Результат интеллектуальной деятельности: Противопригарное покрытие для литья по газифицируемым моделям и способ его приготовления
Вид РИД
Изобретение
Изобретение относится к литейному производству, в частности к литью по газифицируемым моделям.
Литье по газифицируемым моделям (ЛГМ) позволяет получать отливки практически любой конфигурации, при этом с низкой себестоимостью и энергозатратами. В настоящее время ЛГМ успешно применяется при создании новых высокотехнологичных производств России.
Отливки в ЛГМ получают по пенополистирольным моделям, которые формуют в опоках с песком, уплотняя его вибрацией и используя вакуум.
Однако при заливке формы жидким металлом, например сталью, на поверхности отливки часто образуется слой пригара. Для решения данной технологической задачи в производстве используют противопригарные покрытия на спиртовой и водной основах.
В настоящее время находят применение противопригарные покрытия для моделей ЛГМ следующих марок: ППУ-1, АПВД-2, Polytop FS 1, Polytop FS 3, а также быстросохнущие краски на водной основе (Давыдов Н.И. Литейные противопригарные покрытия: справочник / Н.И. Давыдов. - М.: Машиностроение, 2009. - 240 с.), которые имеют в своем составе этиловый спирт и смолу СФЖ-309, отличающиеся повышенной газотворностью и экологической опасностью.
В качестве аналога известно противопригарное покрытие, состоящее из следующих ингредиентов, мас.%: 2%-ный раствор поливинилбутираля (ПВБ) в изопропиловом спирте 38-49, олифа 1-2, маршалит - остальное (RU 2285577, В22С 9/04, опубл. 20.10.2006).
Этот состав противопригарного покрытия обладает повышенной газотворной способностью (спиртовой раствор ПВБ), приводит к образованию газовых раковин в отливках, получаемых литьем по газифицируемым моделям, в особенности для сложнопрофильных отливок ответственного назначения из стали.
Перспективны с экологической точки зрения противопригарные водные покрытия для ЛГМ с применением неорганических связующих материалов, в частности жидкого стекла (Разработка противопригарного покрытия для стального литья по газифицируемым моделям / Н.А. Кидалов, В.А. Закутаев, Н.В. Чурюмов // Известия ВолгГТУ. - 2013. - №15 (118) - Том 8. - С. 132-135). Однако газопроницаемость таких покрытий в результате появления при 790…800°С жидкой фазы незначительна. Кроме того, следует учитывать химическую активность силикатов натрия жидкого стекла по отношению к заливаемым сплавам.
Наиболее близким по технической сущности является противопригарное покрытие, включающее водный раствор алюмоборфосфатного концентрата (АБФК), периклаз порошкообразный и огнеупорный наполнитель, а также способ его приготовления, включающий ультразвуковую обработку покрытия (RU 2532648, В22С 3/00, опубл. 10.11.2014).
В этом случае состав покрытия обеспечивает низкий уровень газотворности, ускоренное химическое отверждение, экологичность ЛГМ и повышение физико-механических и литейных свойств алюминиевых сплавов.
Вместе с тем прототип имеет следующие существенные недостатки:
- состав не обеспечивает смачиваемость особо гладких (с минимальной шероховатостью) поверхностей сложнопрофильных пенополистирольных моделей, в особенности для отливок ответственного назначения из стали;
- применяемая в покрытии циклонная пыль шамотного производства является отходом и имеет нестабильный химический состав, зависящий от применяемого сырья, а также включает оксиды железа, что негативно отражается на противопригарных свойствах применительно к отливкам из стали и чугуна;
- термопрочность покрытия достаточна для изготовления отливок из алюминиевых сплавов, но совершенно не приемлема для отливок из высокотемпературных сплавов (углеродистые стали, легированные стали, в т.ч. марганцовистые, специальные чугуны и др.).
- способ нанесения покрытия в ультразвуковом поле, хотя и активирует связующее покрытия, тем не менее может вызвать поломку отдельных частей сложнопрофильных крупногабаритных моделей при их окраске окунанием за счет кавитационных и акустических воздействий;
- достаточно высокие значения краевого угла смачивания определяют низкий уровень смачиваемости и адгезии покрытия к полистирольным моделям.
Таким образом, покрытие по прототипу обеспечивает повышение качества лишь простых по конфигурации малогабаритных отливок из алюминиевых сплавов. Его применение для изготовления ЛГМ сложнопрофильных крупногабаритных отливок ответственного назначения из высокотемпературных сплавов (стали, чугуны и др.) не обеспечивает требуемого качества по причине низкой смачивающей способности, недостаточной газопроницаемости, неудовлетворительной адгезии к полистирольным моделям и пониженных противопригарных свойств покрытия к указанным сплавам.
В основу изобретения положена техническая задача - разработка состава покрытия и способа его приготовления, которые бы обеспечили универсальность покрытия для ЛГМ по типу сплава, конфигурации и габаритности отливок за счет увеличения смачивающей и кроющей способности, повышения адгезии к полистирольной модели, увеличение газопроницаемости, термопрочности и противопригарных свойств покрытия при сохранении его минимальной газотворности, ускоренного химического отверждения и экологичности для улучшения качества изготовления сложнопрофильных крупногабаритных отливок ответственного назначения из высокотемпературных сплавов (стали, чугуна и др.).
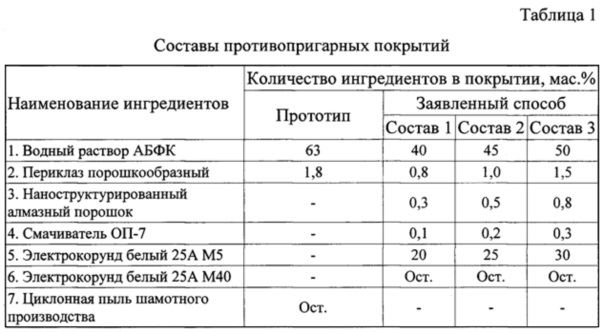
Указанная задача решается таким образом, что состав противопригарного покрытия для литья по газифицируемым моделям, содержащий водный раствор алюмоборфосфатного концентрата, периклаз порошкообразный и огнеупорный наполнитель, согласно изобретению, дополнительно содержит наноструктурированный алмазный порошок и смачиватель ОП-7, а в качестве огнеупорного наполнителя используется электрокорунд белый фракций 5 и 40 мкм при следующем соотношении ингредиентов, мас. %:
|
При этом согласно изобретению указанные ингредиенты смешивают и производят их ультразвуковую обработку в течение 60…90 с при интенсивности 10…15 кВт/м2 и частоте 20…22 кГц одновременно с барботажем при расходе воздуха 0,5…1,5 л/с⋅м2.
Введение в состав покрытия смачивателя ОП-7 в количестве 0,1…0,3 мас. % обеспечивает существенное снижение краевого угла смачивания покрытия на алюмоборфосфатном связующем. В результате создаются условия для улучшения смачивающей и кроющей способности покрытия, в особенности при нанесении его на гладкие (с минимальной шероховатостью) поверхности полистирольных моделей сложнопрофильных отливок, в том числе крупногабаритных.
Если количество смачивателя ОП-7 будет меньше чем 0,1 мас.%, то смачивающая и кроющая способность водного противопригарного покрытия будут незначительны. Если его количество будет больше чем 0,3 мас.%, то наблюдается нежелательное вспенивание состава покрытия при его перемешивании.
Введение в состав покрытия наноструктурированного алмазного порошка, частицы которого являются центрами кристаллизации, в количестве 0,3…0,8 мас.% позволяет получить мелкозернистую структуру поверхностного слоя отливок и тем самым повысить их поверхностную твердость и прочность.
Наноструктурированный алмазный порошок состоит из тугоплавких ультрадисперсных частиц. Ультрадисперсный алмаз, или наноалмаз - это углеродная структура, имеющая кристаллическую решетку типа алмаза и размеры от 1…10 нм. При этом наиболее предпочтительно использовать алмазный порошок, полученный ударно-волновым синтезом (Даниленко В.В. Синтез и спекание алмаза взрывом / В.В. Даниленко. - М.: Энергоатомиздат, 2003. - 272 с.). В результате синтеза в сильнонеравновесных условиях получаются уникальные нанокристаллические структуры. Применяемый в составе покрытия материал имеет средний размер частиц 125…135 нм, доля частиц размером менее 100 нм составляет порядка 20%, что позволяет отнести используемый материал к наноструктурированному (ГОСТ 65536-2014. Нанотехнологии. Часть 4. Материалы наноструктурированные. Термины и определения).
Количество наноструктурированного алмазного порошка меньше чем 0,3 мас.% является неэффективным. При количестве более 0,8% будет наблюдаться повышенное науглероживание поверхностного слоя отливок, что исключает универсальность покрытия, поскольку нежелательно для отливок для стали.
Применение в качестве огнеупорного наполнителя электрокорунда белого обеспечивает повышенную термопрочность и противопригарную способность покрытия по отношению к высокотемпературным расплавам (углеродистая сталь, легированная сталь Гатфильда, чугуны и т.д.). Использование огнеупорного наполнителя фракций 5 мкм (электрокорунд белый 25А М5) и 40 мкм (электрокорунд белый 25А М40) определяет высокую седиментационную устойчивость состава покрытия и достаточную газопроницаемость нанесенного на модель слоя покрытия. При этом сочетание указанных фракций обеспечивает плотную упаковку зерен наполнителя в нанесенном на модель слое краски, что повышает противопригарные свойства покрытия.
Если количество огнеупорного наполнителя фракции 5 мкм будет меньше 20 мас.%, а фракции 40 мкм - более 30 мас.%, то седиметационная устойчивость состава покрытия будет неудовлетворительной. Если количество огнеупорного наполнителя фракции 5 мкм будет больше 30 мас.%, а фракции 40 мкм - менее 20 мас.%, то не будет достигнут необходимый уровень газопроницаемости покрытия.
Использование водного раствора алюмоборфосфатного концентрата в количестве 40…50 мас.% обеспечивает требуемые реологические свойства состава покрытия и его адгезию к полистирольной модели. Если количество связующего будет менее 40 мас.%, адгезия покрытия к полистирольной модели незначительна. Если его количество больше чем 50 мас.%, то уменьшается седиментационная устойчивость состава покрытия.
Количество порошкообразного периклаза 0,8…1,5% диктуется необходимостью химического затвердевания в пределах 30…60 мин (технологически оптимальное время). Если его количество будет меньше чем 0,8 мас. %, то продолжительность отверждения покрытия будет значительно увеличена. Если количество периклаза будет больше чем 1,5 мас.%, то продолжительность отверждения покрытия сократится до минимума, что снижает технологичность нанесения покрытия.
Воздействие ультразвукового поля интенсивностью 10…15 кВт/м2 и частотой 20…22 кГц в течение 60…90 с в процессе приготовления состава покрытия активирует алюмоборфосфатное связующее, повышает его адгезию к гладким поверхностям сложнопрофильных полистирольных моделей. Применение барботажа с расходом воздуха 0,5…1,5 л/с⋅м2 одновременно с ультразвуковой обработкой состава покрытия обеспечивает существенное повышение газопроницаемости противопригарного покрытия. Это наряду с низкой его газотворностью определяет оптимальный газовый режим формы в литье по газифицируемым моделям сложнопрофильных отливок ответственного назначения из стали и чугуна. Барботаж способствует насыщению газовыми пузырьками состава покрытия, а ультразвуковое воздействие за счет явления кавитации и акустических течений создает условия для диспергирования и равномерного распределения пузырьков в покрытии, что при дальнейшем его химическом отверждении вызывает образование открытой пористости с минимальным диаметром пор.
Если интенсивность ультразвука меньше 10 кВт/м2 и продолжительность воздействия менее 60 с, то активация алюмоборфосфатного связующего покрытия будет незначительна. Если интенсивность ультразвука больше 15 кВт/м2 при продолжительности воздействия более 90 с, то неоправданно возрастают энергетические затраты на приготовление покрытия.
Частота ультразвука 20…22 кГц является оптимальной для рассматриваемой системы с позиций обеспечения кавитационного режима и акустических течений, способствующих измельчению и равномерному распределению пор в покрытии.
Если расход воздуха при барботаже будет меньше чем 0,5 л/с⋅м2, то газонасыщение покрытия на стадии приготовления и его газопроницаемость при заливке расплава незначительны. Если расход воздуха будет больше чем 1,5 л/с⋅м2, то в покрытии образуются крупные поры, что приводит к механическому пригару на отливках из стали.
Разработанные состав и способ приготовления противопригарного покрытия обеспечивают повышение качества его приготовления и за счет этого придание ему универсальности по отношению к различным сплавам (стали, чугуны, медные, алюминиевые, магниевые сплавы и др.). Применение в ЛГМ такого экологически безопасного водного на неорганическом связующем химически отверждаемого термопрочного противопригарного покрытия обеспечивает существенное снижение брака (по газовым раковинам, неточности геометрии, пригару и др.) отливок ответственного назначения из высокотемпературных сплавов и улучшение экологической обстановки в цехе.
Предлагаемые состав и способ приготовления противопригарного покрытия для литья по газифицируемым моделям осуществляют следующим способом.
Для получения отливок способом литья по газифицируемым моделям производят сборку моделей и элементов литниковой системы в блок. На собранный модельный блок наносят противопригарное покрытие следующего состава, мас. %:
|
При приготовлении покрытия указанные ингредиенты смешивают. Так, в водный раствор АБФК засыпают электрокорунд белый дисперсностью М5 и М40 и наноструктурированный алмазный порошок, и перемешивают в течение 10…15 мин до образования однородной суспензии, затем вводят смачиватель ОП-7 и порошкообразный периклаз, перемешивают 1,5…2 мин. Далее на указанную систему воздействуют ультразвуком интенсивностью 10…15 кВт/м2 и частотой 20…22 кГц при одновременном барботаже суспензии подачей в нее воздуха с расходом 0,5…1,5 л/с⋅м2. Продолжительность обработки 60…90 с. После этого наносят противопригарное покрытие на блок полистирольных моделей обливом или путем окунания. Продолжительность химического отверждения покрытия 20…30 мин, для высокотемпературных сплавов (сталь, чугун) дополнительно - сушка на воздухе при температуре 45…55°С в течение 6…7 часов до остаточной влажности менее 2%. Затем производят формовку блока моделей в литейной форме в песке. Вакуумируют форму и заливают ее сплавом (сталь, чугун, алюминиевые и магниевые сплавы и др.).
Предлагаемые состав и способ приготовления противопригарного покрытия для литья по газифицируемым моделям иллюстрируются следующими примерами.
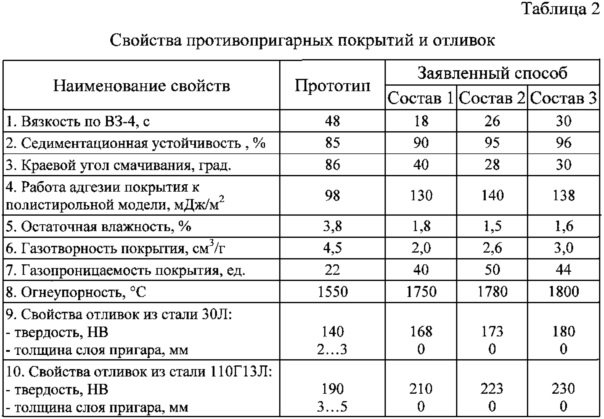
Пример 1. Для получения отливок из сталей марок 30Л и 110Г13Л литьем по газифицируемым моделям производили сборку модели и элементов литниковой системы с газоотводными каналами. На собранные в блок модели наносили противопригарные покрытия, составы которых приведены в таблице 1.
После введения всех компонентов и перемешивания на суспензию покрытия воздействовали ультразвуком в течение 60 с интенсивностью 12 Вт/м2 и частотой 22 кГц одновременно с барботажем с расходом воздуха 1 л/с⋅м2. Сравнительные показатели свойств противопригарных покрытий и отливок представлены в таблице 2.
Пример 2. Приготовление противопригарного покрытия для литья по газифицируемым моделям осуществляли аналогично примеру 1, варьируя интенсивность ультразвука 10, 13, 15 Вт/м2 и его частоту 20 и 22 кГц. Использовали состав 2 из таблицы 1. Продолжительность воздействия - 90 с. Расход воздуха при барботаже состава покрытия - 1,3 л/с⋅м2. Влияние параметров ультразвука на свойства противопригарного покрытия представлено в таблице 3.
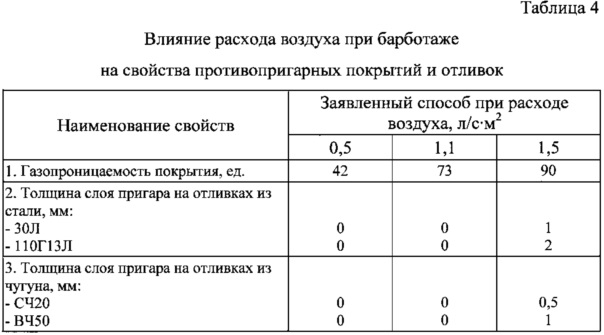
Пример 3. Приготовление противопригарного покрытия для литья по газифицируемым моделям отливок из сталей марок 30Л и 110Г13Л, серого (СЧ20) и высокопрочного чугунов (ВЧ50) осуществляли аналогично примеру 2, соблюдая интенсивность ультразвука 14 кВт/м2, частоту 22 кГц. Варьировали расход воздуха при барботаже состава покрытия - 0,5; 1,1; 1,5 л/с⋅м2. Продолжительность обработки 75 с. Влияние расхода воздуха при барботаже на свойства противопригарных покрытий и отливок представлено в таблице 4.
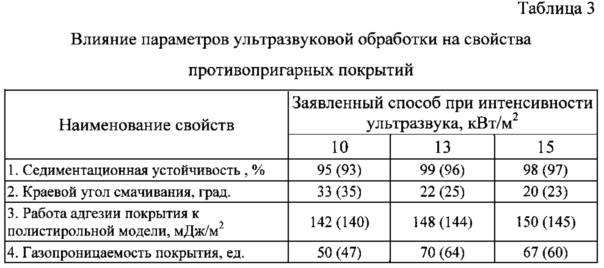
Примечание. В скобках указаны значения свойств покрытий при ультразвуковой обработке с частотой 20 кГц, без скобок - при частоте 22 кГц.
Таким образом, примеры показывают, что существенно улучшаются свойства противопригарных покрытий, полученных по предлагаемым составу и способу, и повышается качество изготовления литьем по газифицируемым моделям отливок из стали и чугуна.
Учитывая приведенные результаты, заявленные противопригарное покрытие и способ его приготовления могут быть с успехом применены практически в любых отечественных и зарубежных цехах ЛГМ.
Способ изготовления форм по выплавляемым моделям (варианты)
Способ приготовления бескремнеземного связующего для литья по выплавляемым моделям химически активных сплавов
Способ литья алюминиевых сплавов
Способ получения отливок по выплавляемым моделям
Способ литья алюминиевых сплавов
Способ модифицирования магниевых сплавов
Способ изготовления отливок литьем по газифицируемым моделям
Способ выплавки синтетического высокопрочного чугуна в индукционных печах
Способ получения керамических форм методом электрофореза для литья по выплавляемым моделям химически активных сплавов
Способ изготовления керамических оболочковых форм для литья по выплавляемым моделям
Способ литья алюминиевых сплавов
Способ получения отливок по выплавляемым моделям
Способ литья алюминиевых сплавов
Способ модифицирования магниевых сплавов
Способ изготовления отливок литьем по газифицируемым моделям
Способ выплавки синтетического высокопрочного чугуна в индукционных печах
Способ получения керамических форм методом электрофореза для литья по выплавляемым моделям химически активных сплавов
Способ изготовления керамических оболочковых форм для литья по выплавляемым моделям
Способ модифицирования чугуна
Способ воздействия на расплавленный металл

