Результат интеллектуальной деятельности: ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ
Вид РИД
Изобретение
Изобретение относится к области машиностроения и может быть использовано при разработке технологических процессов и проектировании технологической оснастки для электроэрозионного формообразования прецизионных сферических поверхностей в виде шаровых сегментов или шаровых поясов.
Известен способ электроэрозионной обработки (ЭЭО) сферических поверхностей, в котором используются трубчатые цилиндрические электроды-инструменты (ЭИ), вращающиеся вокруг своей оси и работающие при обработке выпуклых или вогнутых сферических поверхностей, соответственно внутренней или наружной кромкой [а.с. №442909 СССР, приоритет от 10.07.1972, опубл. 15.09.1974 г., В23Р 1/00]. ЭЭО основана на удалении припуска за счет эрозии металла под воздействием последовательных электрических импульсов, возникающих в межэлектродном промежутке (МЭП), - пространстве между электродом-инструментом (ЭИ) и заготовкой. Для формирования необходимого МЭП и для удаления из зоны обработки продуктов эрозии электроэрозионную обработку обычно ведут в среде диэлектрической жидкости, в которую погружаются заготовка и ЭИ. Использование трубчатого (полого) ЭИ позволяет отказаться от погружения зоны обработки в жидкость и прокачивать ее через полость ЭИ.
Недостатком данного технического решения является нестабильность формы инструмента, кромка которого из-за эрозии ЭИ быстро теряет первоначальную форму, и в обработку вступает площадь прилегающей части сечения ЭИ. Кроме того, в процессе обработки изменяется радиус обрабатываемой сферической поверхности, что приводит к нарушению основного признака технического решения.
Наиболее близким к предлагаемому является выбранный в качестве прототипа способ электроэрозионной обработки сферических поверхностей трубчатым ЭИ, при котором в процессе эрозии ЭИ происходит его самопрофилирование [Халдеев В.Н., Иванов А. А., Завалишин Ю.К. Электроэрозионное формообразование прецизионных оболочек сферической формы. - Саров, 2011, стр. 15-18, рис. 2.4]. При установленных условиях торец самопрофилирующегося электрода-инструмента в процессе эрозии также принимает сферическую форму, эквидистантную обрабатываемой поверхности (фиг. 1). В ходе дальнейшей обработки, независимо от ее продолжительности, сферическая форма рабочей поверхности ЭИ сохраняется. Недостаток данного технического решения определяется тем, что для ЭЭО самопрофилирующимся инструментом характерна интенсивная эрозия ЭИ. С учетом того, что ЭИ изготавливают преимущественно из дорогостоящей меди или медных сплавов, это связано с большими технологическими расходами, особенно при больших габаритах ЭИ. Кроме того, рассмотренный способ требует изготовления для каждого вида и размера заготовки электродов с индивидуальными значениями внешнего и внутреннего диаметров. Это сопровождается большим расходом металла и высокими затратами на изготовление ЭИ.
Техническим результатом предлагаемого технического решения является возможность производить обработку сферических поверхностей различных размеров одним и тем же инструментом, после незначительной его переналадки. Это повышает производительность труда и приводит к снижению технологических расходов на изготовление оснастки для электроэрозионной обработки сферических поверхностей.
Технический результат достигается тем, что для электроэрозионной обработки сферических поверхностей различных типоразмеров применяется электрод-инструмент, ось вращения которого проходит через центр обрабатываемой сферической поверхности, находящийся на оси вращения заготовки. В состав электрода-инструмента входит по крайней мере один рабочий элемент, выполненный в виде стержня со сквозным отверстием для прокачки диэлектрической жидкости. Рабочий элемент расположен параллельно оси вращения электрода-инструмента и прикреплен к нему с возможностью регулировки расстояния от оси вращения электрода-инструмента. Рабочая поверхность стержня имеет скошенный торец, расположенный по касательной к обрабатываемой поверхности. Рабочий элемент соединен с имеющимся центральным каналом электрода-инструмента гибкой трубкой. В случае применения нескольких рабочих элементов, они распределены по окружности, описываемой их торцами при вращении электрода-инструмента вокруг оси.
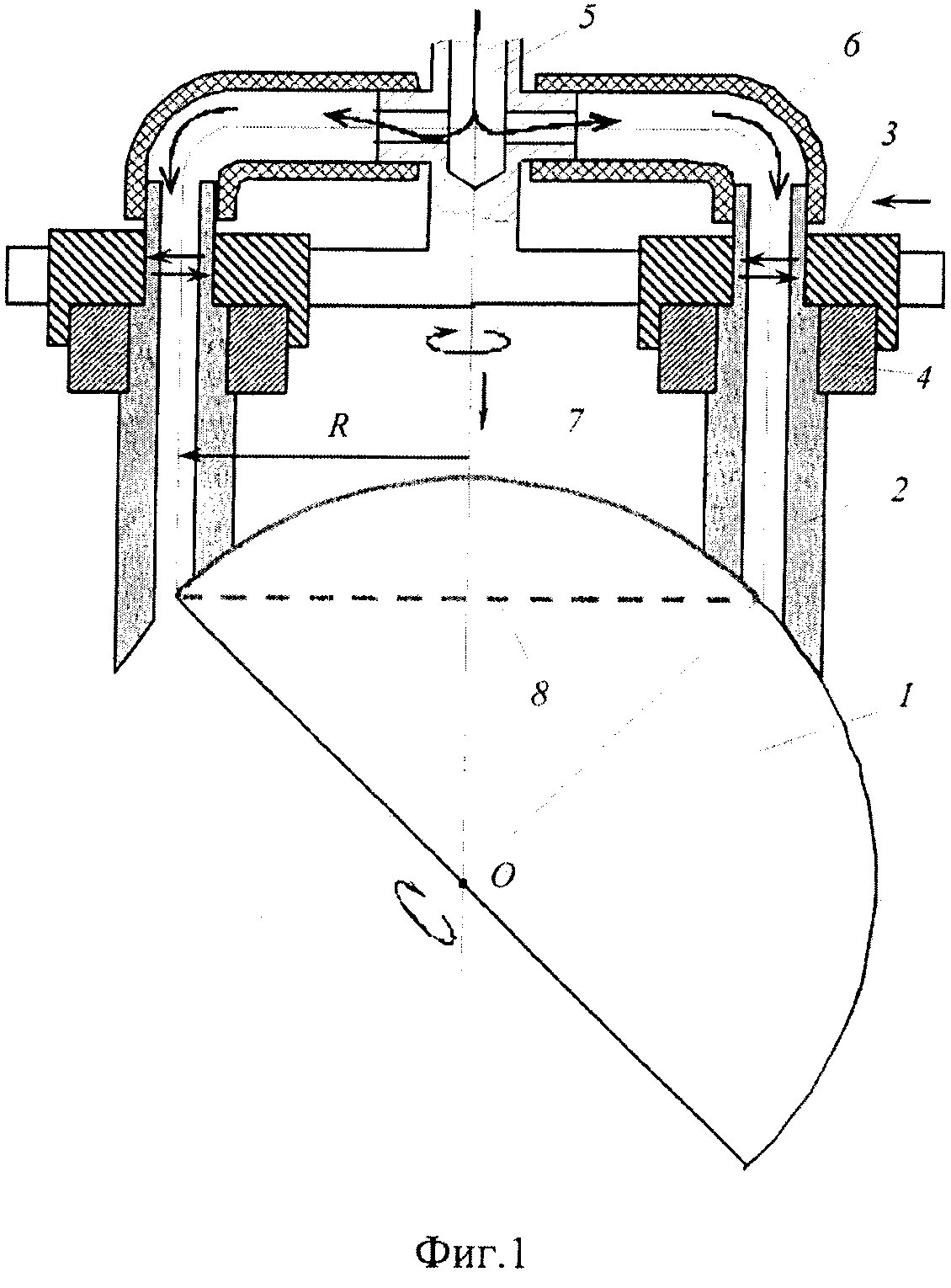
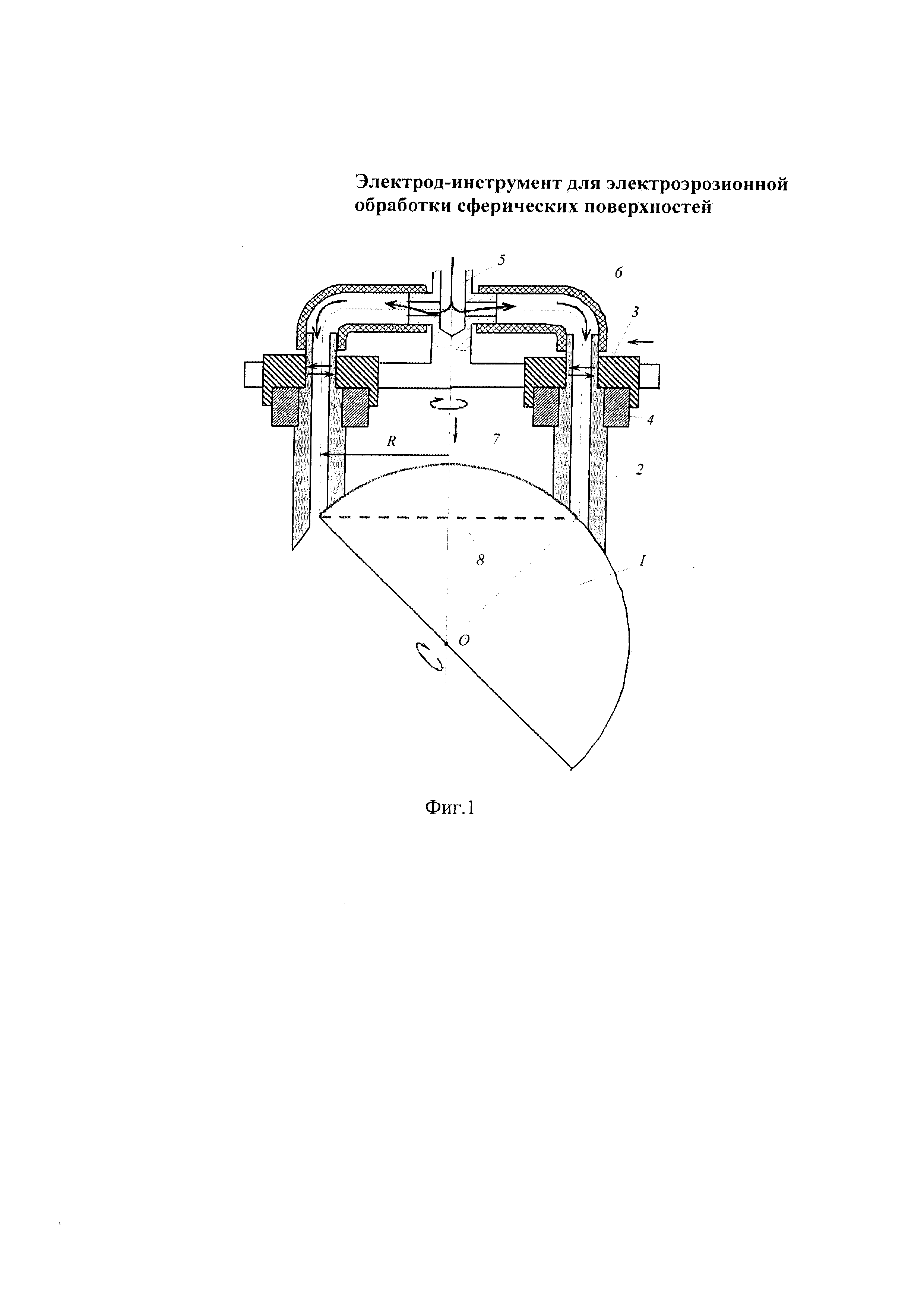
На фиг. 1 показан осевой разрез электрода-инструмента и заготовки с обрабатываемой сферической поверхностью, где:
1 - заготовка;
2 - рабочий элемент;
3 - механизм радиального перемещения;
4 - механизм поворота рабочих элементов;
5 - центральный канал электрода инструмента;
6 - гибкая трубка;
7 - сферообразующий контур;
8 - образующая окружность.
Электрод-инструмент (фиг. 1) устроен и работает следующим образом. При обработке он приводится во вращение вокруг своей оси, которая пересекается с осью вращения заготовки 1 в центре обрабатываемой сферической поверхности. В состав электрода-инструмента входит рабочий элемент 2 (в данном случае два рабочих элемента), выполненный в виде стержня с постоянным по длине сечением. При вращении электрода-инструмента торец рабочего элемента 2 описывает образующую окружность 8, которая при вращении заготовки 1 вокруг своей оси, с учетом геометрических особенностей рассматриваемой системы, эквивалентна сферообразующему контуру 7 обрабатываемой поверхности и обеспечивает ей сферическую форму. Диаметр образующей окружности 8 регулируется таким образом, чтобы образующая окружность 8 полностью охватывала сферообразующий контур 7 обрабатываемой поверхности. Изменение диаметра образующей окружности 8 обеспечивается механизмом радиального перемещения 5, создающим возможность изменения расстояния R оси рабочего элемента 2 от оси вращения электрода-инструмента. Для сокращения периода приработки торца рабочего элемента 2 относительно сферической поверхности, торец располагается по касательной к обрабатываемой сферической поверхности, что достигается выбором угла скоса торца и регулировкой углового положения рабочего элемента 2 относительно его оси при помощи механизма поворота 4. Принципиально для сферообразования достаточно одного рабочего элемента 2, однако для повышения производительности обработки и обеспечения непрерывности электрического контакта может использоваться несколько рабочих элементов, размещенных по образующей окружности. Поперечный размер самих рабочих элементов 2 принципиального значения не имеет, он может приниматься из условия оптимизации производительности обработки во взаимосвязи с условиями самопрофилирования инструмента.
Чтобы, по мере изнашивания рабочих элементов, диаметр образующей окружности не искажался, рабочие элементы располагают параллельно оси вращения электрода-инструмента.
Для заполнения межэлектродного промежутка диэлектрической жидкостью полости рабочих элементов 2 соединяются с центральным каналом электрода инструмента 5 гибкой трубкой 6.
Способ сварки взрывом металлических листов
Способ изготовления высокотемпературного композиционного антифрикционного материала
Способ кондиционирования органических жидких радиоактивных отходов
Воспламенительный пиротехнический состав
Регулируемая схема задержки
Система управления микромеханического гироскопа
Диэлектрический стержневой излучатель
Способ сварки неплавящимся электродом деталей с покрытием
Способ изготовления микроплат с переходными металлизированными отверстиями
Устройство герметичной заделки дефектов цилиндрической поверхности изделия
Способ изготовления термобатареи
Способ безопасной расстыковки линии боксов, загрязненных радионуклидами
Способ определения коэффициентов трения покоя и скольжения
Способ определения коэффициента трения скольжения

