Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ ЗАРЯДКИ БАЛЛОНА ГАЗОМ И ГЕРМЕТИЗАЦИИ ПОД ДАВЛЕНИЕМ
Вид РИД
Изобретение
Изобретение относится к испытательной технике в машиностроении и может быть использовано в авиации и ракетостроении при производстве блоков высокого давления негорючего газа в одноразовых устройствах длительного хранения.
Известны баллоны, зарядка которых выполняется от пневматического стенда по известной технологии с герметизацией после зарядки посредством вентиля:
- баллоны стальные сварные для сжиженных углеводородных газов на давление до 1,6 МПа [1. ГОСТ 15860-84 Баллоны стальные сварные для сжиженных углеводородных газов на давление до 1,6 МПа. Технические условия. - С. 4, черт. 1, тип 3, тип 4];
- баллоны стальные малого и среднего объема для газов на Рр≤19,6 МПа (200 кгс/см2) [2. ГОСТ 949-73 Баллоны стальные малого и среднего объема для газов на Рр≤19,6 МПа (200 кгс/см2). Технические условия. - С. 2, 6, 7, 13].
Недостаток указанных аналогов [1, 2] идентичен: вследствие релаксации напряжений по уплотнительным элементам вентилей и возможностью их возобновления только путем подтяжки уплотнения. Степень герметичности позволяет использовать подобные конструкции только в наземных условиях, где осуществляется постоянный надзор.
Известно также устройство для зарядки баллона газом и герметизации под давлением [3. Горловина для зарядки: Сборочный чертеж. САДИ.374583.001СБ / [Б.м.изд.], АО «ВПК «НПО машиностроения». - [2014]. Недостаток следующий: горловина для зарядки баллона обеспечивает длительное хранение без потери герметичности, но для подтверждения надежности при эксплуатации требует в производстве значительных затрат как по изготовлению, так и по автономным испытаниям, что нерентабельно для одноразовых устройств.
Ближайшим техническим решением, выбранным в качестве прототипа, являются устройства уплотнительные технологических отверстий с применением конических заглушек [4. ОСТ 1 11209-81 - ОСТ 1 11211-81 Устройства уплотнительные технологических отверстий с применением конических заглушек. Отраслевые стандарты]. Недостаток прототипа следующий: указанное устройство уплотнения отверстий предназначено для герметизации их на стадии изготовления деталей, и его при указанной технологии невозможно применить для герметизации системы под давлением.
Целью изобретения является создание устройства для зарядки баллона газом и герметизации технологического отверстия с применением конической заглушки под давлением рабочей среды. Поставленная цель достигается тем, что в устройстве для зарядки баллона газом и герметизации под давлением герметизация технологического отверстия для зарядки баллона обеспечивается посредством сварки конической заглушки по торцу зарядного штуцера под давлением рабочей среды. В предлагаемом техническом решении исключаются недостатки аналогов и прототипа.
Особенность предлагаемого устройства заключается в замене в одноразовых устройствах специальных вентилей, горловин для зарядки баллонов газом и герметизации под давлением негорючего газа на простое устройство герметизации технологического отверстия штуцера для зарядки баллона с применением конических завариваемых заглушек, устанавливаемых с помощью заявляемого устройства, одновременно обеспечивающего доступ для сварки и проверки на герметичность.
Изобретение поясняется чертежами. На фиг. 1 представлено устройство для зарядки баллона и герметизации под давлением в исходном состоянии перед зарядкой баллона газом, состоящее из цилиндра 1, установленного по резьбовому соединению на зарядный штуцер 2 баллона 3, фитинга 4, удерживаемого гайкой 5 при зарядке баллона 3. В цилиндре 1 установлен шток 6, содержащий цанговый держатель 7 конической заглушки 8 по упору 9 и приводную гайку 10, обеспечивающую поступательное движение штока 6 через грибковое соединение 11. Штуцер 2 содержит наконечник 12 с внутренним конусом под запрессовку конической заглушки 8.
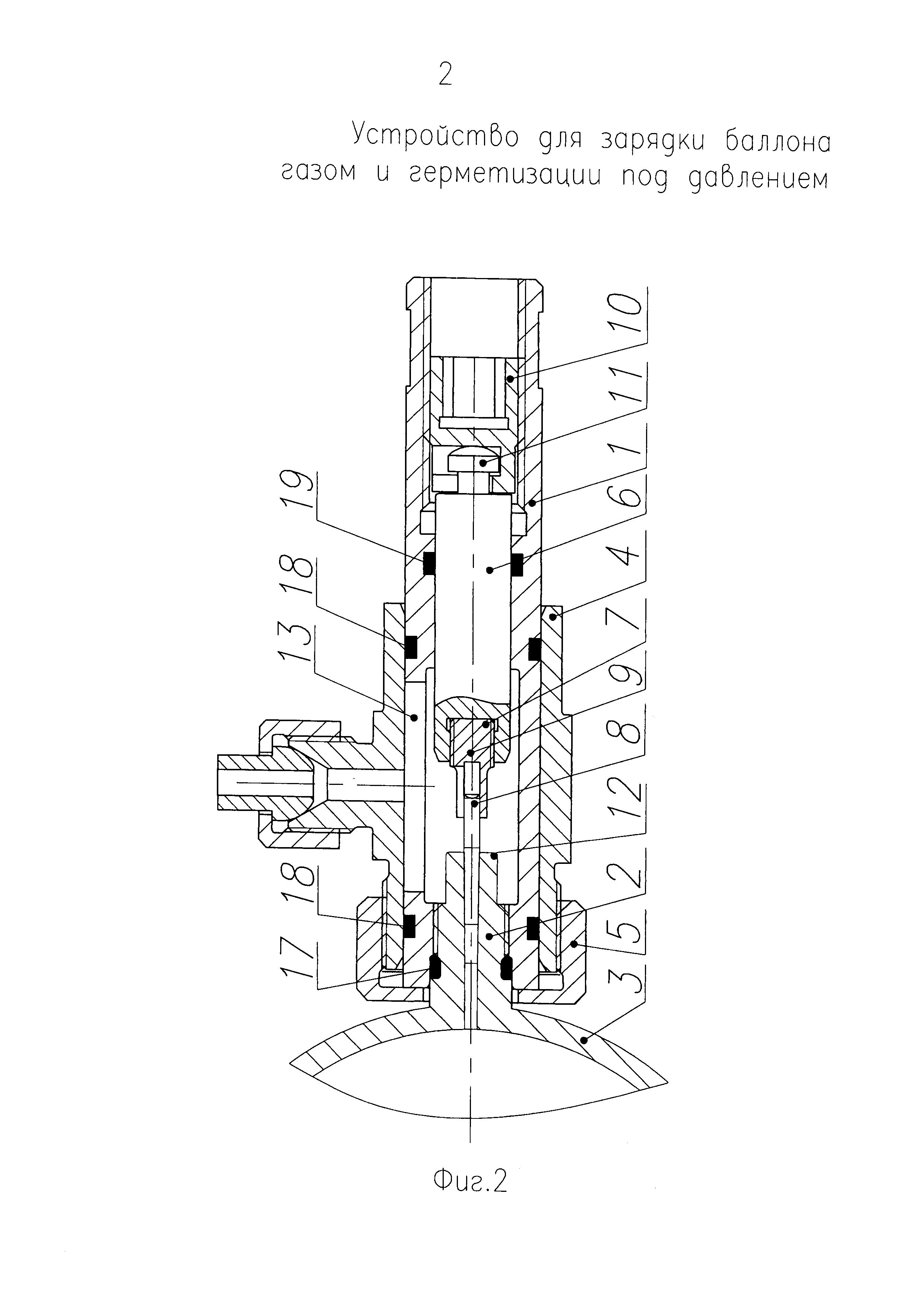
На фиг. 2 показано положение устройства в состоянии запрессовки конической заглушки 8 в наконечник 12 при давлении зарядки баллона 3 и последующей проверки на герметичность.
На фиг. 3 показано положение устройства в состоянии герметизации зарядного штуцера 2 сваркой заглушки 8 по наконечнику 12 через окна 13 в цилиндре 1. Для последующей проверки на герметичность устройство возвращается в состояние, изображенное на фиг. 2.
На фиг. 4 показан вариант устройства для зарядки баллона газом и герметизации под давлением с применением конической резьбовой заглушки (резьба по ГОСТ 6111-52 [5. ГОСТ 6111-52 Резьба коническая дюймовая с углом профиля 60°], и последующей сварки, где вместо штока 6, цангового держателя 7 упора 9 и приводной гайки 10 установлена отвертка 14, а вместо конической заглушки 8 - коническая резьбовая заглушка 15, удерживаемая на отвертке 14 разрезной пружинной втулкой 16; наконечник 12, соответственно, содержит коническую резьбу. Герметизация устройства обеспечивается уплотнениями 17, 18, 19. Остальное соответствует положениям, показанным на фиг. 1, фиг. 2, фиг. 3.
Принцип действия устройства. В исходном положении, соответствующем фиг. 1, от универсального технологического стенда и по известной технологии через фитинг 4 и штуцер зарядный 2 выполняется зарядка баллона 3 газом, предпочтительно с долей пробного газа, например гелия (5-10%), для проверки на герметичность специальным течеискателем по известной технологии.
На фиг. 2 показано взаимодействие элементов устройства при запрессовке конической заглушки 8 в наконечник 12 штуцера 2: прессование выполняется от поступательного движения штока 6 при вращении гайки 10 (величина хода - по ОСТ 1 11209-81 [4]). В этом же состоянии устройства выполняется и проверка на герметичность по заглушке 8: после запрессовки заглушки 8 от технологического стенда выполняется дренаж полости фитинга 4 и через него же известным методом вакуумирования проводятся испытания на герметичность. При допустимом уровне герметичности по заглушке 8 проводится операция герметизации сваркой.
Герметизация по заглушке 8 сваркой проводится в состоянии устройства, показанном на фиг. 3, после чего фитинг 4 возвращается в исходное положение и удерживается гайкой 5. Далее выполняется проверка на герметичность, как изложено выше.
Устройство обеспечивает установку конической заглушки при давлении рабочей среды, сварку заглушки в поджатом состоянии и испытания на герметичность как после установки заглушки, так и после сварки.
Технический результат: повышена надежность объекта при длительном хранении и снижены производственные затраты.
Устройство может быть выполнено с помощью стандартного оборудования и материалов отечественного производства. Таким образом, заявленное устройство соответствует критерию «промышленная применимость».
Источники информации
1. ГОСТ 15860-84 Баллоны стальные сварные для сжиженных углеводородных газов на давление до 1,6 МПа. Технические условия. - С. 4, черт. 1, тип 3, тип 4.
2. ГОСТ 949-73 Баллоны стальные малого и среднего объема для газов на Рр≤19,6 МПа (200 кгс/см2). Технические условия. - С. 2, 6, 7, 13.
3. Горловина для зарядки: Сборочный чертеж. САДИ.374583.001СБ / [Б.м.изд.], АО «ВПК «НПО машиностроения». - [2014].
4. ОСТ 1 11209-81 - ОСТ 1 11211-81 Устройства уплотнительные технологических отверстий с применением конических заглушек. Отраслевые стандарты.
5. ГОСТ 6111-52 Резьба коническая дюймовая с углом профиля 60°.
6. Анурьев, В.И. Справочник конструктора-машиностроителя: В 3-х т. Т. 3. / В.И. Анурьев. - 8-е изд., перераб. и доп. - М.: Машиностроение, 2001. - С. 489-494.
Устройство для зарядки баллона газом и герметизации под давлением, отличающееся тем, что герметизация технологического отверстия для зарядки баллона газом обеспечивается посредством сварки конической заглушки по торцу зарядного штуцера под давлением рабочей среды.
Способ изготовления деталей из титановых сплавов
Контрольный ротор для проверки балансировочного станка
Универсальный модуль фиксации ракет в пусковой установке
Передняя кромка летательного аппарата в условиях ее аэродинамического нагрева
Способ ориентации орбитального космического аппарата с программно-управляемыми батареями солнечными
Способ изготовления деталей из титановых сплавов
Шаровая опора
Способ формирования сигнала стабилизации продольного углового движения беспилотного летательного аппарата
Способ и устройство непрерывной сублимационной сушки жидких продуктов
Стенд тарировки телесистем
Способ изготовления деталей из титановых сплавов
Контрольный ротор для проверки балансировочного станка
Универсальный модуль фиксации ракет в пусковой установке
Передняя кромка летательного аппарата в условиях ее аэродинамического нагрева
Способ ориентации орбитального космического аппарата с программно-управляемыми батареями солнечными
Способ изготовления деталей из титановых сплавов
Шаровая опора
Способ формирования сигнала стабилизации продольного углового движения беспилотного летательного аппарата
Способ и устройство непрерывной сублимационной сушки жидких продуктов
Стенд тарировки телесистем

