Результат интеллектуальной деятельности: Способ неразрушающего контроля клеевого соединения монолитных листов из полимерных композиционных материалов
Вид РИД
Изобретение
Изобретение относится к области неразрушающих методов контроля деталей и конструкций из полимерных композиционных материалов (ПКМ) и может найти применение в авиационной, космической, судостроительной и других отраслях машиностроения.
Применение ПКМ для изготовления силовых элементов конструкций летательных аппаратов, таких как лонжероны, силовые панели крыла, фюзеляжа, агрегатов стабилизации и управления, подразумевает самые высокие требования к качеству их неразрушающего контроля, а именно к чувствительности, достоверности и производительности контроля. Объектом контроля являются клеевые соединения обшивок с полками элементов жесткости (лонжеронов, стрингеров, стенок) в подкрепленных конструкциях из ПКМ.
Известен акустический импедансный метод неразрушающего контроля клеевых соединений в листовых конструкциях, основанный на регистрации изменения механического импеданса конструкции в дефектной и бездефектной зонах. Под механическим импедансом понимается комплексное отношение силы, действующей на поверхности (или в точке) механической системы к средней колебательной скорости на этой поверхности (или в точке) в направлении силы (Ю.В. Ланге, Акустические низкочастотные методы и средства неразрушающего контроля многослойных конструкций. М.: Машиностроение, 1991, 272 с.).
Недостатками метода, выявленными при отработке процесса неразрушающего контроля клеевых соединений листовых конструкций, являются: низкая чувствительность (метод не обеспечивает уверенное выявление непроклеев площадью менее 1,5 см2), ограничение по толщине склеиваемых элементов контролируемой конструкции, невозможность классификации дефектов (невозможность определения глубины залегания дефекта и различия расслоения в листе от дефекта клеевого соединения - непроклея).
Наиболее близким по технической сущности и достигаемому результату к предлагаемому способу является способ обнаружения дефектов в клеевых соединениях по патенту РФ 2451289, кл. G01N 29/04, бюл. 14, 20.05.2012, включающий способ обнаружения дефектов в клеевых соединениях, применяемых при сборке автомобиля, при котором импульсы ультразвуковых колебаний посредством раздельно-совмещенного преобразователя вводят в изделие, принимают и преобразуют отраженные импульсы ультразвуковых колебаний в эхо-сигналы, осуществляют анализ распределения эхо-сигналов на экране ультразвукового дефектоскопа, определяют закономерность изменения амплитуды эхо-сигналов от толщины неметаллического слоя при нормативных параметрах приклеивания неметаллического слоя к металлическому на образцах, причем предварительно калибруют прибор по образцам, имитирующим соединение «стекло-клей-металл» с искусственно созданными дефектами, при этом производят корректировку амплитуды эхо-сигналов на объекте контроля до уровня эхо-сигналов на образце, далее излучают в соединение импульс ультразвуковых колебаний, принимают эхо-сигналы, отраженные от границ соединения, и по ним определяют качество соединения, причем для повышения чувствительности и достоверности контроля анализируется фрагмент развертки дефектоскопа, в который попадает задний фронт эхо-сигнала от границы раздела «стекло-клей» и полный эхо-сигнал от границы раздела «клей-металл», затем корректируют диапазон развертки так, чтобы все эхо-сигналы находились в пределах экрана дефектоскопа, далее анализируют диапазон развертки всех эхо-сигналов и делают заключение о дефекте по признаку: наличие одного эхо-сигнала свидетельствует о дефекте «непроклей» (второй сигнал, отраженный от другой границы клеевого слоя исчезает с экрана дефектоскопа).
Недостатками указанного способа, взятого в качестве прототипа являются:
- не позволяет контролировать качество клеевых соединений с малой толщиной клеевого слоя (менее 0,7 мм), при контроле которого эхо-сигналы, отраженные от двух границ клеевого слоя, на экране дефектоскопа не разрешаются (накладываются друг на друга и сливаются в один эхо-сигнал);
- в связи с тем, что ПКМ являются анизотропными материалами, использование раздельно-совмещенного ультразвукового преобразователя ограничивает применение способа контроля соединений из ПКМ ввиду зависимости амплитуды регистрируемых эхо-сигналов от угловой ориентации преобразователя относительно главных осей анизотропии каждого из склеиваемых элементов;
- отсутствует алгоритм проведения корректировки усиления для уравнивания условий контроля образца и объекта контроля, что может стать причиной пропуска возможных дефектов или перебраковки объекта контроля;
- отсутствует возможность точного определения границ и размеров обнаруживаемых дефектов по причине отсутствия порогового уровня (уровня браковки) для эхо-сигналов от клеевого слоя.
Задачей предлагаемого изобретения является разработка достоверного способа неразрушающего контроля клеевых соединений обшивок с полками лонжеронов, стрингеров, стенок, применяемых в подкрепленных конструкциях из ПКМ.
Техническим результатом изобретения является возможность контроля соединений из ПКМ с малой толщиной клеевого слоя (менее 0,7 мм), повышение достоверности контроля в части определения границ и размеров дефектов, снижение вероятности пропуска дефектов или перебраковки объекта контроля.
Указанная задача решается тем, что способ обнаружения дефектов в клеевых слоях клеевых соединений листов, выполненных из полимерных композиционных материалов, включающий ввод ультразвуковых колебаний в материал одного из соединяемых листов и регистрацию сигналов, отраженных от дефектов, поверхностей раздела «лист-клеевой слой», «клеевой слой-лист» с помощью ультразвукового дефектоскопа, снабженного прямым совмещенным пьезоэлектрическим широкополосным преобразователем, отличается тем, что наличие дефектов в клеевом слое определяется по величине амплитуды ультразвукового сигнала, отраженного от клеевого слоя в месте расположения дефекта, относительно положения строба на экране дефектоскопа, устанавливаемого при настройке дефектоскопа на образце, имеющем искусственные дефекты клеевого слоя, причем положение и длительность строба выбираются таким образом, чтобы сигнал, отраженный от клеевого слоя, попадал в диапазон этого строба, а амплитуду сигнала от клеевого слоя объекта контроля устанавливают равной средней амплитуде сигнала от клеевого слоя образца в бездефектной зоне.
Для малых толщин клеевого слоя (менее 0,7 мм) сигналы, отраженные от двух границ клеевого слоя, накладываются друг на друга и представляют собой один результирующий эхо-сигнал (далее эхо-сигнал от клеевого слоя), который является информативным в предложенном способе. Перед проведением контроля осуществляется настройка дефектоскопа на образце, технология изготовления которого соответствует объекту контроля и который содержит искусственный дефект клеевого слоя в виде плоскодонного отверстия нормированной площади, выполненного со стороны одного из листов до глубины расположения клеевого слоя.
Настройка заключается:
- в установке амплитуды эхо-сигнала, отраженного от искусственного дефекта, на определенный уровень посредством изменения усиления дефектоскопа;
- в установке положения и длительности строба дефектоскопа таким образом, чтобы начало и конец строба совпадали с началом переднего фронта и концом заднего фронта эхо-сигнала, отраженного от искусственного дефекта, соответственно;
- в установке порогового уровня браковки (положение строба по вертикальной оси дефектоскопа).
Для уравнивания условий контроля образца и объекта контроля производится корректировка амплитуды эхо-сигнала от клеевого слоя на объекте контроля до уровня амплитуды эхо-сигнала от клеевого слоя в бездефектной зоне образца. Далее производится контроль путем сканирования всей площади объекта контроля с шагом сканирования не более 2/3 от диаметра контактной поверхности преобразователя. Границы дефектов в клеевом слое определяются по положению центра преобразователя при достижении амплитуды эхо-сигнала от клеевого слоя порогового уровня.
Указанный выше технический результат обеспечения возможности контроля клеевых соединений листов из ПКМ с малой толщиной клеевого слоя (менее 0,7 мм) достигается за счет применения прямого совмещенного пьезоэлектрического широкополосного преобразователя с акустической задержкой, не имеющего зависимости амплитуды регистрируемых эхо-сигналов от угловой ориентации преобразователя относительно главных осей анизотропии материала.
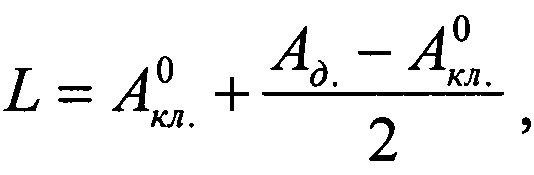
Способ обнаружения дефектов в клеевых слоях клеевых соединений листов, выполненных из полимерных композиционных материалов, отличающийся тем, что пороговый уровень браковки (положение строба по шкале амплитуд дефектоскопа) определялся по формуле

где L - величина порогового уровня браковки, % от величины экрана дефектоскопа (положение строба по вертикальной оси дефектоскопа),
 - среднее значение амплитуды эхо-сигнала от клеевого слоя по площади клеевого соединения бездефектной зоны образца, % от величины экрана дефектоскопа (количество точек для определения среднего значения не менее 10). Использование среднего значения амплитуды эхо-сигнала от клеевого слоя в бездефектной зоне образца при определении порогового уровня браковки позволяет выделить из стохастических колебаний амплитуды сигнала от клеевого слоя именно сигналы, отраженные от дефектов, что существенно увеличивает достоверность определения границ и размеров дефектов,
- среднее значение амплитуды эхо-сигнала от клеевого слоя по площади клеевого соединения бездефектной зоны образца, % от величины экрана дефектоскопа (количество точек для определения среднего значения не менее 10). Использование среднего значения амплитуды эхо-сигнала от клеевого слоя в бездефектной зоне образца при определении порогового уровня браковки позволяет выделить из стохастических колебаний амплитуды сигнала от клеевого слоя именно сигналы, отраженные от дефектов, что существенно увеличивает достоверность определения границ и размеров дефектов,
 - устанавливаемый уровень сигнала, отраженного от искусственного дефекта клеевого слоя образца, % от величины экрана дефектоскопа (рекомендуемый уровень сигнала для соединения из армированных углепластиковых листов - 80% от величины экрана, для других ПКМ этот параметр может варьироваться в зависимости от величины коэффициента затухания ультразвука в материале).
- устанавливаемый уровень сигнала, отраженного от искусственного дефекта клеевого слоя образца, % от величины экрана дефектоскопа (рекомендуемый уровень сигнала для соединения из армированных углепластиковых листов - 80% от величины экрана, для других ПКМ этот параметр может варьироваться в зависимости от величины коэффициента затухания ультразвука в материале).
Технический результат снижения вероятности пропуска дефектов или перебраковки объекта контроля достигается введением в процесс настройки определенного алгоритма корректировки усиления дефектоскопа, который уравнивает условия контроля образца и объекта контроля.
Суть алгоритма заключается в следующем:
- на образце устанавливается определенная величина амплитуды эхо-сигнала, отраженного от искусственного дефекта;
- определяется по 5-10 точкам образца среднее арифметическое значение амплитуды эхо-сигнала, отраженного от клеевого слоя Gобр., дБ:

- не изменяя усиление дефектоскопа определяется по 10 или более точкам объекта контроля среднее арифметическое значение амплитуды эхо-сигнала, отраженного от клеевого слоя GOK, дБ:

- определяется величина корректировки усиления дефектоскопа ΔG, дБ:

- производится корректировка: изменяется усиление дефектоскопа на полученную величину ΔG.
Необходимость использования средних значений амплитуд при определении величины корректировки связана с нестабильностью амплитуды отраженных эхо-импульсов в изделиях из ПКМ, причиной чего служит неравномерность акустических свойств этих материалов по всей площади объекта контроля. Использование усредненных значений, а не однократных измерений амплитуды позволяет исключить возможность попадания точек с экстремальными значениями амплитуд и, как следствие, исключает ошибки в определении величин корректировки, что, в свою очередь, существенно снижает вероятность пропуска дефектов или перебраковки объекта контроля.
Отличительными признаками заявленного способа является:
- ввод ультразвуковых колебаний в материал одного из соединяемых листов производится с помощью ультразвукового дефектоскопа, снабженного прямым совмещенным широкополосным преобразователем с акустической задержкой, регистрируется эхо-сигнал от клеевого слоя (результирующий сигнал от наложения сигналов, отраженных от поверхностей раздела «лист-клеевой слой» и «клеевой слой-лист») и наличие дефектов в клеевом слое определяют по величине амплитуды указанного выше сигнала, попавшего в установленный строб дефектоскопа;
- положение и длительность строба устанавливают при настройке дефектоскопа на образце, имеющем искусственные дефекты клеевого слоя, таким образом, чтобы эхо-сигнал от клеевого слоя попадал в диапазон строба, а уровень строба (порог браковки) устанавливают на величину, определяемую по формуле (1):
- амплитуда эхо-сигнала от клеевого слоя объекта контроля устанавливается равной средней амплитуде эхо-сигнала от клеевого слоя образца, определяемой при настройке дефектоскопа.
Реализация указанного способа возможна с применением следующего оборудования: дефектоскоп ультразвуковой УСД-60 или другой дефектоскоп, имеющий возможность одновременного измерения амплитуды эхо-сигнала в децибелах (дБ) и в % от величины экрана, прямой совмещенный пьезоэлектрический широкополосный преобразователь с рабочей частотой 2,5 (2,25) МГц (или выше), снабженный акустической задержкой. Причем длина задержки преобразователя должна быть достаточна для того, чтобы второй эхо-сигнал, отраженный от торца задержки, на экране дефектоскопа наблюдался после донного эхо-сигнала (сигнала, отраженного от нижней поверхности объекта контроля). Использование акустической задержки совместно с указанным широкополосным преобразователем позволяет обеспечить глубину мертвой зоны меньшую, чем у преобразователя прототипа, что позволяет проводить контроль клеевых соединений листов толщиной от 1 мм.
Реализация способа неразрушающего контроля клеевого соединения монолитных листов из ПКМ.
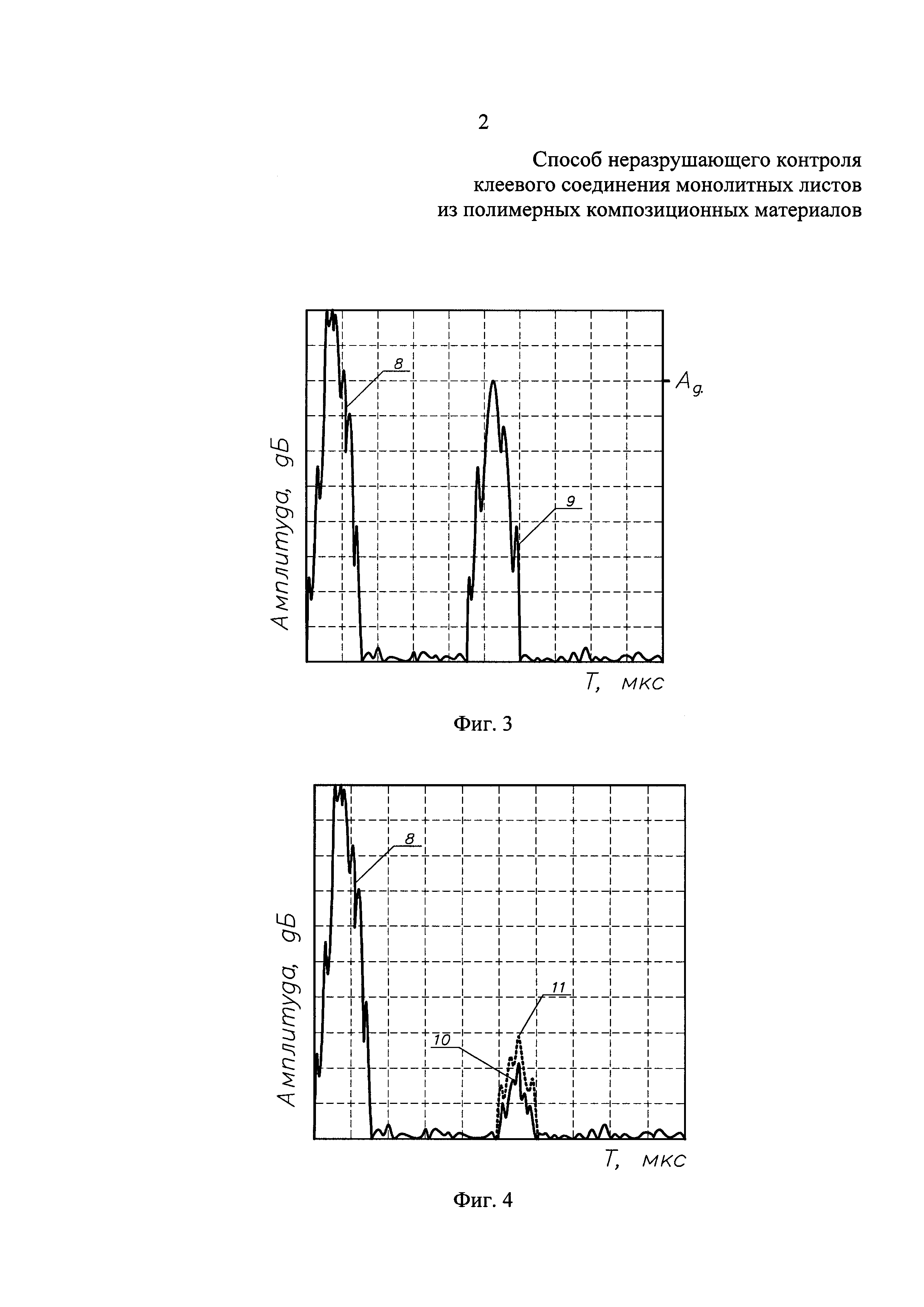
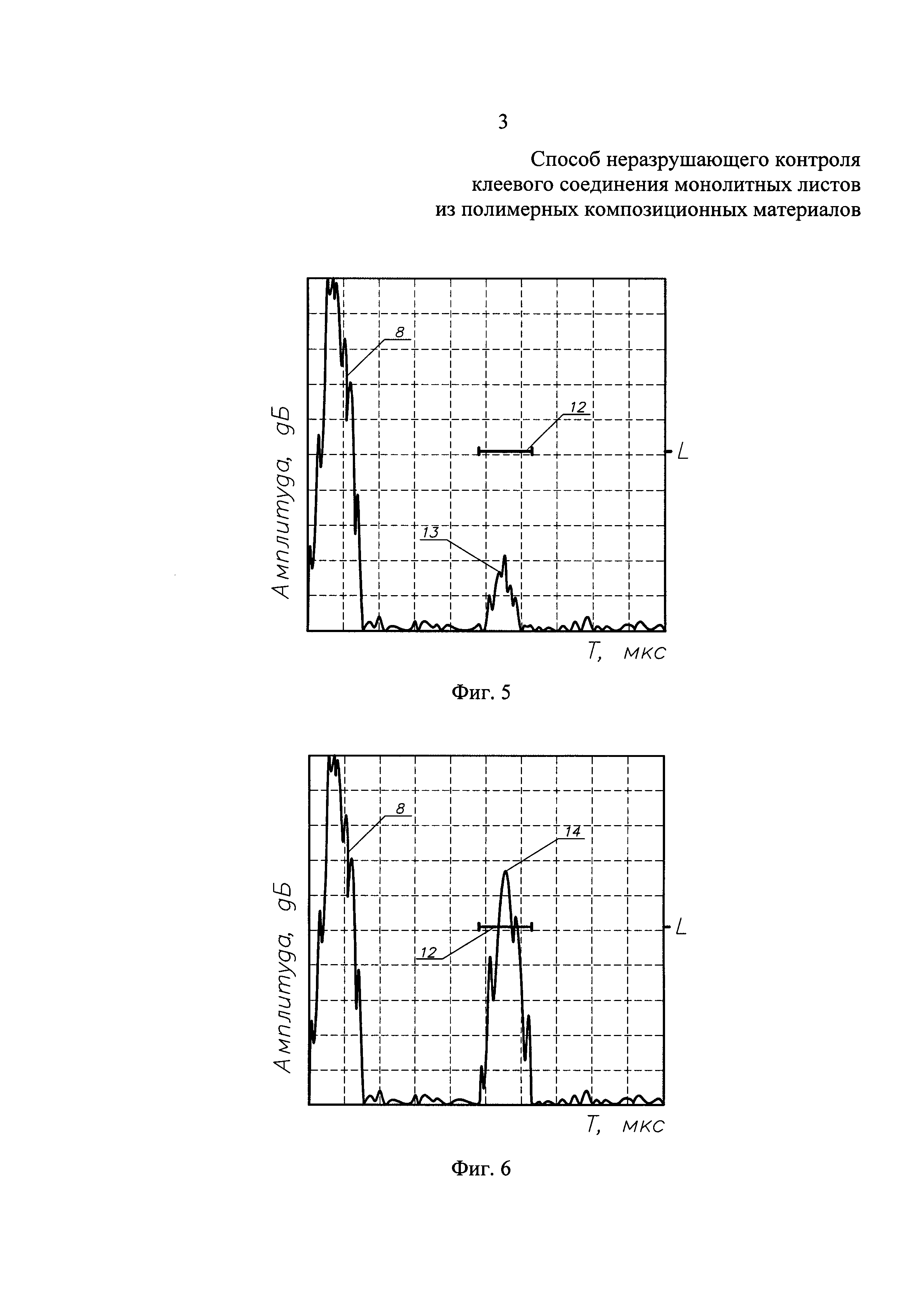
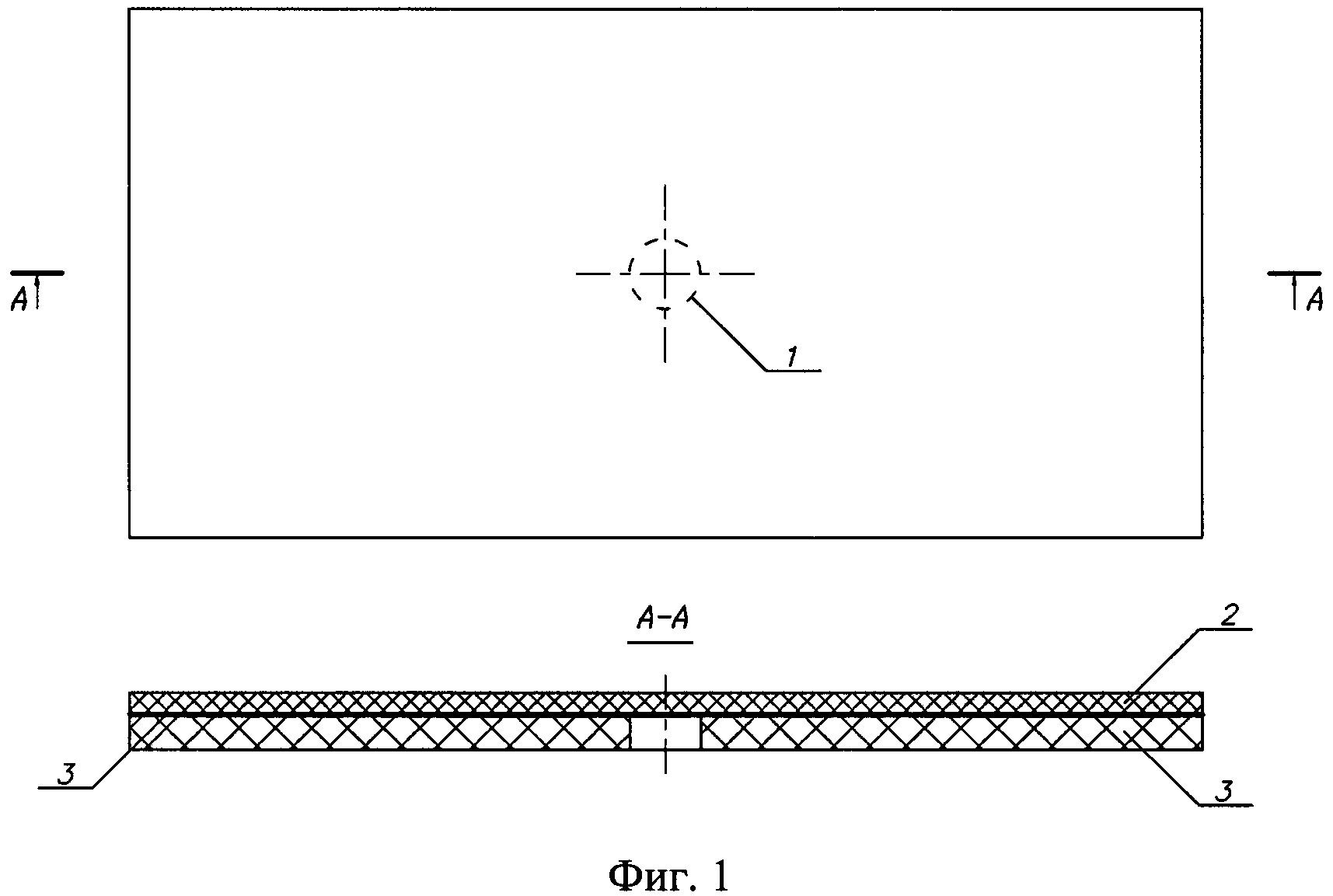
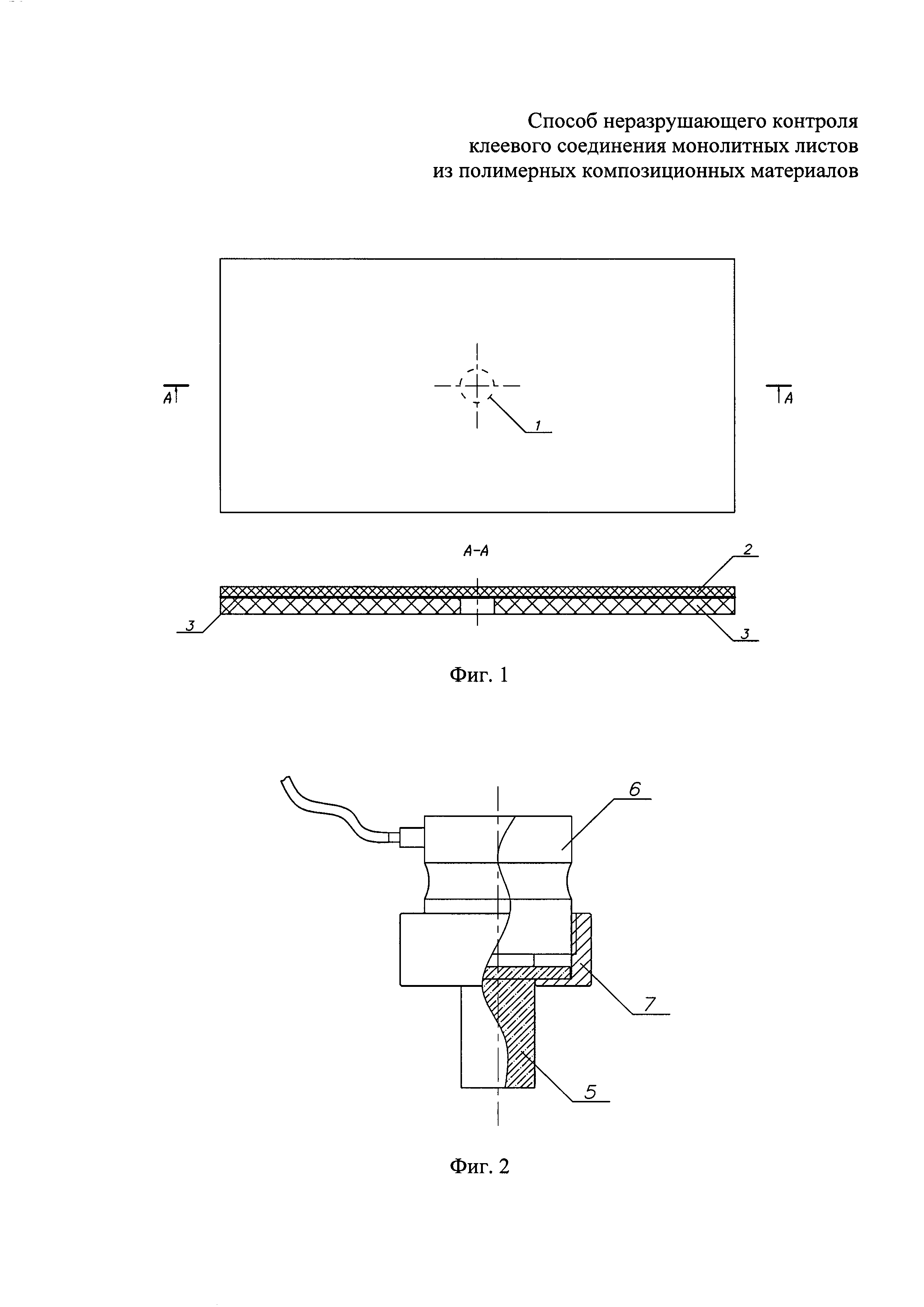
Перед проведением контроля, на образце фиг. 1 (склеиваемые листы 2 и 3, клеевой слой 4), содержащем искусственный дефект 1, производится настройка дефектоскопа, снабженного прямым совмещенным широкополосным пьезоэлектрическим преобразователем с акустической задержкой, фиг. 2 (акустическая задержка 5, пьезоэлектрический преобразователь 6, крепежное кольцо акустической задержки 7), посредством которого через слой контактной жидкости в материал одного из соединяемых листов образца в зоне расположения искусственного дефекта вводятся ультразвуковые колебания и регистрируется на экране дефектоскопа эхо-сигнал, отраженный от искусственного дефекта. Изменяя значения длительности и задержки развертки дефектоскопа добиваются одновременного отображения на экране дефектоскопа сигналов, отраженных от торца акустической задержки 8, фиг. 3, и от искусственного дефекта, причем сигнал, отраженный от задержки, устанавливается в положение начала развертки дефектоскопа. Затем, изменяя усиление дефектоскопа, амплитуда сигнала от искусственного дефекта 9, фиг. 3, устанавливается на определенный уровень  . Определяются средние значения амплитуды эхо-сигнала от клеевого слоя в бездефектных зонах образца 10, фиг. 4, и объекта контроля 11. В соответствии с формулами (1) и (2), (3), (4) вычисляются пороговый уровень браковки L (положение строба по вертикальной оси дефектоскопа) и величина корректировки усиления ΔG соответственно. Положение и длительность строба дефектоскопа 12 устанавливают таким образом, чтобы начало строба совпадало с началом переднего фронта эхо-сигнала от искусственного дефекта, конец строба совпадал с концом заднего фронта этого эхо-сигнала, а положение строба по вертикальной оси дефектоскопа устанавливают на уровень L, определяемый выше. Далее регулировкой усиления дефектоскопа производят корректировку на величину ΔG, вычисленную ранее. Границы дефектов в клеевом слое определяются по положению центра преобразователя при достижении амплитуды эхо-сигнала от клеевого слоя, порогового уровня. На фиг. 5 и 6 изображены виды экрана дефектоскопа в бездефектной и дефектной областях объекта контроля, где эхо-сигнал 13, отраженный от клеевого слоя доброкачественной области объекта контроля, а эхо-сигнал 14, отраженный от дефекта клеевого соединения.
. Определяются средние значения амплитуды эхо-сигнала от клеевого слоя в бездефектных зонах образца 10, фиг. 4, и объекта контроля 11. В соответствии с формулами (1) и (2), (3), (4) вычисляются пороговый уровень браковки L (положение строба по вертикальной оси дефектоскопа) и величина корректировки усиления ΔG соответственно. Положение и длительность строба дефектоскопа 12 устанавливают таким образом, чтобы начало строба совпадало с началом переднего фронта эхо-сигнала от искусственного дефекта, конец строба совпадал с концом заднего фронта этого эхо-сигнала, а положение строба по вертикальной оси дефектоскопа устанавливают на уровень L, определяемый выше. Далее регулировкой усиления дефектоскопа производят корректировку на величину ΔG, вычисленную ранее. Границы дефектов в клеевом слое определяются по положению центра преобразователя при достижении амплитуды эхо-сигнала от клеевого слоя, порогового уровня. На фиг. 5 и 6 изображены виды экрана дефектоскопа в бездефектной и дефектной областях объекта контроля, где эхо-сигнал 13, отраженный от клеевого слоя доброкачественной области объекта контроля, а эхо-сигнал 14, отраженный от дефекта клеевого соединения.

Быстроразъемное соединение отсеков корпуса летательного аппарата
Способ изготовления трехслойной панели из композиционного материала
Способ изготовления сотового заполнителя
Способ тепловых испытаний обтекателей ракет из неметаллических материалов
Способ получения полидисперсного порошка карбида бора
Способ теплового нагружения обтекателей ракет из неметаллических материалов
Способ контроля узла соединения керамического обтекателя
Устройство для измерения толщины стенки детали типа оболочка вращения
Клиновое соединение
Способ получения высокотермостойкого радиопрозрачного материала (изделия) на основе фосфатного связующего и кварцевой ткани
Быстроразъемное соединение отсеков корпуса летательного аппарата
Способ изготовления трехслойной панели из композиционного материала
Способ изготовления сотового заполнителя
Способ тепловых испытаний обтекателей ракет из неметаллических материалов
Способ получения полидисперсного порошка карбида бора
Способ теплового нагружения обтекателей ракет из неметаллических материалов
Способ контроля узла соединения керамического обтекателя
Устройство для измерения толщины стенки детали типа оболочка вращения
Клиновое соединение
Способ получения высокотермостойкого радиопрозрачного материала (изделия) на основе фосфатного связующего и кварцевой ткани

