Результат интеллектуальной деятельности: Способ гибридной лазерно-дуговой сварки продольного шва трубы
Вид РИД
Изобретение
Заявляемое изобретение относится к области лазерной сварки, в частности, гибридной лазерно-дуговой сварки, и может быть использовано при сварке толстостенных трубных заготовок с зазором.
В процессе такой операции, как сборка трубной заготовки, когда при помощи специального стана отвечающего за сведение кромок трубной заготовки под сварку технологического шва возникает техническая проблема, когда мощности стана не хватает для сведения кромок, то у заготовки образуется зазор между ними, превышающий максимальное значение, допустимое при дуговой сварке. Также причинами возникновения зазора между свариваемыми кромками могут быть: некорректные режимы формования трубной заготовки, износ инструмента, применяемого при фрезеровке кромок под сварку т.д.
Из уровня техники известен способ многолучевой лазерной сварки изделий из конструкционных сталей, включающий подачу двух лазерных лучей встык свариваемого соединения, где один луч расположен перпендикулярно стыку, а второй - под углом относительно первого луча для создания одной сварочной ванны (патент №2491035 на изобретение «Способ многолучевой лазерной сварки», дата подачи 29.12.2011 г., опубликовано 10.09.2013 г.).
Недостатки известного решения обусловлены, прежде всего, ограничением по виду выполняемой сварки, а именно только лазерной, при которой лазерные лучи обеспечивают только проплавление, а не заполнение разделки без использования дополнительного присадочного материала. При этом способ возможно применить только на изделии не имеющего зазора, который беспрепятственного влияет на прохождение лазерного луча между свариваемыми кромками, что может привести к такому виду дефекта, как полное или частичное неоплавление кромок.
Известен способ лазерной сварки встык толстостенных металлических заготовок с щелевой разделкой, который заключается в использовании лазера, качающегося во время сварке с применением присадочной проволоки, которую подают в зону сварки с целью заполнения разделки. Разделка кромок имеет вид щели, в нижней части которой имеется небольшое притупление для выполнения первого шва - корневого. Лазерный луч и дуговая горелка образуют единую сварочную ванну. Лазерный луч во время сварки осуществляет качающиеся движения, поочередно перемещаясь от одной стенки к другой в процессе сварки, а присадочная проволока при этом остается в статичном положении и расположена за лазерным лучом, оплавляясь им. Конструкция мундштука, подающего проволоку, имеет специальное исполнение, за счет которого имеется возможность проникать в шель. После сварки выполняют зачистку шва с целью удаления образовавшегося шлака (патент № CN 104384717 (A1) «Swinging laser and hot wire welding method for implementing butt welding on narrow gap of thick plate», дата приоритета 2014.11.12, дата публикации 13.04.2016 г.).
Недостатки связаны с тем, что данный способ выполняют за несколько проходов с последовательным наложением швов на малых скоростях сварки из-за малых мощностей лазерного луча и при этом проводят зачистку сварочного шва от шлака, что снижает производительность и является трудоемким процессом.
Наиболее близким техническим решением к заявляемому изобретению является способ лазерной сварки, где для предотвращения разбрызгивания и прилипания к верхней поверхности обрабатываемой детали и оптическому компоненту во время сварки, а также предотвращения образования поднутрения или недостаточности заполнения шва на задней поверхности обрабатываемой детали, лазерную сварку осуществляют излучением двух лазерных лучей вдоль линии сплавления со стороны верхней поверхности обрабатываемой детали, которые наклоняют в направлении сварки под углом падения по отношению к направлению, перпендикулярному верхней поверхности обрабатываемой детали. Углы падения лазерных лучей устанавливают так: впереди идущий луч наклоняют больше, чем угол идущего позади (патент №2547987 на изобретение «Способ лазерной сварки», дата подачи 28.04.2011 г., дата публикации заявки 10.05.2015 г., заявка РСТ JP 2011/060806).
Недостатки известного способы связаны с тем, что способ может быть реализован только посредством одного вида сварки - лазерной, для выполнения которой задают определенную фокусировку лучей. Кроме того, лучи расположены последовательно друг за другом и воздействуют на определенную заданную ограниченную зону поверхности обрабатываемых деталей, что не позволяет увеличить площадь теплового воздействия лучей, установку которых наклоняют в направлении сварки под разными углами, что может привести к формированию неравномерного шва, что, в свою очередь, негативно влияет на качество шва. Кроме того, действие двух лучей в одной сварочной ванне может при сквозном проплавлении привести к протеканию расплавленного металла, как следствие - к проседанию шва с наружной стороны, где для заполнения необходим присадочный металл, который не предусмотрен способом, а с внутренней стороны возможно образование застывших капель металла.
Техническим результатом, на достижение которого направлено заявляемое изобретение, является повышение качества сварного шва при сварке заготовки стыка кромок как с максимально допустимым зазором, так и превышающим допустимое значение.
Заявляемый способ гибридной лазерно-дуговой сварки продольного шва трубы с применением одновременно двух лазерных лучей, расположенных со стороны наружной поверхности стыка кромок трубной заготовки, включает подачу в зону сварки расплавляемой электрической дугой присадочной проволоки, находящейся в защитной среде, с образованием единой сварочной ванны. Электрическая дуга расположена позади лучей для заполнения разделки кромок трубной заготовки. Оси лучей находятся в одной плоскости, перпендикулярной направлению сварки, и отклонены от вертикальной оси на равные углы с пересечением их в области фокуса, представляющей собой место наибольшей концентрации энергии излучения. Лучи располагают выше поверхности обрабатываемой заготовки в состоянии расфокусировки с обеспечением попадания соответствующего луча на противоположную кромку относительно его расположения.
Сущность способа поясняется следующим образом.
Лазерные лучи направляют в расфокусированном состоянии на противоположные по отношению к ним кромки стыка трубной заготовки. Это становится возможным, когда области распространения лучей не пересекаются и расположены на максимально близком расстоянии, которое выбирается исходя из условий возможности осуществления процесса сварки.
Таким образом, максимально близкое расстояние между областями распространения лазерных лучей, перекрещивающихся в зоне перетяжек (участков с наименьшим диаметром каждого луча), приводит к суммированию энергии лазерного излучения, а одинаковый угол установки лазерных лучей (относительно вертикали) способствует оплавлению кромок трубной заготовки и формированию сварного шва.
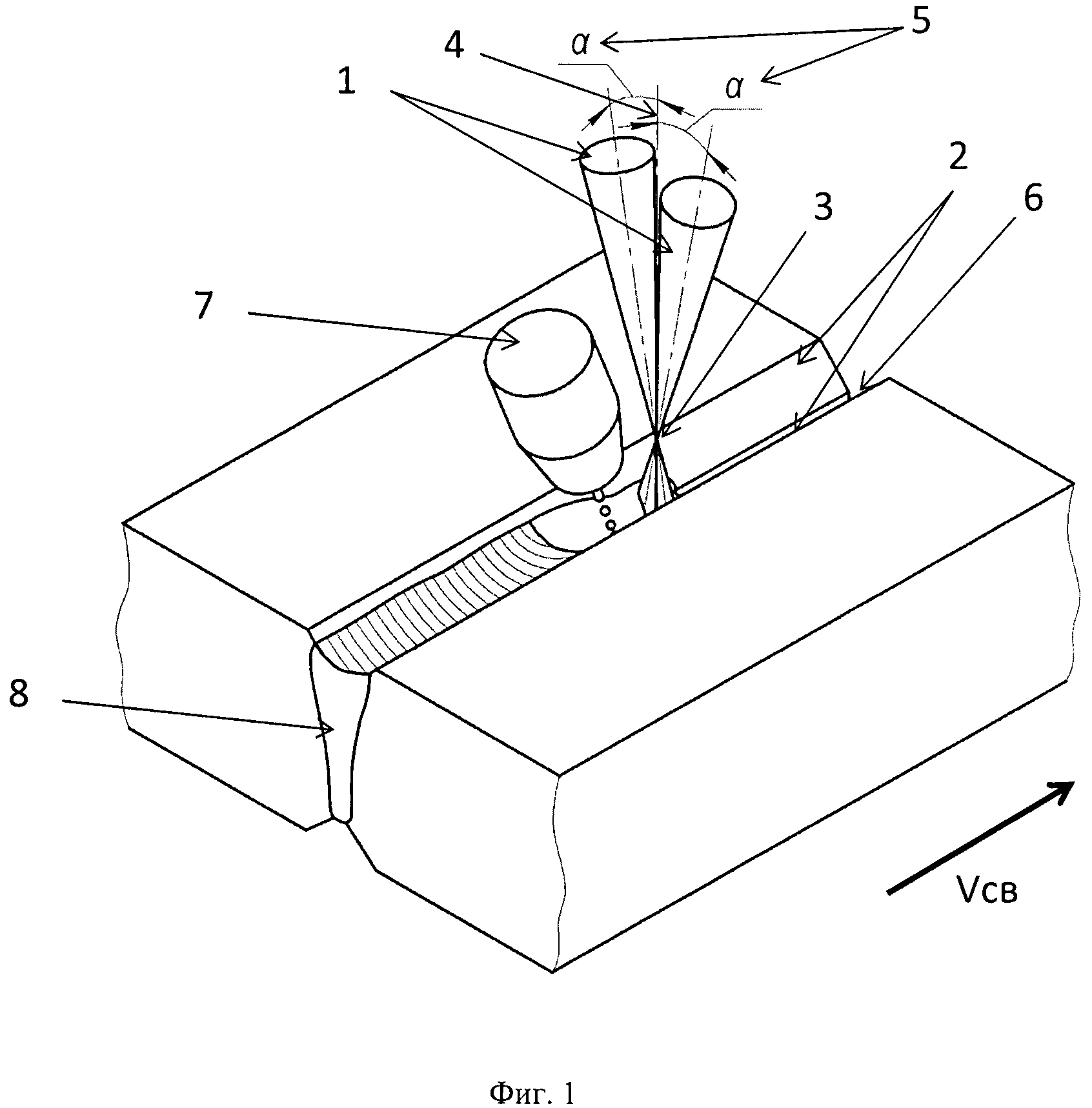
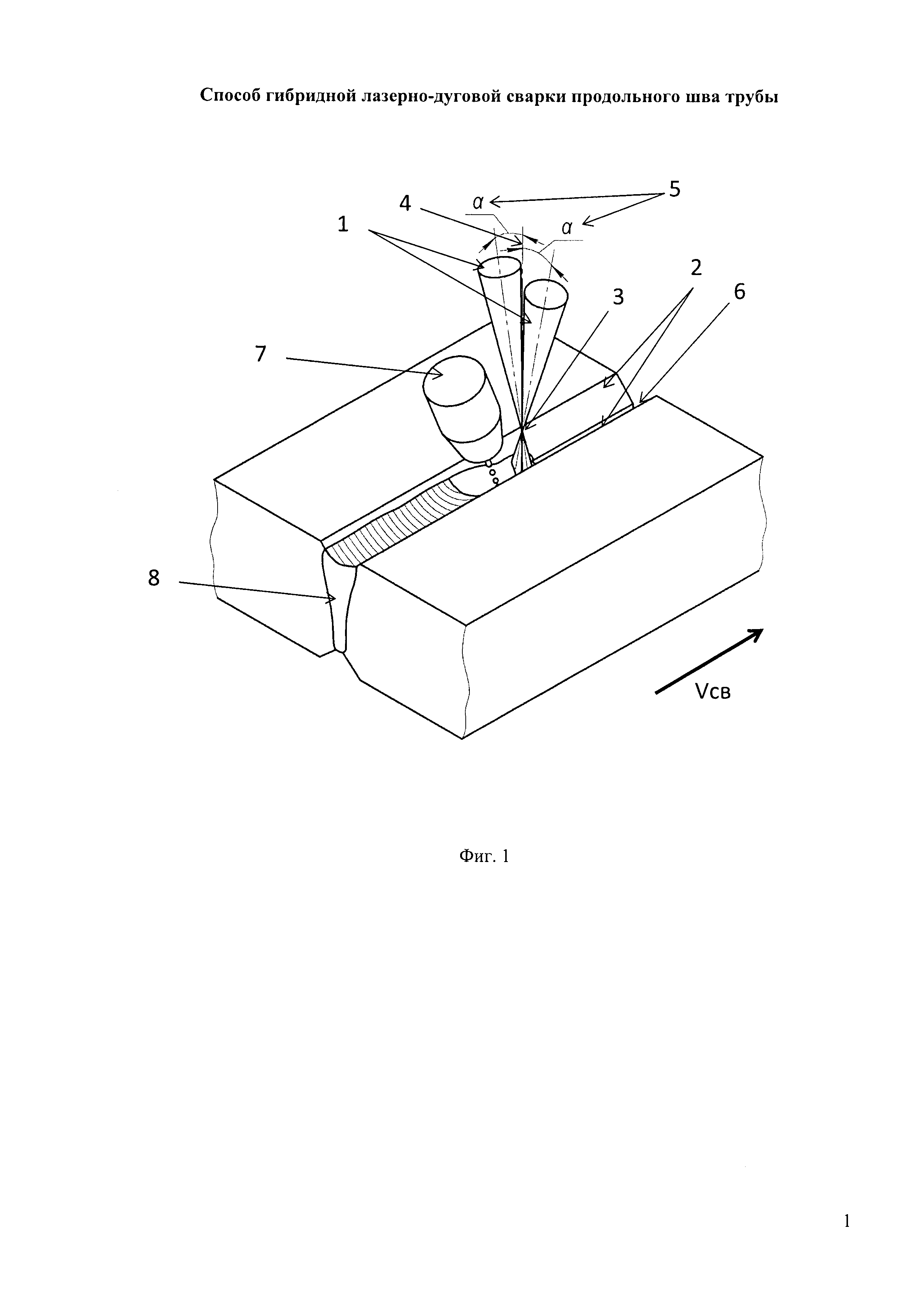
Заявляемый способ сварки труб осуществляют с помощью расположения лучей и дуговой горелки, как изображено на фиг. 1-3:
Фиг. 1 - общая схема соединения свариваемых деталей, стыкуемых с зазором при осуществлении способа гибридной лазерно-дуговой сварки;
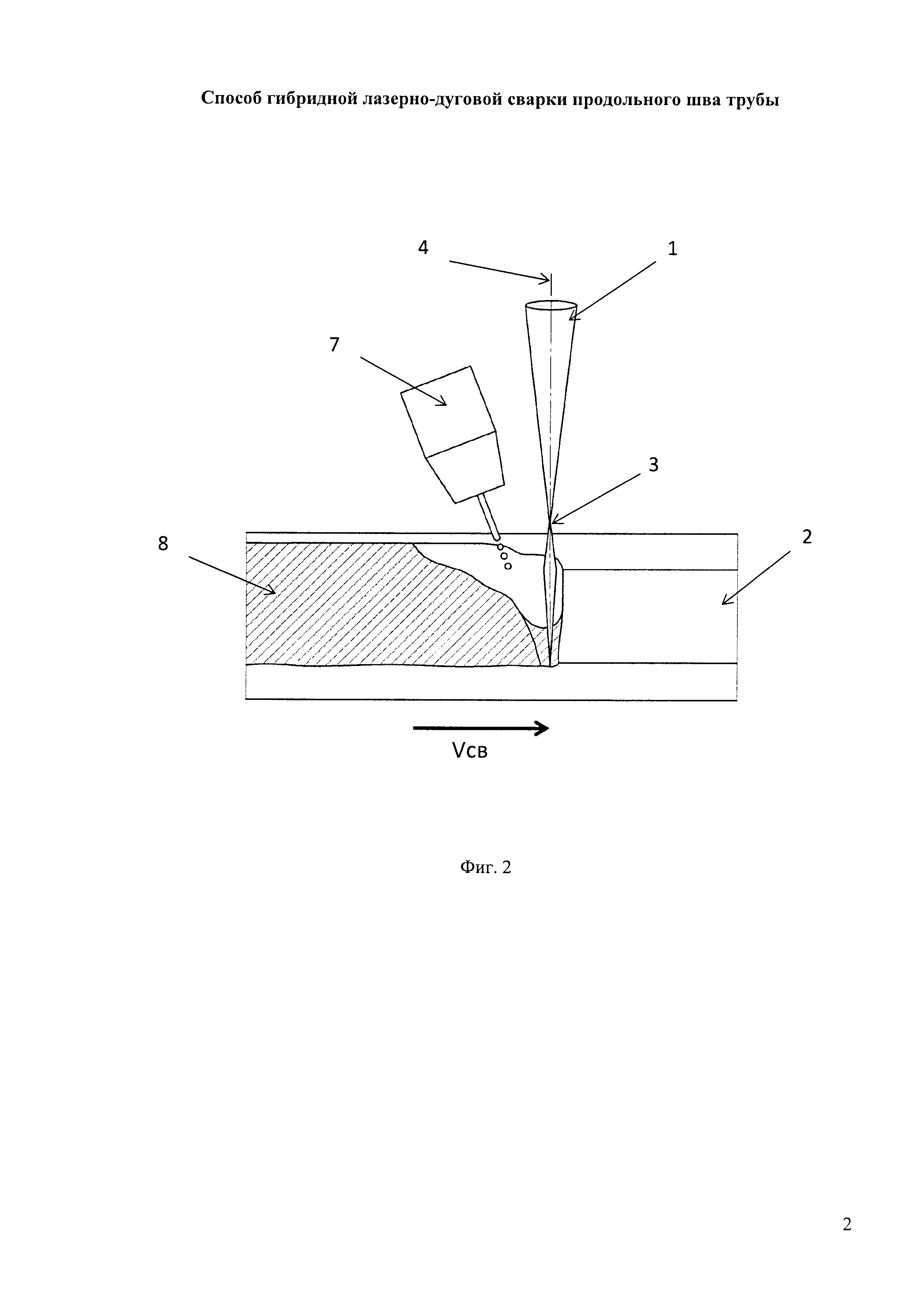
фиг. 2 - вид сбоку в разрезе соединения свариваемых деталей, стыкуемых с зазором при осуществлении способа гибридной лазерно-дуговой сварки;
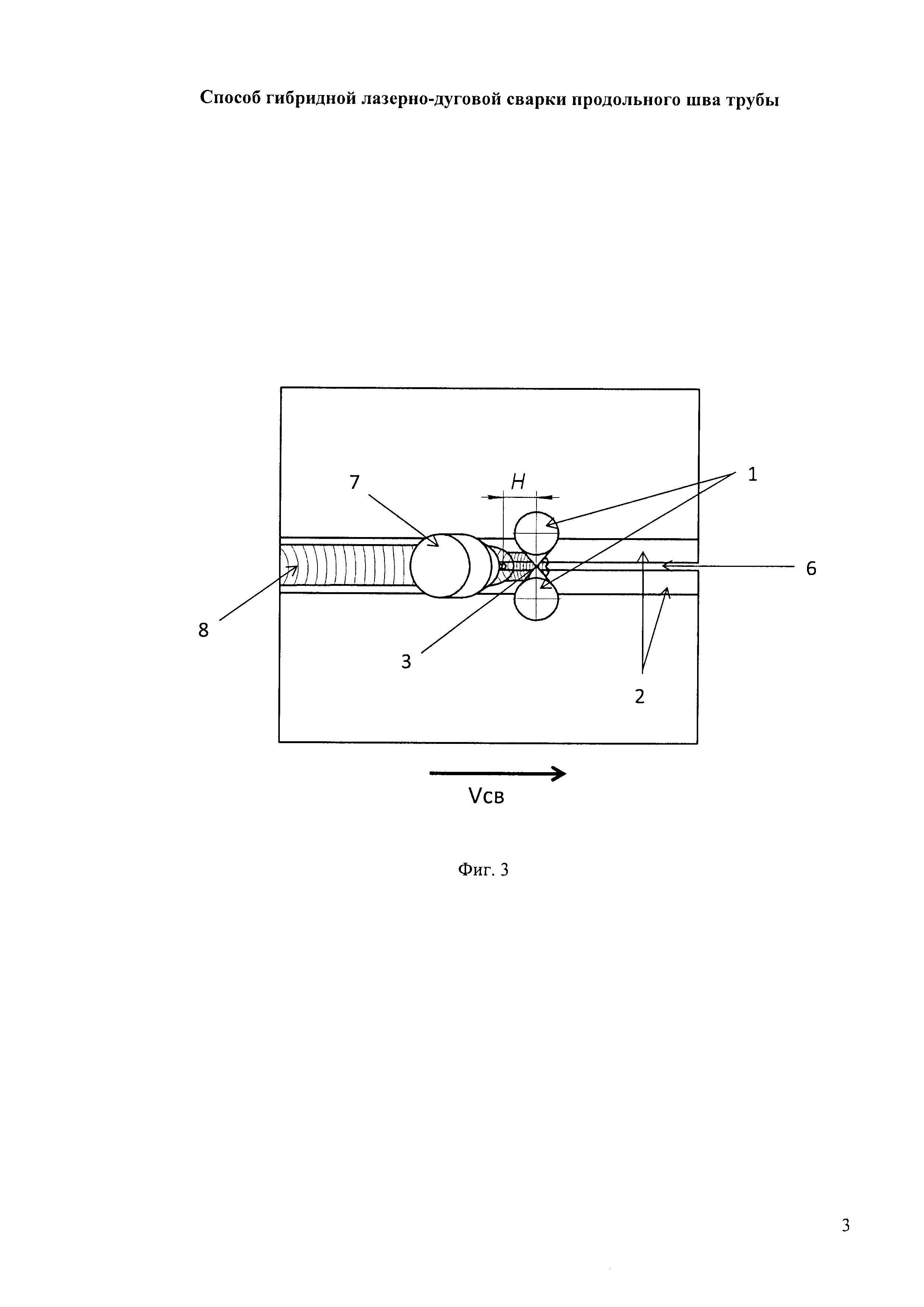
фиг. 3 - вид сверху соединения свариваемых деталей, стыкуемых с зазором при осуществлении способа гибридной лазерно-дуговой сварки;
Предлагаемый к защите способ гибридной лазерно-дуговой сварки деталей, стыкуемых со сквозным зазором, осуществляется следующим образом.
В зону стыка кромок 2 направляют излучение двух одинаковых по форме и мощности лазерных лучей 1 и дополнительно располагают сзади к ним на расстоянии «Н» дуговую горелку 7 для подачи присадочной проволоки, расплавляемой посредством электрической дуги, находящейся в защитной среде, с созданием единой сварочной ванны для формирования рабочего шва 8. Оси лазерных лучей 1 располагают в одной плоскости, перпендикулярной направлению сварки, с их пересечением в области фокуса 3, находящихся выше свариваемых кромок в расфокусированном состоянии, с их направлением на противоположные по отношению к ним кромки стыка 2, разводя лучи 1 на равные углы 5 от вертикальной оси 4, причем величину угла 5 разведения лазерных лучей 1 задают в зависимости от величины образовавшегося зазора 6 между кромками 2 при изготовлении заготовки.
Чем больше величина зазора 6 между свариваемыми кромками 2, тем больше угол 5, на который луч отклоняется от вертикальной оси 4 до того момента, пока пятна лазерных лучей 1 не перестанут попадать в зону зазора 6, это позволит использовать всю мощность лазерных лучей для максимальной передачи тепловой энергии от излучения и оплавить зону свариваемых кромок 2 трубной заготовки.
В процессе сварки под воздействием этой энергии металл на кромках стыка 2 оплавляется и стекает вниз. Из-за быстрой теплоотдачи в основной металл низ сварочного шва, полученного от излучения лазерных лучей 1, застывает. При этом пока хвостовая часть сварочной ванны находится в жидком состоянии, в нее из дуговой горелки 7 подают в защитной среде расплавленную электрической дугой присадочную проволоку, расположенную позади лазерных лучей 1 на расстоянии «Н» для заполнения разделки 2 с образованием рабочего шва 8.
Таким образом, при изготовлении трубной заготовки как с максимально допустимым зазором (на примере при дуговой сварки), так и выше этого значения, но не превышающего 2 мм, становится возможным наложение рабочего сварного шва, исключающего образование такого дефекта, как неоплавление кромок трубной заготовки.
Изобретение может быть использовано для сварки продольных швов трубных заготовок, например, при больших толщинах стенки.
Преимуществами предлагаемого к защите технического решения является также и возможность выполнения сварки рабочего за один проход, что позволяет снизить энерго- и трудозатраты.
Комплекс роботизированный для ремонта дефектов продольных швов труб, изготовленных с применением технологии лазерной сварки
Шлакообразующая смесь для непрерывной разливки стали
Способ сварки труб большого диаметра
Способ лазерно-дуговой сварки труб
Способ гибридной лазерно-дуговой сварки труб большого диаметра с ультразвуковой обработкой
Роботизированный портал для лазерной резки и сварки трубных цилиндрических заготовок
Способ бездефектной гибридной лазерно-дуговой сварки толстостенных стыковых соединений
Способ бездефектной гибридной лазерно-дуговой сварки тонкостенных стыковых соединений
Способ лазерной сварки труб
Способ сварки труб большого диаметра
Способ сварки труб большого диаметра
Способ лазерно-дуговой сварки труб
Способ гибридной лазерно-дуговой сварки труб большого диаметра с ультразвуковой обработкой
Роботизированный портал для лазерной резки и сварки трубных цилиндрических заготовок
Способ бездефектной гибридной лазерно-дуговой сварки толстостенных стыковых соединений
Способ бездефектной гибридной лазерно-дуговой сварки тонкостенных стыковых соединений
Способ лазерной сварки труб
Способ сварки труб большого диаметра
Способ многослойной гибридной лазерно-дуговой сварки стальных плакированных труб
Способ лазерно-дуговой сварки

