Результат интеллектуальной деятельности: Способ центробежной биметаллизации втулок с нагревом токами высокой частоты
Вид РИД
Изобретение
Изобретение относится к области машиностроения и может быть использовано для изготовления биметаллических втулок и подшипников скольжения с антифрикционным сплавом в соответствии с требованиями ГОСТ 24832-81, ГОСТ ИСО 4379-2006 «Втулки биметаллические и вкладыши толстостенные биметаллические подшипников скольжения. Типы и основные размеры».
Известен способ центробежной биметаллизации втулок по патенту №2272695 С2, включающий изготовление стальной заготовки, засыпку в нее шихты, состоящей из наплавочного материала, смешанного с флюсом, герметизацию заготовки с помощью двух технологических крышек, установку в центрирующее устройство, придание вращения заготовке, нагрев ее внутренней поверхности до температуры плавления шихты, изотермическую выдержку и охлаждение. Установка технологических крышек производится по внутренней поверхности стальной заготовки, на которой имеются бурты для обеспечения герметизации, полученные закаткой или прессованием.
Недостатком данного способа является наличие дополнительной технологической операции пластического деформирования для образования буртов, что повышает трудоемкость обработки заготовки-основы и увеличивает припуски до 10 мм на обработку торцов биметаллической заготовки, необходимые для удаления буртов и крышек, которые могут привариваться к внутренней поверхности заготовки.
Наиболее близким к заявляемому изобретению по совокупности существенных признаков является способ центробежной биметаллизации втулок, который включает изготовление стальной заготовки, засыпку в нее шихты, состоящей из стружки наплавочного материала, смешанной с флюсом, герметизацию заготовки с помощью двух технологических крышек, закрепление в центрах установки для биметаллизации, придание вращения заготовке, нагрев ее токами высокой частоты до температуры плавления шихты, изотермическую выдержку и охлаждение (Эльбаева Р.И. Изготовление биметаллических втулок // Машиностроитель, 1984, №2. - С. 38-39).
Способ предусматривает использование для биметаллизации антифрикционной бронзы Бр. O5Ц5С5 (ГОСТ 613-85), герметизацию заготовки с помощью технологических стальных крышек, снабженных графитовыми вставками, которые устанавливают по наружной поверхности заготовки, что исключает дополнительную операцию обработки буртов и предотвращает возможность приварки крышек к корпусу заготовки в процессе нагрева.
К недостаткам способа следует отнести нестабильность качества наплавленного слоя при изготовлении партии заготовок, что объясняется неравномерным нагревом и неполным расплавлением шихты по длине заготовки вследствие нестабильности режимов биметаллизации.
Заявленное изобретение решает задачу повышения качества наплавленного слоя при биметаллизации втулок за счет равномерного нагрева заготовки и контроля режимов нагрева при автоматическом управлении процессом биметаллизации.
Способ центробежной биметаллизации втулки с нагревом ее поверхности токами высокой частоты включает изготовление стальной заготовки, засыпку в нее шихты, состоящей из стружки наплавляемой антифрикционной бронзы, смешанной с флюсом, герметизацию заготовки с помощью двух технологических крышек, закрепление в центрах установки для биметаллизации, осуществление вращения заготовки с нагревом ее поверхности токами высокой частоты (ТВЧ) посредством индуктора ТВЧ до температуры плавления шихты, изотермическую выдержку и охлаждение.
Способ отличается от прототипа тем, что в процессе нагрева и изотермической выдержки осуществляют продольное перемещение заготовки относительно индуктора ТВЧ, а время нагрева поверхности заготовки до упомянутой температуры задают в соответствии с выражением:
Т=245,6*ехр(-8,77*Q) сек,
где Т - время нагрева наружной поверхности заготовки, сек;
Q - удельная мощность нагрева, кВт/см3.
Удельную мощность нагрева Q определяют из соотношения:
Q=UA⋅IA⋅η/S,
где UA - анодное напряжение индуктора ТВЧ, кV;
IA - анодный ток индуктора ТВЧ, А;
η - коэффициент полезного действия индуктора ТВЧ (50-55%);
S - объем металлической части полученной втулки, см3.
Объем металлической части втулки определяют по формуле:
S=π⋅(D-ΔΣ)⋅L⋅ΔΣ (см3),
где D - наружный диаметр втулки, см;
L - длина втулки, см;
ΔΣ=(δ ст. + δ напл.), см;
где δ стали - толщина стенки стальной заготовки втулки, см;
δ напл - толщина наплавляемого слоя бронзы, см.
В предлагаемом изобретении продольное перемещение заготовки относительно индуктора ТВЧ осуществляют посредством размещенного на установке для биметаллизации механизма, выполненного в виде сервопривода, соединенного с шарико-винтовой парой, и двух концевых датчиков, определяющих длину продольного перемещения заготовки.
Сервопривод и концевые датчики связаны электрической связью с панелью блока управления, содержащего информацию для введения режимов процесса биметаллизации и автоматического управления работой установки.
Конструкция установки для биметаллизации включает основание и станину, на которой смонтированы электродвигатель с частотным регулятором, позволяющий осуществить бесступенчатое регулирование частоты вращения в пределах от 350 до 2200 мин-1, шпиндельный узел, сообщающий заготовке вращательное движение, задняя подвижная бабка, используемая для закрепления заготовки. Заготовку закрывают с обеих сторон стальными крышками, обеспечивающими герметизацию и теплоизоляцию при нагреве, вводят в индуктор ТВЧ и закрепляют между центрами шпинделя и задней бабки. Конструкция крышек позволяет центрировать заготовку по наружной поверхности и предотвращает возможность свариваемости крышки с корпусом заготовки в процессе нагрева, поэтому крышки могут использоваться многократно. На пиноли задней бабки установлен трехкулачковый патрон, при помощи которого заготовку удаляют после окончания процесса биметаллизации. Для обеспечения безопасности работы предусмотрен защитный экран. Автоматический контроль процесса биметаллизации осуществляют с помощью блока управления и специализированного прибора - реле времени.
Реле времени представляет собой сдвоенный таймер с функцией одновременного запуска и экстренной остановки. Блок коммутации прибора разделен на две части с включающими их элементами IRF 520, которые соединены электрической связью с частотным регулятором электродвигателя и с коммутатором нагрева индуктора ТВЧ. В одной части блока коммутации устанавливают время работы электродвигателя с учетом продолжительности нагрева заготовки, изотермической выдержки и вращения заготовки для кристаллизации расплавленного металла и охлаждения, в другой части - время работы генератора ТВЧ. После истечения заданных промежутков времени электродвигатель и коммутатор нагрева индуктора ТВЧ отключаются автоматически (Эльбаева Р.И. Об автоматическом контроле процесса изготовления биметаллических втулок // В сб. Наука, техника и технология XXI века (НТТ-2009) / Материалы IV Международной научно-технической конференции. - Нальчик, Каб.-Балк. ун-т, 2009. - С. 99-101).
Нагрев заготовки осуществляют с помощью высокочастотного генератора, который выбирают в зависимости от геометрических размеров заготовки. При нагреве индукционным током высокой частоты передаваемая изделию мощность не является постоянной величиной, а следит за изменением выделяющейся в изделии мощности вследствие изменения магнитных и электрических свойств нагреваемого металла при изменении температуры. Передачу мощности от генератора ТВЧ к нагреваемому объекту осуществляют с помощью многовиткового цилиндрического индуктора. Для обеспечения максимального к.п.д. геометрические размеры индуктора ТВЧ рассчитывают с учетом требований минимальной величины зазора между витками индуктора, между индуктором и нагреваемым объектом. Равномерность нагрева заготовки, помещенной в индуктор, зависит от конструкции индуктора. Наиболее интенсивно нагреваются участки поверхности, находящиеся под средними частями проводников индуктора, и наиболее слабо - участки у торцов, вследствие потери мощности с крайних витков индуктора. Для получения качественных биметаллических соединений необходимо обеспечить равномерный нагрев заготовки по наружной и внутренней поверхности, поэтому следует проводить периодическое смещение участков поверхности заготовки, находящихся под различными частями проводников индуктора.
При нагреве индукционным током до 90% количества теплоты выделяется в поверхностном слое металла, происходит быстрый нагрев наружной поверхности заготовки на незначительную глубину проникновения тока в металл, а дальнейшая передача тепла осуществляется за счет теплопроводности металла. Поэтому особое значение при изготовлении биметаллических заготовок имеет контроль режимов нагрева, так как температура и время нагрева внутренней поверхности заготовки должны быть достаточны для полного расплавления стружки и получения требуемой жидкотекучести цветного сплава, а температура нагрева наружной поверхности заготовки не должна превышать заданных пределов, чтобы избежать оплавления. При изготовлении биметаллических заготовок сталь Ст.3 - бронза Бр. О5Ц5С5 температура нагрева внутренней поверхности заготовки должна составлять 1180±10°С при температуре нагрева наружной поверхности 1250±10°С.
Способ осуществляют следующим образом.
Стружку цветного сплава смешивают с флюсом и засыпают в полость стальной втулки, которая служит заготовкой-основой. При изготовлении биметаллических втулок с антифрикционным слоем бронзы Бр. О5Ц5С5 (ГОСТ 613-85) в качестве флюса используют смесь буры (Na2B4O7) и угольного порошка, в количестве 1-1,5% от массы бронзы. Количество цветного сплава рассчитывают в зависимости от толщины заливаемого слоя с учетом угара стружки (1-1,5% от массы сплава). Заготовку в собранном виде размещают на установке для биметаллизации. Для получения качественных соединений необходимо обеспечить высокую прочность связи между слоями, минимальную ликвацию компонентов в залитом слое.
Устанавливают технологические режимы процесса биметаллизации, включающие температуру и время нагрева, время изотермической выдержки, частоту вращения заготовки. Рекомендуемые значения режимов при изготовлении биметаллических втулок с наружным диаметром от 40 до 60 мм и внутренним диаметром от 30 до 50 мм находятся в следующих пределах: величина подводимой удельной мощности 0,15-0,16 кВт/см3; скорость нагрева 18-20 градусов в секунду. При этом полностью расплавляется бронзовая стружка и достигается хорошая жидкотекучесть. Линейная скорость вращения заготовки, при которой получается сплошной слой, лишенный газовых и шлаковых раковин, с незначительной ликвацией элементов бронзы по удельному весу, составляет 3-4 м/с (Эльбаева Р.И. Изготовление биметаллических втулок // Машиностроитель, 1984, №2. - С. 38-39).
Продолжительность нагрева определяют в зависимости от величины подводимой удельной мощности нагрева (Q) в соответствии с приведенной выше эмпирической формулой, полученной на основании обработки экспериментальных данных с помощью компьютерной программы Statistica. Регулируя анодное напряжение и анодный ток, устанавливают потребный уровень мощности генератора и рассчитывают уровень удельной мощности нагрева. При одном и том же значении удельной мощности (Q) время нагрева внутренней поверхности заготовки до определенной температуры зависит от толщины заготовки и количества расплавляемой стружки. Поэтому удельную мощность нагрева (Q) целесообразно рассчитывать по отношению к объему металлической части заготовки, который устанавливают в каждом конкретном случае в соответствии с размерами биметаллической заготовки. Технологические режимы вводят в блок управления установки для биметаллизации.
При последовательном включении генератора ТВЧ, электродвигателя и сервопривода с помощью системы управления и реле времени происходит нагрев и расплавление стружки внутри заготовки, продольное перемещение заготовки относительно индуктора ТВЧ и формирование залитого слоя под действием центробежных сил.
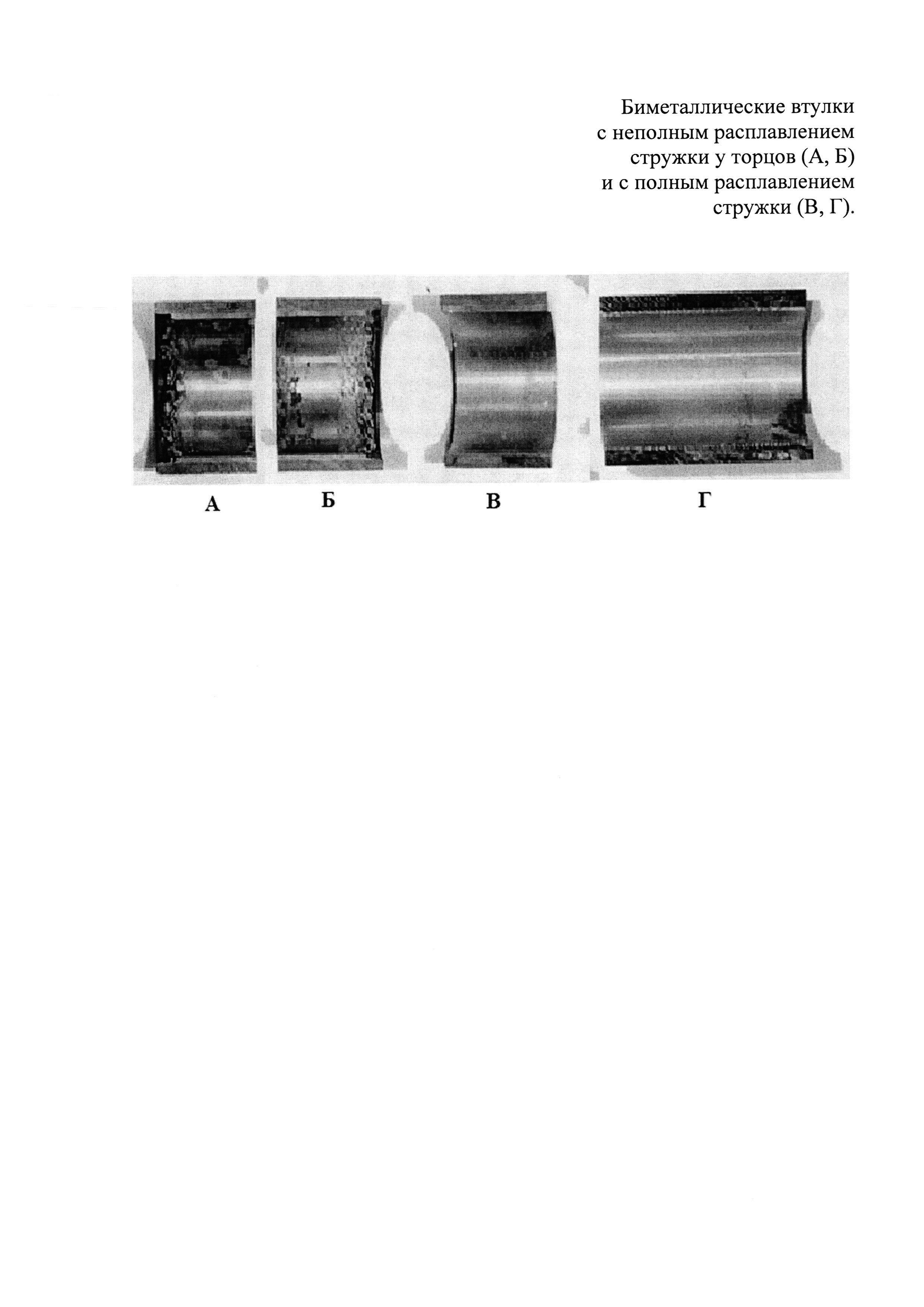
На фиг. 1 показаны биметаллические втулки с неполным расплавлением стружки у торцов (А, Б) и с полным расплавлением стружки (В, Г).
После достижения установленной температуры нагрева реле времени отключает генератор ТВЧ, а заготовка продолжает вращаться до окончания изотермической выдержки, необходимой для полной кристаллизации расплавленного металла и составляющей 20-30 с, при температуре наружной поверхности заготовки 550-600°С, после чего реле времени отключает электродвигатель. Окончательное охлаждение заготовки и узлов установки производят воздухом после снятия заготовки.
Конкретные примеры. Изготавливают биметаллическую втулку сталь Ст.3 - бронза Бр. О5Ц5С5 с наружным диаметром 46 мм, длиной 80 мм. Температура нагрева наружной поверхности заготовки 1240°С. Достижение заданной температуры нагрева возможно при различных значениях подводимой удельной мощности и времени нагрева.
Пример 1. Толщина стальной заготовки 3 мм, наплавляемого слоя 2 мм. Рассчитываем объем металлической части втулки, используя формулу:
S=π⋅(D-ΔΣ)⋅ΔΣ⋅L (см3), получаем: S=π⋅(4,6-0,5)⋅0,5⋅8=51,5 см3
Задаем значение удельной мощности Q=0,24 кВт/см3.
Рассчитываем потребную мощность генератора (N), используя формулу:
N=UA⋅IA⋅η=Q⋅S (кВт), получаем: N=0,24⋅51,5=12,36 кВт.
Рассчитываем время нагрева заготовки, используя формулу:
Т=245,6*ехр(-8,77*Q), получаем: Т=245,6*ехр(-8,77*0,24)=30,1 с.
Скорость нагрева до температуры 1240°С составляет 41,2 градусов в секунду. При данном режиме нагрева не обеспечивается полного расплавления шихты (Фиг. 1А).
Задаем значение удельной мощности Q=0,16 кВт/см3.
Рассчитываем потребную мощность генератора: N=0,16⋅51,5=8,24 кВт.
Рассчитываем время нагрева: Т=245,6*ехр(-8,77*0,16)=60,6 с.
Скорость нагрева до температуры 1240°С составляет 20,5 градусов в секунду. При этом режиме нагрева обеспечивается полное расплавление шихты (Фиг. 1В).
Пример 2. Толщина стальной заготовки 3 мм, наплавляемого слоя 5 мм. Объем металлической части втулки: S=π⋅(4,6-0,8)⋅0,8⋅8=76,4 см3.
Задаем значение удельной мощности Q=0,18 кВт/см3.
Рассчитываем потребную мощность генератора: N=0,18⋅76,4=13,75 кВт.
Рассчитываем время нагрева: Т=245,6*ехр(-8,77*0,18)=50,6 с.
Скорость нагрева до температуры 1240°С составляет 24,5 градусов в секунду.
При данном режиме нагрева не обеспечивается полного расплавления шихты (Фиг. 1Б).
Задаем значение удельной мощности Q=0,12 кВт/см3.
Рассчитываем потребную мощность генератора: N=0,12⋅76,4=9,05 кВт.
Рассчитываем время нагрева: Т=245,6*ехр(-8,77*0,12)=85,9 с.
Скорость нагрева до температуры 1240°С составляет 14,5 градусов в секунду. При этом обеспечивается полное расплавление шихты (Фиг. 1Г).
Пример 3. Толщина стальной заготовки 4,5 мм, наплавляемого слоя 2 мм. Объем металлической части втулки: S=π⋅(4,6-0,65)⋅0,85⋅8=64,5 см3.
Задаем значение удельной мощности Q=0,22 кВт /см3.
Рассчитываем потребную мощность генератора: N=0,22⋅64,5=14,2 кВт.
Рассчитываем время нагрева: Т=245,6*ехр(-8,77*0,22)=34,6 с.
Скорость нагрева до температуры 1240°С составляет 35,8 градусов в секунду. При этом режиме нагрева не обеспечивается полного расплавления шихты (Фиг. 1А).
На основании представленных примеров можно сделать вывод, что для получения качественных биметаллических заготовок сталь Ст.3 - бронза Бр. О5Ц5С5 оптимальные значения скорости нагрева поверхности заготовки составляют 15-20 градусов в секунду, а величины подводимой удельной мощности 0,14-0,16 кВт/см3. При этом время нагрева наружной поверхности заготовки может составлять 60-80 с.
Технический результат изобретения заключается в том, что предлагаемый способ позволяет повысить качество биметаллических заготовок за счет оптимизации времени нагрева и продольного автоматического перемещении заготовки относительно индуктора ТВЧ, при котором обеспечивается полное расплавление стружки по всей длине заготовки и снижение припусков на обработку торцов до 2-3 мм.
Устройство для неинвазивного определения концентрации холестерина и глюкозы в крови
Способ лечения гиперлипидемии
Установка для центробежной биметаллизации втулок с нагревом токами высокой частоты
Способ изготовления биметаллических втулок сталь-баббит
Устройство для неинвазивного определения концентрации холестерина и глюкозы в крови
Способ лечения гиперлипидемии
Установка для центробежной биметаллизации втулок с нагревом токами высокой частоты
Способ изготовления биметаллических втулок сталь-баббит

