Результат интеллектуальной деятельности: Способ измерения позиционного отклонения отверстий, координированных относительно центрального отверстия детали
Вид РИД
Изобретение
Изобретение относится к измерительной технике и может быть использовано в машиностроении для измерения позиционного отклонения осей ряда отверстий относительно оси центрального отверстия в деталях типа водила, фланца, крышки.
Известен способ контроля позиционных отклонений при зависимых допусках, который осуществляется комплексными калибрами [Допуски и посадки: Справочник в 2-х частях / В.Д. Мягков, М.А. Палей, А.Б. Романов, В.А. Брагинский. 6-ое изд., перераб. и доп. - Л.: Машиностроение, Ленинград. отделение - 1982, ч. 1, с. 459 (аналог)].
Однако известный способ контроля позволяет установить факт соответствия параметра расположения контрольному нормативу и не позволяет определить действительное значение позиционного отклонения.
Наиболее близким к заявляемому относится способ измерения отклонений расстояния между перекрещивающимися осями наружной и внутренней цилиндрических поверхностей, заключающийся в том, что размещают стойку на установочной плоскости, размещают на стойке две измерительные головки с одинаковыми по отношению к оси стойки вылетами измерительных щупов, устанавливают базирующую призму на установочной плоскости в положение, при котором биссекторная плоскость упомянутой призмы перпендикулярна осям измерительных щупов и расположена на заданном расстоянии от оси стойки, устанавливают во внутреннюю цилиндрическую поверхность объекта измерения центрирующую оправку, устанавливают объект измерения наружной цилиндрической поверхностью на базирующую призму с возможностью взаимодействия центрирующей оправки с измерительными щупами, вращают объект измерения на базирующей призме до положения, при котором показания измерительных головок будут одинаковыми, а отклонение искомого расстояния определяют по отклонению показания измерительной головки от настроенного значения [Патент RU №2125707 С1, МПК G01B 5/00, 1999 (прототип)].
Однако указанный способ не позволяет измерять позиционное отклонение осей ряда отверстий относительно базового отверстия детали.
Задачей изобретения является создание способа измерения позиционного отклонения отверстий, координированных относительно центрального отверстия детали с возможностью измерения численных значений отклонений расположения ряда отверстий относительно друг друга в угловом направлении.
Техническим результатом изобретения является расширение технологических возможностей способа.
Поставленная задача и технический результат достигается тем, что в способе измерения позиционного отклонения отверстий, координированных относительно центрального отверстия детали, устанавливают центрирующие узлы в проверяемые отверстия объекта измерения, устанавливают объект измерения его центральным отверстием на центрирующую оправку и закрепляют на ней, размещают измерительный узел на центрирующей оправке с обеспечением контакта измерительного щупа отсчетной головки с поверхностью отверстия первого центрирующего узла в одном из крайних поперечных сечений проверяемого отверстия, выверяют взаимное угловое положение объекта измерения и измерительного узла путем вращения отсчетной головки в первом гнезде измерительного узла и поворота упомянутого узла на центрирующей оправке, добиваясь выравнивания показаний на отсчетной головке при касании измерительного щупа крайних в угловом направлении точек отверстия первого центрирующего узла, закрепляют измерительный узел на центрирующей оправке, поворачивают отсчетную головку в первом гнезде на полный оборот, фиксируя при этом на упомянутой головке первый наибольший и первый наименьший отсчеты, определяют позиционное отклонение в первом крайнем поперечном сечении по полуразности первого наибольшего и первого наименьшего отсчетов, перемещают отсчетную головку вдоль оси первого гнезда, добиваясь контакта измерительного щупа с поверхностью отверстия первого центрирующего узла в другом крайнем поперечном сечении проверяемого отверстия, повторяют поворот отсчетной головки на полный оборот, фиксируя при этом на упомянутой головке второй наибольший и второй наименьший отсчеты, определяют позиционное отклонение во втором крайнем поперечном сечении по полуразности второго наибольшего и второго наименьшего отсчетов, определяют искомое позиционное отклонение первого проверяемого отверстия по большему из значений двух позиционных отклонений в двух крайних поперечных сечениях, переустанавливают отсчетную голову в каждое последующее гнездо измерительного узла, сопровождая эти переустановки поворотами отсчетной головки на полной оборот и последующими вышеперечисленными действиями по определению искомых позиционных отклонений каждого последующего проверяемого отверстия, открепляют и снимают измерительный узел с центрирующей оправки, открепляют и снимают объект измерения, вынимают центрирующие узлы из проверяемых отверстий.
Таким образом, в предлагаемом способе по сравнению с прототипом за счет иных условий базирования объекта измерения, размещения измерительного узла, выверки взаимного углового положения и определения отклонения искомого параметра обеспечивается возможность измерения численных значений отклонений расположения ряда отверстий не только относительно базового центрального отверстия детали, но и относительно друг друга в угловом направлении, что позволяет достичь технического результата: расширение технологических возможностей способа.
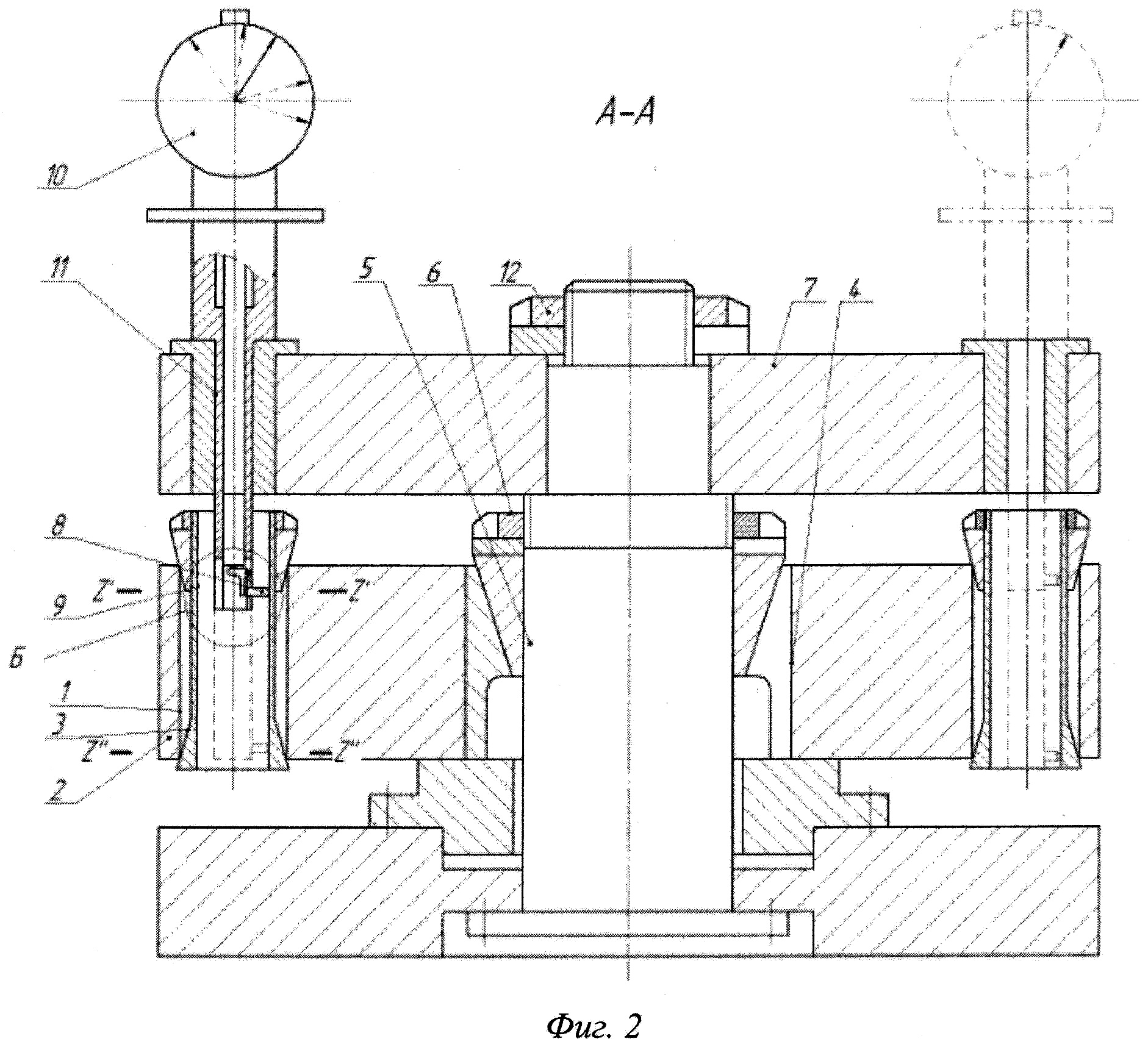
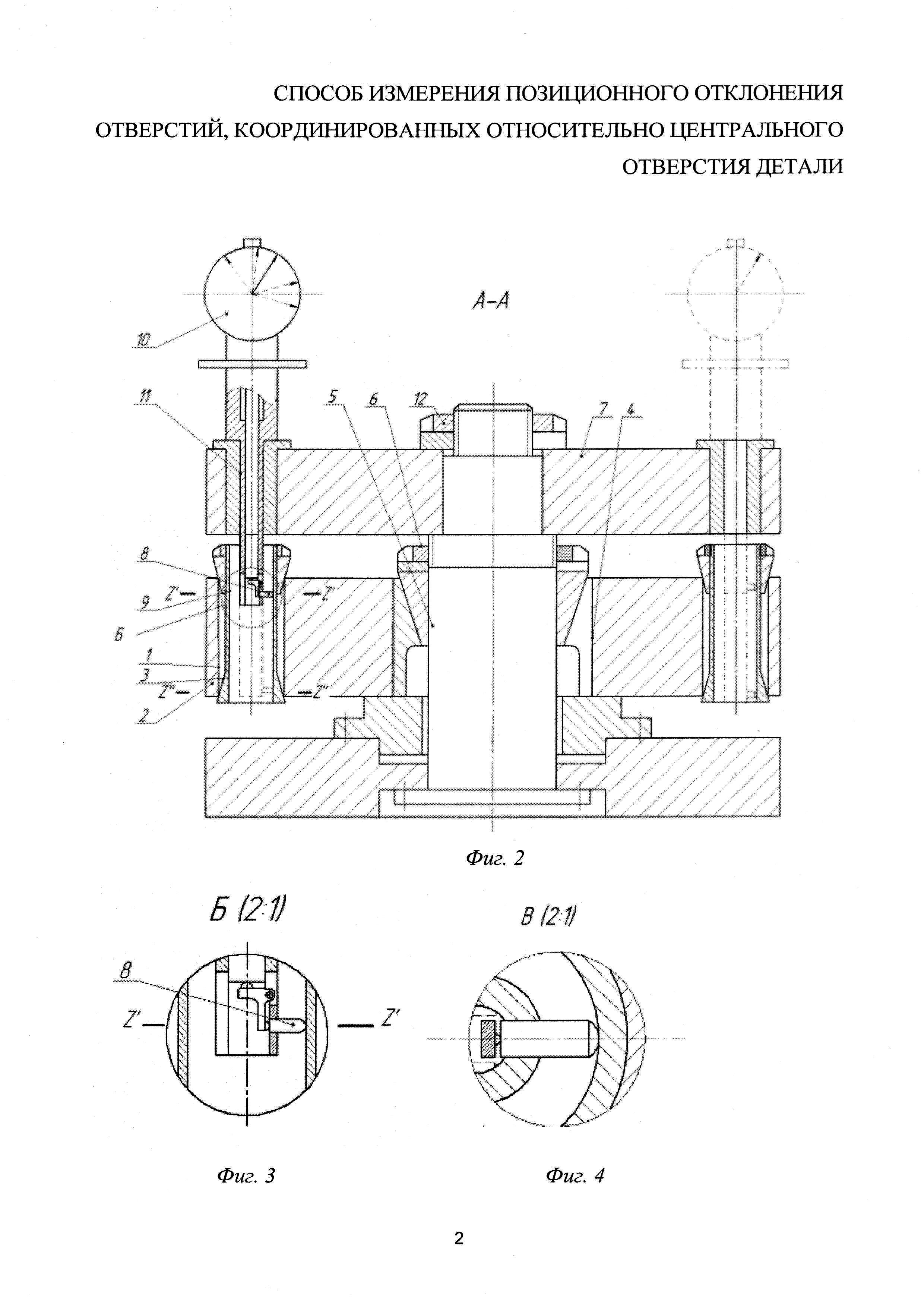
На фиг. 1 показана схема осуществления способа, вид сверху, на фиг. 2 - разрез А-А на фиг. 1, на фиг. 3 - выносной элемент Б на фиг. 2, на фиг. 4 - выносной элемент В на фиг. 1.
Предлагаемый способ заключается в следующем.
В проверяемые отверстия 1 объекта измерения 2 устанавливают центрирующие узлы 3, устанавливают объект измерения 2 его центральным отверстием 4 на центрирующую оправку 5 и закрепляют гайкой 6. Размещают измерительный узел 7 на центрирующей оправке 5 с обеспечением контакта измерительного щупа 8 с поверхностью отверстия 9 первого центрирующего узла 3 в одном из крайних поперечных сечений z'-z' проверяемого отверстия 1. Выверяют взаимное угловое положение объекта измерения 2 и измерительного узла 7 путем вращения отсчетной головки 10 в первом гнезде 11 измерительного узла 7 и поворота упомянутого узла на центрирующей оправке 5, добиваясь выравнивания показаний на отсчетной головке 10 при касании измерительного щупа 8 крайних в угловом направлении точек а и б отверстия 9 первого центрирующего узла 3. Закрепляют измерительный узел 7 на центрирующей оправке 5 гайкой 12. Поворачивают отсчетную головку 10 в первом гнезде 11 на полный оборот, фиксируя при этом на упомянутой головке первый наибольший  и первый наименьший
и первый наименьший  отсчеты, определяют позиционное отклонение в первом крайнем поперечном сечении по полуразности первого наибольшего
отсчеты, определяют позиционное отклонение в первом крайнем поперечном сечении по полуразности первого наибольшего  и первого наименьшего
и первого наименьшего  отсчетов. Перемещают отсчетную головку 10 вдоль оси первого гнезда 11, добиваясь контакта измерительного щупа 8 с поверхностью отверстия 9 первого центрирующего узла 3 в другом крайнем поперечном сечении zʺ-zʺ проверяемого отверстия 1. Повторяют поворот отсчетной головки 10 на полный оборот, фиксируя при этом на упомянутой головке второй наибольший
отсчетов. Перемещают отсчетную головку 10 вдоль оси первого гнезда 11, добиваясь контакта измерительного щупа 8 с поверхностью отверстия 9 первого центрирующего узла 3 в другом крайнем поперечном сечении zʺ-zʺ проверяемого отверстия 1. Повторяют поворот отсчетной головки 10 на полный оборот, фиксируя при этом на упомянутой головке второй наибольший  и второй наименьший
и второй наименьший  отсчеты.
отсчеты.
Определяют позиционное отклонение во втором крайнем поперечном сечении  по полуразности второго наибольшего
по полуразности второго наибольшего  и второго наименьшего
и второго наименьшего  отсчетов. Определяют искомое позиционное отклонение первого проверяемого отверстия Δ1 по большему из значений позиционных отклонений в двух крайних поперечных сечениях
отсчетов. Определяют искомое позиционное отклонение первого проверяемого отверстия Δ1 по большему из значений позиционных отклонений в двух крайних поперечных сечениях  и
и  . Переустанавливают отсчетную голову 10 в каждое последующее гнездо измерительного узла 7, сопровождая эти переустановки поворотами отсчетной головки 10 на полной оборот и последующими вышеперечисленными действиями по определению искомых позиционных отклонений каждого последующего проверяемого отверстия Δ2…Δn. Открепляют гайку 12 и снимают измерительный узел 7 с центрирующей оправки 5. Открепляют гайку 6 и снимают объект измерения 2, а затем вынимают центрирующие узлы 3 из проверяемых отверстий 1.
. Переустанавливают отсчетную голову 10 в каждое последующее гнездо измерительного узла 7, сопровождая эти переустановки поворотами отсчетной головки 10 на полной оборот и последующими вышеперечисленными действиями по определению искомых позиционных отклонений каждого последующего проверяемого отверстия Δ2…Δn. Открепляют гайку 12 и снимают измерительный узел 7 с центрирующей оправки 5. Открепляют гайку 6 и снимают объект измерения 2, а затем вынимают центрирующие узлы 3 из проверяемых отверстий 1.
Способ может быть использован на машиностроительных предприятиях при измерении позиционных отклонений осей ряда отверстий относительно оси центрального отверстия и относительно друг друга в угловом направлении в деталях типа водила, фланца, крышки.
Способ измерения позиционного отклонения отверстий, координированных относительно центрального отверстия детали, заключающийся в том, что устанавливают центрирующие узлы в проверяемые отверстия объекта измерения, устанавливают объект измерения, размещают измерительный узел, выверяют взаимное угловое положение объекта измерения и измерительного узла, определяют отклонение искомого параметра от настроенного значения, снимают объект измерения и вынимают центрирующие узлы из проверяемых отверстий, отличающийся тем, что устанавливают объект измерения его центральным отверстием на центрирующую оправку, размещают измерительный узел на центрирующей оправке с обеспечением контакта измерительного щупа отсчетной головки с поверхностью отверстия первого центрирующего узла в одном из крайних поперечных сечений проверяемого отверстия, выверяют взаимное угловое положение объекта измерения и измерительного узла путем вращения отсчетной головки в первом гнезде измерительного узла и поворота упомянутого узла на центрирующей оправке, добиваясь выравнивания показаний на отсчетной головке при касании измерительного щупа крайних в угловом направлении точек отверстия первого центрирующего узла, после выверки взаимного углового положения закрепляют измерительный узел на центрирующей оправке, поворачивают отсчетную головку в первом гнезде на полный оборот, фиксируя при этом первый наибольший и первый наименьший отсчеты, определяют позиционное отклонение в первом крайнем поперечном сечении по полуразности первого наибольшего и первого наименьшего отсчетов, перемещают отсчетную головку вдоль оси первого гнезда, добиваясь контакта измерительного щупа с поверхностью отверстия первого центрирующего узла в другом крайнем поперечном сечении проверяемого отверстия, повторяют поворот отсчетной головки на полный оборот, фиксируя при этом второй наибольший и второй наименьший отсчеты, определяют позиционное отклонение во втором крайнем поперечном сечении по полуразности второго наибольшего и второго наименьшего отсчетов, причем искомое позиционное отклонение первого проверяемого отверстия определяют по большему из значений двух позиционных отклонений в двух крайних поперечных сечениях, искомое позиционное отклонение последующих проверяемых отверстий определяют переустановкой отсчетной головки в последующие гнезда измерительного узла, сопровождая эти переустановки поворотами отсчетной головки на полной оборот и последующими вышеперечисленными действиями при определении позиционного отклонения первого проверяемого отверстия, а перед снятием объекта измерения открепляют и снимают измерительный узел, и открепляют упомянутый объект.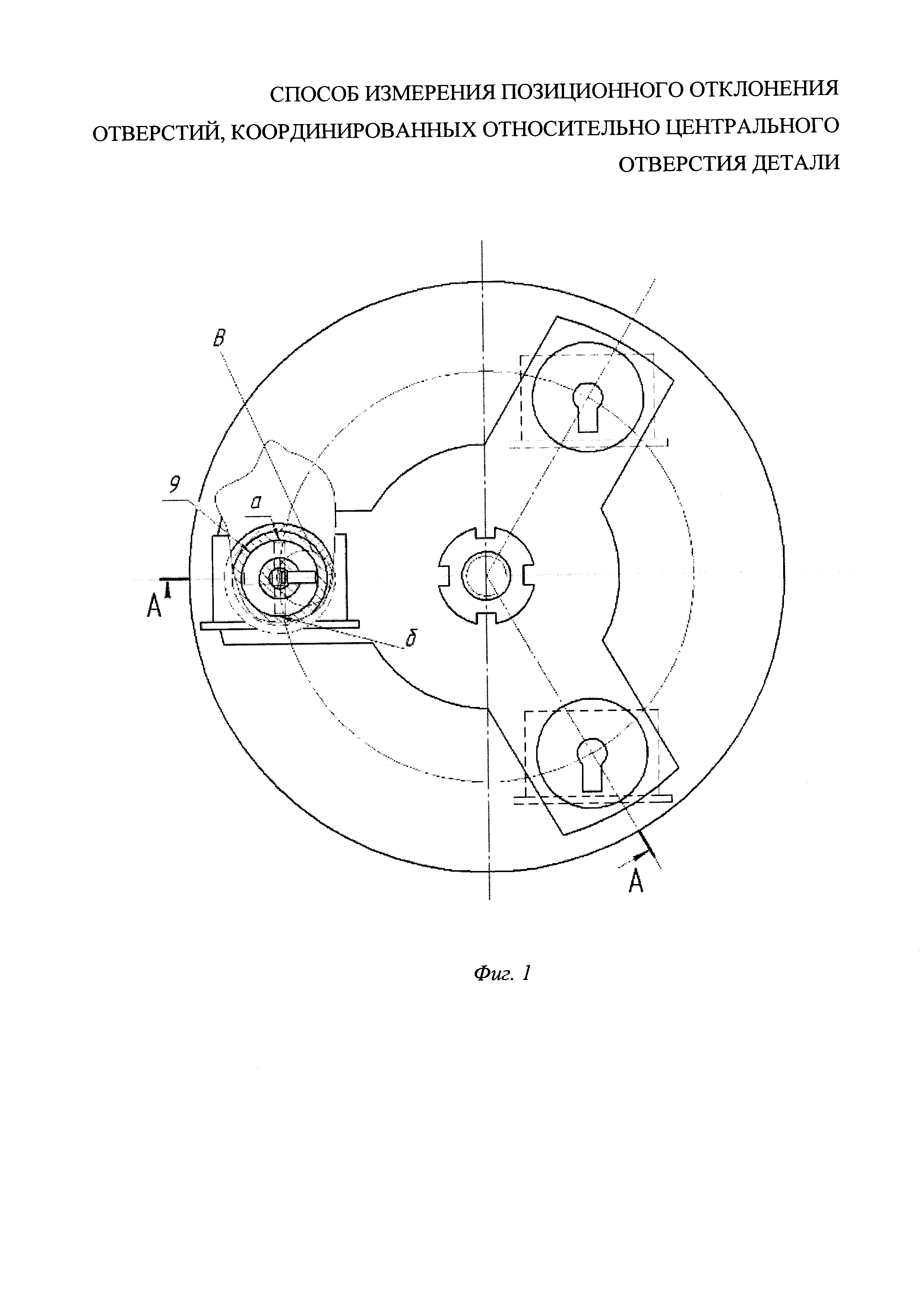
Способ получения 2-метил-1,4-нафтохинона
Состав сырьевой смеси для изготовления неавтоклавного газобетона
Способ измерения отклонений расположения плоскостей относительно центра наружной сферической поверхности
Способ упрочнения инструмента из быстрорежущей стали
Способ установки заготовки в двухкулачковом механизированном патроне
Способ нанесения износостойкого железоникелевого покрытия на прецизионные детали из низколегированных сталей
Гетерогенный катализатор жидкофазного окисления органических соединений
Способ получения полимерсодержащего катализатора реакции сузуки
Способ изготовления наплавленного биметаллического режущего инструмента
Регенеративный нагревательный колодец
Способ измерения отклонений расположения плоскостей относительно центра наружной сферической поверхности
Способ упрочнения инструмента из быстрорежущей стали
Способ установки заготовки в двухкулачковом механизированном патроне
Способ нанесения износостойкого железоникелевого покрытия на прецизионные детали из низколегированных сталей
Гетерогенный катализатор жидкофазного окисления органических соединений
Способ получения полимерсодержащего катализатора реакции сузуки
Способ изготовления наплавленного биметаллического режущего инструмента
Регенеративный нагревательный колодец
Рекуперативный нагревательный колодец
Способ выделения крупной фракции фрезерного торфа на валково-дисковом грохоте

