Результат интеллектуальной деятельности: СПОСОБ ИЗМЕРЕНИЯ ПЕРЕХОДНОЙ ТЕПЛОВОЙ ХАРАКТЕРИСТИКИ ПОЛУПРОВОДНИКОВЫХ ИЗДЕЛИЙ
Вид РИД
Изобретение
Изобретение относится к технике измерения тепловых характеристик полупроводниковых изделий и может быть использовано для измерения переходных тепловых характеристик полупроводниковых приборов и интегральных схем как на этапах их разработки и производства, так и на входном контроле предприятий-потребителей или при выборе режимов эксплуатации.
Ключевой задачей контроля тепловых свойств полупроводниковых изделий ( ППИ) является определение параметров их тепловой эквивалентной схемы, по которым можно рассчитать температуру активной области (p-n-перехода) ППИ в любом заданном режиме работы изделия. В приближении одномерной тепловой схемы ППИ (см. Давидов П.И. Тепловые режимы работы полупроводниковых приборов. М.: Радио и связь, 1967. - 157 с.) задача сводится к определению набора значений тепловых сопротивлений (RTi) и теплоемкостей (CTi) или тепловых постоянных времени (τTi=RTi⋅CTi) отдельных элементов и слоев материалов, составляющих конструкцию ППИ. Указанные параметры могут быть определены по переходной тепловой характеристике (ПТХ) H(t) ППИ, то есть по изменению температуры Δθn(t) активной области ППИ при его саморазогреве ступенчатой электрической мощностью заданной величины P0: H(t)=Δθn(t)/P0.
Известен способ измерения ПТХ ППИ с p-n-переходами (см. IC Thermal Measurement Method - Electrical Test Method (Single Semiconductor Device) EIA/JEDEC JESD51-1 standard // http://www.jedec.org/download/search/jesd51-1.pdf), состоящий в том, что на изделие с внешнего источника подают ступеньку электрической греющей мощности заданной величины, в процессе разогрева изделия в определенные моменты времени ti на короткий временной интервал (длительностью до нескольких десятков микросекунд) греющую мощность отключают, с помощью внешнего источника тока через контролируемый p-n-переход пропускают малый ток в прямом направлении и измеряют температурочувствительный параметр (ТЧП) - прямое падение напряжения на p-n-переходе - температурный коэффициент KU которого известен, приращение температуры Δθn(ti) p-n-перехода в момент времени ti определяют по изменению ТЧП
 ,
,
где Up-n(0) - падение напряжения на p-n-переходе до разогрева изделия, Up-n(ti) - падение напряжения на p-n-переходе в момент времени ti.
Этот метод реализован, в частности, в установке T3Ster - Thermal Transient Tester (см. T3Ster - Thermal Transient Tester // www.mentor.com/micred).
Недостатком указанного способа измерения ПТХ является значительная погрешность измерения ТЧП - прямого падения напряжения на контролируемом p-n-переходе - сразу же после выключения греющей мощности из-за влияния паразитных переходных электрических процессов, возникающих в p-n-переходе ППИ при переключении ПНИ из режима нагрева в измерительный режим (см., например, Сергеев В.А., Юдин В.В. Измерение тепловых параметров полупроводниковых изделий с применением амплитудно-импульсной модуляции греющей мощности // Измерительная техника. - 2010. - №6. - С.32-39). Для снижения этой погрешности измерение ТЧП необходимо проводить через некоторое время задержки после выключения греющей мощности, за которое электрический переходный процесс в основном завершится; за это время температура p-n-перехода может заметно измениться. При этом постоянная времени релаксации электрических процессов заранее неизвестна, сильно зависит от величины греющей мощности и может значительно отличаться от образца к образцу.
Технический результат - повышение точности измерения переходной тепловой характеристики полупроводниковых изделий.
Технический результат достигается тем, что в известном способе, состоящем в разогреве полупроводникового изделия потребляемой электрической мощностью известной величины и в измерении в определенные моменты времени в процессе разогрева полупроводникового изделия температурочувствительного параметра с известным температурным коэффициентом, по изменению которого рассчитывают приращение температуры активной области полупроводникового изделия, греющую мощность задают путем подачи на вход (на определенные выводы) полупроводникового изделия, подключенного к источнику питания, последовательности прямоугольных импульсов напряжения заданной амплитуды и длительности с частотой следования  , измеряют среднюю за период следования прямоугольных импульсов напряжения мощность Pnom, потребляемую полупроводниковым изделием, разность фаз между входным импульсным напряжением и импульсным напряжением на выходе (на выходных выводах) полупроводникового изделия преобразуют в напряжение Uτ(t), в заданные моменты времени ti значения напряжения Uτ(t) запоминают и значения переходной тепловой характеристики полупроводникового изделия в моменты времени ti определяют по формуле
, измеряют среднюю за период следования прямоугольных импульсов напряжения мощность Pnom, потребляемую полупроводниковым изделием, разность фаз между входным импульсным напряжением и импульсным напряжением на выходе (на выходных выводах) полупроводникового изделия преобразуют в напряжение Uτ(t), в заданные моменты времени ti значения напряжения Uτ(t) запоминают и значения переходной тепловой характеристики полупроводникового изделия в моменты времени ti определяют по формуле
 ,
,
где Kτ - относительный температурный коэффициент времени задержки сигнала в полупроводниковом изделии, а Uτ(0) - значение напряжения Uτ(t) в начале нагрева полупроводникового изделия, то есть при t0≈0.
В основе предложенного способа лежат два процесса: разогрев ППИ поглощаемой электрической мощностью и изменение времени τзад задержки сигнала в ППИ с ростом температуры. Время задержки сигнала в ППИ практически всех классов в той или иной степени зависит от температуры; причем для многих классов ППИ τзад линейно растет с увеличением температуры в диапазоне рабочих температур. В частности, относительный температурный коэффициент времени задержки распространения сигнала в логических элементах КМОП цифровых интегральных схем (ЛИС) составляет величину порядка 0,2-0,3%/°С и является практически постоянным в диапазоне от 0 до 100°С (см., например, Зельдин Е.А. Цифровые интегральные микросхемы в информационно-измерительной аппаратуре. - Л.: Энергоатомиздат, 1986, стр. 75).
При подаче на вход ППИ периодической последовательности импульсов напряжения задержка распространения сигнала в ППИ приведет к появлению разности фаз между входными и выходными импульсами напряжения:  . Преобразуя эту разность фаз в напряжение любым известным способом (см., например, А.с. №1337811 СССР G01K 25/00 Преобразователь разности фаз в напряжение / A.M. Фиштейн. - Опубл. 15.09.1987, бюл. 34), получим напряжение Uτ(t), линейно зависящее от времени τзад задержки:
. Преобразуя эту разность фаз в напряжение любым известным способом (см., например, А.с. №1337811 СССР G01K 25/00 Преобразователь разности фаз в напряжение / A.M. Фиштейн. - Опубл. 15.09.1987, бюл. 34), получим напряжение Uτ(t), линейно зависящее от времени τзад задержки:  , где S - крутизна преобразования разности фаз в напряжение.
, где S - крутизна преобразования разности фаз в напряжение.
При постоянной амплитуде и частоте входных импульсов напряжения средняя за период мощность Pnom, потребляемая ППИ, в достаточно широком диапазоне изменения температуры активной области ППИ будет постоянной Pnom≈const. По мере разогрева ППИ потребляемой мощностью время задержки сигнала будет линейно изменяться с ростом температуры Δθn(t): τзад(t)=τзад(0)[1+KτΔθn(t)], τзад(0) - время задержки сигнала в начале нагрева (в момент времени t0=0) и соответственно будет изменяться Uτ(t):
 .
.
Откуда
 или
или  .
.
Измерить значение Uτ(t) в момент времени t0=0 невозможно, поэтому при практической реализации способа вместо Uτ(0) принимается значение напряжения Uτ(t), измеренное в момент времени t0 через некоторый промежуток времени после подачи импульсов на вход ППИ, длительность которого много меньше тепловой постоянной времени кристалла ППИ.
Технический результат - повышение точности измерения ПТХ - достигается за счет исключения паразитных переходных электрических процессов в ППИ, искажающих результат измерения температуры, поскольку в предлагаемом способе операции переключения ППИ из режима нагрева в режим измерения отсутствуют.
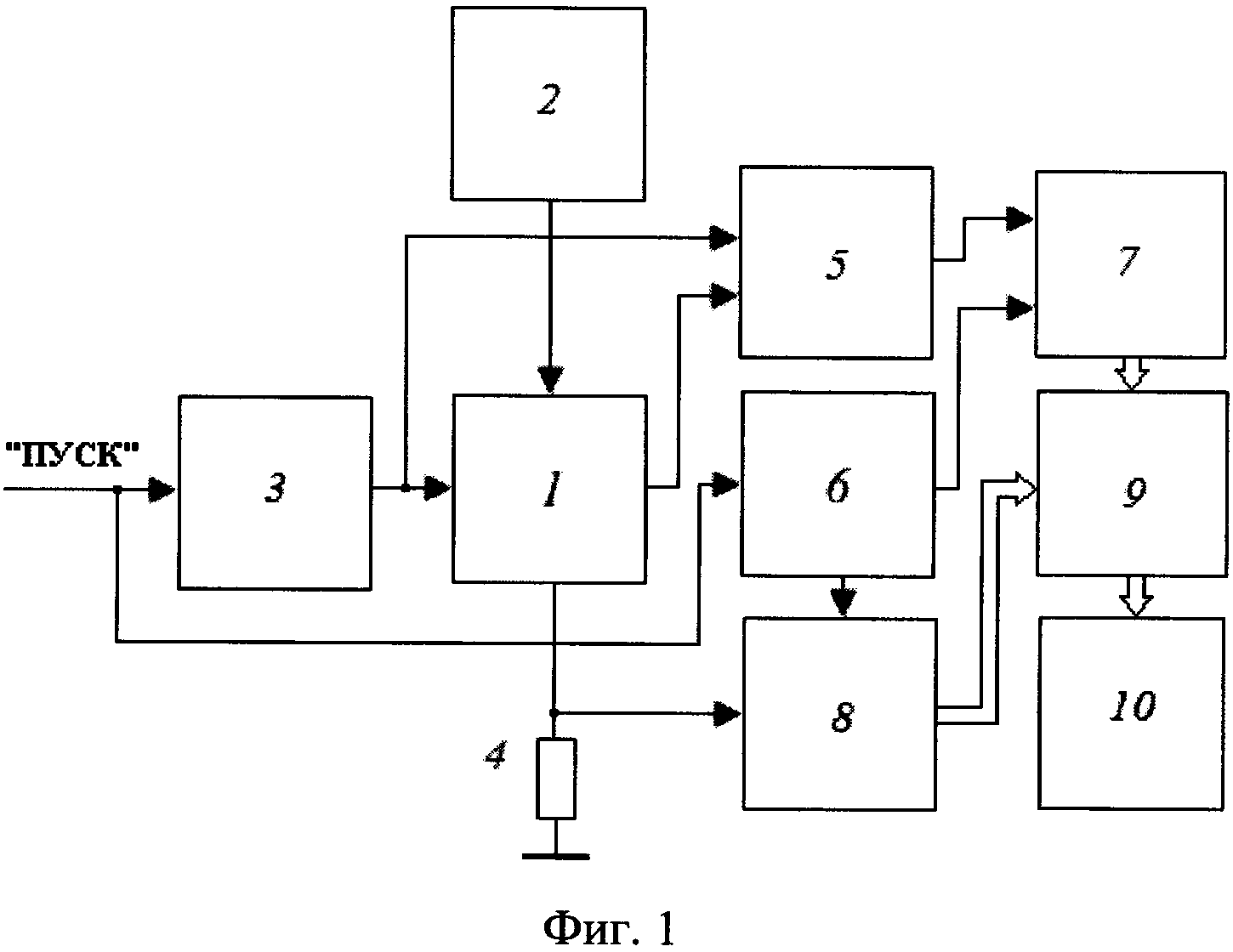
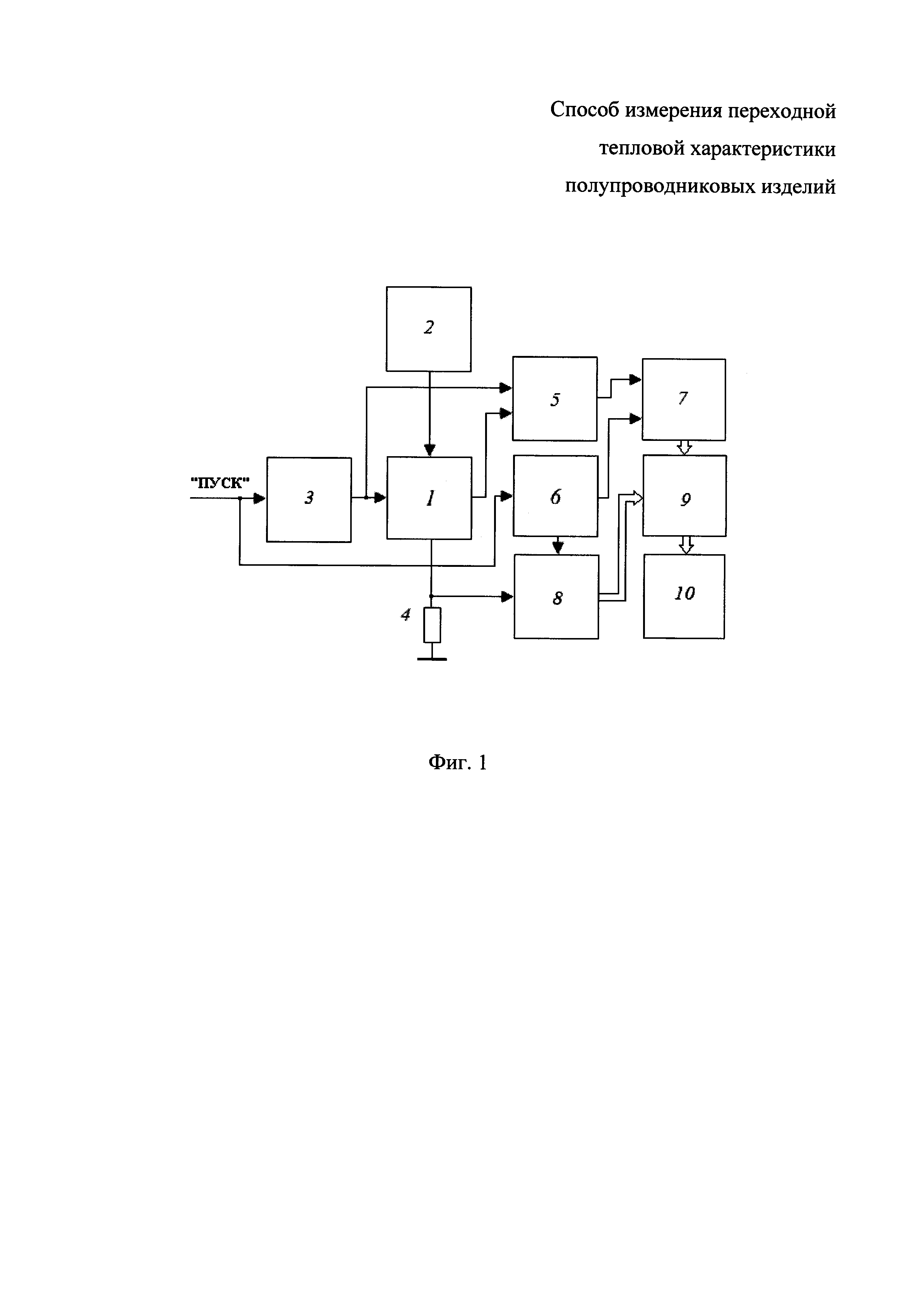
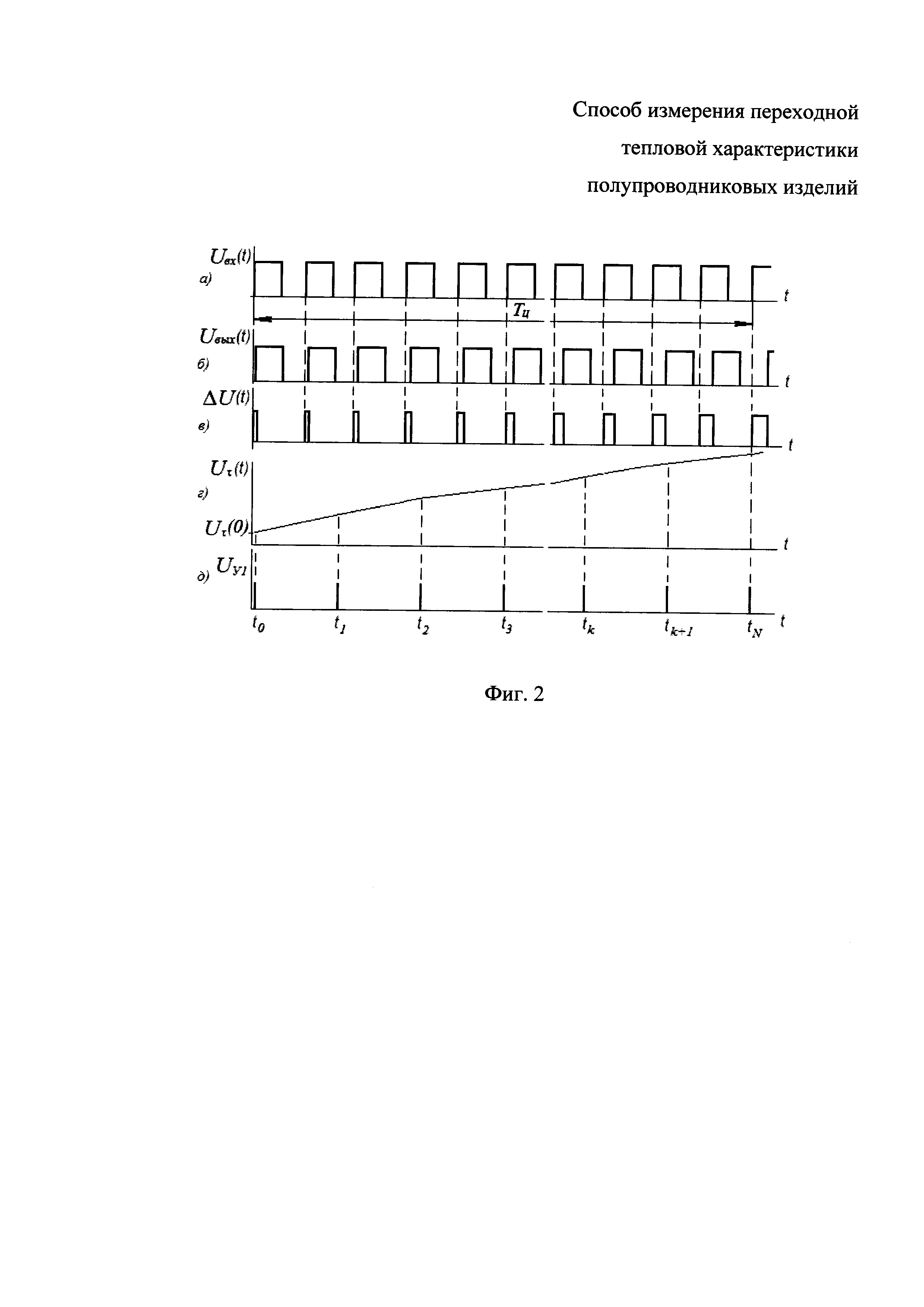
На фиг. 1 приведена структурная схема устройства, реализующего предложенный способ. На фиг. 2 представлены эпюры сигналов, поясняющие сущность способа и принцип работы устройства.
Структурная схема устройства для измерения ПТХ предложенным способом приведена применительно к таким классам ППИ, для которых потребляемой мощностью по входным цепям по сравнению с мощностью, потребляемой от источника сигнала, можно пренебречь, например биполярные, полевые и IGBT транзисторы, операционные усилители, КМОП цифровые и аналоговые интегральные схемы и др. В общем случае, при измерении ПТХ ППИ, в зависимости от схемы включения ППИ, следует учитывать также и мощность, потребляемую ППИ от источника сигнала, и мощность, выделяющуюся в нагрузке.
Устройство содержит контролируемое полупроводниковое изделие 1, источник 2 питания с известным выходным напряжением питания Enum, генератор прямоугольных импульсов 3, токосъемный резистор 4 с известным сопротивлением R, преобразователь 5 разности фаз в напряжение, устройство управления 6, управляемый аналого-цифровой преобразователь (АЦП) 7, цифровой вольтметр 8 среднего значения переменного напряжения, вычислитель 9 и индикатор 10.
Устройство работает следующим образом. После подключения контролируемого ППИ 1 к источнику питания 2 через токосъемный резистор 4 по сигналу «Пуск» включается устройство управления 6, а генератор прямоугольных импульсов 3 начинает вырабатывать последовательность прямоугольных импульсов напряжения Uвх(t) (фиг. 2, а) заданной амплитуды и длительности с частотой следования  , которые поступают на вход контролируемого ППИ и на один из входов преобразователя разности фаз в напряжение 5, на второй вход которого поступает импульсное напряжение Uвых(t) с выхода ППИ (фиг. 2, б), сдвинутое относительно входного импульсного напряжения на некоторое время задержки (фиг. 2, в), напряжение Uτ(t) с выхода преобразователя 5 разности фаз в напряжение (фиг. 2, г) поступает на вход АЦП 7. В течение TЦ цикла измерения устройство управления 6 в заданные моменты времени ti вырабатывает короткие управляющие импульсы UУ1 (рис. 2, д), которые поступают на управляющий вход АЦП; число N управляющих импульсов определяется требуемым числом точек ПТХ. Значения напряжения, измеренные в моменты времени ti, передаются в вычислитель 9. В некоторый момент времени tk в течение цикла измерения по сигналу устройства управления цифровой вольтметр 8 среднего значения переменного напряжения измеряет среднее за период следования греющих импульсов напряжение
, которые поступают на вход контролируемого ППИ и на один из входов преобразователя разности фаз в напряжение 5, на второй вход которого поступает импульсное напряжение Uвых(t) с выхода ППИ (фиг. 2, б), сдвинутое относительно входного импульсного напряжения на некоторое время задержки (фиг. 2, в), напряжение Uτ(t) с выхода преобразователя 5 разности фаз в напряжение (фиг. 2, г) поступает на вход АЦП 7. В течение TЦ цикла измерения устройство управления 6 в заданные моменты времени ti вырабатывает короткие управляющие импульсы UУ1 (рис. 2, д), которые поступают на управляющий вход АЦП; число N управляющих импульсов определяется требуемым числом точек ПТХ. Значения напряжения, измеренные в моменты времени ti, передаются в вычислитель 9. В некоторый момент времени tk в течение цикла измерения по сигналу устройства управления цифровой вольтметр 8 среднего значения переменного напряжения измеряет среднее за период следования греющих импульсов напряжение  на токосъемном резисторе 4 и также передает измеренное значение
на токосъемном резисторе 4 и также передает измеренное значение  в вычислитель 9. Вычислитель 9 по известным значениям Enum и R и измеренному значению
в вычислитель 9. Вычислитель 9 по известным значениям Enum и R и измеренному значению  вычисляет потребляемую ППИ мощность по формуле
вычисляет потребляемую ППИ мощность по формуле  ,
,  - средний за период следования греющих импульсов ток, потребляемый НИИ, затем рассчитывает значение переходной тепловой характеристики ППИ по формуле
- средний за период следования греющих импульсов ток, потребляемый НИИ, затем рассчитывает значение переходной тепловой характеристики ППИ по формуле
и передает массив данных {ti, H(ti)} на индикатор 10, который отображает эту информацию в удобной для оператора форме.
Следует отметить, что время задержки у современных ППИ мало и составляет от нескольких десятков до единиц и даже долей наносекунд. Для снижения погрешности измерения ПТХ предложенным способом рекомендуется выбирать значение  близким к верхнему значению рабочей частоты переключения ППИ, а для однозначности преобразования Uτ(t~τзад) длительность импульсов и паузы между ними необходимо выбирать заведомо больше времени задержки сигнала. Так, при времени задержки τзад=10 нс, частоте следования импульсов
близким к верхнему значению рабочей частоты переключения ППИ, а для однозначности преобразования Uτ(t~τзад) длительность импульсов и паузы между ними необходимо выбирать заведомо больше времени задержки сигнала. Так, при времени задержки τзад=10 нс, частоте следования импульсов  , длительности импульсов 50 нс и при крутизне преобразования разности фаз в напряжение 2Sπ=20 В получим Ucp=2 В. Такое значение может быть измерено современными АЦП с погрешностью в доли процента за несколько микросекунд. Эти метрологические характеристики не уступают характеристикам прототипа - установки T3Ster.
, длительности импульсов 50 нс и при крутизне преобразования разности фаз в напряжение 2Sπ=20 В получим Ucp=2 В. Такое значение может быть измерено современными АЦП с погрешностью в доли процента за несколько микросекунд. Эти метрологические характеристики не уступают характеристикам прототипа - установки T3Ster.


Способ получения многослойного покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента

