Результат интеллектуальной деятельности: Способ повышения адгезионной прочности покрытия TiN и (Ti+V)N к подложке титанового сплава ВТ-6
Вид РИД
Изобретение
Изобретение относится к вакуумно-плазменной обработке поверхности и обработке металлов давлением и может быть использовано в авиадвигателестроении с целью повышения ресурса деталей газотурбинных двигателей (ГТД), а также для нанесения вакуумно-плазменных покрытий на ультрамелкозернистые (УМЗ) материалы с целью повышения адгезионной прочности покрытия к подложке, что влияет на увеличение сопротивления абразивному износу и повышает ресурс изделия.
В последнее время ультрамелкозернистые материалы все чаще начинают использоваться в машиностроении, в частности в двигателестроении. Важным объектом в этом направлении являются лопатки газотурбинных двигателей. Совершенствование процесса упрочнения лопаток может быть связано с повышением уровня механических свойств основного материала за счет формирования УМЗ структуры. Этот подход, основанный на измельчении микроструктуры до наноразмеров (порядка 100 нм) в объемных образцах или заготовках, используя методы интенсивной пластической деформации (ИПД), получил особое развитие применительно к титану и его сплавам. УМЗ металлы и сплавы, полученные методами ИПД, имеют, как правило, размер зерен в интервале 100…500 нм.
Среди различных методов ИПД в последнее десятилетие особое внимание привлекает интенсивная пластическая деформация кручением или кручение под высоким давлением (КВД) [1]. Это метод, осуществляемый в специальном устройстве - наковальне Бриджмена (Фиг. 1), широко используется для получения ультрамелкозернистых и наноструктурных материалов в заготовках в форме дисков. Основная деформация при методе КВД осуществляется за счет кручения образца в наковальне Бриджмена с применением сжимающего давления двух бойков. Прилагаемое соосно давление, достигающее обычно несколько ГПа, играет двоякую роль. Во-первых, оно создает в образце квазигидростатическое сжатие, препятствующее разрушению образца. Во-вторых, оно увеличивает силу трения между бойками и образцом. Благодаря большой силе трения, крутящий момент от подвижного нижнего бойка передается образцу, и он деформируется кручением.
В то же время для увеличения ресурса лопаток ГТД используются различные защитные покрытия, наносимые на поверхность изделий. Ионно-имплантационная и вакуумно-плазменная обработка являются перспективными методами повышения ресурса и надежности лопаток компрессора ГТД из титановых сплавов. Одной из важнейших характеристик покрытий, наносимых на поверхность изделий, является их прочность и сцепление с подложкой [2].
Сочетание УМЗ структуры и защитного покрытия в изготовлении деталей может увеличить ресурс и соответственно эксплуатационную надежность ГТД.
Известен способ /Патент РФ 2146724 С1, С23С 14/06, 14/35, опубл. 23.03.2000/ нанесения покрытий на изделия с использованием электродугового распыления катодной мишени и осаждения получаемого потока на изделия в атмосфере реакционноспособного газа [3].
К преимуществам электродугового распыления следует отнести сравнительно небольшие эксплуатационные затраты при высокой производительности, а также отсутствие сильного нагрева подложки, что может быть важно для материалов с нано- и ультрамелкозернистой структурой. Недостатком известного способа является низкая адгезионно-когезионная прочность покрытия.
В основу предлагаемого изобретения поставлена задача увеличить адгезию покрытий TiN и (Ti+V)N на изделиях из титанового сплава ВТ-6, не изменяя при этом процесса вакуумно-плазменного напыления.
Техническим результатом предлагаемого изобретения является повышение адгезионной прочности покрытия TiN или (Ti+V)N на подложке титанового сплава ВТ-6.
Технический результат достигается за счет того, что перед напылением покрытия сплав ВТ-6 подвергают интенсивной пластической деформации, включающей осадку на бойках Бриджмена с приложением сжимающего удельного давления 3-6 ГПа и последующее кручение с получением деформации сдвига путем вращения подвижного бойка относительно своей оси со скоростью 0,2-1 об/мин. Предварительная интенсивная пластическая деформация приводит к измельчению зеренной структуры материала подложки, что позволяет создать связующую границу и сжимающие напряжения между подложкой и покрытием.
Способ осуществляют следующим образом.
Заготовку материала подложки 1 помещают между подвижным 2 и неподвижным 3 бойками Бриджмена (Фиг. 1). Бойки сжимают с удельным усилием 3-6 ГПа, после чего подвижный боек 2 начинают вращать относительно своей оси со скоростью 0,2-1 об/мин. При этом силы поверхностного трения заставляют материал подложки деформироваться сдвигом, обеспечивая тем самым измельчение структуры. После чего, полученный материал подложки в виде диска помещают в установку для напыления покрытий. Нанесение покрытий производят в вакууме электродуговым распылением катода, то есть поток металлической фазы смешивается с инертным газом и осаждается на подложке.
Заявленное изобретение было апробировано в лабораторных условиях. В результате экспериментов было подтверждено достижение указанного технического результата: повышение адгезионной прочности покрытия TiN и (Ti+V)N на подложке из титанового сплава ВТ-6.
Пример конкретного выполнения.
Из горячекатаного прутка титанового сплава ВТ-6 диаметром 20 мм на электроискровой установке были вырезаны заготовки подложки в виде диска толщиной 2 мм. Часть заготовок подложки подвергалась интенсивной пластической деформации кручением под высоким давлением. Для этого заготовка подложки помещалась в пресс для кручения под давлением между бойками в канавку, затем подвижный и неподвижный бойки сжимались с удельным усилием 6 ГПа. Подвижный боек начинали вращать при комнатной температуре со скоростью 0,2 об/мин - 10 оборотов.
Каждую подложку полировали на алмазных пастах для получения зеркальной поверхности. Далее полированные подложки загружали в установку для напыления вакуумно-плазменных покрытий. Вакуумно-плазменные покрытия (Ti+V)N и TiN напыляли на подложку одновременно с двух электродуговых испарителей, используя установку ВАТТ-900 3Д. Было нанесено двухслойное покрытие (Ti+V)N и трехслойное TiN (Фиг. 3). Структуру покрытий формировали путем чередования времени нанесения каждого слоя и количества напыляемого материала с каждого из катодов.
Архитектура покрытия (Ti+V)N состояла из двух функциональных слоев и двух подслоев:

Архитектура покрытия TiN состояла из трех функциональных слоев и трех подслоев:

Для определения слоистости и толщины слоев покрытий использовали прибор «Calotest» фирмы CSEM Instruments. Принцип действия прибора заключается в истирании поверхности образца стальным шариком, вращающимся с постоянной скоростью, до образования микрошлифа, имеющего форму лунки. При увеличении диаметра шарика увеличивается площадь его контакта с поверхностью образца, что в совокупности с истирающей нагрузкой приводит к увеличению диаметра лунки.
Определение прочности покрытий на сплаве в КЗ (крупнозернистом) и УМЗ состояниях были исследованы по методике царапания на приборе Scratch Tester (CSM Instruments) [4].
Испытания проводили алмазным индентором с радиусом 0,02 мм и углом конусности 120°.
Стоит отметить, что при царапании индентором с радиусом 0,2 мм адгезионного разрушения покрытий не наблюдалось.

Скол покрытия и/или его расслоение регистрировали и записывали с использованием акустической эмиссии. Были определены нагрузки, при которых появлялась первая трещина на покрытии, отслоение покрытия вдоль царапины и критическая нагрузка, при которой покрытие было полностью отслоено от подложки определялась путем изучения трека царапины. Испытания проводили по 3 раза на каждом образце с покрытием, чтобы получить достоверные результаты.
На Фиг. 1 приведена принципиальная схема обработки материала способом ИПД кручением.
На Фиг. 2 приведены изображения структуры сплава Ti-6Al-4V в КЗ(а) и УМЗ(б) состояниях, полученные на растровом электронном микроскопе.
На Фиг. 3 показаны изображения УМЗ сплава с покрытием (Ti+V)N в оптическом микроскопе на круглом шлифе (а) и УМЗ сплава с покрытием TiN.
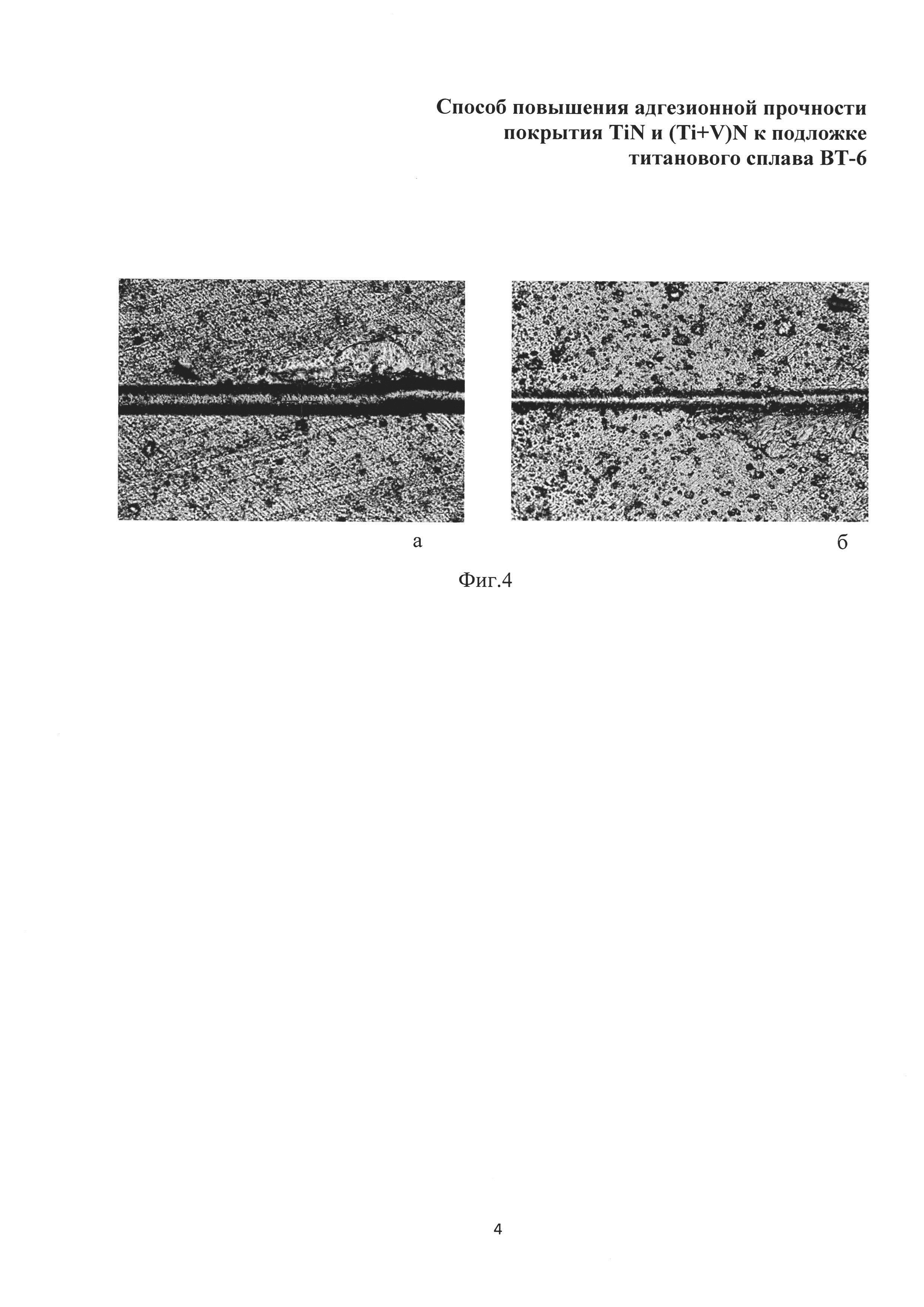
На Фиг. 4 приведены изображения характерной царапины места и место начала разрушения покрытия (Ti+V)N на образцах из КЗ(а) и УМЗ(б) титанового сплава ВТ-6.
Таким образом, предложенное изобретение позволяет получить заготовки с УМЗ структурой, что позволяет повысить его микротвердость и прочность с нанесенным защитным вакуумно-плазменным покрытием, у которого высокая адгезионная прочность более однородную микроструктуру материала по всей площади заготовки и существенно повысить его микротвердость, прочность и пластичность.
Таким образом, предложенное изобретение позволяет получить изделие с защитным покрытием (Ti+V)N и TiN с повышенной адгезионной прочностью, при этом подложка из титанового сплава ВТ-6 имеет ультрамелкозернистую структуру, что также может приводить к повышению прочности материала подложки и изделия в целом.
Изобретение может быть применено для создания нового поколения функциональных и конструкционных материалов. Создание однородной ультрамелкозернистой структуры в металлах и сплавах открывает путь для получения необычных свойств, весьма привлекательных для инновационных применений в области энергетики, работе при низких температурах, использовании в аэрокосмических установках, спорте и биомедицине. Наряду с защитными покрытиями с высокой адгезионной прочностью, такие детали могут быть использованы для изготовления лопаток газотурбинных двигателей. Повышенная прочность и износостойкость ультрамелкозернистых металлов с вакуумно-плазменным защитным покрытием при сохранении достаточной пластичности дает возможность увеличить надежность и долговечность механизмов и конструкций.
Список использованной литературы
1. Р.З. Валиев, Александров И.В. Объемные наноструктурные металлические материалы. Получение, структура и свойства. - М.: Академкнига, 2007. - 398 с.
2. Абраимов Н.В., Елисеев Ю.С., Крымов В.В. Химико-термическая обработка и защитные покрытия в авиадвигателестроении // М., Высшая школа, 1999, 526 с.
3. Патент РФ 2146724 С1, С23С 14/06, 14/35, опубл. 23.03.2000 (прототип).
4. Селиванов К.С., Смыслов А.М., Петухов А.Н. Исследования свойств вакуумно-плазменных покрытий методом склерометрирования на установке CSM Scratch test // Мавлютовские чтения, 21-24 марта 2011, т. 5, с. 152-159.
Способ нанесения защитного покрытия из слоев TiN и (Ti+V)N на подложку из титанового сплава ВТ-6, характеризующийся тем, что слои TiN и (Ti+V)N одновременно напыляют на подложку из титанового сплава ВТ-6 с помощью двух электродуговых испарителей с чередованием времени нанесения каждого слоя и количества напыляемого материала с каждого из катодов электродуговых испарителей в атмосфере инертного газа, при этом упомянутую подложку предварительно подвергают пластической деформации путем ее осадки на бойках Бриджмена с приложением сжимающего удельного давления 3-6 ГПа и последующего кручения с получением деформации сдвига при вращении подвижного бойка Бриджмена относительно своей оси со скоростью 0,2-1 об/мин.



Способ изготовления полой лопатки газотурбинного двигателя
Устройство для электролитно-плазменного полирования лопаток блиска
Способ полирования лопаток блиска газотурбинного двигателя из титановых сплавов
Способ защиты блиска газотурбинного двигателя из титановых сплавов от пылеабразивной эрозии
Способ получения армированного теплозащитного покрытия
Способ электролитно-плазменного удаления покрытий с деталей из легированных сталей и жаропрочных сплавов
Материал прирабатываемого уплотнения турбомашины
Способ формирования нанокристаллического поверхностного слоя на детали из сплава на никелевой основе (варианты)
Способ упрочняющей обработки детали из сплава на никелевой основе (варианты)
Прирабатываемая вставка уплотнения турбины
Способ электролитно-плазменного полирования изделий из титановых и железохромоникелевых сплавов

