Результат интеллектуальной деятельности: УСТРОЙСТВО ПРОИЗВОДСТВА ФИКСИРУЮЩЕГО ЭЛЕМЕНТА
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ, И СВЯЗАННЫЙ УРОВЕНЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к устройству производства фиксирующего элемента, используемого в фиксирующем устройстве, устанавливаемом в устройстве формирования изображений, таком как копировальная машина, принтер или факсимильный аппарат.
[0002] Устройство формирования изображений электрофотографического типа включает в себя фиксирующее устройство для фиксации тонерного изображения, сформированного на материале записи (далее в настоящем документе, называемом листом), на упомянутом материале записи (листе) посредством нагревания и прижатия тонерного изображения. Данное фиксирующее устройство включает в себя фиксирующий элемент, такой как нагревательный ролик (нагревательный ремень) или прижимной ролик (прижимной ремень) и имеет строение, в котором процесс фиксации выполняется в положении, в котором эти ролики (ремни) находятся в прижимном контакте друг с другом.
[0003] В таком фиксирующем устройстве, известно, что если лист (лист малых размеров), ширина которого меньше, чем у листа с максимальной шириной (размером), который может быть использован в устройстве, непрерывно проходит через устройство, то в области фиксирующего элемента, через которую не проходит лист, чрезмерно повышается температура (это явление далее в настоящем документе называется повышением температуры в части, через которую не проходит лист).
[0004] Это повышение температуры в части, через которую не проходит лист, может генерироваться при более высокой скорости обработки (производительности) устройства формирования изображений. Причина этого состоит в том, что время, в которое лист проходит через фиксирующий зажим, сокращается при ускорении, и, следовательно, количество тепла для фиксации тонерного изображения на листе должно быть увеличено.
[0005] Таким образом, если генерируется повышение температуры в части, через которую не проходит лист, то температура превышает температуру теплостойкости каждого из элементов, из которых состоит фиксирующее устройство, и, следовательно, скорость обработки снижается. Другими словами, повышение температуры в части, через которую не проходит лист, приводит к снижению производительности формирования изображений.
[0006] Для устранения снижения производительности в устройстве, раскрытом в выложенной заявке на патент Японии 2002-351243, предполагается увеличение теплопроводности прижимного ролика относительно осевого направления прижимного ролика.
[0007] В частности, игольчатый наполнитель, имеющий высокую теплопроводность, распределяют в каучуковом слое, являющемся частью прижимного ролика.
[0008] Кроме того, в выложенной заявке на патент Японии Hei 4-158011 раскрыт способ формования каучукового слоя нагревательного ролика. В частности, этот способ является таким способом, в котором металлическую сердцевину устанавливают в металлической пресс-форме, а затем жидкий каучук вводят между внутренней поверхностью металлической пресс-формы и внешней поверхностью металлической сердцевины (далее в настоящем документе называемым способом литья).
[0009] Однако, согласно исследованию настоящих изобретателей, когда жидкий каучук, в котором распределен игольчатый наполнитель, вводится в металлическую пресс-форму с использованием этого способа литья, выяснилось, что может возникнуть проблема. Другими словами, в зависимости от строения элемента введения, снабженного отверстием для обеспечения возможности введения жидкого каучука в металлическую пресс-форму, выяснилось, что игольчатый наполнитель не ориентируется вдоль направления введения жидкого каучука, как предполагалось.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0010] Согласно аспекту настоящего изобретения обеспечено устройство производства для производства фиксирующего элемента, содержащее: металлическую пресс-форму, способную удерживать основной материал фиксирующего элемента в своей внутренней части; и элемент введения, включающий в себя группу отверстий, сконфигурированных для введения жидкого каучука, содержащего игольчатый наполнитель, в металлическую пресс-форму, в которой удерживается основной материал, при этом элемент введения сконфигурирован таким образом, чтобы отношение общего периметра группы отверстий к сумме периметра внутренней поверхности металлической пресс-формы и внешней поверхности основного материала составляло 1,3 или более и 3,3 или менее.
[0011] Эти и другие задачи, признаки и преимущества настоящего изобретения станут более очевидными после рассмотрения последующего описания предпочтительных вариантов осуществления настоящего изобретения вместе с сопроводительными чертежами.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
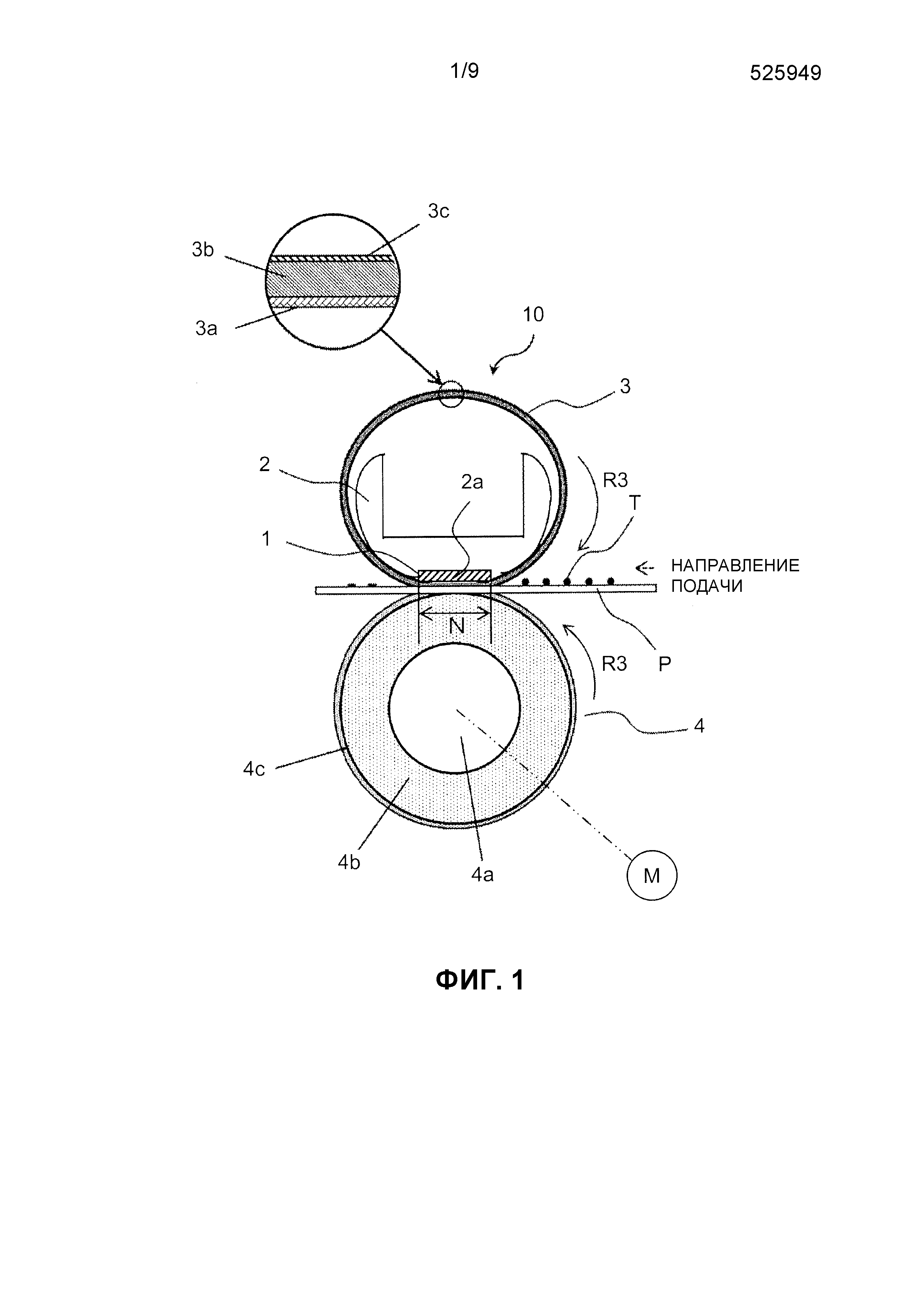
[0012] Фиг. 1 представляет собой схематический вид в разрезе, показывающий структуру фиксирующего устройства согласно варианту осуществления.
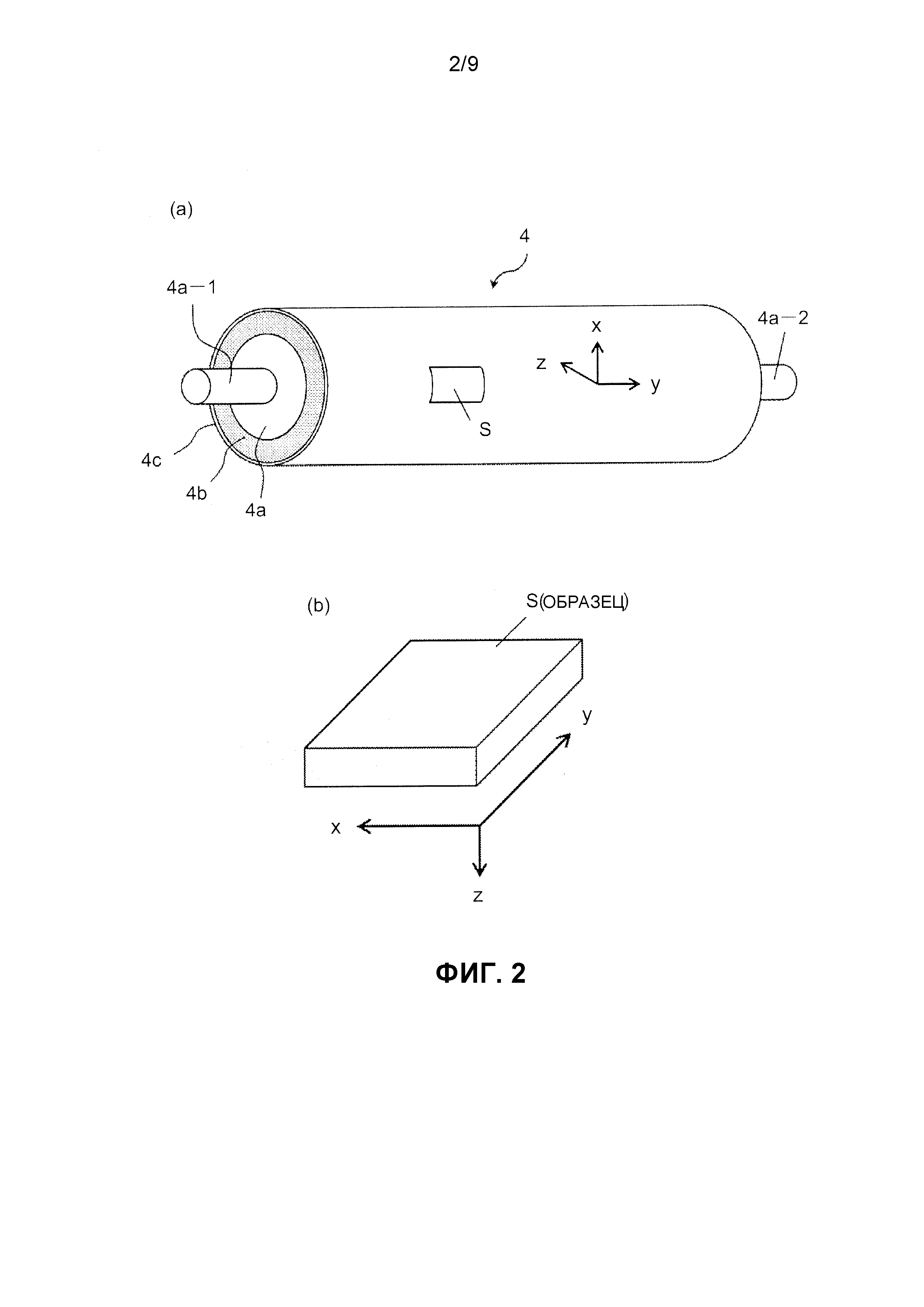
[0013] Фиг. 2(a) представляет собой вид в перспективе, показывающий общую структуру прижимного ролика, а (b) является иллюстрацией образца, подлежащего измерению для ролика.
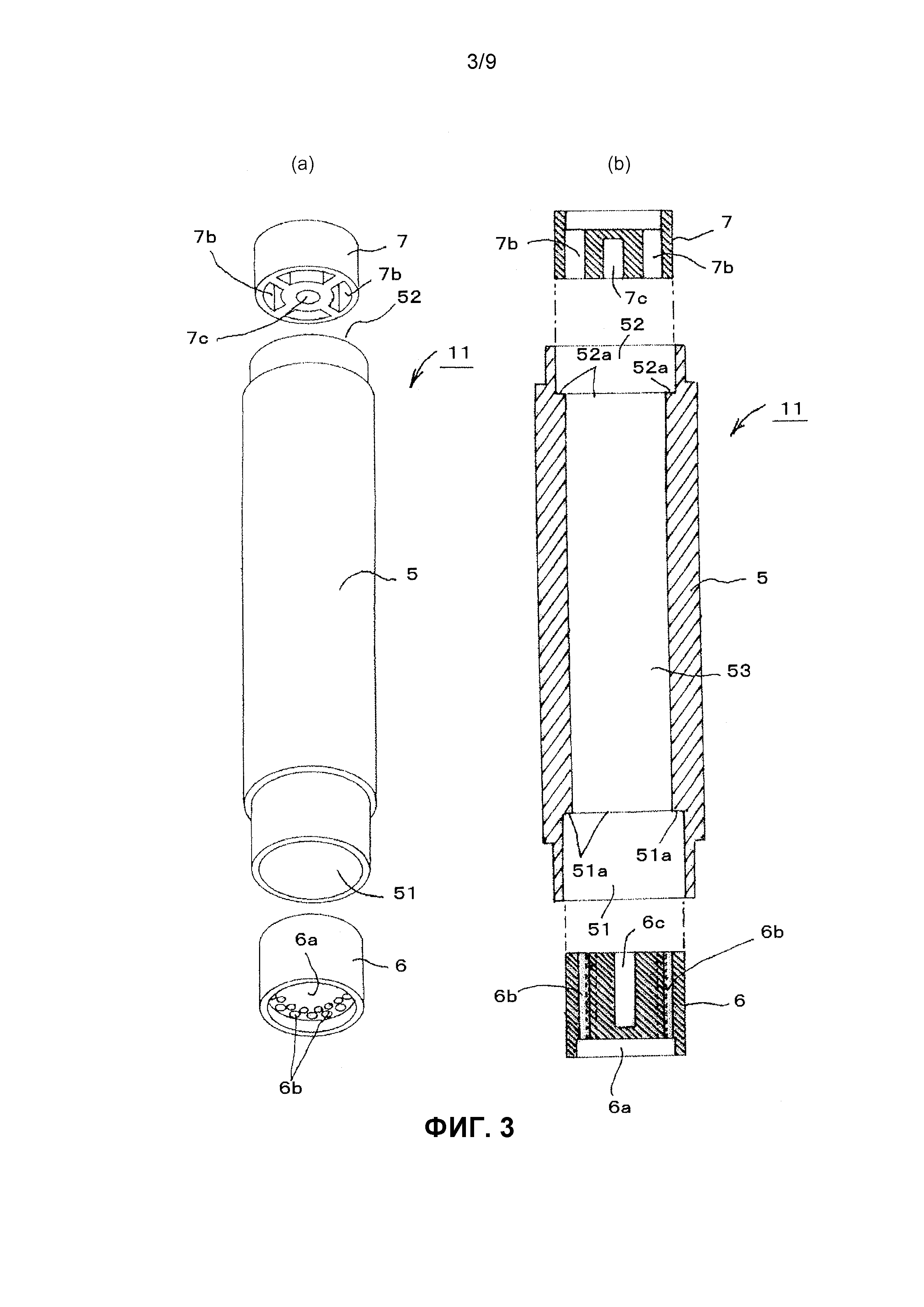
[0014] Фиг. 3(a) и (b) являются иллюстрациями структуры металлической пресс-формы.
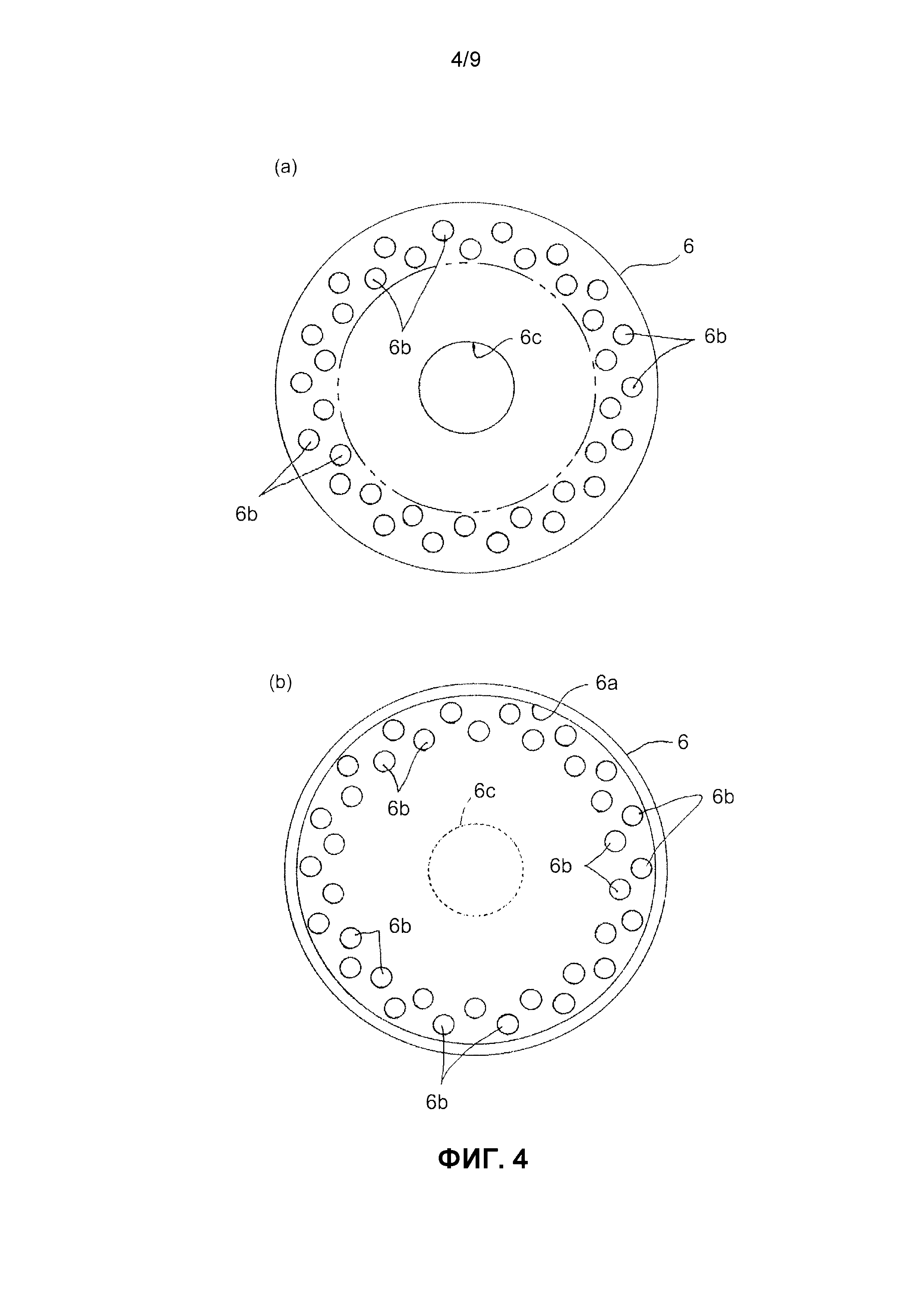
[0015] Фиг. 4(a) и (b) являются иллюстрациями отверстий введения, обеспеченных в пресс-форме одной торцевой части (вставляемой пресс-формы).
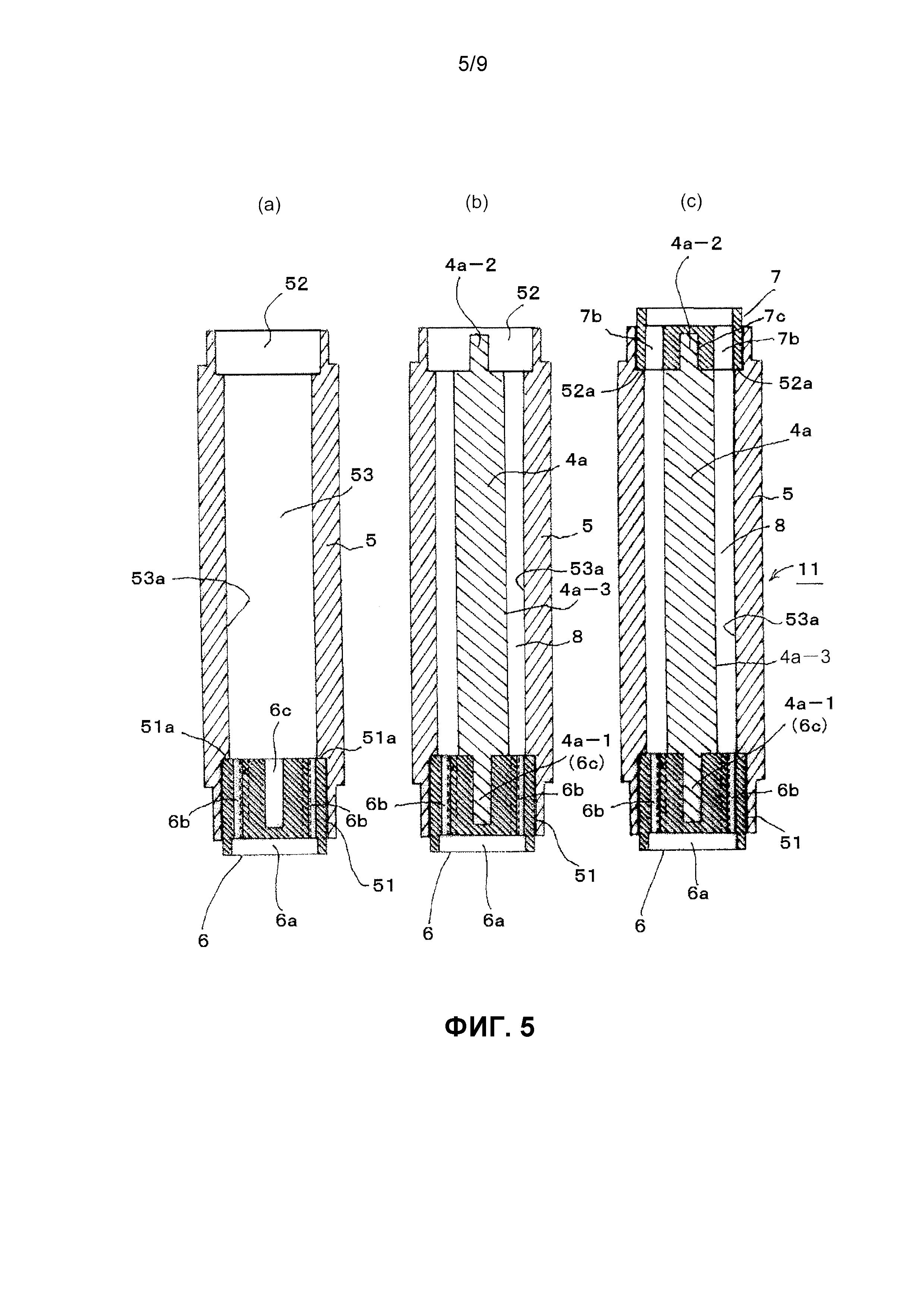
[0016] Фиг. 5(a)-(c) являются иллюстрациями способа размещения основного материала ролика в металлической пресс-форме.
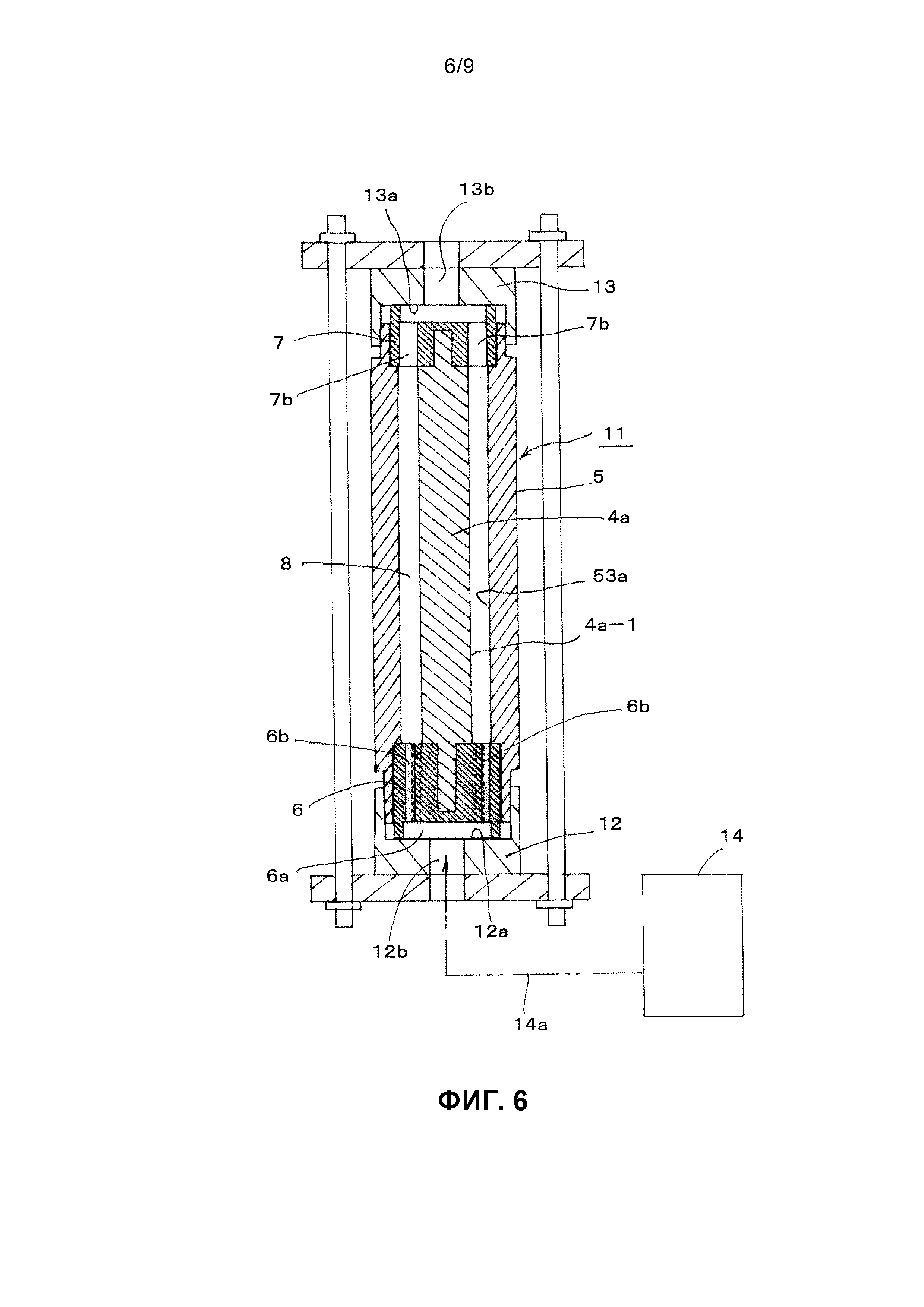
[0017] Фиг. 6 является иллюстрацией этапа литья.
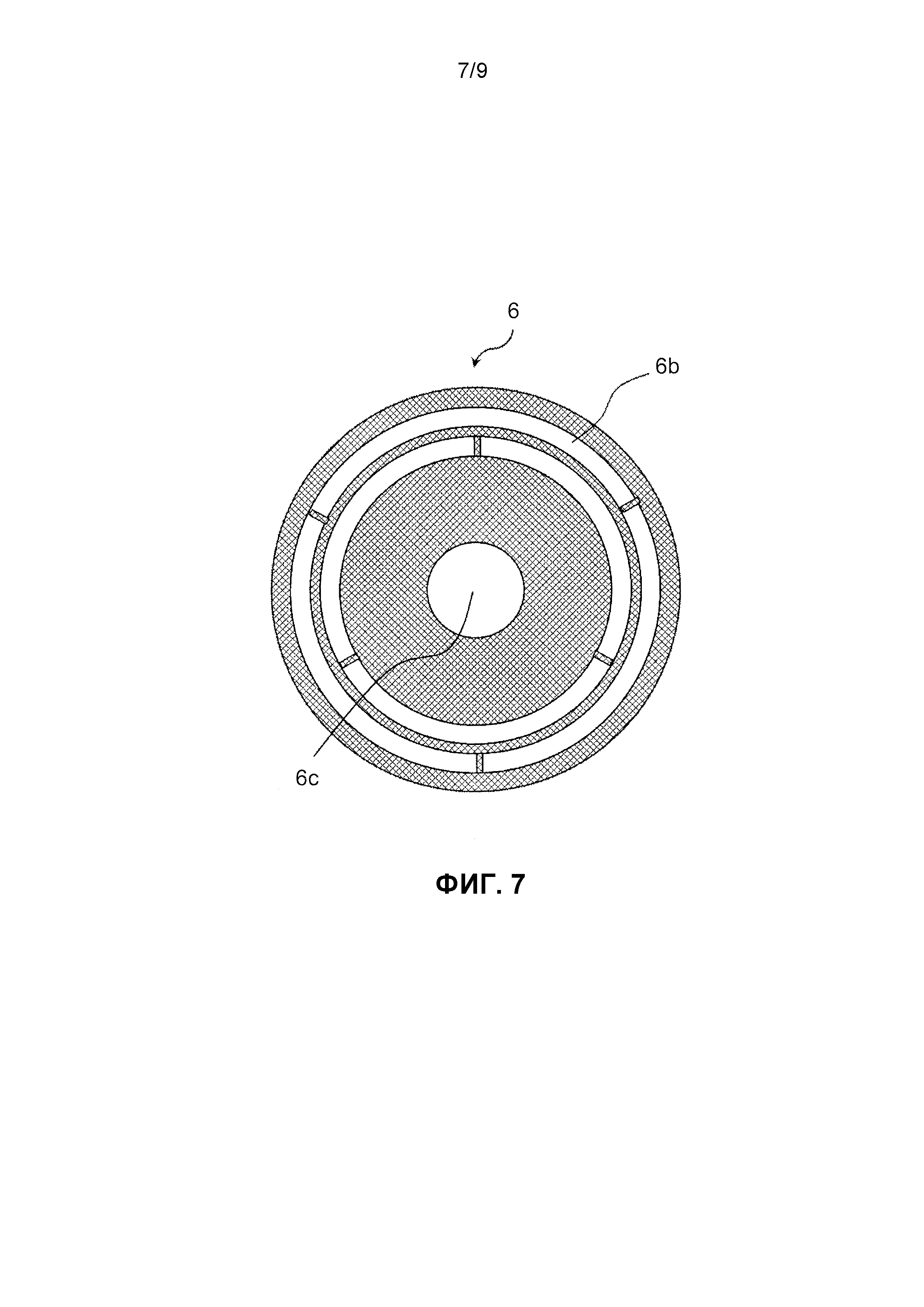
[0018] Фиг. 7 является иллюстрацией другого примера отверстий введения, обеспеченных в пресс-форме одной торцевой части.
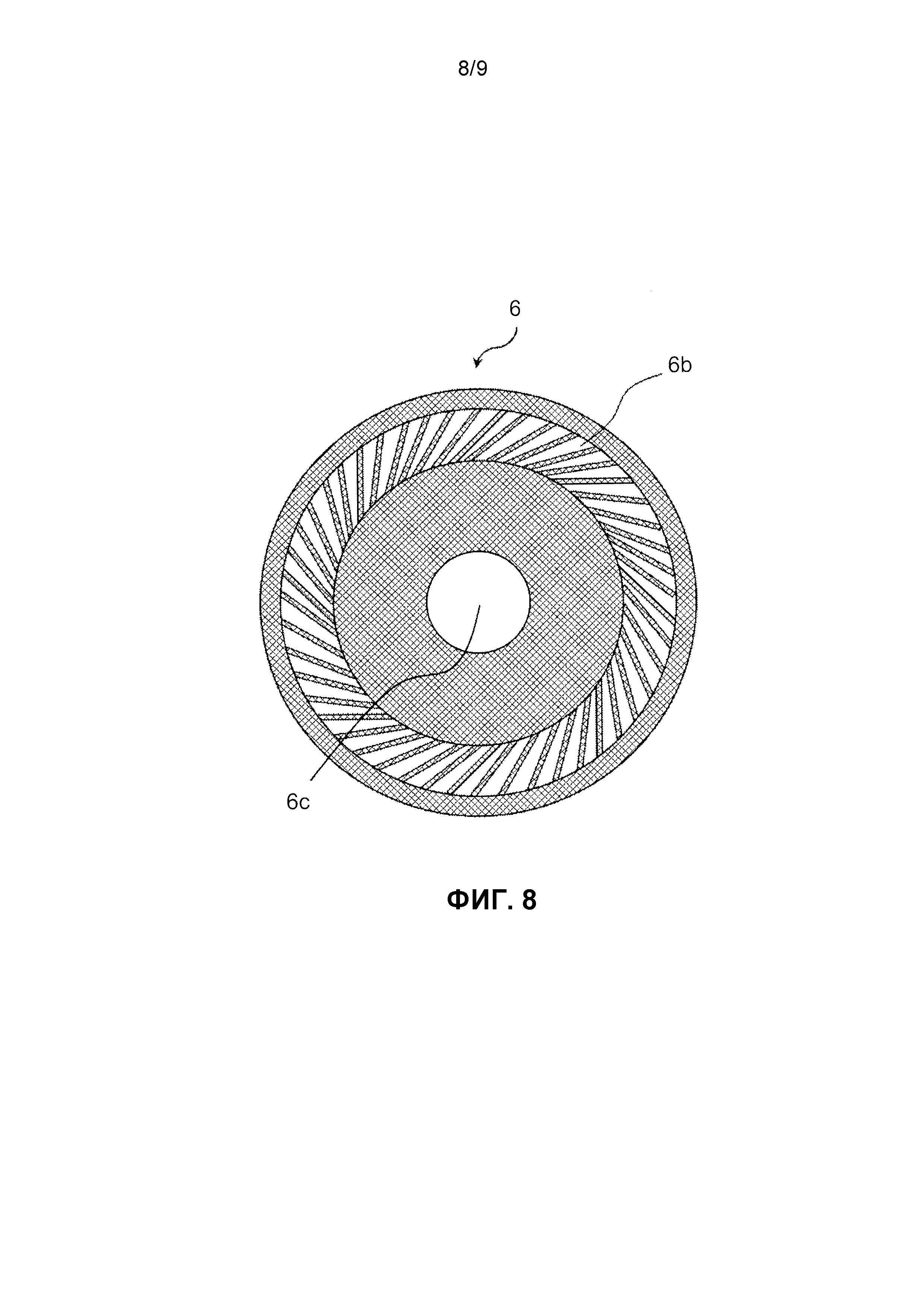
[0019] Фиг. 8 является иллюстрацией дополнительного примера отверстий введения, обеспеченных в пресс-форме одной торцевой части.
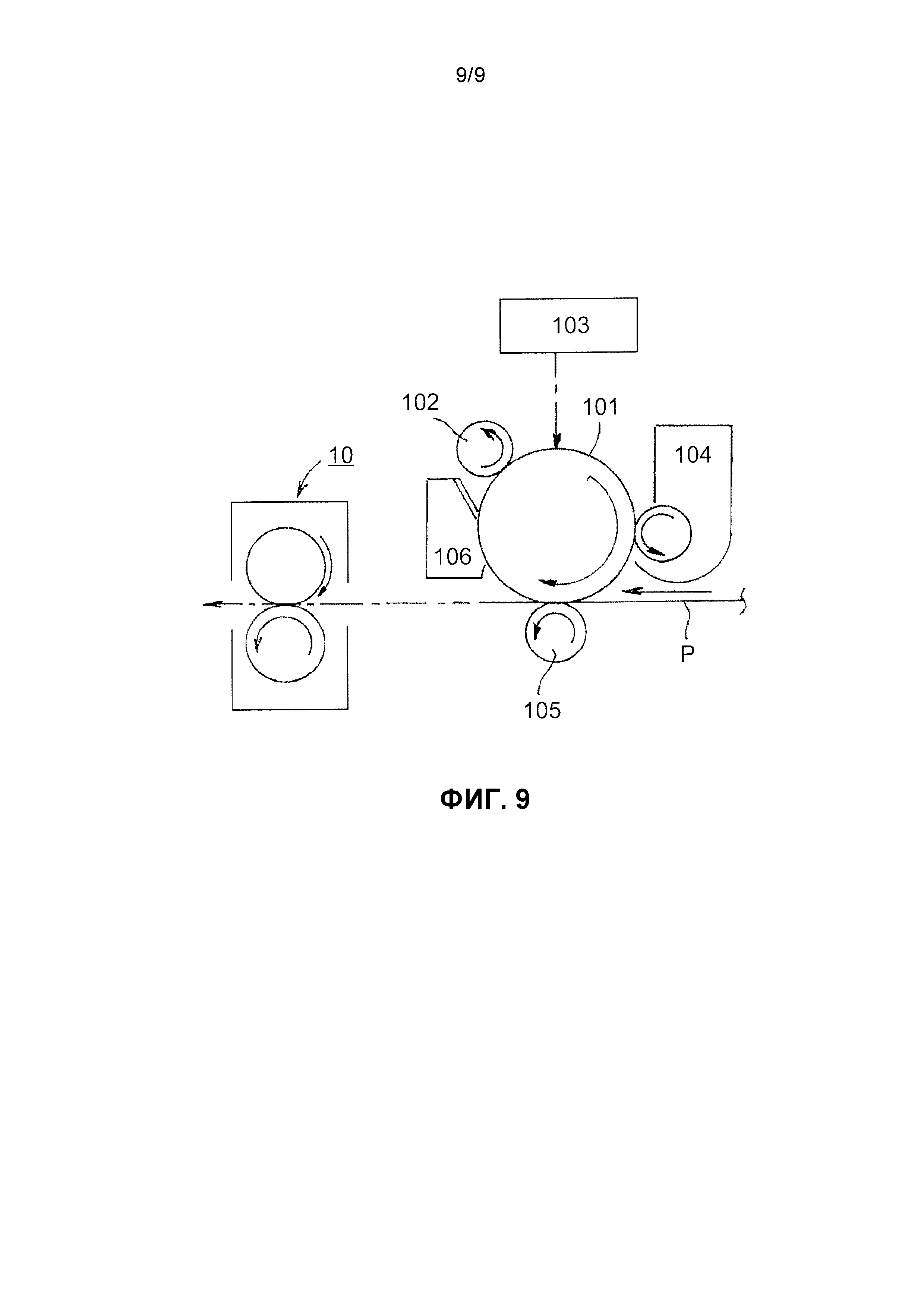
[0020] Фиг. 9 представляет собой схематическое структурное представление примера устройства электрофотографического формирования изображений.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Варианты осуществления
[0021] Варианты осуществления настоящего изобретения будут конкретно описаны со ссылкой на чертежи. Сначала, фиксирующее устройство согласно данному варианту осуществления будет описано с использованием схематического вида в разрезе с фиг. 1. В качестве фиксирующего элемента согласно настоящему изобретению, в качестве примера будет подробно описан прижимной ролик, используемый в фиксирующем устройстве.
[0022] В качестве устройства электрофотографического формирования изображений используется устройство, показанное на Фиг. 9. Это устройство включает в себя вращающийся фоточувствительный элемент 101, средство 102 заряда и средство 103 экспонирования, которое является средством формирования скрытого изображения, и средство 104 проявки для проявки тонером скрытого изображения, сформированного на фоточувствительном элементе. Кроме того, устройство включает в себя средство 105 переноса для переноса тонерного изображения, полученного посредством проявки скрытого изображения, средство 106 очистки для очистки поверхности фоточувствительного элемента после переноса тонерного изображения, и фиксирующее устройство 10, в качестве средства фиксации для фиксации тонерного изображения на материале записи и т.п.
Фиксирующее устройство
[0023] Фиксирующее устройство 10, показанное на Фиг. 1, включает в себя керамический нагреватель 1 в качестве нагревательного элемента, держатель 2 нагревателя в качестве несущего нагревательный элемент элемента, фиксирующий ремень 3 в качестве фиксирующего элемента, и прижимной ролик 4 в качестве упругого ролика.
[0024] Нагреватель 1 включает в себя генерирующий тепло источник, такой как генерирующий тепло резистор, осуществляющий упомянутое генерирование посредством подачи на него электроэнергии непоказанным средством подачи электроэнергии, и в котором резко повышается температура посредством подачи на него электроэнергии. Температура нагревателя обнаруживается непоказанным средством обнаружения температуры, и информация об обнаруженной температуре вводится в непоказанное средство управления. Средство управления управляет подаваемой электроэнергией из средства подачи электроэнергии в генерирующий тепло источник так, чтобы обнаруженная температура, введенная из средства обнаружения температуры, и, таким образом, управляет температурой нагревателя 1 при предварительно определенной температуре.
[0025] Нагреватель 1 неподвижно поддерживается посредством держателя 2 нагревателя, сформированного из теплостойкого материала, обладающего жесткостью в форме, по существу, полукруглого желоба в поперечном сечении. В частности, на нижней поверхности держателя 2, часть 2a канавки предусмотрена вдоль продольного направления держателя (направления вперед-назад на листе чертежа с фиг. 1), и нагреватель 1 вставлен (зацеплен) в часть 2a канавки.
[0026] Фиксирующий ремень 3 включает в себя, от внутренней части к внешней части, кольцеобразный основной материал 3a, упругий слой 3b ремня (который в настоящем документе упоминается, как отличный от упругого слоя 4b прижимного ролика 4, описанного ниже по тексту), и поверхностный слой 3c. Фиксирующий ремень 3 является бесконечным ремнем, обладающим внутренней периферийной поверхностью, по которой скользят нагреватель 1 и держатель 2, и обернутым вокруг внешней периферии держателя 2, поддерживающего нагреватель 1, с запасом периметра.
[0027] Как описано ниже по тексту, нагреватель 1 и прижимной ролик 4 находятся в прижимном контакте с фиксирующим ремнем 3 так, что между фиксирующим ремнем 3 и прижимным роликом 4 сформирован фиксирующий зажим N. Фиксирующий ремень 3 плотно контактирует своей внутренней поверхностью с поверхностью нагревателя посредством приведения прижимного ролика 4 во вращение в направлении против часовой стрелки согласно стрелке R4 с предварительно определенной окружной скоростью посредством вращающего устройства M, такого, как двигатель, и вращается в направлении по часовой стрелке согласно стрелке R3 посредством вращения прижимного ролика 4 вблизи держателя 2, одновременно скользя по поверхности нагревателя.
[0028] Держатель 2 функционирует не только в качестве удерживающего элемента для нагревателя 1, но также и в качестве элемента направления вращения для фиксирующего ремня 3. На внутреннюю периферийную поверхность фиксирующего ремня 3 наносится смазка (смазочное вещество) для обеспечения скользящего свойства относительно нагревателя 1 и держателя 2. В данном случае, в настоящем документе ремень включает в себя элемент в форме пленки.
[0029] В качестве фиксирующего элемента, прижимной ролик 4 включает в себя, от внутренней части к внешней части, основной материал (металлический сердечник) 4a, упругий слой (каучуковый слой) 4b и запирающий слой 4c. Прижимной ролик 4 приводится во вращение в процессе использования посредством устройства M приведения во вращение. По этой причине, основной материал 4a поддерживается с возможностью вращения посредством непоказанной фиксирующей части, такой как каркас фиксирующего устройства 10, при помощи подшипникового элемента.
[0030] Прижимной ролик 4 обеспечен в положении, находящемся напротив нагревателя 1, через фиксирующий ремень 3, поддерживаемый посредством держателя 2. Кроме того, прижимной ролик 4 и фиксирующий ремень 3 находятся в прижимном контакте друг с другом посредством передачи предварительно определенного давления на прижимной ролик 4 и фиксирующий ремень 3 посредством непоказанного прижимного механизма, так чтобы каждый из упругих слоев 3b и 4b упруго деформировался. В результате, между прижимным роликом 4 и фиксирующим ремнем 3 формируется фиксирующий зажим N, имеющий предварительно определенную ширину относительно направления подачи материала записи (направления подачи листа).
[0031] Когда прижимной ролик 4 приводится во вращение посредством устройства M приведения во вращение, прижимной ролик 4 подает лист (материал записи) P, одновременно с этим зажимая лист P в фиксирующем зажиме P между собой и фиксирующим ремнем 3, вращаемым посредством прижимного ролика 4. Кроме того, фиксирующий ремень 3 нагревается нагревателем 1, пока температура его поверхности не достигнет предварительно определенной температуры (например, 200°C). В этом состоянии, когда лист P, на котором незафиксированное тонерное изображение сформировано при помощи незафиксированного тонера T, подается с зажимом через фиксирующий зажим N, незафиксированный тонер T на листе P нагревается и прижимается. Затем, выполняется расплавление и смешивание цветов незафиксированного тонера T, и, следовательно, после этого незафиксированный тонер T охлаждается, посредством чего выполняется фиксация незафиксированного тонерного изображения в виде зафиксированного изображения на листе P.
Фиксирующий ремень
[0032] Ниже будет описан фиксирующий ремень 3. Фиксирующий ремень 3, как показано на Фиг. 1, обеспечен упругим слоем 3b ремня на внешней периферии основного материала 3a, и поверхностного слоя 3c на внешней периферии упругого слоя 3b ремня. Принимая во внимание необходимость того, что основному материалу 3a требуется свойство теплостойкости и сопротивление изгибу, используется материал на основе теплостойкой смолы, такой как полиимид, полиамид-имид или полиэфирэфиркетон (PEEK).
[0033] Если для основного материала 3a также учитывается свойство теплопроводности, то также может быть использован металлический материал, такой как нержавеющая сталь (SUS), никель (Ni) или никелевый сплав, который обладает более высокой теплопроводностью, чем материал на основе теплостойкой смолы. Кроме того, для основного материала 3a, существует необходимость в повышении механической прочности, при одновременном уменьшении теплоемкости, и, следовательно, толщина основного материала 3a может, по желанию, составлять 5 мкм - 10 мкм, предпочтительно 20 мкм - 85 мкм.
[0034] Упругий слой 3b ремня является слоем силоксанового каучука для покрытия внешней периферии основного материала 3a. Упругий слой 3b ремня равномерно передает тепло к незафиксированному тонеру T таким образом, чтобы закрывать незафиксированный тонер T на листе P, при прохождении листа P через фиксирующий зажим N. Упругий слой 3b ремня функционирует таким образом для того, чтобы могло быть получено хорошее изображение, имеющее большую глянцевитость, и без неоднородности фиксации.
[0035] Однако, если упругий слой 3b ремня является тонким, то достаточная упругость не может быть получена, поэтому хорошее изображение не может быть получено. С другой стороны, если упругий слой 3b ремня является толстым, то теплоемкость увеличивается, поэтому достижение предварительно определенной температуры посредством нагревания занимает больше времени. По этой причине, толщина упругого слоя 3b ремня может, по желанию, составлять 30 мкм - 500 мкм, предпочтительно 100 мкм - 300 мкм.
[0036] Упругий слой 3b ремня не ограничен особыми характеристиками, но по различным причинам, а именно, что обработка является простой, что упругий слой 3b ремня может быть обработан с высокой точностью измерения, и что побочный продукт реакции не генерируется во время горячей вулканизации и т.п., предпочтительно может быть использован жидкий силоксановый каучук из реакции присоединения сшивающего типа. Жидкий силоксановый каучук из реакции присоединения сшивающего типа содержит, например, полиорганосилоксан и полиорганогидрогенсилоксан, а также может дополнительно содержать катализатор и другую добавку. Полиорганосилоксан является базовым полимером, полученным из силоксанового каучука в качестве первичного материала, и, предпочтительно, может быть использован полиорганосилоксан, среднечисленная молекулярная масса которого составляет 5000-100000, и средневесовая молекулярная масса которого составляет 10000-50000.
[0037] Жидкий силоксановый каучук является полимером, обладающим текучестью при комнатной температуре, но вулканизуется посредством его нагревания, и после вулканизации обладает свойством малой жесткости, а также обладает свойством достаточной теплостойкости и силой восстановления после деформации. По этой причине, жидкий силоксановый каучук подходящим образом используется не только для упругого слоя 3b ремня, но также и для упругого слоя 4b прижимного ролика 4, описанного ниже по тексту.
[0038] В данном случае, если упругий слой 3b ремня сформирован только из силоксанового каучука, теплопроводность упругого слоя 3b ремня становится низкой. Если теплопроводность упругого слоя 3b ремня является низкой, то тепло, генерируемое нагревателем 1, не быстро передается листу P через фиксирующий ремень 3, и, следовательно, когда тонер фиксируется на листе P, нагревание является недостаточным, поэтому может возникнуть дефект изображения, такой как неоднородность фиксации.
[0039] Следовательно, для повышения теплопроводности упругого слоя 3b ремня, в упругий слой 3b ремня примешивается и распределяется, например, гранулированный наполнитель с высокой теплопроводностью, обладающий высокой теплопроводностью. В качестве гранулированного наполнителя с высокой теплопроводностью, используются карбид кремния (Sic), оксид цинка (ZnO), оксид алюминия (Al2O3), нитрид алюминия (AlN), оксид магния (MgO), технический углерод и т.п.
[0040] Кроме того, в зависимости от назначения, также может быть использован игольчатый наполнитель с высокой теплопроводностью или подобное, а не гранулированный наполнитель с высокой теплопроводностью. Другими словами, в качестве формы наполнителя с высокой теплопроводностью, отличной от гранулированной формы и игольчатой формы, существует тонкодисперсная форма, пластинчатая форма, нитевидная форма и подобные формы, поэтому материал, обладающий любой из этих форм, также может быть использован для упругого слоя 3b ремня. Кроме того, эти материалы могут быть использованы по-отдельности или в смеси двух или более их разновидностей. В данном случае, наполнитель с высокой теплопроводностью содержится в упругом слое 3b ремня, так что упругому слою 3b ремня также обеспечивается электропроводность.
[0041] Поверхностный слой 3c является слоем фторсодержащей смолы для покрытия внешней периферии упругого слоя 3b ремня. Поверхностный слой 3c предусмотрен для обеспечения меньшего осаждения тонера на фиксирующем ремне 3. Для поверхностного слоя 3c, предпочтительно, может быть использован материал на основе фторсодержащей смолы, такой как сополимер тетрафторэтилена-перфторалкил винилового эфира (материал на основе смолы) (PFA), материал на основе тетрафторэтиленовой смолы (PTFE) или сополимер тетрафторэтилена/гексафторпропилена (материал на основе смолы) (FEP). Толщина поверхностного слоя может, по желанию, составлять 1 мкм - 50 мкм, предпочтительно 8 мкм - 25 мкм. В данном случае, единственным требуемым условием может быть формирование поверхностного слоя 3c на внешней периферии упругого слоя 3b ремня посредством покрытия трубки из фторсодержащей смолы на внешней периферии, или посредством нанесения краски, состоящей из материала на основе фторсодержащей смолы на внешнюю периферию.
Прижимной ролик
[0042] Далее будет описан прижимной ролик 4. На Фиг. 2(a) представлен вид в перспективе прижимного ролика 4, который является упругим роликом. Прижимной ролик 4 сформирован из многослойной структуры, включающей в себя, со стороны внешней периферии цилиндрического основного материала 4a, упругий слой 4b, сформированный концентрически с основным материалом 4a и запирающий слой 4c, покрывающий внешнюю периферию упругого слоя 4b. В данном случае, как показано на Фиг. 2(a), ниже по тексту, направление вдоль окружности прижимного ролика 4 представлено посредством направления «x», осевое направление прижимного ролика 4 представлено посредством направления «y», и направление толщины (радиальное направление) прижимного ролика 4 представлено посредством направления «z».
Основной материал
[0043] Цилиндрический основной материал 4a является материалом сердцевины вала или металлической сердцевиной, сформированной с использованием нержавеющей стали, содержащим материал на основе стали, такого как материал SUM (сера или сернистый композитный материал на основе стали с хорошей обрабатываемостью резанием) покрытый никелем или хромом, фосфористой бронзой или алюминием. Может требоваться, чтобы внешний диаметр основного материала 4a был равен исключительно 4 мм - 80 мм. Части 4a-1 и 4a-2 вала малого диаметра размещены с одной торцевой стороны и другой торцевой стороны, соответственно, основного материала 4a таким образом, чтобы быть концентрическими с основным материалом 4a. Каждая из частей 4a-1 и 4a-2 вала малого диаметра, обеспеченных с одной торцевой стороны и с другой торцевой стороны, соответственно, является частью, поддерживаемой с возможностью вращения посредством непоказанной фиксирующей части, такой как каркас фиксирующего устройства 10.
Упругий слой
[0044] Упругий слой 4b является каучуковым покрытием внешней периферии основного материала 4a. В упругом слое 4b, предпочтительно, может использоваться силоксановый каучук, так же как в упругом слое 3b ремня фиксирующего ремня 3. Упругий слой 4b также может быть сформирован в виде так называемого пористого упругого слоя (вспененный каучук), в котором распределены воздушные пузырьки (пустоты) или вода для улучшения свойства теплостойкости относительно направления толщины слоя (направления z). Кроме того, когда упругий слой сформирован, в качестве жидкого материала используется смесь жидкого каучука, в которой в жидком каучуке распределен игольчатый наполнитель. Игольчатый наполнитель является наполнителем с высокой теплопроводностью, и он распределен в упругом слое для того, чтобы мог быть сформирован путь теплового потока.
[0045] Кроме того, если игольчатый наполнитель с высокой теплопроводностью перемешивается в вышеописанном жидком силоксановом каучуке из реакции присоединения сшивающего типа до вулканизации, то наполнитель с высокой теплопроводностью будет иметь вытянутую форму волокон, и, следовательно, будет иметь тенденцию к ориентированию вдоль направления потока жидкого каучука, в процессе формования упругого слоя из каучука с высокой теплопроводностью. По этой причине, формование выполняется посредством обеспечения течения жидкого каучука в направлении, в котором предполагается увеличение потока тепла в упругом слое, и вообще говоря, в упругом ролике, посредством чего поток тепла в направлении (направлении y) может быть увеличен, по сравнению с потоком тепла в других направлениях.
[0046] Задача данного варианта осуществления заключается в повышении теплопроводности упругого ролика относительно направления, перпендикулярного к направлению материала записи, то есть, относительно осевого направления (направления y). По этой причине, направление введения жидкого каучука, в процессе формования каучукового слоя, выравнивается с продольным направлением (направлением y) основного материала 4a так, чтобы направление ориентации игольчатого наполнителя предполагалось объединенным с направлением y. В результате, когда бумага малых размеров проходит через фиксирующее устройство 10, становится возможным исключить чрезмерное повышение температуры вращающейся части, которая является частью, через которую не проходит лист. Таким образом, даже в случае повышения температуры части ролика, через которую не проходит лист, тепло легко течет в направлении части, через которую лист проходит, температура которой является относительно низкой, или в направлении торцевых частей относительно осевого направления ролика. Другими словами, тепло эффективно рассеивается в направлении части, через которую лист проходит, или торцевых частей ролика.
[0047] Толщина упругого слоя 4b не ограничена конкретным образом, если толщина находится в пределах, в которых может быть сформирован фиксирующий зажим N, имеющий требуемую ширину относительно направления подачи материала записи в случае упругой деформации всего упругого слоя при соприкосновении с фиксирующим ремнем 3, но, предпочтительно, может составлять 2,0 мм - 10,0 мм. Жесткость упругого слоя 4b, предпочтительно, может находиться в диапазоне от 20° или более и до 70° или менее с точки зрения обеспечения зажима N желаемой ширины.
[0048] Как было описано выше, игольчатый наполнитель перемешивается в упругом слое 4b. Этот игольчатый наполнитель является стержневидным элементом, формой которого является, например, цилиндрическая форма или форма многоугольной призмы, и является элементом, отношение длины к диаметру которого является большим, то есть, соотношение размеров которого является большим. Соотношение размеров, предпочтительно, может составлять 4,5-200. В качестве игольчатого наполнителя используются углеродные волокна на основе пека с теплопроводностью 500 Вт/(м⋅K) или более относительно продольного направления наполнителя.
[0049] Углеродные волокна на основе пека являются углеродными волокнами, произведенными из «пека», что является побочным продуктом нефтепереработки, или побочным продуктом коксования каменного угля, и, в зависимости от структуры кристалла пека, подвергаемого формованию волокна, классифицируются на тип мезофазных пеков и тип изотропных пеков. В частности, углеродные волокна на основе мезофазного пека, полученные посредством подвергания мезофазных пеков, проявляющих оптическую анизотропию, имеют такую особенность, что волокна имеют высокую теплопроводность и модуль упругости, а с другой стороны, имеют очень малый коэффициент теплового расширения.
[0050] Средний диаметр углеродных волокон на основе пека, используемых в качестве игольчатого наполнителя, перемешанного в упругом слое 4b, предпочтительно, может составлять, приблизительно, 5 мкм - 11 мкм, а их средняя длина может составлять, приблизительно, 50 мкм - 1000 мкм. Причина состоит в том, что если средняя длина короче 50 мкм, то эффект анизотропии (анизотропия теплопроводности) не проявляется сразу в отношении теплопроводности упругого слоя 4b. С другой стороны, причина состоит в том, что если средняя длина длиннее 1000 мкм, то затрудняется распределение волокон в упругом слое 4b.
[0051] Кроме того, объемная доля распределенного содержимого игольчатого наполнителя в упругом слое 4b может, в случае необходимости, составлять 5%-40%. Причина состоит в том, что если объемная доля распределенного содержимого игольчатого наполнителя составляет менее 5%, то теплопроводность не может быть повышена, и не может быть получена теплопроводность, достаточная для устранения генерирования повышения температуры в части, через которую не проходит лист. С другой стороны, причина состоит в том, что если объемная доля распределенного содержимого игольчатого наполнителя превышает 40%, то способность к течению жидкого каучука понижается, и затрудняется обработка и формование упругого слоя, и повышается жесткость и теряется его функция как упругого слоя.
Запирающий слой
[0052] Запирающий слой 4c является слоем фторсодержащей смолы. Запирающий слой 4c сформирован посредством покрытия внешней периферии упругого слоя 4b, например, трубкой из смолы на основе перфторалкоксилалкана (PFA). Альтернативно, запирающий слой 4c также может быть сформирован посредством нанесения, на внешнюю периферийную поверхность упругого слоя 4b, покрытия, состоящего из материала на основе фторсодержащей смолы, такого как политетрафторэтилен (PTFE) или сополимер тетрафторэтилена-гексафторэтилена (FEP). Толщина запирающего слоя 4c не ограничена конкретной величиной, но, предпочтительно, может составлять, приблизительно, 15 мкм - 80 мкм. Этот запирающий слой 4c обеспечен для того, чтобы тонер с легкостью не оседал на прижимном ролике 4.
[0053] В данном случае, между упругим слоем 4b и запирающим слоем 4c, в зависимости от такой задачи, как подача электроэнергии или подобное, также может быть обеспечен грунтовочный слой (клейкий слой).
Способ производства упругого ролика
[0054] Ниже будет описан способ производства прижимного ролика (упругого ролика), подходящего для использования в качестве вышеописанного прижимного ролика 4, включающий в себя цилиндрический основной материал 4a и каучуковый слой 4b, который формуется концентрически относительно основного материала 4a, и который содержит игольчатый наполнитель.
Металлическая пресс-форма
[0055] На Фиг. 3(a) иллюстрировано перспективное представление в разобранном виде металлической пресс-формы 11, используемой в производстве прижимного ролика методом литья в этом варианте осуществления. Металлическая пресс-форма 11 включает в себя полую металлическую пресс-форму (полую цилиндрическую металлическую пресс-форму, цилиндрическую пресс-форму) 5, имеющую цилиндрическое пространство для литья (далее в настоящем документе называемое полостью) 53, и пресс-форму 6 одной торцевой части (вставляемая пресс-форма) и пресс-форму 7 другой торцевой части, установленную в (соединенную с) одном торцевом отверстии 51 и в другом торцевом отверстии 52, соответственно, полой металлической пресс-формы 5. На Фиг. 3(b) изображен продольный разрез полой металлической пресс-формы 5, пресс-формы 6 одной торцевой части и пресс-формы 7 другой торцевой части.
[0056] Пресс-форма 6 одной торцевой части является пресс-формой части (элемента введения), предназначенного для обеспечения возможности введения жидкого каучука в полость 53 полой металлической пресс-формы 5. Пресс-форма 7 другой торцевой части является пресс-формой части (выпускным элементом) для обеспечения возможности выпуска воздуха, вытесняемого из внутренней части полости 53 при введении жидкого каучука в полость 53.
[0057] Фиг. 4(a) изображает вид сверху (проекцию поверхности со стороны полости) пресс-формы 6 одной торцевой части, и (b) изображает вид снизу (проекцию поверхности со стороны, противоположной стороне полости) пресс-формы 6 одной торцевой части. В центральной части пресс-формы 6 одной торцевой части в виде сверху размещено центральное отверстие 6c в качестве крепежной части основного материала, в которую должна быть вставлена часть 4a-1 вала малого диаметра с одной торцевой стороны основного материала 4a. Кроме того, с нижней стороны размещено круговое отверстие (полая, углубленная часть) 6a. Кроме того, в круговом отверстии 6a размещено множество отверстий 6b для введения жидкого каучука, которые расположены от стороны верхней поверхности до нижней стороны вдоль окружности кругового отверстия 6a.
[0058] Кроме того, в центральной части верхней поверхности (торцевой поверхности со стороны центральной части полости) пресс-формы 7 другой торцевой части размещено центральное отверстие 7c в качестве крепежной части основного материала, в которое должна вводиться часть 4a-2 вала малого диаметра с другой торцевой стороны основного материала 4a. Затем, множество выпускных отверстий 7b размещено от стороны верхней поверхности до нижней стороны.
[0059] Пресс-форма 6 одной торцевой части входит в зацепление с отверстием 51 с одной торцевой стороны со стороны верхней поверхности, и вставляется до тех пор, пока часть круговой кромки со стороны верхней поверхности не будет вплотную примыкать к и вмещаться в круглую ступенчатую часть 51a во внутренней периферии отверстия так, чтобы пресс-форма 6 одной торцевой части была установлена с одной торцевой стороны полой металлической пресс-формы 5. Кроме того, пресс-форма 7 другой торцевой части входит в зацепление с отверстием 52 с другой торцевой стороны со стороны верхней поверхности и вставляется до тех пор, пока часть круговой кромки со стороны верхней поверхности не будет вплотную примыкать к и вмещаться в круглую ступенчатую часть 52a во внутренней периферии открытой части так, чтобы пресс-форма 6 одной торцевой части была установлена с другой торцевой стороны полой металлической пресс-формы 5.
Размещение основного материала в металлической пресс-форме
[0060] На основной материал 4a (материал основания) был заранее нанесен грунтовочный слой для силоксанового каучука в части, где должен быть сформирован упругий каучуковый слой 4b, а затем был подвергнут термической обработке посредством внутренней циркуляции горячего воздуха. Как показано на Фиг. 5(a), пресс-форма 6 одной торцевой части установлена в отверстии 51 с одной торцевой стороны полой металлической пресс-формы 5. Затем, как показано на Фиг. 5(b), вышеописанный основной материал 4a вставляется в полую металлическую пресс-форму 5 через отверстие 52 с другой торцевой стороны относительно стороны части 4a-1 вала малого диаметра с одной торцевой стороны, а затем, часть вала малого диаметра 4a-1 вставляется в и удерживается посредством центрального отверстия 6c со стороны верхней поверхности пресс-формы 6 одной торцевой части.
[0061] Затем, как показано на Фиг. 5(c), пресс-форма 7 другой торцевой части устанавливается внутри полой металлической пресс-формы 5 через отверстие 52 с другой торцевой стороны в состоянии, в котором часть 4a-2 вала малого диаметра с другой торцевой стороны основного материала 4a вставлена в и поддерживается посредством стороны верхней поверхности центрального отверстия 7c.
[0062] В результате, основной материал 4a располагается концентрически и удерживается в цилиндрической центральной части цилиндрической полости 53 металлической пресс-формы 5 в состоянии, в котором части 4a-1 и 4a-2 вала малого диаметра с одной и с другой торцевых сторон поддерживаются посредством центральных отверстий 6c и 7c пресс-формы 6 и 7 с одной и другой торцевых частей, соответственно. Кроме того, между формовочной поверхностью цилиндра (внутренней периферийной поверхностью) 53a цилиндрической полости 53 и внешней поверхностью (внешней периферийной поверхностью) 4a-3 основного материала 4a, зазор (промежуток) 8 для обеспечения возможности опрессовки в пресс-форме упругого каучукового слоя 4b, имеющего предварительно определенную толщину, сформировано вокруг внешней периферии основного материала 4a.
[0063] В данном случае, размещение основного материала 4a в полости 53 металлической пресс-формы 11 не ограничено вышеописанной процедурой. В итоге, полая металлическая пресс-форма 5, основной материал 4a, пресс-форма 6 одной торцевой части и пресс-форма 7 другой торцевой части могут быть собраны только способом, изображенным на Фиг. 5(c).
Литье жидкого каучука
[0064] Металлическая пресс-форма 11, в которой размещен основной материал 4a в полости 53, как было описано выше, как показано на Фиг.6, сжимается и фиксируется в вертикальном положении между зажимным приспособлением 12 с нижней стороны и зажимным приспособлением 13 с верхней стороны, которые обращены друг к другу, в то время как пресс-форма 6 одной торцевой части является нижней стороной относительно направления силы тяжести, а пресс-форма 7 другой торцевой части является верхней стороной относительно направления силы тяжести. Пресс-форма 6 одной торцевой части (далее в настоящем документе называемая пресс-формой нижней части) металлической пресс-формы 11 входит в зацепление с и входит в приемное отверстие 12a зажимного приспособления 12 с нижней стороны. Пресс-форма 7 другой торцевой части (далее в настоящем документе называемая пресс-формой верхней части) металлической пресс-формы 11 входит в зацепление с и входит в приемное отверстие 13a зажимного приспособления 13 с верхней стороны.
[0065] Таким образом, металлическая пресс-форма 11 удерживается между зажимным приспособлением 12 с нижней стороны и зажимным приспособлением 13 с верхней стороны в положении, в котором осевая линия цилиндра цилиндрической полости 53 направлена вертикально, и сторона, где расположены отверстия введения (отверстия) 6b, является нижней стороной, а затем выполняется этап литья. В данном случае, металлическая пресс-форма 11 также может иметь строение, в котором используется сочетание нескольких раздельных металлических пресс-форм в процессе литья.
[0066] В центральной части приемного отверстия 12a зажимного приспособления 12 с нижней стороны размещен канал 12b для введения жидкого каучука. Канал 12b для введения жидкого каучука соединен с трубкой 14a для подачи жидкого каучука из внешнего устройства 14 подачи жидкого каучука. В центральной части приемного отверстия 13a зажимного приспособления 13 с верхней стороны расположен выпускной канал 13b.
[0067] Устройство подачи 14 жидкого каучука приводится в действие, и жидкий каучук проходит через трубку 14a для подачи жидкого каучука и входит в приемное отверстие 12a через канал для введения таким образом, чтобы жидкий каучук заполнял часть пространства, состоящую из приемного отверстия 12a и периферийного отверстия 6a с нижней стороны пресс-формы 6 нижней части.
[0068] При последующей подаче жидкого каучука, загруженный жидкий каучук проходит через множество отверстий 6b для введения жидкого каучука, размещенных вдоль окружности кругового отверстия 6a и вытекает с нижней стороны в направлении стороны верхней поверхности пресс-формы 6 нижней части. Затем, жидкий каучук вводится в зазор 8, сформированный между цилиндрической формовочной поверхностью 53a цилиндрической полости 53 и внешней поверхностью 4a-3 основного материала 4a. При дальнейшей последующей подаче жидкого каучука, введение жидкого каучука в зазор 8 продвигалось снизу вверх в направлении силы тяжести. Воздух, находящийся в зазоре 8, выталкивается снизу в зазоре 8 при введении жидкого каучука в зазор 8 снизу вверх так, чтобы жидкий каучук проходил из зазора 8 через выпускное отверстие 7b пресс-формы 7 верхней части и выпускной канал 13b зажимного приспособления 13 с верхней стороны, и выходил из металлической пресс-формы 11.
[0069] Введение жидкого каучука в зазор 8 через соответствующие отверстия 6b для введения жидкого каучука пресс-формы 6 нижней части осуществляется усреднено относительно кругового направления зазора 8. Кроме того, основной материал 4a находится в состоянии, в котором основной материал 4a концентрически фиксируется в цилиндрической центральной части полости 53 посредством верхнего и нижнего элементов 7 и 6, и не перемещается введением жидкого каучука так, чтобы зазор 8 мог быть достаточно заполнен жидким каучуком без формирования отклонения по толщине (неоднородности).
[0070] В то же время, поток жидкого каучука вдоль осевого направления основного материала 4a в зазоре 8, созданном посредством полости 53 и основного материала 4a, изменяется в зависимости от формы отверстий 6b для введения. Поскольку поток в осевом направлении жидкого каучука является однородным относительно радиального направления и кругового направления зазора 8, игольчатый наполнитель, распределенный в жидком каучуке, ориентируется однородно вдоль потока жидкого каучука, и, следовательно, может быть эффективно увеличена теплопроводность относительно осевого направления.
[0071] Введение жидкого каучука во внутреннюю часть металлической пресс-формы 11 выполняется, по меньшей мере, пока зазор 8 в достаточной мере не заполнится жидким каучуком. Не требуется, чтобы выпускное отверстие 7b пресс-формы 7 верхней части в достаточной степени заполнялось жидким каучуком. После введения жидкого каучука (после завершения этапа введения), металлическая пресс-форма 11 демонтируется из верхнего и нижнего зажимных приспособлений 13 и 12. В то же время, внешние отверстия пресс-формы 6 нижней части, и пресс-формы 7 верхней части, герметизируются посредством установки заглушки таким образом, чтобы введенный жидкий каучук не вытекал через внешние отверстия пресс-формы 6 нижней части и пресс-формы 7 верхней части. Затем, жидкий каучук, находящийся в металлической пресс-форме 11, вулканизируется посредством помещения всей металлической пресс-формы 11 в печь с внутренней циркуляцией горячего воздуха или посредством нагреваемой пластины или подобного элемента, окружающего металлическую пресс-форму 11 (этап вулканизации каучука для вулканизации жидкого каучука в металлической пресс-форме посредством нагревания металлической пресс-формы 11).
[0072] После выполнения вулканизации каучука, металлическая пресс-форма 11 должным образом охлаждается (водяное охлаждение или воздушное охлаждение). После этого, пресс-форма 6 нижней части и пресс-форма 7 верхней части демонтируются с полой металлической пресс-формы 5, а затем, ролик, на котором упругий слой 4b нанесен на основной материал 4a, вынимается из полой металлической пресс-формы 5 (этап выемки из пресс-формы, на котором вынимают упругий слой, находящийся в металлической пресс-форме, после завершения этапа вулканизации каучука).
[0073] Что касается выемки из пресс-формы после выполнения вулканизации каучука, демонтаж пресс-формы 6 нижней части и пресс-формы 7 верхней части из полой металлической пресс-формы 5 выполняется посредством выдвигания элементов 7 и 8 из отверстия 51 с одной торцевой стороны и отверстия 52 с другой торцевой стороны, соответственно, прямо или в процессе кручения пресс-форм 7 и 8 частей вдоль отверстий 51 и 52, соответственно. Этот демонтаж выполняется против силы сцепления связующей части (соединительной части) между торцевой поверхностью подвергнутого вулканизации каучукового слоя упругого ролика в полой металлической пресс-форме 5 и подвергнутого вулканизации каучукового слоя в отверстиях 6b, и 7b в пресс-форме 6 нижней части и пресс-форме 7 верхней части, соответственно.
[0074] Затем, в случае необходимости, упругий ролик, вынутый из полой металлической пресс-формы 5, подвергается повторному формованию для удаления заусенцев и неровностей, остающихся на одной торцевой стороне и другой торцевой стороне упругого слоя 4b.
Формирование запирающего слоя 4c
[0075] При использовании клеящего материала, трубка из фторсодержащей смолы, которая является запирающим слоем 4c, наносится поверх упругого слоя 4b и объединяется (этап формирования запирающего слоя). В случае, если упругий слой 4b и запирающий слой 4c склеиваются друг с другом без использования клеящего материала, клеящий материал также может не использоваться.
[0076] Запирающий слой 4c не обязательно должен быть окончательно сформирован на данном этапе, но он также может наслаиваться посредством способа, в котором трубка заранее устанавливается на внутренней поверхности стенки углубления полой металлической пресс-формы 5, а затем выполняется литье жидкого каучука.
[0077] Таким образом, на вышеописанном этапе литья, трубка из смолы, из которой состоит запирающий слой 4c для покрытия внешней периферии упругого каучукового слоя 4b, заранее устанавливается на цилиндрической формовочной поверхности 53a полости 53 полой металлической пресс-формы 5. Затем, жидкий каучук вводится в зазор 8, сформированный между внутренней периферийной поверхностью трубки из смолы и внешней поверхностью 4a-3 основного материала 4a. Выполняется этап вулканизации каучука, на котором выполняется вулканизация жидкого каучука в металлической пресс-форме 11 посредством нагревания металлической пресс-формы 11 после завершения этапа литья, и этап выемки из пресс-формы, на котором вынимают упругий ролик, находящийся в металлической пресс-форме, после завершения этапа вулканизации каучука.
[0078] Кроме того, после формирования упругого слоя 4b, также возможно сформировать запирающий слой 4c посредством известного способа, такого, как покрытие материалом на основе фторсодержащей смолы.
[0079] В данном случае, вещество разделительного состава заранее наносится на поверхность жидкостного контакта каждой пресс-формы 6 нижней части, и верхней пресс-формы 7 верхней части, и после выемки из формы, жидкий каучук, оставшийся в каждой из частей пресс-формы, удаляется, а затем каждая из частей пресс-формы используется снова. Если вещество разделительного состава наносится заранее, то упрощается удаление вулканизированного каучука, оставшегося на соответствующей части пресс-формы. Также на формовочной поверхности 53a полой металлической пресс-формы 5, наносится вещество разделительного состава, посредством чего упрощается выемка из пресс-формы каучука после процесса вулканизации.
Оценка прижимного ролика
[0080] Ниже в отношении оценки прижимного ролика 4, сформированного посредством вышеописанного способа производства упругого ролика, будет выполнено описание с использованием Вариантов осуществления 1-3 и Сравнительных примеров 1-3, описанных ниже. В этом варианте осуществления, каждое значение теплопроводности получается для выполнения оценки.
Теплопроводность
[0081] В данном варианте осуществления, теплопроводность получается для выполнения оценки. Теплопроводность преобразуется из теплового рассеяния. Для измерения теплового рассеяния использовалось устройство такого типа, в котором тепловое рассеяние измеряется посредством аналитического метода тепловых волн при переменных температурах. В качестве устройства этого типа используется прибор для измерения теплового рассеяния, такой как «ai-Phase Mobile 2» (фирменное наименование, производится компанией ai-Phase Co., Ltd.).
[0082] При использовании этого устройства, тепловое рассеяние прижимного ролика 4 измерялась относительно каждого кругового направления (направления x), AD (направления y) и направления толщины (направление z) прижимного ролика 4, как изображено на Фиг. 2(a). Как изображено на Фиг. 2(b), для измерения теплового рассеяния относительно кругового направления (направления x), прижимной ролик 4 был разрезан вдоль плоскости yz таким образом, чтобы иметь толщину 1 мм или менее относительно направления x, и использовался в качестве измеряемого образца S. Для измерения теплового рассеяния относительно осевого направления (направления y), прижимной ролик 4 был разрезан вдоль площади zx таким образом, чтобы иметь толщину 1 мм или менее относительно направления y, и использовался в качестве измеряемого образца S. Для измерения теплового рассеяния относительно направления толщины (направления z), прижимной ролик 4 был разрезан вдоль площади xy таким образом, чтобы иметь толщину 1 мм или менее относительно направления z, и использовался в качестве измеряемого образца S. Затем, при использовании этих измеряемых образцов S, при заданной температуре в 50°C, измерение теплового рассеяния выполнялось 5 раз относительно каждого из направлений, и среднее из 5 измеренных значений было использовано в качестве каждого теплового рассеяния в круговом направлении, теплового рассеяния в осевом направлении и теплового рассеяния в направлении толщины.
[0083] Для преобразования теплового рассеяния в тепловое рассеяние, существует потребность в использовании значений плотности и удельной теплоемкости. Для измерения плотности используется автоматический измеритель плотности сухого типа, такой как «Accupyc 1330» (фирменное наименование, производимый Корпорацией Shimadzu). Кроме того, для измерения удельной теплоемкости, используется дифференциальный сканирующий калориметр, такой как «DSC823» (фирменное наименование, производимый компанией Mettler-Toredo International Inc.). В этом случае было использовано такое вещество, имеющее известную удельную теплоемкость, используемую в качестве эталонной для выполнения сравнения удельной теплоемкости, как сапфир.
[0084] Измерение удельной теплоемкости посредством этого измерительного прибора было выполнено 5 раз, и среднее из 5 измеренных значений было использовано в качестве удельной теплоемкости. Теплопроводность λ была получена, посредством умножения полученной таким образом плотности посредством полученной таким образом удельной теплоемкости, а затем, посредством умножения полученного в результате значения на вышеописанную термическую диффузию.
Индекс свойства ориентации осей
[0085] Для оценки степени ориентации игольчатого наполнителя вдоль осевого направления в упругом слое 4b было использовано отношение ориентации осей (%λy). Отношение ориентации осей (%λy) получается посредством следующей формулы 1:
Отношение ориентации осей (%λy)=λy×100/(λx+λy+λz) (%)
… формула 1.
[0086] В данном случае, λx является теплопроводностью упругого слоя 4b относительно кругового направления, λy является теплопроводностью упругого слоя 4b относительно осевого направления, и λz является теплопроводностью упругого слоя 4b относительно направления толщины. Можно сказать, что при более высоком отношении ориентации осей (%λy), большее количество игольчатого наполнителя ориентировано в осевом направлении в упругом слое 4b.
Оценка изображения
[0087] Оценка полосы изображения, которая способна периодически формироваться относительно направления вращения прижимного ролика 4, то есть, направления подачи листа, посредством границы проплавления, сформированной в процессе литья жидкого каучука, была выполнена следующим способом. В вышеописанном фиксирующем устройстве 10, после того, как температура поверхности фиксирующего ремня 3 достигает 180°C, мелованная бумага формата A4 (фирменное наименование: «OK Topcoat», весом 84,9 г/м2, производимая компанией Oji Holdings Corp.), на которую помещается незафиксированное тонерное изображение, проходит через фиксирующее устройство 10 с подачей по длинному краю. При использовании полученного в результате изображения, сформированного зафиксированным тонером, присутствие или отсутствие периодической полосы изображения относительно направления подачи различалось посредством визуального осмотра.
Результат оценки
[0088] Оценка была выполнена в отношении каждого из прижимных роликов из Вариантов осуществления 1-3 и Сравнительных примеров 1-3, описанных ниже. Предметы оценки выглядят следующим образом.
[0089] Sb является площадью поверхности на единицу длины (мм2/мм) относительно направления введения в части, в которой отверстия 6b для введения, сформированные в части пресс-формы 6, контактируют с жидким каучуком. Другими словами, общее значение (общий периметр) группы отверстий введения (отверстий) 6b, когда поперечное сечение части (самый нижний конец относительно направления введения) элемента 6 видно вдоль площади z-x на Фиг. 2.
[0090] Sa является площадью поверхности на единицу длины (мм2/мм) относительно направления введения на поверхность основного материала 4a, контактирующей с жидким каучуком в металлической пресс-форме 5 и на внутреннюю поверхность цилиндрической металлической пресс-формы 5. Другими словами, суммарный периметр внутренней поверхности металлической пресс-формы 5 и периметр внешней поверхности основного материала 4a.
[0091] Отношение Sb/Sa может быть получено из вышеописанных величин Sb и Sa. Кроме того, другими словами, Sb/Sa является отношением общего периметра группы отверстий введения (отверстий) 6b к суммарному периметру внутренней поверхности металлической пресс-формы 5 и периметру внешней поверхности основного материала 4a. Таким образом, в этом варианте осуществления, как описано ниже, в самом нижнем конце пресс-формы 6 части относительно направления ввода, для увеличения части контакта жидкого каучука с пресс-формой 6 частью, отношение Sb/Sa устанавливается равным 1,3 или более.
[0092] λy является теплопроводностью (Вт/(м⋅K)) упругого слоя 4b относительно осевого направления.
[0093] %λy является отношением (%)ориентации по осям.
[0094] Полоса изображения является недостатком, формирующимся вследствие вышеописанных особенностей слоя.
[0095] То есть, если толщина каучукового слоя, который должен быть сформован, утолщается, то есть, как только ширина зазора увеличивается, поток жидкого каучука становится турбулентным потоком таким образом, чтобы ориентация игольчатого наполнителя стала неоднородной. В то же время, сдвигающее напряжение, прикладываемое к жидкому каучуку, является большим вблизи части области литья металлической пресс-формы и вблизи внешней периферии металлической сердцевины, и, следовательно, игольчатый наполнитель легко ориентируется в направлении течения, но вблизи центральной части зазора ориентация нарушается посредством турбулентного течения.
[0096] В результате, состояние ориентации различается между частью, где игольчатый наполнитель ориентирован, и частью, где игольчатый наполнитель не ориентирован таким образом, что неоднородность формирует жесткость поверхности каучукового слоя после выполнения вулканизации жидкого каучука. В случае если используется прижимной ролик, находящийся в таком состоянии, которое получается посредством неоднородности жесткости поверхности, появляется периодическая полоса изображения.
[0097] Упомянутые результаты обобщены в Таблице 1.
|


[0098] Изготовленный из металла металлический сердечник, внешний диаметр которого равен 24 мм, был использован в качестве основного материала 4a и был характерен для всех прижимных роликов в Вариантах осуществления 1-3 и Сравнительных примерах 1-3. Как только грунтовочный слой наносится на периферийную поверхность металлического сердечника, был использован материал «DY39-051» (фирменное наименование, производимый компанией Dow Corning Toray Co., Ltd). Грунтовочный слой был нанесен на периферийную поверхность металлического сердечника, и, после этого, был подвергнут термической обработке при 180°C в течение 30 минут в печи с внутренней циркуляцией горячего воздуха.
[0099] В качестве смеси жидкого каучука для упругого слоя 4b, сформированного на периферии металлического сердечника, была использована смесь, в которой в качестве игольчатого наполнителя, были использованы углеродные волокна на основе пека «GRANOC Milled Fiber XN-100-25 M» (фирменное наименование, производимые компанией Nippon Graphite Fiber Co., Ltd), средний диаметр волокон которых равен 9 мкм, средняя длина волокон которых равна 250 мкм и теплопроводность которых равна 900 Вт/(м⋅K), и они были смешаны и распределены в жидком силоксановом каучуке из реакции присоединения сшивающего типа, средневесовая молекулярная масса которого равна 50000 с весовым соотношением 10%.
[0100] В качестве запирающего слоя 4c была использована трубка из фторсодержащей смолы (PFA), внутренний диаметр которой равен 29,5 мм, и трубка из фторсодержащей смолы, предварительно вставленная в полую металлическую пресс-форму 5, внутренний диаметр которой равен 30,2 мм, была отогнута в сторону поверхности внешней стенки полой металлической пресс-формы 5 на ее торцевых частях, и, таким образом, была размещена на поверхности внутренней стенки цилиндрической металлической пресс-формы.
[0101] На внутреннюю поверхность трубки из фторсодержащей смолы, установленной на поверхности внутренней стенки цилиндрической металлической пресс-формы, был нанесен грунтовочный слой из материала «DY39-067» (фирменное наименование, производимого компанией Dow Corning Toray Co., Ltd), а затем он был высушен при 70°C в течение 20 минут в печи с внутренней циркуляцией горячего воздуха. Металлический сердечник, после его обработки (нанесения) грунтовочным покрытием, был размещен концентрически в полой металлической пресс-форме 5, и пресс-формы 6 и 7 частей вошли в зацепление с нижней и верхней торцевыми частями полой металлической пресс-формы 5, а затем металлический сердечник был неподвижно размещен концентрически в полой цилиндрической металлической пресс-форме посредством прижатия полой цилиндрической металлической пресс-формы и пресс-форм частей в торцевых частях посредством зажимных приспособлений.
[0102] Смесь жидкого каучука, в которой смешан и распределен вышеописанный игольчатый наполнитель, была введена в промежуток между металлическим сердечником и трубкой из фторсодержащей смолы, расположенной на внутренней стенке металлической пресс-формы, и пресс-формы частей в торцевых частях металлической пресс-формы были герметично закрыты. Затем, вся металлическая пресс-форма была оставлена неподвижно на 4 часа в духовке с внутренней циркуляцией горячего воздуха, температура которого поддерживалась на уровне в 200°C так, чтобы смесь жидкого каучука вулканизировалась, и, в то же время, чтобы металлический сердечник, каучук и трубка связывались и объединялись. После охлаждения металлической пресс-формы водой, выполняется выемка покрытого трубкой ролика из металлической пресс-формы.
[0103] В результате вышеописанных этапов были получены прижимные ролики из Вариантов осуществления 1-3 и прижимные ролики из Сравнительных примеров 1-3. В каждом из прижимных роликов имеется основной материал 4a, упругий слой 4b и запирающий слой 4c внешний диаметр которого составляет 30 мм, и толщина упругого слоя 4b составляет 3,0 мм.
Первый вариант осуществления
[0104] В первом варианте осуществления, в качестве пресс-формы 6 нижней части со стороны введения жидкого каучука, была использована пресс-форма части, имеющая отверстия 6b для введения, каждое из которых имеет внутренний диаметр, равный 2 мм, размещенные в два ряда в 36 местах вдоль кругового направления, как изображено на Фиг. 4(a). Затем, смесь жидкого каучука была введена в промежуток между трубкой из фторсодержащей смолы, установленной на внутренней стенке металлической пресс-формы, и металлическим сердечником, расположенным концентрически с металлической пресс-формой.
[0105] Площадь Sb поверхности на единицу длины относительно направления введения в часть, где площадь отверстий 6b для введения, контактирующих с жидким каучуком, в 1,3 раза превышали площадь поверхности Sb на единицу длины относительно направления ввода на поверхность металлического сердечника, соприкасающуюся с жидким каучуком в цилиндрической металлической пресс-форме, и во внутреннюю поверхность цилиндрической металлической пресс-формы.
Второй вариант осуществления
[0106] Во Втором варианте осуществления, в качестве пресс-формы 6 нижней части со стороны ввода жидкого каучука была использована пресс-форма части, имеющая отверстия введения (круговые отверстия) 6b, разделенные на две группы относительно радиального направления, и каждое из которых имеет ширину, равную 1,3 мм относительно радиального направления, и каждое из которых разделено на 3 части относительно кругового направления с равными интервалами, равными 120°, как изображено на Фиг. 7(a). Тогда, смесь жидкого каучука была введена в промежуток между трубкой из фторсодержащей смолы, установленной на внутренней стенке металлической пресс-формы и металлический сердечник расположили концентрически с металлической пресс-формой.
[0107] Площадь Sb поверхности на единицу длины относительно направления ввода в часть, где отверстия 6b для введения контактируют с жидким каучуком, в 2,0 раза превышает площадь Sb поверхности на единицу длины относительно направления введения на поверхность металлического сердечника, контактирующую с жидким каучуком в цилиндрической металлической пресс-форме, и во внутреннюю поверхность цилиндрической металлической пресс-формы.
Третий вариант осуществления
[0108] В Третьем варианте осуществления, в качестве пресс-формы 6 нижней части со стороны введения жидкого каучука, была использована пресс-форма части, разделенная на 48 отверстий введения (круговых отверстий) 6b, каждое из которых размещено таким образом, чтобы внутренняя стенка отверстия введения формировала угол, равный 30°, с такой касательной линией пресс-формы части, которая изображена на Фиг. 8(a). Затем, смесь жидкого каучука была введена в промежуток между трубкой из фторсодержащей смолы, установленной на внутренней стенке металлической пресс-формы, и металлическим сердечником расположенным концентрически с металлической пресс-формой.
[0109] Площадь Sb поверхности на единицу длины относительно направления введения в части, где отверстия 6b для введения контактируют с жидким каучуком, в 3,3 раза превышала площадь Sb поверхности на единицу длины относительно направления введения на поверхность металлического сердечника, контактирующую с жидким каучуком в цилиндрической металлической пресс-форме, и на внутреннюю поверхность цилиндрической металлической пресс-формы.
Сравнительный пример 1
[0110] В Сравнительном примере 1, в качестве пресс-формы 6 нижней части со стороны введения жидкого каучука была использована пресс-форма части, которая имеет измененный тип пресс-формы части, изображенной на Фиг. 4, и которая имеет отверстия 6b для введения, каждое из которых имеет внутренний диаметр, равный 2,5 мм, размещенные в одном ряду в 12 местах вдоль кругового направления. Затем, смесь жидкого каучука была введена в промежуток между трубкой из фторсодержащей смолы, установленной на внутренней стенке металлической пресс-формы, и металлическим сердечником, расположенным концентрически с металлической пресс-формой.
[0111] Площадь Sb поверхности на единицу длины относительно направления введения в части, где отверстия 6b для введения контактировали с жидким каучуком, составляла 0,6 от площади Sb поверхности на единицу длины относительно направления введения на поверхность металлического сердечника, контактирующую с жидким каучуком в цилиндрической металлической пресс-форме, и на внутреннюю поверхность цилиндрической металлической пресс-формы.
Сравнительный пример 2
[0112] В Сравнительном примере 2, в качестве пресс-формы 6 нижней части со стороны введения жидкого каучука, была использована пресс-форма части, которая имеет измененный тип пресс-формы части, изображенной на Фиг. 7, и которая имеет отверстия введения (круговые отверстия) 6b, каждое из которых имеет ширину, равную 3,1 мм, относительно радиального направления, разделенные на 3 части относительно кругового направления на равных интервалах через 120°. Затем, смесь жидкого каучука была введена в промежуток между трубкой из фторсодержащей смолы, установленной на внутренней стенке металлической пресс-формы, и металлическим сердечником, расположенным концентрически с металлической пресс-формой.
[0113] Площадь Sb поверхности на единицу длины относительно направления введения в части, где отверстия 6b для введения контактировали с жидким каучуком, в 1,1 раза превышала площадь Sb поверхности на единицу длины относительно направления введения на поверхность металлического сердечника, контактирующую с жидким каучуком в цилиндрической металлической пресс-форме, и на внутреннюю поверхность цилиндрической металлической пресс-формы.
Сравнительный пример 3
[0114] В Сравнительном примере 3, в качестве пресс-формы 6 нижней части со стороны введения жидкого каучука была использована пресс-форма части, которая имеет измененный тип пресс-формы части, изображенной на Фиг. 8, и которая имеет отверстия введения (круговые отверстия) 6b, каждое из которых имеет внутренний диаметр, равный 0,5 мм, размещенные в 6 рядов в 432 местах вдоль кругового направления. Затем, смесь жидкого каучука была введена в промежуток между трубкой из фторсодержащей смолы, установленной на внутренней стенке металлической пресс-формы, и металлическим сердечником, расположенным концентрически с металлической пресс-формой.
[0115] Площадь Sb поверхности на единицу длины относительно направления введения в части, где отверстия 6b для введения контактировали с жидким каучуком, в 4,0 раза превышала площадь Sb поверхности на единицу длины относительно направления введения на поверхность металлического сердечника, контактирующую с жидким каучуком в цилиндрической металлической пресс-форме, и на внутреннюю поверхность цилиндрической металлической пресс-формы.
[0116] Каждый из прижимных роликов из вариантов осуществления 1-3 имеет теплопроводность «λy», равную 3,0 Вт/(м⋅K) или более, относительно осевого направления и отношение «%λy» осей составляющее 70% или более. Если теплопроводность относительно осевого направления равна 3,0 Вт/(м⋅K) или более, то возможно придать достаточную теплопроводность для устранения генерирования повышения температуры в части, через которую не проходит лист. Кроме того, если отношение ориентации осей составляет 50% или более, то можно сказать, что игольчатый наполнитель может быть эффективно ориентирован в осевом направлении, как предполагается способом производства упругого ролика, теплопроводность упругого слоя которого выше относительно осевого направления.
[0117] Кроме того, в Вариантах осуществления 1-3, при большем отношении площади Sb поверхности области, описанной выше, к площади поверхности, описанной выше (далее в настоящем документе называемом отношением Sb/Sa контактных площадей слоя), имеется тенденция, что «λy» и «%λy» становятся больше.
[0118] То есть, посредством увеличения контактной площади слоя во время введения жидкого каучука посредством количества и формы отверстий 6b для введения, сдвигающее напряжение, прикладываемое к жидкому каучуку в цилиндрической металлической пресс-форме относительно направления введения, то есть, осевом направлении, может быть однородно увеличено по радиальному направлению и в круговом направлении. По этой причине, также игольчатый наполнитель, распределенный в жидком каучуке, однородно ориентируется в осевом направлении. Кроме того, на изображении, проявленном зафиксированным тонером, не наблюдалась периодическая полоса изображения вследствие действия прижимного ролика. Также, исходя из этого результата, можно сказать, что игольчатый наполнитель однородно ориентируется в осевом направлении без неоднородности по радиальному направлению и в круговом направлении прижимного ролика.
[0119] С другой стороны, в каждом из Сравнительных примеров 1 и 2, теплопроводность «λy» относительно осевого направления меньше, чем 3,0 Вт/(м⋅K), и отношение ориентации осей составляет меньше, чем 50%. Это означает, что не только эти значения недостаточны для устранения генерирования повышения температуры в части, через которую не проходит лист, но также игольчатый наполнитель эффективно не ориентируется в осевом направлении.
[0120] Кроме того, в Сравнительном примере 1, на изображении, проявленном зафиксированным тонером, неоднородность плотности в форме 12 периодических полос наблюдалась в одной полной окружности прижимного ролика относительно направления вращения прижимного ролика. Также в Сравнительном примере 2, в одной полной окружности прижимного ролика, наблюдалась неоднородность плотности в форме 3 периодических полос. Они возникли по следующей причине. Состояние ориентации игольчатого наполнителя различается между частью линия спая, сформированной в фазе рядом с промежуточными положениями смежных отверстий введения и частью, в которой нет границы проплавления. Это различие в состоянии ориентации в зависимости от круговой фазы заметно проявляется в качестве неоднородности жесткости поверхности упругого ролика, поскольку отношение контактных площадей Sb/Sa отверстий 6b для введения является низким.
[0121] С другой стороны, в Сравнительном примере 3, отношение ориентации осей «%λy» составляет 70% или более, но теплопроводность «λy» является меньшей, чем n3,0 Вт/(м⋅K). Причина состоит в том, что отношение площадей контактных слоев Sb/Sa является чрезмерно большим, и, следовательно, игольчатый наполнитель не может проходить через отверстия 6b для введения, и будет застаиваться перед отверстиями 6b для введения. То есть, если отношение площадей контактных слоев Sb/Sa отверстий 6b для введения является чрезмерно большим, несмотря на то, что отношение Sb/Sa является эффективным при ориентации игольчатого наполнителя в осевом направлении, ослабления потока игольчатого наполнителя, требуемая теплопроводность не может быть получена.
[0122] Как было описано выше, отношение площадей контактных слоев Sb/Sa отверстий 6b для введения, размещенных в элементе 6, установленном в торцевой части полой цилиндрической металлической пресс-формы со стороны ввода жидкого каучука, было установлено на максимально возможно большое значение в диапазоне, свободном от такого недостатка, как засорение наполнителем.
[0123] В частности, исходя из результатов Вариантов осуществления 1-3 и Сравнительных примеров 1-3, полученных в итоге в Таблице 1, был получен следующий технический материал. Площадь поверхности на единицу длины относительно направления ввода в часть, в которой отверстия 6b для введения контактируют с жидким каучуком, равна Sb. Кроме того, площадь поверхности на единицу длины относительно направления ввода в цилиндрическую оформляющую поверхность части 53 пространства пресс-формы, контактирующую с жидким каучуком в зазоре 8 и во внешней поверхности основного материала 4a, равна Sa. Относительно отношения площадей поверхностей слоев Sb/Sa между площадью Sb поверхности и площадью Sa поверхности, соотношение площадей Sb и Sa поверхностей установлены таким образом, что площадь Sb поверхности была в 1,3 раза или больше и в 3,3 раза или менее площади Sa поверхности.
[0124] Другими словами, количество, размер и форма отверстий введения части пресс-формы 6 установлены таким образом, чтобы отношение полного периметра группы отверстий введения (отверстий) 6b к сумме периметров внутренней поверхности металлической пресс-формы 5 и внешней поверхности основного материала 4 было в 1,3 раза больше или более, и в 3,3 раза меньше. Сумма периметров внутренней поверхности металлической пресс-формы 5 и внешней поверхности основного материала 4, по существу, равна значению в любом из положений металлической пресс-формы 5 (прижимного ролика) относительно продольного направления. В частности, в случае, где сумма Sa периметров внутренней поверхности металлической пресс-формы 5 и внешней поверхности основного материала 4 не является однородной относительно продольного направления металлической пресс-формы 5, было выполнено измерение во многих точках относительно продольного направления металлической пресс-формы 5, и в качестве Sa используется среднее из измеренных значений.
[0125] В результате, смесь жидкого каучука, введенная через отверстия 6b для введения, ориентируется в направлении вдоль осевого направления другого основного материала 4a (продольного направления металлической пресс-формы 5) однородно по радиальному направлению и круговому направлению, без нарушения целостности во внутренней части металлической пресс-формы 5. Таким образом, возможно сформировать прижимной ролик, в котором игольчатый наполнитель ориентирован в осевом направлении в каучуковом слое, и имеет высокую теплопроводность.
[0126] В данном случае, металлическая пресс-форма 5 также может принимать горизонтальное (боковое) положение или перевернутое положение. Однако в горизонтальном отношении или в перевернутом положении существует склонность к тому, что в процессе введения жидкого каучука в его состав попадает воздух, и, следовательно, предпочтительным является положение, в котором сторона ввода расположена с нижней стороны.
[0127] В данном случае, в вышеописанных вариантах осуществления, прижимной ролик был описан в качестве примера, но настоящее изобретение этим не ограничено. Например, настоящее изобретение также применимо к фиксирующему ролику. Альтернативно, настоящее изобретение также применимо к прижимному ремню и фиксирующему ремню, которые включают в себя такой основной материал, как полиимид, полиамидимид или полиэфиэфиркетон или основной материал, состоящий из тонкого металлического материала, такого, как нержавеющая сталь или никель.
[0128] Несмотря на то, что изобретение было описано со ссылкой на структуры, раскрытые в настоящем документе, оно не ограничено сформулированными деталями, и настоящая заявка предполагает охват всех таких модификаций или изменений, которые могут подпадать под задачи улучшений или объема следующей формулы изобретения.
Устройство формирования рентгеновских изображений и способ формирования рентгеновских изображений
Ролик проявления и способ его изготовления, технологический картридж и устройство для формирования электрофотографического изображения
Контейнер подачи проявителя и система подачи проявителя
Новое соединение хризена и органическое светоизлучающее устройство, в котором применяют это соединение
Способ и устройство для измерения электромагнитной волны
Полупроводниковое устройство, головка для выброса жидкости, картридж для выброса жидкости и устройство для выброса жидкости
Устройство съемки изображения
Устройство формирования изображения
Устройство обнаружения, способ его изготовления и система обнаружения
Фотоакустическое измерительное устройство
Устройство формирования рентгеновских изображений и способ формирования рентгеновских изображений
Ролик проявления и способ его изготовления, технологический картридж и устройство для формирования электрофотографического изображения
Контейнер подачи проявителя и система подачи проявителя
Новое соединение хризена и органическое светоизлучающее устройство, в котором применяют это соединение
Способ и устройство для измерения электромагнитной волны
Полупроводниковое устройство, головка для выброса жидкости, картридж для выброса жидкости и устройство для выброса жидкости
Устройство съемки изображения
Устройство формирования изображения
Устройство обнаружения, способ его изготовления и система обнаружения
Фотоакустическое измерительное устройство

