Результат интеллектуальной деятельности: СИНХРОННО ДВИЖУЩИЕСЯ ГИДРАВЛИЧЕСКИЕ НОЖНИЦЫ БЕЗ СТАНИНЫ
Вид РИД
Изобретение
Изобретение касается ножниц для резки плоского металла согласно ограничительной части п. 1 формулы изобретения.
У периодически или непрерывно производимых полос или, соответственно, листов, ниже называемых плоским металлом, которые образуются, например, при прокатке, известно, что плоский металл для дальнейшей переработки разделяется на удобные куски. Для этого применяются разделительные устройства, например, в виде ножниц.
У ножниц зазор резания обычно для определенного материала при заданной толщине имеет оптимальное, специфическое значение. Для чистого реза этот зазор должен быть постоянным по всей траектории резания. То есть нельзя, чтобы он увеличивался результирующими силами, потому что иначе качество или, соответственно, класс качества резания будет неудовлетворительным, одновременно повысится износ ножа.
Во избежание изменения зазора резания используются направляющие элементы, которые позволяют используемому ножу двигаться в направлении резания. Однако одновременно эти направляющие элементы оказывают наибольшее возможное противодействие всем другим движениям, чтобы предотвращать нежелательные движения, такие как податливость конструкции вследствие равнодействующих сил при процессе резания.
Из DE 4336626 С2 известны такого рода ножницы, которые имеют жестко установленный верхний нож и подвижный относительно него нижний нож. Передача необходимых высоких сил резания происходит механически с помощью привода перестановки, который через червячную передачу действует на держатель нижнего ножа. Результирующие силы режущих сил, переданные в лист, требуют стабильного направления ножей друг относительно друга, так как они хотят увеличить зазор резания, то есть расстояние от верхнего ножа до нижнего ножа. Направляющие элементы для подвижных держателей нижнего ножа выполнены в виде массивных круглых прутков, которыми могут восприниматься поперечные силы, возникающие при процессе резания. Разделение привода перестановки направляющих элементов имеет недостатки больших конструктивных издержек, связанные с соответственно большими размерами, что также приводит к повышенным затратам.
Из JP 07223109 А известны ножницы, у которых подвижный держатель верхнего ножа движется гидравлическим цилиндром относительно неподвижного держателя нижнего ножа. Для точного направления движущегося держателя верхнего ножа предусмотрен дополнительный направляющий механизм.
При периодически производимом плоском металле достаточно стационарного монтажа применяемых ножниц. При непрерывном движении подачи плоского металла требуется, чтобы ножницы двигались с той же скоростью, что и полоса, если плоский металл должен разделяться поперек к направлению подачи. Чтобы двигать ножницы вместе с плоским металлом, как описано в DE 2057751 А, сам плоский металл может служить приводом. Альтернативно ускорение ножниц поперечной резки возможно также при помощи гидравлического поршня, как в DE 2739327 А1.
Поэтому в основе изобретения лежит задача, устранить описанные недостатки затратной конструкции станины и упростить конструкцию, требующуюся для безукоризненного функционирования ножниц для плоского металла.
Эта задача в соответствии с изобретением решается с помощью ножниц с признаками п. 1 формулы изобретения. Предпочтительные усовершенствования изобретения определены в зависимых пунктах формулы изобретения.
Предлагаемые изобретением ножницы служат для резки плоского металла и содержат держатель верхнего ножа и держатель нижнего ножа, при этом держатель верхнего ножа и/или держатель нижнего ножа выполнен с возможностью направления и движения вверх и вниз. Подвижный держатель ножа может перемещаться относительно соответственно другого держателя ножа с помощью устройства для перемещения в виде двух гидравлических цилиндров, причем держатель верхнего ножа и держатель нижнего ножа имеют продолговатую форму, при этом держатель верхнего ножа и держатель нижнего ножа соединены друг с другом одним упомянутым устройством для перемещения, которое выполнено с возможностью восприятия сил резания и направления подвижного держателя ножа, а гидравлические цилиндры установлены на каждом из концов держателей ножа.
В основе изобретения лежит тот существенный принцип, что устройство для перемещения одновременно служит для того, чтобы направлять подвижный держатель ножа при его движении вверх и вниз, при этом устройство для перемещения воспринимает все возникающие режущие и поперечные силы. Иначе выражаясь, устройство для перемещения одновременно выполняет задачу станины, чтобы направлять подвижный держатель ножа. При этом устройству для перемещения приходится выполнять двойную функцию, связанную с преимуществами меньшего количества конструктивных элементов и более компактных размеров. Другие преимущества заключаются в экономии затрат при изготовлении ножниц и их монтаже и техническом обслуживании.
Для надежного в эксплуатации исполнения ножниц имеет значение, что как устройство для перемещения, так и другие конструктивные элементы ножниц выполнены более крепкими и прочными по сравнению с конструктивными элементами конструкции, рассчитываемыми стандартным образом. Благодаря этому возможно, чтобы устройство для перемещения выполняло названную двойную функцию.
Согласно изобретению устройство для перемещения выполнено в виде двух гидравлических цилиндров. При этом поршневой шток такого гидравлического цилиндра имеет по меньшей мере размеры традиционно известных направляющих элементов, например, в виде круглых прутков. Опора поршневого штока гидравлического цилиндра также примерно соответствует по расчету опоре использовавшихся ранее направляющих элементов.
Альтернативно можно выполнить устройство для перемещения в виде механической системы, которая, в частности, посредством коленчатого вала, снабженного шатуном, или других надлежащих средств преобразует вращательное движение в поступательное. Благодаря этому подвижный держатель ножа может двигаться или, соответственно, приводиться в движение вверх и вниз относительно соответственно другого держателя ножа.
Восприятие поперечных сил, возникающих во время процесса резания, может предпочтительно осуществляться с помощью опор скольжения или качения, которые предусмотрены для устройства для перемещения.
Ниже один из примеров осуществления изобретения описан подробнее с помощью схематично упрощенных чертежей. Показано:
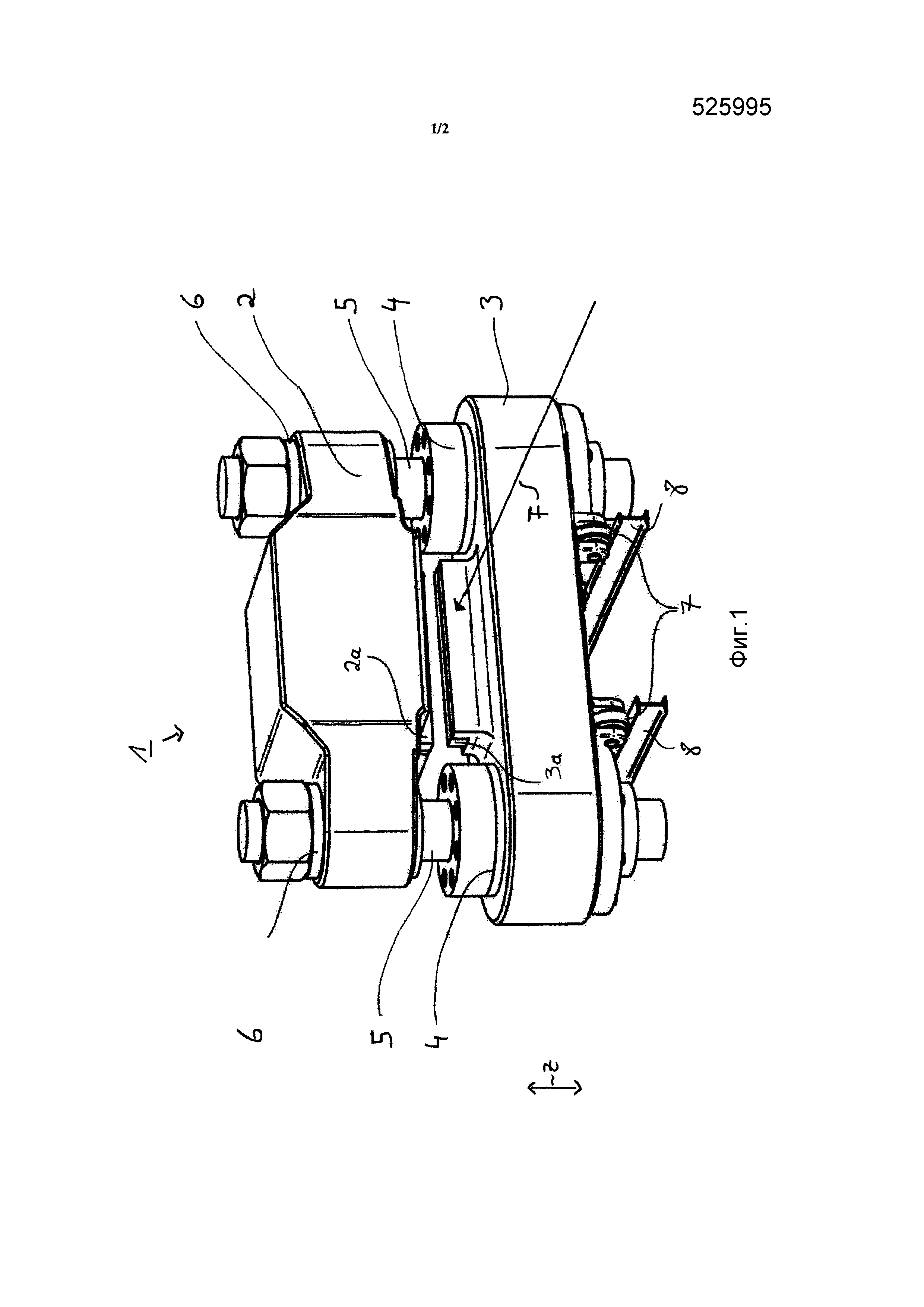
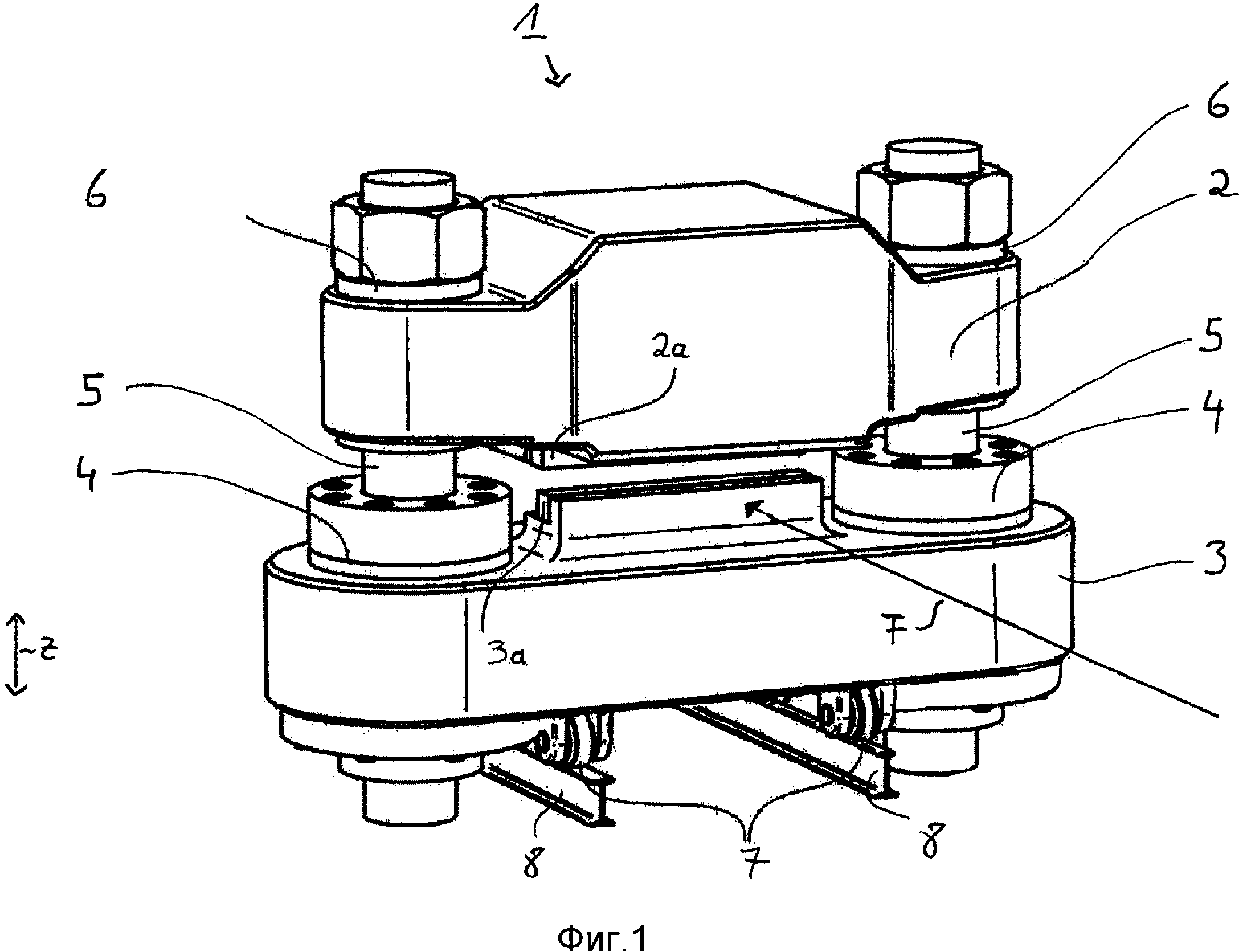
фиг. 1: предлагаемые изобретением ножницы на виде в перспективе, и
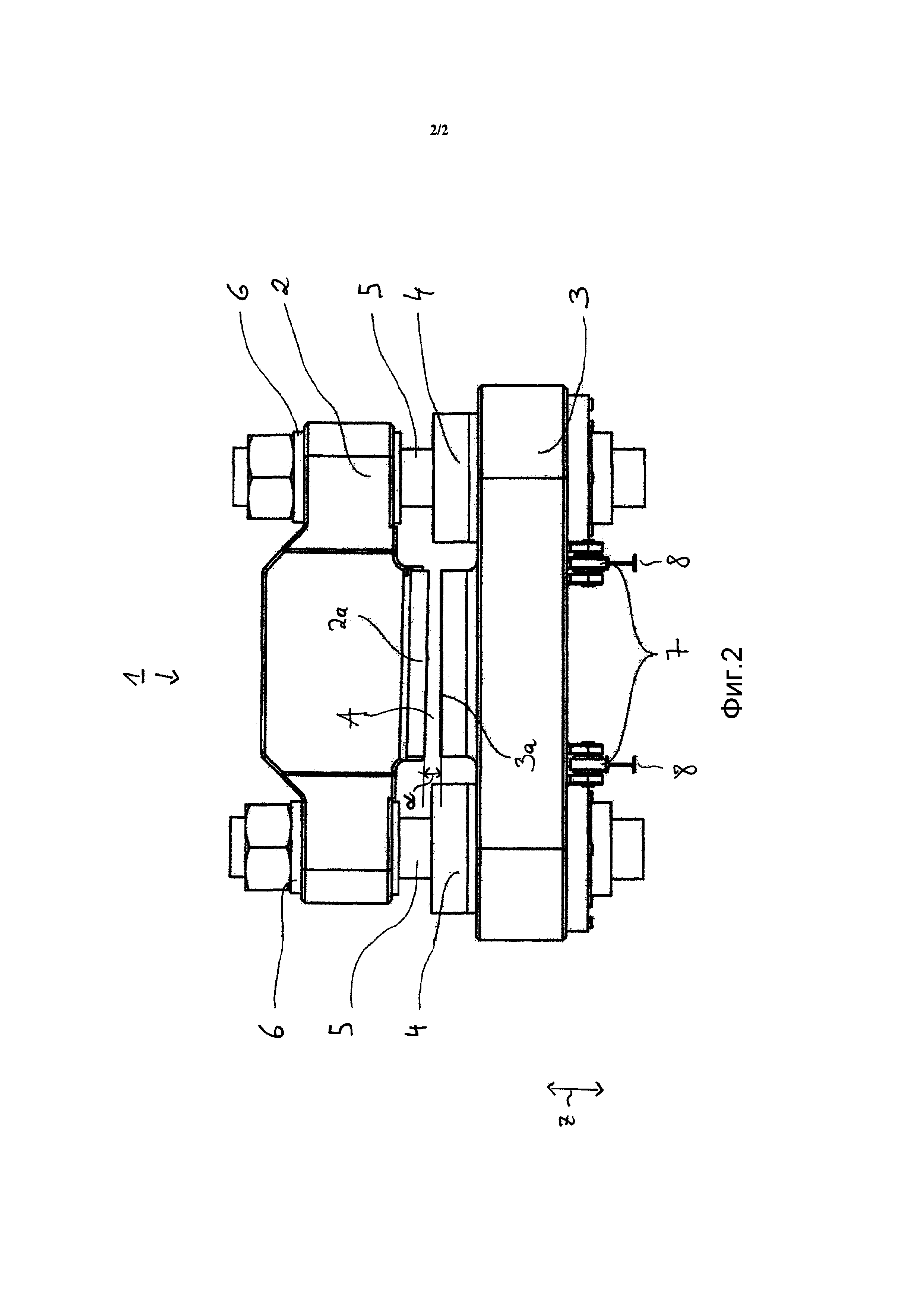
фиг. 2: ножницы с фиг. 1 на виде сбоку спереди.
На фиг. 1 показаны предлагаемые изобретением ножницы 1 на изображении в перспективе. Ножницы 1 включают в себя держатель 2 верхнего ножа и держатель 3 нижнего ножа. На держателе 2 верхнего ножа и на держателе 3 нижнего ножа установлен верхний нож 2а или, соответственно, нижний нож 3а. Держатель 2 верхнего ножа является подвижным относительно держателя 3 нижнего ножа. Для этого на держателе 3 нижнего ножа установлены два гидравлических цилиндра 4, при этом соответствующие поршневые штоки 5 гидравлических цилиндров 4 соединены с держателем 2 верхнего ножа. Путем управления гидравлическими цилиндрами 4 держатель 2 верхнего ножа может двигаться вверх и вниз относительно держателя 3 нижнего ножа, т.е. в направлении стрелки z, показанной на фиг. 1.
На фиг. 2 показаны ножницы 1 с фиг. 1 на виде сбоку спереди. Это поясняет, что держатель 3 нижнего ножа служит элементом для помещения двух гидравлических цилиндров 4. При приведении в действие гидравлических цилиндров 4 держатель 2 верхнего ножа движется вверх и вниз, при этом держатель 3 нижнего ножа в вертикальном направлении (направлении z) является стационарным или, соответственно, неподвижным.
В положении держателя 2 верхнего ножа, показанном на фиг. 2, между ножами 2а, 3а образовано расстояние А. Для раскроя (не показанного) плоского металла держатель 2 верхнего ножа движется путем приведения в действие гидравлических цилиндров 4 в направлении держателя 3 нижнего ножа. При этом гидравлические цилиндры 4 служат одновременно направляющими элементами для держателя 2 верхнего ножа и при этом выполнены таким образом, что дополнительно к режущим силам, которые возникают в направлении z, они воспринимают также поперечные силы, которые могут возникать в направлении транспортировки плоского металла. Направление транспортировки, в котором плоский металл движется сквозь ножницы 1 мимо ножей 2а, 3а, на фиг. 1 упрощенно обозначено стрелкой F.
При изменении толщины полосы или, соответственно, листа плоского металла необходимо привести в соответствие с ней расстояние А. Это может осуществляться с помощью эксцентриковой втулки 6, которая может быть выполнена в виде гнезда для поршневого штока 5 соответствующего гидравлического цилиндра 4 и предусмотрена сбоку на каждом из концов держателя 2 верхнего ножа. Путем вращения этих эксцентриковых втулок 6 в исходном положении гидравлических цилиндров 4 можно устанавливать определенное расстояние от держателя 2 верхнего ножа или, соответственно, установленного на нем верхнего ножа 2а до противоположного держателя 3 нижнего ножа. То же самое относится к угловому положению верхнего ножа 2а относительно нижнего ножа 3а, т.е. углу α (сравн. фиг. 2), на который верхний нож 2а своей продольной осью в исходном положении держателя 2 верхнего ножа наклонен относительно нижнего ножа 3а. Это достигается путем перестановки только одной эксцентриковой втулки 6 с одной стороны держателя 2 верхнего ножа.
При применении круглых направляющих элементов легко можно осуществлять новую установку зазора резания, необходимую при изменении толщины полосы или, соответственно, листа, путем вращения эксцентриковых втулок 6, используемых в качестве гнезда для поршневых или, соответственно, направляющих штоков. Эти эксцентриковые втулки 6, альтернативно изображению на чертеже, могут быть также расположены со стороны приложения силы, т.е. со стороны гидравлических цилиндров 4 и, таким образом, на держателе 3 нижнего ножа.
Альтернативно изображенным вариантам осуществления можно также предусмотреть только устройство для перемещения в виде гидравлического цилиндра, который своим поршневым штоком, например, может быть закреплен на верхней стороне держателя 2 верхнего ножа. Посредством надлежащего места соединения между поршневым штоком гидравлического цилиндра и держателем 2 верхнего ножа можно устанавливать наклон держателя 2 верхнего ножа относительно горизонтали и вместе с тем угол α, который составляет верхний нож 2а своей продольной осью относительно нижнего ножа 3а.
Также альтернативно можно опереть держатель 3 верхнего ножа в рамном устройстве или тому подобном неподвижно, причем тогда держатель 3 нижнего ножа является подвижным относительно него. Это может осуществляться с помощью гидравлических цилиндров 4, таким же образом, как показано на фиг. 1 и 2.
Размеры как держателя 2 верхнего ножа, так и держателя 3 нижнего ножа выбраны достаточными для восприятия поперечных и изгибающих сил.
На нижней стороне держателя 3 нижнего ножа установлены ролики 7, которые катятся по линейным направляющим 8 в виде рельсов. Для поперечной резки плоского металла, движущегося с непрерывной подачей, все ножницы тоже движутся в направлении F транспортировки, при этом ролики 7 катятся по рельсам 8. Это движение ножниц 1 проходит во времени синхронно с продолжительностью процесса резания, т.е. с движением держателя 2 верхнего ножа в направлении держателя 3 нижнего ножа. Ускорение ножниц 1, из исходного положения, в частности из положения покоя, поддержание движения ножниц 1, синхронного скорости полосы транспортируемого плоского металла, и затормаживание по окончании процесса резания может реализовываться с помощью одного или нескольких гидравлических цилиндров или других действующих таким же образом систем аккумуляции механической энергии, в частности пакетов пружин, которые надлежащим образом соединены с держателем 3 нижнего ножа или, соответственно, находятся в активном соединении с ним. На примере гидравлического цилиндра поясняется, и, разумеется, это не должно рассматриваться как ограничение, что гидравлический цилиндр одновременно служит устройством привода и торможения для держателя 3 нижнего ножа. Целесообразным образом с учетом горизонтального движения держателя 3 нижнего ножа гидравлический цилиндр при этом расположен лежа. Дополнительно такой гидравлический цилиндр может служить устройством обратной транспортировки, т.е. держатель 3 нижнего ножа по окончании процесса резания может снова возвращаться в свое исходное положение, так что затем может выполняться новый процесс резания. Таким образом, устройство обратной транспортировки и устройство торможения или, соответственно, привода образовано гидравлическим цилиндром цельно как конструктивный узел.
Опционально ножницы 1 могут иметь по меньшей мере одну гидравлически приводную зажимную колодку, которая может взаимодействовать с плоским металлом. При зажатии зажимной колодки с полимерным материалом или, соответственно, на плоском металле скорость транспортировки плоского металла передается на ножницы 1. Благодаря этому может достигаться ускорение держателя 3 нижнего ножа до скорости транспортировки плоского металла. Тогда при необходимости можно обойтись без других средств привода для этой цели, например гидравлических цилиндров.
Благодаря предлагаемому изобретением объединению направляющих и передающих сил элементов, например, в виде гидравлического цилиндра, конструкция представленных ножниц отличается намного большей простотой, чем у традиционных ножниц. Стабильность и при этом качество резания остаются неизменными и благодаря этому открывают возможность широкого универсального применения. Более компактная компоновка ножниц позволяет находить место в тесных монтажных пространствах. Благодаря меньшему количеству отдельных деталей обеспечиваются преимущества удобства монтажа и технического обслуживания и более экономичного изготовления.
Правильная машина и способ замены правильных роликовых элементов
Адаптер, растяжная правильная машина и способ эксплуатации растяжной правильной машины
Способ изготовления металлических полос
Способ и устройство для регулирования параметра прокатываемого материала
Устройство для регулирования обжимного валка обжимной клети
Способ изготовления труб с открытым швом из листов металла
Клапан регулирования объемного расхода
Устройство для передачи крутящего момента от приводного устройства на валок в прокатной клети
Теплоизоляционное устройство
Устройство для прессовой правки плоского металлопроката
Опора для валка прокатного стана
Способ и устройство для изготовления металлической полосы методом непрерывной разливки, совмещенной с прокаткой
Устройство для повышения температуры удлиненного металлического прокатного материала и чистовой прокатный стан для изготовления и/или обработки удлиненного металлического прокатного материала

