Результат интеллектуальной деятельности: ШЛИФОВАЛЬНЫЙ КРУГ
Вид РИД
Изобретение
Изобретение относится к металлообработке и может быть использовано при профильном шлифовании заготовок с регулярным островершинным профилем, например при резьбошлифовании.
Известен шлифовальный круг для многониточного резьбошлифования (см. Якимов А.В. Абразивно-алмазная обработка фасонных поверхностей. М.: Машиностроение, 1984. С. 6-7), имеющий на периферии профиль резьбы. При шлифовании с продольной подачей на круге имеется заборный конус.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного шлифовального круга, относится то, что при шлифовании известным кругом температура на острой вершине нитки резьбы (например, метрической) при многониточном шлифовании превышает в 2 раза температуру при однониточном шлифовании и поэтому приходится снижать режимы обработки, что ведет к потере производительности, либо устранять соответствующие погрешности на последующей операции однониточного шлифования. Кроме того, участки профиля шлифовального круга, которые вступают в работу раньше последующих, подвержены более быстрому износу, что снижает период стойкости всего круга и требует частых правок.
Известен также многониточный шлифовальный круг для профильного шлифования, снабженный прорезями (см. Якимов А.В. Абразивно-алмазная обработка фасонных поверхностей. М.: Машиностроение, 1984. С. 92).
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного круга, относится то, что наличие прорезей снижает качество шлифованных поверхностей, увеличивает нагрузку на режущие зерна и способствует их быстрому износу, что также требует частых правок.
Наиболее близким шлифовальным кругом того же назначения к заявляемому изобретению по совокупности признаков является шлифовальный круг, прерывистая рабочая поверхность которого имеет регулярный профиль, например профиль резьбы, рабочая поверхность шлифовального круга имеет четное число участков, каждый из которых профилирован с шагом Р, где Р - шаг профиля шлифуемой заготовки, с удаленными через одну нитками профиля и с образованием между ними прямоугольной впадины шириной, равной Р, глубиной, равной N припусков на правку шлифовального круга, и соединяющей соседние впадины заданного профиля, а профили четных и нечетных участков рабочей поверхности смещены относительно друг друга на величину Р (см. патент РФ №2185278, кл. B24D 5/00, 2002 г. ), принятый за прототип.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного круга, относится то, что при шлифовании известным кругом для обеспечения заданного качества обработанной поверхности необходимо изменять режимы шлифования либо вводить дополнительную операцию окончательного шлифования, что неизменно ведет к снижению производительности обработки, а неравномерный износ ниток профиля по высоте шлифовального круга требует частых правок, что снижает период стойкости всего круга.
Сущность изобретения заключается в следующем.
Повышение производительности резьбошлифования и при этом обеспечение заданного качества поверхностного слоя детали (например, резьбонарезного инструмента) невозможно без снижения теплонапряженности обработки. Существенное повышение температуры на вершине нитки приводит к нежелательным структурным изменениям материала заготовки, что отрицательно сказывается на периоде стойкости резьбонарезного инструмента. Чтобы избежать подобных нежелательных явлений приходится смягчать режимы шлифования либо вводить дополнительную операцию, что приводит к снижению производительности обработки. Кроме того, при шлифовании с продольной подачей участки шлифовального круга, которые первыми вступают в контакт с заготовкой, подвержены более быстрому износу и являются лимитирующими для проведения правки всего круга, что снижает период его стойкости
Технический результат - повышение качества шлифованных поверхностей и периода стойкости шлифовального круга за счет использования сегментов различной твердости.
Указанный технический результат при осуществлении изобретения достигается тем, что, как и в известном круге (прототипе), прерывистая рабочая поверхность шлифовального круга имеет регулярный профиль, например профиль резьбы, и четное число участков, каждый из которых профилирован с шагом Р, где Р - шаг профиля шлифуемой заготовки, с удаленными через одну нитками профиля и с образованием между ними прямоугольной впадины шириной, равной Р, глубиной, равной N припусков на правку шлифовального круга, и соединяющей соседние впадины заданного профиля, а профили четных и нечетных участков рабочей поверхности смещены относительно друг друга на величину Р.
Особенность заключается в том, что участки шлифовального круга состоят из двух сегментов, абразивный материал которых имеет различную твердость.
На чертежах представлено:
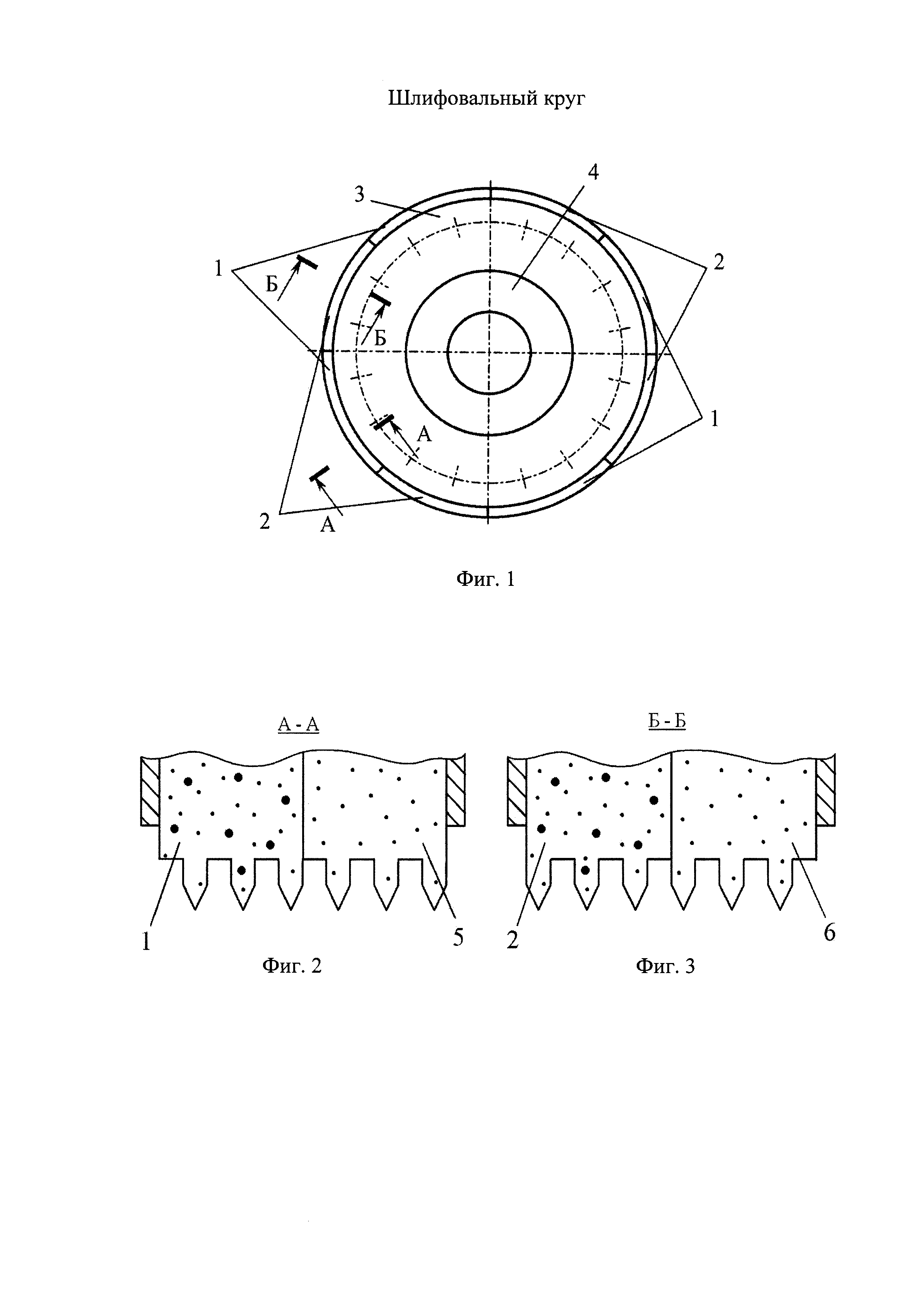
на фиг. 1 изображен общий вид шлифовального круга;
на фиг. 2 изображен разрез рабочей части шлифовального круга по А-А (разрез повернут);
на фиг. 3 изображен разрез рабочей части шлифовального круга по Б-Б (разрез повернут).
Сведения, подтверждающие возможность осуществления изобретения с получением вышеуказанного технического результата, заключаются в следующем.
Шлифовальный круг содержит четное количество сегментов 1 и 2, закрепленных между прижимным кольцом 3 и корпусом планшайбы 4. Рабочая поверхность шлифовального круга имеет четное число участков. Каждый участок профилирован с шагом Р (где Р - шаг профиля шлифуемой заготовки), но нитки профиля через одну удалены с образованием между ними прямоугольной впадины шириной, равной Р, глубиной, равной N припусков на правку шлифовального круга, и соединяющей соседние впадины заданного профиля, а профили рабочих участков смещены относительно друг друга на величину Р. Участки шлифовального круга состоят из двух сегментов 1, 5 (фиг. 2) и 2, 6 (фиг. 3), абразивный материал которых имеет различную твердость (сегменты 5 и 6 имеют меньшую твердость, чем сегменты 1 и 2).
Устройство работает следующим образом.
Шлифовальный круг вводят во взаимодействие с заготовкой, при этом в контакте сегмента 1 шлифовального круга с заготовкой каждая нитка профиля резьбы шлифуется с одной стороны. В следующий момент времени в контакт с заготовкой вступает сегмент 2 шлифовального круга. При этом каждая нитка профиля резьбы шлифуется уже с другой стороны.
Кроме того, увеличенный в два раза профиль круга и профиль заготовки при их взаимодействии образуют каналы, по которым через зону обработки транспортируется СОЖ, осуществляя интенсивное охлаждение необрабатываемой в данный момент времени впадины профиля заготовки. Это позволяет снизить температуру клиновидной заготовки (нитки профиля резьбы).
При осуществлении продольной подачи шлифовального круга относительно заготовки первыми в работу вступают сегменты 1 и 2, имеющие большую твердость и размерную стойкость, и снимают основную часть припуска, а затем - сегменты 5 и 6, которые формируют окончательное качество обработанной поверхности. Таким образом, предлагаемый шлифовальный круг имеет больший период стойкости по сравнению с прототипом и обеспечивает повышение качества шлифованной поверхности и общей производительности обработки.
Шлифовальный круг, имеющий прерывистую рабочую поверхность с регулярным профилем в виде резьбы и четное число участков, каждый из которых профилирован с шагом P, где P - шаг профиля шлифуемой заготовки, с удаленными через одну нитками профиля и с образованием между ними прямоугольной впадины шириной, равной P, глубиной, равной N припускам на правку шлифовального круга, и соединяющей соседние нитки заданного профиля, причем профили четных и нечетных участков рабочей поверхности смещены относительно друг друга на величину P, отличающийся тем, что участки шлифовального круга выполнены из двух сегментов, абразивный материал которых имеет различную твердость.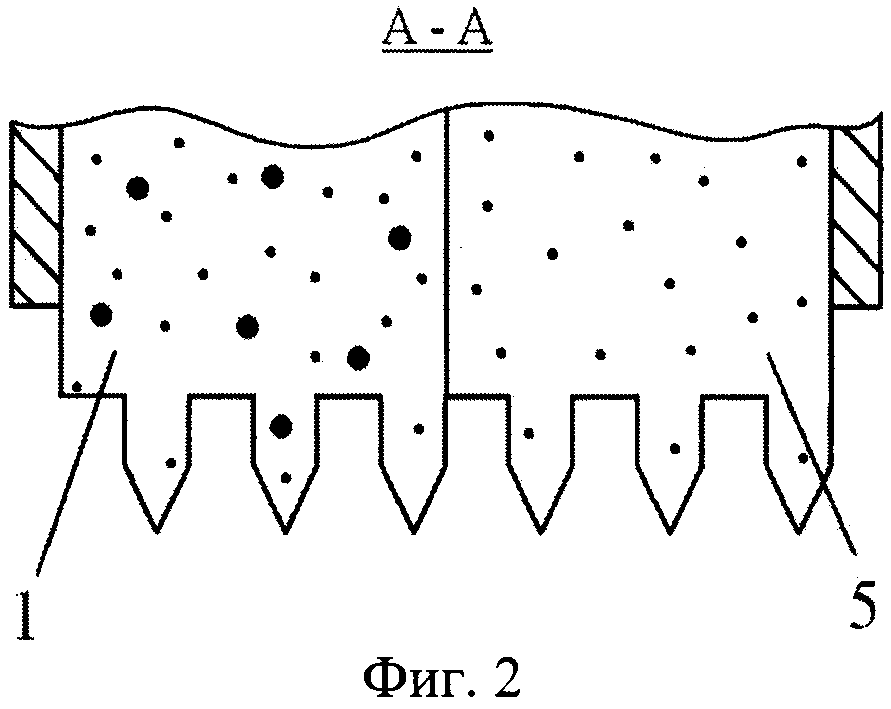
Узловое соединение стержней коробчатого сечения пространственной конструкции
Пассажирский экраноплан
Способ получения защитной оксидной пленки на металлической поверхности
Способ получения многослойного покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента
Способ работы парового котла
Устройство для удаления поверхностного слоя нефтесодержащих жидкостей
Устройство для удаления поверхностного слоя нефтесодержащих жидкостей
Способ получения многослойного покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента
Способ работы парового котла
Устройство для удаления поверхностного слоя нефтесодержащих жидкостей
Устройство для удаления поверхностного слоя нефтесодержащих жидкостей
Способ получения многослойного покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента
Способ электроэрозионной обработки изделий проволочным электродом-инструментом
Способ работы парового котла
Способ измерения переходной тепловой характеристики полупроводниковых изделий

