Результат интеллектуальной деятельности: Способ подготовки стыка кромок трубной заготовки под лазерную сварку
Вид РИД
Изобретение
Изобретение относится к сварочному производству и может быть применимо для производства труб с использованием технологии лазерной сварки.
Применение технологии лазерной сварки, в частности, для металла большой толщины выявляет техническую проблему качества сварного соединения, связанную с необходимостью улучшения качества сварного соединения с целью улучшения его физико-механических показателей, например, за счет легирования сварного шва на всю глубину. Введение в состав основного металла сварного соединения дополнительных легирующих компонентов возможно с использованием следующих приемов.
1. Добавление присадки в зону действия лазерного луча.
2. Добавление не менее одного сварочного процесса с плавящимся электродом и совмещение сварочных ванн.
3. Предварительная подготовка кромок сварного соединения с нанесением на них или фиксацией между ними легирующих материалов.
Первые два указанных приема решают проблему улучшения качества сварного соединения легированием лишь на малых толщинах металла. На стенках более 20 мм проблема решается частично, поскольку дуговой процесс, используемый чаще всего, имеет малую проплавляющую способность, а узость лазерного канала не позволяет осуществить легирование глубже чем на 10 мм от области плавления дугового процесса.
Использование третьего приема возможно на больших и малых толщинах металла.
Из описания к патентному документу US 2010/0243621 известен способ подготовки стыка кромок пластин под сварку высокомощным лазерным лучом, согласно которому между стыкуемыми кромками для улучшения качества сварного шва размещают металлическую вставку, которая впоследствии переплавляется, перемешиваясь с основным металлом (выбран в качестве ближайшего аналога).
Применение указанного способа для сварки швов длинномерных изделий приводит к возникновению трудноразрешимой проблемы обеспечения точной фиксации вставки по всей длине сварного соединения.
Настоящее изобретение решает техническую проблему расширения арсенала средств, улучшающих качество сварного шва за счет вставки из металла в стык кромок трубной заготовки по всей толщине.
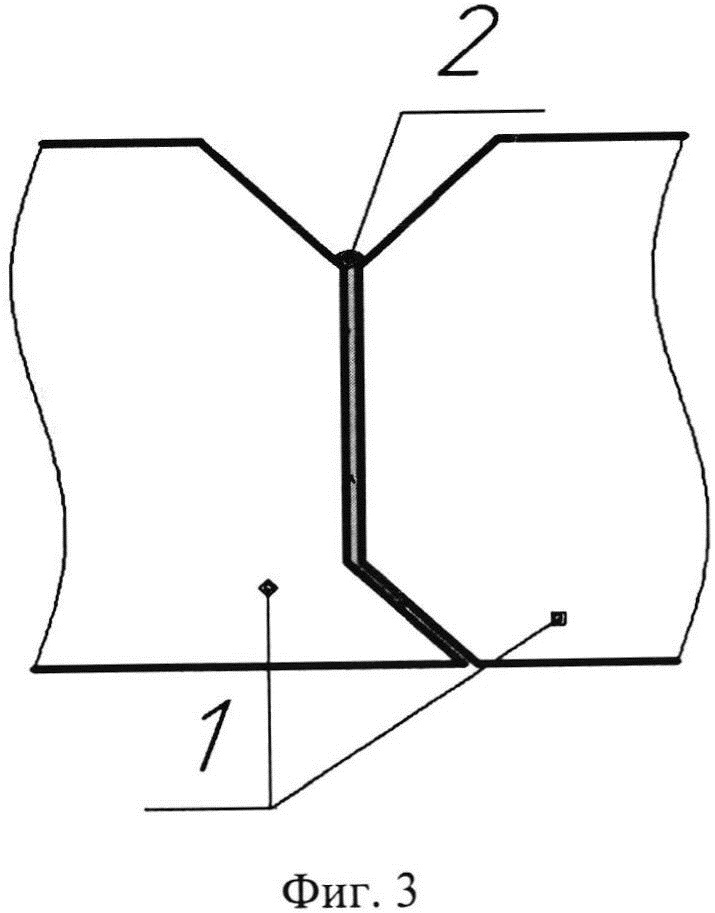
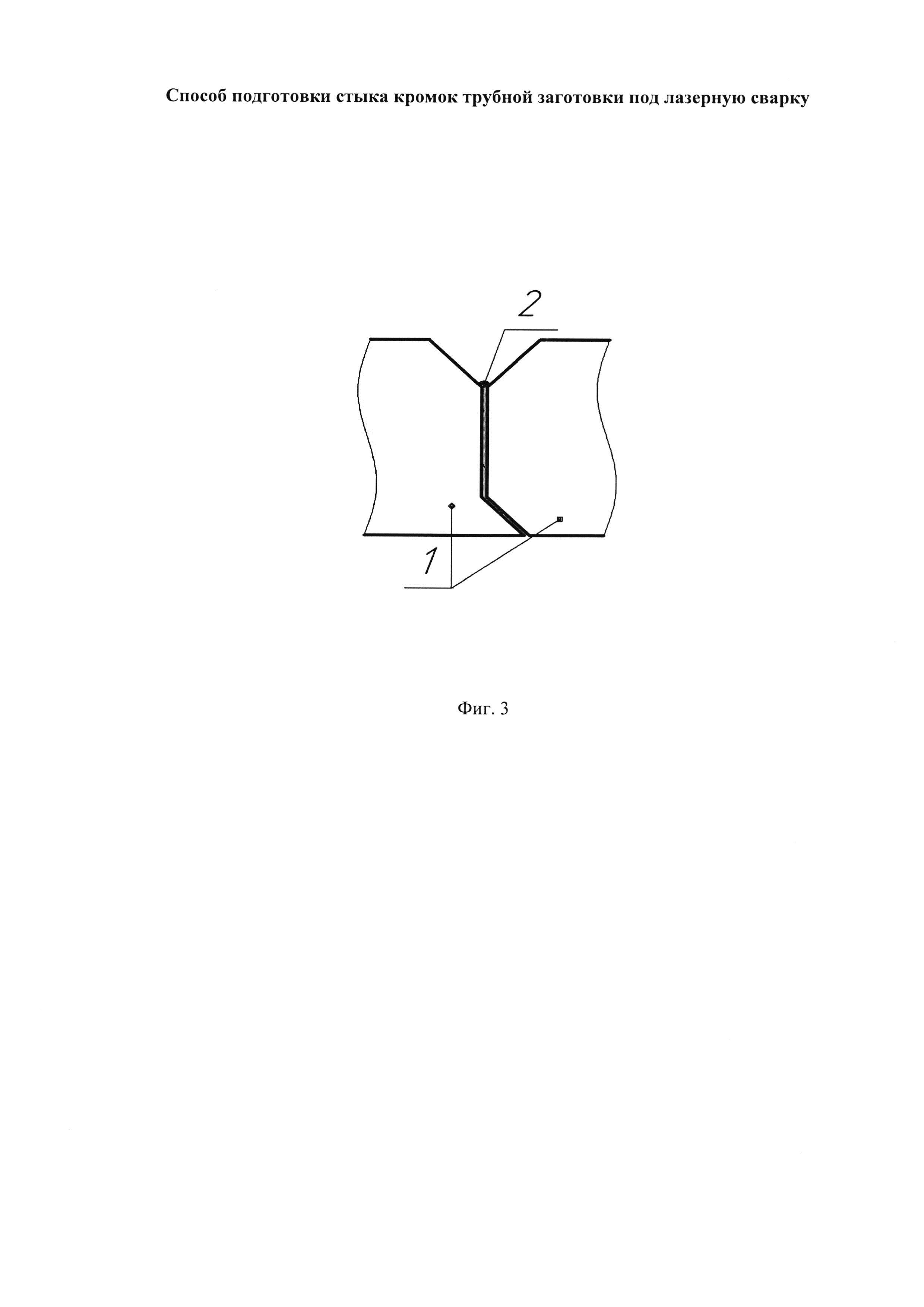
Предлагаемый способ подготовки стыка кромок трубной заготовки под лазерную сварку включает подготовку разделки кромок листа и сборку трубной заготовки с вставкой между кромок, при этом разделке придают конфигурацию на основе Y-образной разделки кромок с нижним косым срезом кромок, а вставку формируют путем спрессовывания металлического порошка, который засыпают в зазор между кромками в процессе обжима трубной заготовки.
Сущность изобретения поясняется следующим образом.
Выполнение разделки кромок с предложенной конфигурацией приводит к образованию стыка, выполняющего функцию канала, который формируется в процессе обжима трубной заготовки и одновременно заполняется металлическим порошком.
На стадии обжима сформованной трубной заготовки, когда расстояние между кромками становится равным 3-4 мм, в зазор между кромок засыпается легирующий металлический порошок. Под давлением оправок/роликовых балок сборочно-сварочного стана металлический порошок спрессовывается до получения тонкой прослойки между кромками.
Наличие косого среза кромок, выполняемого при подготовке кромок листа трубной заготовки, определяет форму канала в виде двухзвенной ломаной линии.
Следовательно, наличие косого среза кромок на нижней стороне разделки предотвращает просыпание присадочного металлического порошка из образовавшегося канала и повышает эффективность данного способа, исключающего необходимость в точной фиксации прослойки (вставки). В то же время, непосредственно процесс засыпания металлического порошка в процессе обжима трубной заготовки гарантирует заполнение данным порошком всей высоты стыка (толщины трубной заготовки).
Для улучшения качества сварного шва металлический порошок, находящийся в стыке кромок трубной заготовки в спрессованном состоянии, служит в качестве прослойки (вставки), предназначенной для легирования в процессе сварки трубной заготовки с использованием лазерных технологий.
Таким образом, предлагаемый способ обеспечивает одновременное формирование стыка кромок трубной заготовки и его заполнение металлическим порошком с образованием спрессованной прослойки (вставки), а выполнение разделки кромок трубной заготовки с косым срезом предотвращает излишнее просыпание металлического порошка.
На фигурах 1, 2, 3 показаны стадии заполнения металлическим порошком формирующегося стыка кромок трубной заготовки.
Позициями обозначены: 1 - трубная заготовка, 2 - металлический порошок (вставка).
При сварке трубной заготовки с использованием технологий гибридной лазерной сварки данная прослойка служит средством дополнительного легирования присадочным металлом по всей толщине стыка кромок трубной заготовки.
Для подачи металлического порошка в зону сборки и сварки используются система рециркуляции, включающая бункер с порошком, шланг, предназначенный для доставки металлического порошка в зазор в момент обжима трубной заготовки, а также и шланг с отсосом для удаления порошка, оставшегося снаружи после обжима кромок.
Присадочный порошок, применяемый при сборке трубной заготовки, по химическому составу выбирается близким к основному металлу.
Способ подготовки стыка кромок трубной заготовки под лазерную сварку, включающий подготовку разделки кромок, обжим трубной заготовки с образованием стыка, размещение между кромками присадочного металлического материала в качестве вставки, отличающийся тем, что разделке придают конфигурацию на основе Y-образной разделки кромок с нижним косым срезом кромок, а в качестве присадочного металлического материала используют металлической порошок, который засыпают между кромок в процессе обжима трубной заготовки.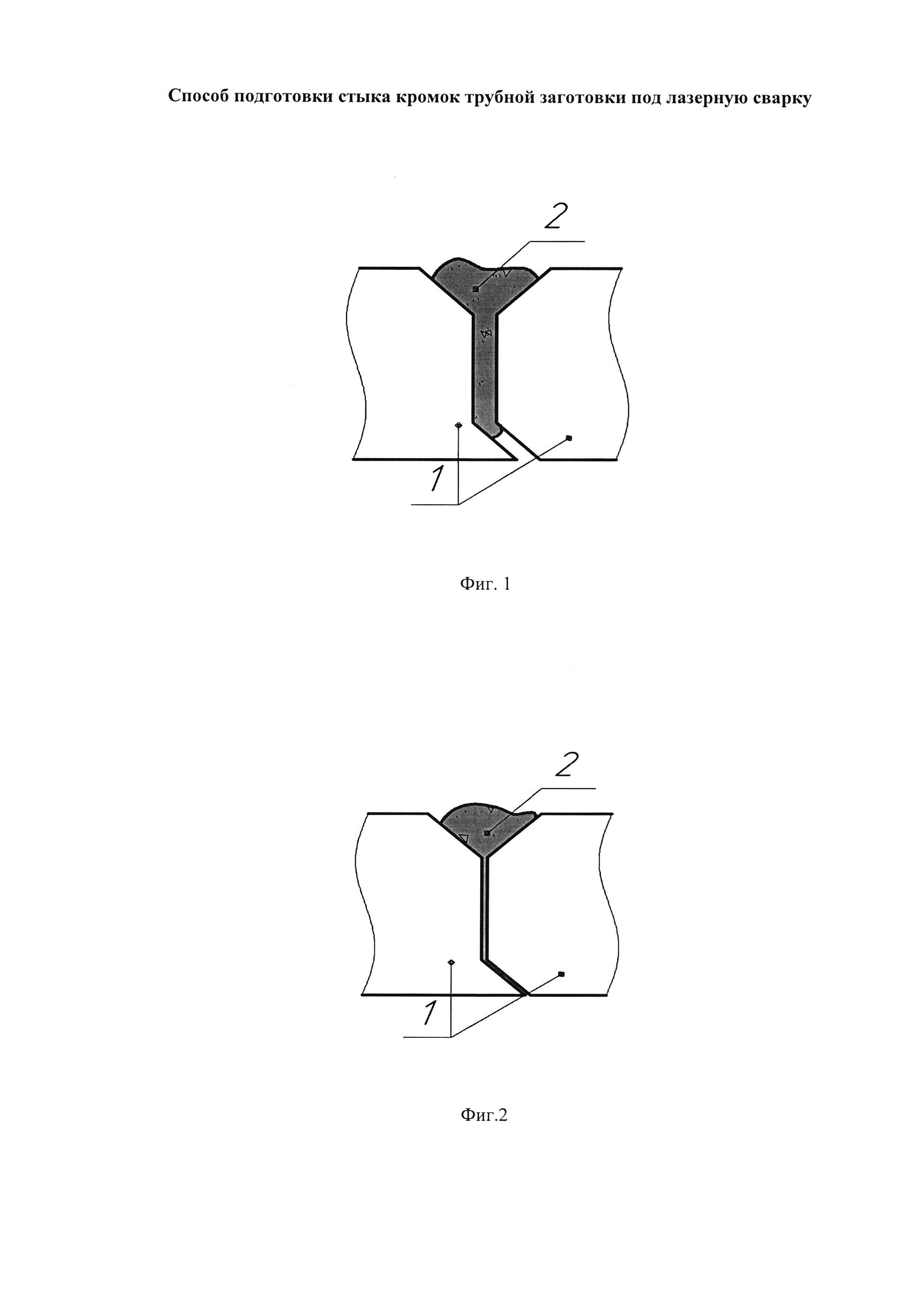
Способ лазерной очистки поверхности
Способ устранения дефекта сварного шва трубной сформованной заготовки, выполненного с использованием лазера
Способ лазерно-дуговой сварки плавящимся электродом в среде защитного газа стыкового соединения сформованной трубной заготовки
Способ гибридной лазерно-дуговой сварки толстостенных труб большого диаметра из высокопрочных марок стали
Способ гибридной лазерно-дуговой сварки стальных толстостенных конструкций
Роботизированный комплекс для ремонта дефектов сварных швов труб, изготовленных с использованием технологии лазерной сварки
Способ гибридной лазерно-дуговой сварки стальных труб с наружным плакирующим слоем
Способ защиты стекла лазерной оптической головки от брызг в начале сварки
Агломерированный флюс для сварки и наплавки лентой нержавеющих сталей
Способ гибридной лазерно-дуговой сварки с напылением стальных плакированных труб
Способ лазерной очистки поверхности
Способ устранения дефекта сварного шва трубной сформованной заготовки, выполненного с использованием лазера
Способ лазерно-дуговой сварки плавящимся электродом в среде защитного газа стыкового соединения сформованной трубной заготовки
Способ гибридной лазерно-дуговой сварки толстостенных труб большого диаметра из высокопрочных марок стали
Способ гибридной лазерно-дуговой сварки стальных толстостенных конструкций
Роботизированный комплекс для ремонта дефектов сварных швов труб, изготовленных с использованием технологии лазерной сварки
Способ гибридной лазерно-дуговой сварки стальных труб с наружным плакирующим слоем
Способ защиты стекла лазерной оптической головки от брызг в начале сварки
Способ гибридной лазерно-дуговой сварки с напылением стальных плакированных труб
Комплекс роботизированный для ремонта дефектов продольных швов труб, изготовленных с применением технологии лазерной сварки

