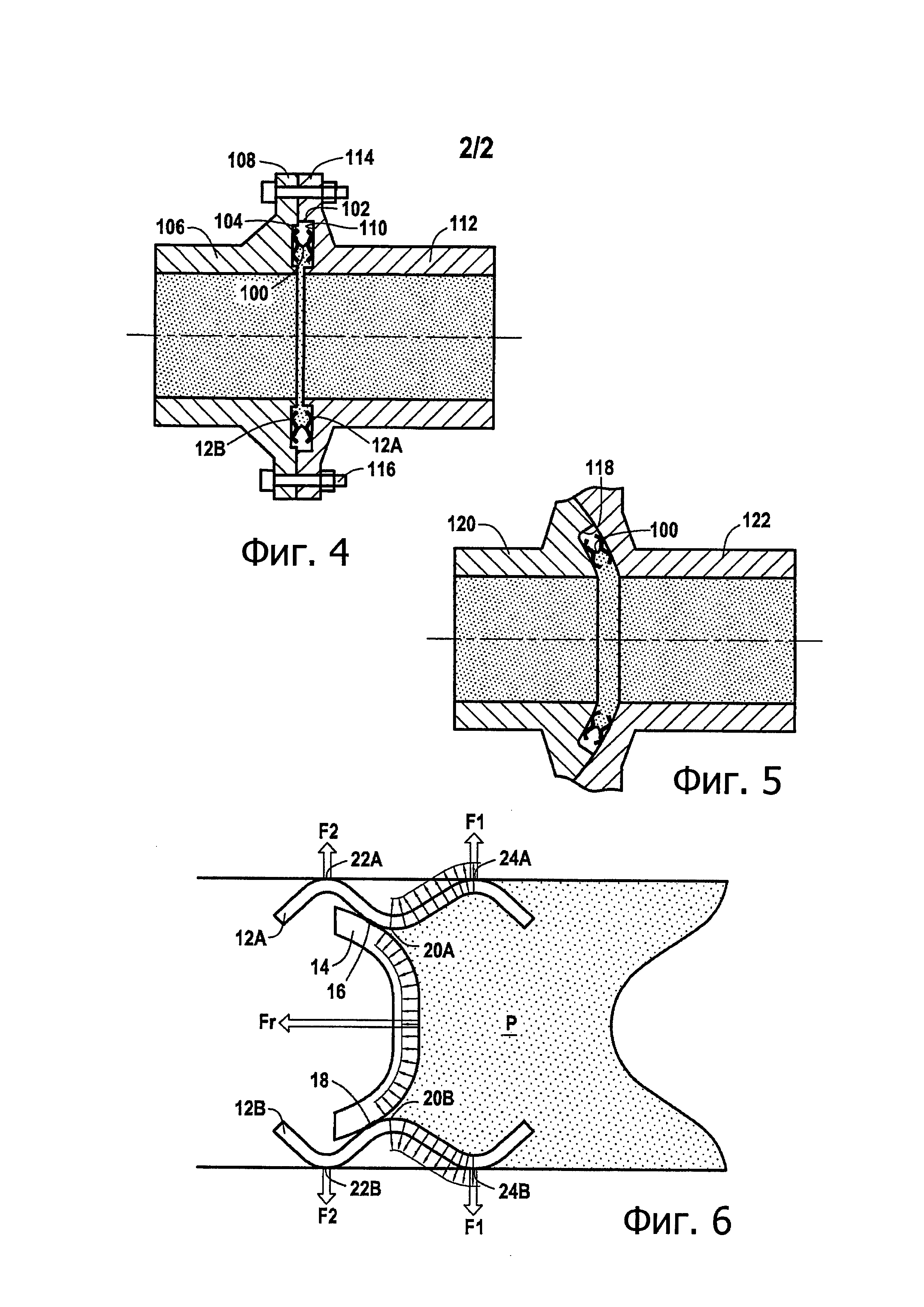
на фиг. 4 и 5 показаны механические системы, включающие в себя прокладку, изображенную на фиг. 1, вид в осевом разрезе;
на фиг. 6 представлены различные нагрузки (давление и реакции), действующие на прокладку, показанную на фиг. 1.
Осуществление изобретения
На фиг. 1 в осевом разрезе и на фиг. 2 в перспективе показана металлическая статическая кольцевая прокладка в соответствии с изобретением. Эта прокладка 10 состоит из трех отдельных частей, а именно: по существу горизонтальной верхней волнистой кольцевой части 12А, образующей первую опорную часть, по существу горизонтальной верхней волнистой кольцевой части 12В, образующей вторую опорную часть и находящейся напротив первой части, и по существу вертикальной кольцевой центральной части 14, образующей упругую стенку соединения между первой и второй кольцевыми опорными частями.
Первая и вторая кольцевые опорные части 12А, 12В являются по существу идентичными и выполнены с возможностью опоры на противоположные поверхности (показаны на фиг. 5 и 6) механической системы, на уровне которой необходимо обеспечивать герметичность. Каждая из них имеет сечение волнистой формы с двумя преимущественными опорными зонами или выступами 22А, 24А; 22В, 24В, обеспечивающими контакт с противоположной поверхностью и разделенными вогнутой зоной или впадиной 20А, 20В. Зоны 24А и 24В преимущественно предназначены для обеспечения функции герметичности. Зоны 22А и 22В не обязательно должны обеспечивать эту функцию герметичности, но они позволяют контролировать и ограничивать усилие сжатия, проходящее в зонах 24А и 24В.
Опорные части получают в ходе одной или двух операций посредством разрезания и штамповки металлического листа, предварительно полученного в результате проката для обеспечения достаточной плоскостности. Толщину этого листа определяют таким образом, чтобы придать достаточную жесткость, обеспечивающую необходимую герметичность под действием данного усилия сжатия и в то же время гарантирующую восстановление необходимого рабочего состояния.
Кольцевая центральная часть 14 имеет сечение в виде очень открытого наружу U (или чашки) и соединена с первой и второй кольцевыми опорными частями соответственно двумя сварными швами 16, 18. Сварные швы выполняют непрерывными на 360°, предпочтительно без применения присадочного материала, по ширине контакта, которая может меняться, между внутренней поверхностью первой и второй кольцевых опорных частей на уровне боковых сторон 26А, 26В впадин 20А, 20В и внутренней поверхностью кольцевой центральной части по существу на уровне вблизи ее концов. Эту центральную часть получают путем деформации металлического листа и затем соединения его концов при помощи сварного шва 14А, чтобы придать ему форму замкнутого кольца. Толщину этого листа определяют таким образом, чтобы придать прокладке необходимые характеристики, в частности, с точки зрения усилия сплющивания и стойкости к давлению. Иначе говоря, лист 14 должен воспринимать усилие уплотнения без пластической деформации во время монтажа и эффект дна, связанный с повышенным давлением во время работы.
Следует отметить, что сварные швы 16, 18 и 14А, которые могут быть выполнены, например, посредством электродуговой сварки, могут не отвечать особым требованиям, так как все три зоны сварки отделены от зон, обеспечивающих герметичность. Кроме того, сварка облегчена за счет того, что на уровне сварного шва 16, 18 внутренние боковые стороны впадин первой и второй кольцевых опорных частей и концы кольцевой центральной стенки имеют по существу одинаковый наклон.
Основа прокладки является металлической и выполнена, например, из материала Inconel 718. С другой стороны, на всю наружную поверхность первой и второй кольцевых опорных частей, входящих в контакт с поверхностями, на уровне которых необходимо обеспечить герметичность, можно нанести металлическое или не металлическое покрытие, например, толщиной в несколько десятков микрон. Например, речь идет о покрытии из серебра, нанесенном путем электроосаждения (применение в криотехнологии до средних температур порядка 800 К), из смягченного никеля с добавлением серебра (применение в диапазоне от окружающей температуры до сверхвысоких температур порядка 1200 К) или из Téflon® или Microtéflon® (применение в криотехнологии до умеренных температур порядка 500 К).
Далее следует описание работы прокладки со ссылками на фиг.3, которая иллюстрирует поведение прокладки прежде всего во время ее уплотнения в гнезде (точки 0-А-В-С), затем когда во время работы происходит ее разгрузка (точки C-D) в результате возможного открывания ее гнезда по причине гибкости соединений и действия больших нагрузок (термомеханические воздействия). Эта фигура, на которой показано усилие уплотнения (F) в зависимости от открывания гнезда прокладки (5), позволяет также уяснить понятие сохранения рабочего состояния.
Зона 0-А на этой фигуре соответствует уплощению прокладки во время ее сжатия в гнезде, здесь речь идет об усилии, необходимом для устранения естественного изгиба (волнистости) первой и второй кольцевых опорных частей 12А, 12В (эта волнистость является результатом комбинации первоначальных деформаций типа «изгиба» частей 12А, 12В и 14, а также деформаций, создаваемых сварными швами 14А, 16 и 18). Зона А-В-С соответствует собственно сплющиванию прокладки (то есть деформации частей 12А, 12В и 14).
Во время работы гнездо может раскрыться, и усилие уплотнения может уменьшиться от С до D. Пока усилие уплотнения в зонах 24А и 24В, предназначенных для обеспечения герметичности, остается выше предела герметичности (Fгерм), герметичность обеспечивается, и прокладка остается герметичной. Максимальное открывание гнезда, которое может выдержать прокладка до потери герметичности (то есть до появления утечки), показано в виде Ru, что и является ее способностью сохранять рабочее состояние.
Следует отметить, что нелинейный характер кривой на фиг. 3 отображает пластическую деформацию прокладки во время сплющивания. Эта пластическая деформация затрагивает только опорные части 12А и 12В, поскольку, как было указано выше, размеры центральной части 14 специально определяют таким образом, чтобы избегать пластической деформации как во время сжатия прокладки при монтаже, так и под действием эффекта дна, связанного с высокими давлениями во время работы.
На фиг. 4 и 5 представлены два примера применения прокладки в соответствии с изобретением в механической системе.
В первом случае, представленном на фиг. 4, речь идет о соединении при помощи классических фланцев, стороны уплотнения которых перпендикулярны к оси вращения двух соединяемых участков трубы, подвергающихся действию давления со стороны протекающей текучей среды. Прокладка 100 установлена в гнезде 102, одна сторона которого выполнена в виде выточки 104 в первом участке 106 трубы, заканчивающемся фланцем 108, и противоположная сторона которого выполнена в виде выточки 110 во втором участке 112 трубы, заканчивающемся фланцем 114. Фланцы 108, 114 соединены средствами крепления, такими как болты 116. Прокладку располагают в гнезде таким образом, чтобы части 12А, 12В входили в контакт с выточками 104, 110, не входя при этом в контакт с дном гнезда, обычно заканчивающегося желобком.
На фиг. 5 представлено так называемое соединение при помощи «шаровой опоры», в котором прокладку 100 вставляют в гнездо 118, при этом стороны уплотнения двух соединяемых участков 120, 122 не являются перпендикулярными к оси вращения трубы, а имеют наклон относительно этой оси.
На фиг. 6 показано действие на прокладку 100 нагрузок, связанных с давлением Р текучей среды, проходящей через эту прокладку. Кроме того, эта фигура иллюстрирует автоклавный эффект прокладки. Действительно, чем больше давление (Р) текучей среды, тем больше усилие уплотнения (F), которым действуют первая и вторая уплотнительные опорные части на гнездо 102, в котором установлена эта прокладка. Тот факт, что действие первой опорной части 12А на гнездо прокладки разлагается на две составляющие (F1 и F2), позволяет значительно ограничить пластическую деформацию этой первой опорной части, когда давление использования прокладки становится очень высоким. В данном случае речь идет о существенной разнице по отношению к известным прокладкам, в частности к прокладкам с кромками, в которых кромки подвергаются сильной пластической деформации под действием высокого давления, что соответственно влечет за собой снижение способности восстанавливать рабочее состояние. Наконец, радиальное толкающее усилие (FR), которым действует на прокладку давление, почти полностью воспринимается кольцевой центральной частью 14 прокладки, обладающей достаточной жесткостью, так как она выполнена посредством деформации пластины, более толстой, чем пластина, из которой выполнены первая и вторая кольцевые опорные части.
Необходимо отметить, что сварные швы 16 и 18 располагают относительно профиля прокладки таким образом, чтобы при монтаже и во время работы эти сварные зоны находились в дне впадины 20А, 20В, создаваемой волнистой формой прокладки в зоне, которая сжимается при уплотнении прокладки. Это расположение является благоприятным, так как в таких условиях использования микротрещины, связанные с присутствием сварных швов, закрываются и, следовательно, не являются опасными с точки зрения риска дальнейшего распространения трещины.
Возможные остаточные деформации прокладки, связанные со сварными швами, можно считать допустимыми при условии соблюдения классических мер предосторожности при сварке, таких как соответствующее стягивание хомутами соединяемых частей во время сварки и применение эффективной системы удаления сопутствующего тепла.
В случае, когда первая и вторая опорные части прокладки могли бы деформироваться в результате операций сварки, несмотря на вышеупомянутые меры предосторожности, эта деформация будет характеризоваться большой длиной волны. Таким образом, волнистость этих опорных частей прокладки (эффект волнистости) можно легко «сгладить» во время первой фазы уплотнения (фаза 0-А уплощения на фиг. 3) прокладки в ее гнезде.
Следует также отметить, что если функция герметичности строго обеспечивается только зонами 24А и 24В, необходимо создать проход (сквозное отверстие в опорной части или канавку на опорной поверхности), соединяющий наружное пространство прокладки и полость, которая оказывается между опорной поверхностью прокладки и зонами 22А и 24А (то же самое с другой стороны). Действительно, таким образом, проверив герметичность до начала работы, можно убедиться, что именно зона 24А обеспечивает надлежащим образом функцию герметичности, а не зона 22А. Эта ситуация представляет интерес, если фланцы являются достаточно гибкими, чтобы смещаться во время работы. В этом случае, действительно, гнездо прокладки откроется во время работы, и герметичной останется только внутренняя зона 24А и 24В, так как в наружных зонах 22А и 22В локальное усилие F2 ослабнет ниже локального предела герметичности и даже исчезнет, поскольку они находятся на конце участков элементов 12А и 12В, которые являются более жесткими и не подвергаются действию давления (автоклавный эффект), как участки элементов 12А и 12В, находящиеся со стороны зон 24А и 24В. Однако, если необходимо, чтобы прокладка работала с двумя зонами герметичности с каждой стороны (соответственно 22А, 22В и 24А, 24В), в частности, если фланцы являются достаточно жесткими и не смещаются во время работы, гнездо прокладки во время работы не откроется, и обе зоны, предназначенные для обеспечения герметичности, останутся рабочими. Речь идет о двойном барьере герметичности, иначе говоря, о двойной защите, представляющей особый интерес, например, для применения в ядерной энергетике.
Дефлектор днища камеры сгорания, камера сгорания с таким дефлектором и снабженный такой камерой сгорания газотурбинный двигатель
Камера сгорания газотурбинного двигателя
Способ испытания покрытия основания лопатки
Способ исправления металлических деталей
Турбомашина
Силовая установка летательного аппарата
Ротор компрессора газотурбинного двигателя и газотурбинный двигатель
Способ удаления заусенцев с литейного стержня из керамического материала
Способ полирования облопаченных дисков для турбомашины и полировальное устройство
Устройство для крепления лопасти с изменяемым углом установки
Компрессор газотурбинного двигателя
Дефлектор днища камеры сгорания, камера сгорания с таким дефлектором и снабженный такой камерой сгорания газотурбинный двигатель
Камера сгорания газотурбинного двигателя
Способ испытания покрытия основания лопатки
Способ исправления металлических деталей
Турбомашина
Силовая установка летательного аппарата
Ротор компрессора газотурбинного двигателя и газотурбинный двигатель
Способ удаления заусенцев с литейного стержня из керамического материала
Способ полирования облопаченных дисков для турбомашины и полировальное устройство

