Результат интеллектуальной деятельности: Способ контроля сварных швов труб
Вид РИД
Изобретение
Предлагаемое изобретение относится к области измерительной техники и может быть использовано в системах управления технологическими процессами.
Известен способ ультразвукового контроля соединений по ультразвуковым изображениям (RU 2256172 С2, 10.07.2005). Согласно этому способу ультразвукового контроля сварных соединений труб сканируют ультразвуковым пучком сварной шов трубы, регистрируют эхо-сигналы, обрабатывают данные на компьютере, получают на дисплее двумерные ультразвуковые изображения и определяют места расположения дефектов в сварном соединении. Сканирование осуществляют ультразвуковым пучком поперек сварного шва. При реализации данного способа, ультразвуковые импульсы с ультразвукового преобразователя попадают на поверхность контролируемого изделия, в котором возбуждаются упругие колебания, отражающиеся от наружной и внутренней поверхности изделия, а также от различных неоднородностей. Принятые сигналы и координаты отражателей через генератор и усилитель и аналого-цифровой преобразователь (АЦП) попадают на блок управления, с которого поступают на блоки накопления и обработки персонального компьютера, где контролируемую зону изделия программно селектируют по времени пробега ультразвуковых импульсов на слои, анализируют комбинации сигналов от каждого слоя и преобразуют соответственно логической интерпретации результатов в цветовые коды, которые реконструируют в ультразвуковое изображение.
Недостатком этого способа является невысокая надежность из-за сложности процедур анализа ультразвуковых слоев и их преобразования в цветовые коды.
Наиболее близким техническим решением к предлагаемому способу является принятый автором за прототип способ ультразвукового контроля соединений труб малого диаметра (RU 2394235 С1, 10.07.2010). Сущность этого способа заключается в том, что сканируют ультразвуковым пучком с помощью выполненной в виде полукруга пьезопластины ультразвукового пьезоэлектрического преобразователя по профилю сварного шва трубы, регистрируют эхо-сигналы, обрабатывают данные в вычислительном блоке преобразователя, получают на дисплее двухмерные ультразвуковые изображения и определяют места расположения дефектов в сварном соединении, при этом сканирование производится путем поперечно-продольного перемещения пьезоэлектрического преобразователя с одной и другой стороны от сварного шва, шаг сканирования вдоль оси шва не должен превышать половины диаметра выполненной в виде полукруга пьезопластины ультразвукового пьезоэлектрического преобразователя, при этом скорость линейного перемещения пьезоэлектрического преобразователя при сканировании не должна превышать 100 мм/с, при появлении эхо-сигнала от возможного дефекта определяют его максимум и производят идентификацию путем выделения полезного сигнала на фоне ложных сигналов-помех, определяют предельные значения характеристик дефекта и сравнивают их с нормативными параметрами, сканирование продолжают выполнять без регистрации, если эквивалентная площадь дефекта не превышает контрольный уровень, и измеряют и регистрируют характеристики дефекта, если его эквивалентная площадь равна или превышает нормативный уровень.
Недостатком этого известного способа можно считать невысокую эффективность, связанную с выбором шага сканирования и скорости перемещения ультразвукового преобразователя.
Техническим результатом заявляемого технического решения является повышение эффективности контроля.
Технический результат достигается тем, что в способе контроля сварных швов, при котором зондируют поверхность сварного шва трубы лучом и по принимаемому сигналу определяют предельные значения характеристик дефекта сварного шва по сравнению с нормативными параметрами, трубу закрытыми торцами помещают вертикально в металлический цилиндрический сосуд с водой, возбуждают на поверхности сварного шва посредством микроволнового генератора электромагнитную волну и по времени огибания данной волной сварного шва производят контроль сварного шва.
Сущность заявляемого изобретения, характеризуемого совокупностью указанных выше признаков, состоит в том, что при зондировании поперек трубы со сварным швом электромагнитными волнами измерение времени огибания волной сварного шва дает возможность произвести контроль размеров сварного шва трубы.
Наличие в заявляемом способе совокупности перечисленных существующих признаков позволяет решить задачу контроля качества сварного шва трубы на основе измерения времени огибания волной сварного шва трубы с желаемым техническим результатом, т.е. повышением эффективности контроля.
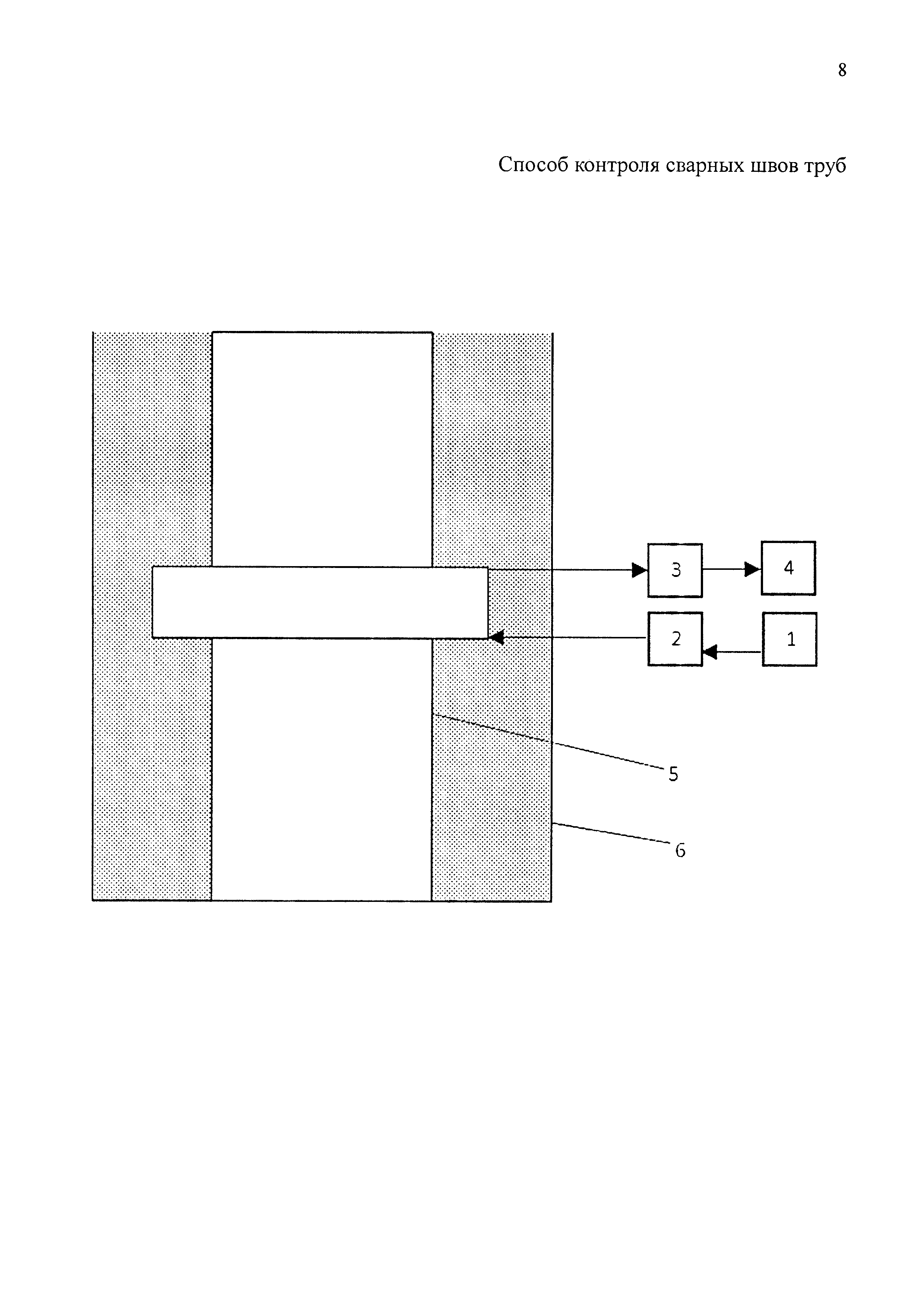
На чертеже представлена функциональная схема устройства, реализующего предлагаемый способ.
Данное устройство содержит микроволновый генератор 1, элемент ввода электромагнитного сигнала к сварному шву трубы 2, элемент съема электромагнитного сигнала со сварного шва 3, измеритель времени 4, круглую трубу со сварным швом 5. На чертеже цифрой 6 обозначен металлический цилиндрический сосуд с водой.
Предлагаемый способ работает следующим образом. Способ основывается на использовании характеристик поверхностных электромагнитных волн. В данном случае поверхностная волна создастся поверхностью (наружной) сварного шва трубы и диэлектриком - водой (металлодиэлектрический волновод). Другими словами канализация электромагнитной волны будет осуществляться с помощью предающей линии, образованной радиальной наружной поверхностью трубы со сварным швом и водной поверхностью, окружающей трубу. Излучение энергии при этом вдоль трубы не происходит, поле как бы прижимается к сварному шву. Это прижимание тем значительнее, чем больше отношение высоты сварного шва к длине электромагнитной волны в свободном пространстве и чем выше диэлектрическая проницаемость воды (диэлектрической среды).
Прибегая к аналогии с замедляющими системами электромагнитных волн, данный металлодиэлектрический (металловодяной) волновод можно рассматривать как линию задержки, обеспечивающую замедление скорости распространения волны, бегущей по металловодяному волноводу по отношению к скорости распространения электромагнитной волны в свободном пространстве.
Из теории известно, что путем подбора диэлектрика, ограничившего наружную поверхность трубы со сварным швом, можно управлять степенью замедления электромагнитной волны. Так как сварной шов может иметь не гладкую форму, то коэффициенту замедления волны за счет воды добавится еще слабое замедление волны за счет ее прохождения по сварному шву. Следовательно, в рассматриваемом случае коэффициент замедления электромагнитной волны будет определяться за счет диэлектрической проницаемости воды и геометрическими размерами (высотой) сварного шва. Отсюда следует, что при постоянной величине диэлектрической проницаемости воды, эффект замедления электромагнитной волны за счет ее прохождения по сварному шву и ее прижимания к его поверхности, может быть использовано для диагностики высоты сварного шва трубы.
В общем виде коэффициент замедления электромагнитной волны зависит от отношения скорости распространения волны в свободном пространстве к скорости распространения волны в данной среде, которая в свою очередь связана с электромагнитными свойствами среды и отношением рабочей длины волны ее к критической длине волны. В силу этого с учетом диэлектрической проницаемости воды, величины νс - скорости распространения волны в свободном пространстве и при удалении от критической частоты, распространяющейся по металловодяному волноводу волны, можно оценить коэффициент замедления, т.е. скорость замедленной волны, распространяющейся в данном волноводе (без учета сварного шва). При наличии сварного шва на наружной поверхности трубы, как уже было отмечено выше, общее замедление волны незначительно увеличивается за счет обегания волной сварного шва.
В рассматриваемом случае, если обозначить через r наружный радиус трубы и через а высоту сварного шва, то для времени τ, за которое электромагнитная волна обегает сварной шов трубы, можно записать
τ=2π(r+а)/υс,
где υс - скорость распространяющейся по металловодяному волноводу волны (замедленной). Здесь принимается то, что замедление электромагнитной волны за счет воды на порядок сильнее, чем замедление волны за счет сварного шва. Поэтому замедлением волны за счет сварного шва можно пренебречь. Из приведенной формулы вытекает, что если измерить время распространения электромагнитной волны при ее прохождении через окружность трубы со сварным швом, то при известных значениях υс и r, можно определить высоту а сварного шва трубы. При этом предварительно необходимо рассчитать скорость замедляющей волны υс за счет электромагнитных свойств воды.
В соответствии с вышеизложенным для высоты сварного шва трубы можно записать
а=(τυс-2πr)/2π.
Устройство, реализующее предлагаемое техническое решение, работает следующим образом. Круглую металлическую трубу со сварным швом 5 помещают (вертикально) в металлический цилиндрический сосуд 6 с водой. После этого с выхода микроволнового генератора 1 колебания с помощью элемента ввода электромагнитного сигнала 2 направляют поперек на поверхность трубы со сварным швом. Далее электромагнитная волна, возбужденная на поверхности сварного шва, прижимается ко шву и распространяется по нему. В рассматриваемом случае данная поверхностная волна, огибая окружность круглой трубы со сварным швом, снимается с помощью элемента съема 3 и далее передается на вход измерителя времени 4. Здесь измеренное время, за которое поверхностная волна огибает окружность трубы со сварным швом, дальше используется для вычисления высоты сварного шва трубы. Места расположения элементов ввода и съема выбираются таким образом, чтобы элемент 2 направлял волну, например, по часовой стрелке вокруг трубы, а элемент 3 улавливал эту же волну после ее огибания окружности трубы со сварным швом. Кроме того, расстояние от точки ввода до точки съема электромагнитных волн принимается равным ширине сварного шва.
Для выявления дефекта сварного шва, измеренные значения высоты сварного шва трубы сравниваются с нормативными параметрами.
Согласно предлагаемому способу трубу целесообразно опускать в сосуд закрытыми торцами. Ввод и съем электромагнитной волны можно производить одним элементом, т.е. элементом, расположенным в центре шва (по ширине шва) и работающим как в режиме ввода сигнала, так и в режиме съема одновременно. В качестве диэлектрика, кроме воды, может быть использовано другое вещество с диэлектрической проницаемостью не менее 40 для образования поверхностной волны между поверхностями сварного шва и диэлектрика.
Таким образом, в предлагаемом техническом решении на основе дистанционного зондирования поверхности сварного шва круглой металлической трубы электромагнитными волнами и измерения времени огибания волной сварного шва трубы можно обеспечить повышение эффективности контроля сварных швов трубы.
Предлагаемое техническое решение успешно может быть использовано для решения задачи расчетной оценки прочности оборудования, работающего под избыточным давлением.
Способ контроля сварных швов труб, при котором зондируют поверхность сварного шва трубы лучом и по принимаемому сигналу определяют предельные значения характеристик дефекта сварного шва по сравнению с нормативными параметрами, отличающийся тем, что трубу закрытыми торцами помещают вертикально в металлический цилиндрический сосуд с водой, возбуждают на поверхности сварного шва посредством микроволнового генератора электромагнитную волну и по времени огибания данной волной сварного шва производят контроль сварного шва.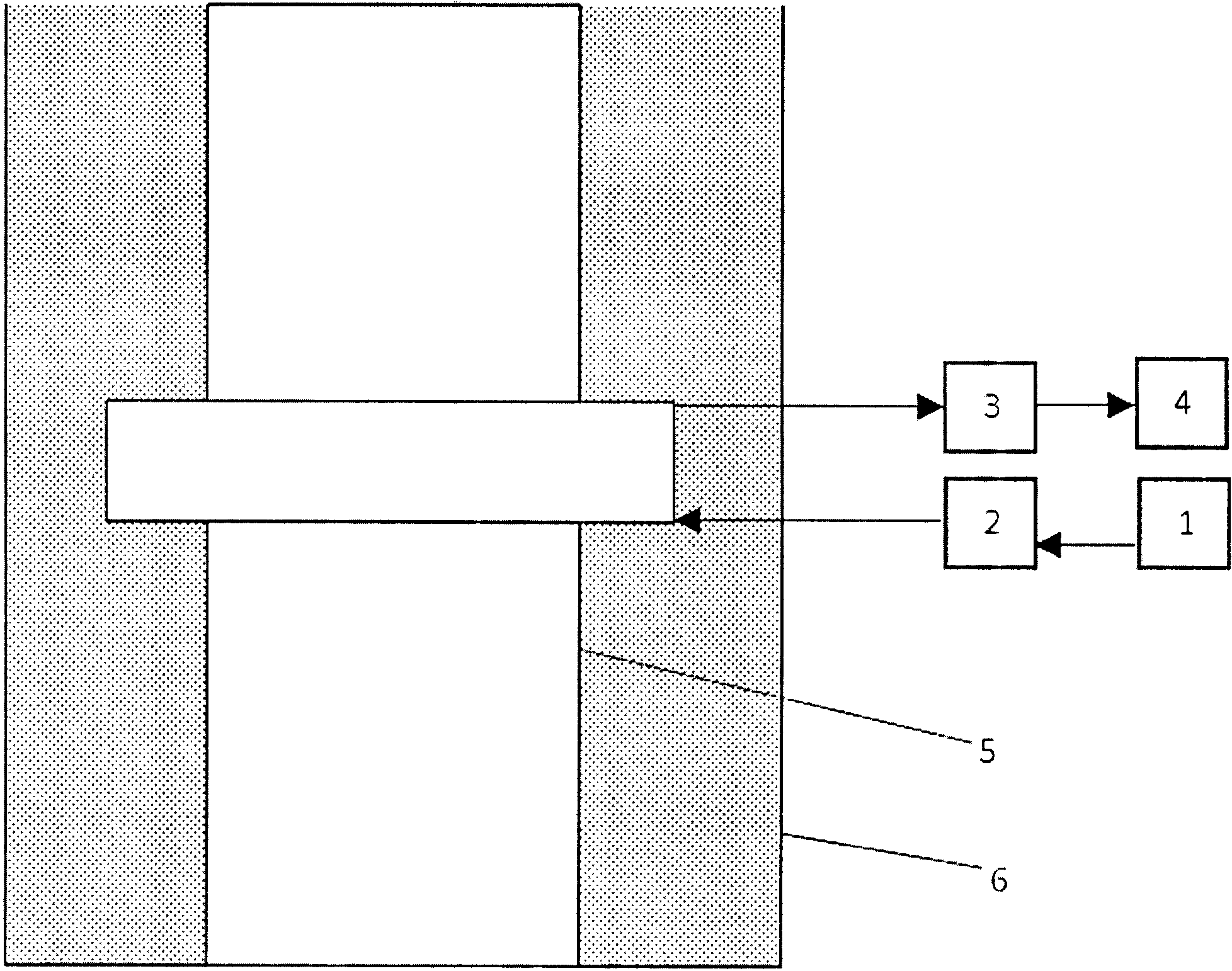
Устройство для измерения давления
Способ измерения резонансной частоты
Способ измерения внутреннего диаметра металлической трубы
Устройство для дистанционного отключения поврежденного участка электрической цепи
Способ и система управления взаимодействием автономных мобильных технических объектов с быстрой реакцией на изменение состояния объектов и внешней среды
Способ измерения положения границы раздела двух веществ в резервуаре
Пьезоэлектрический электроструйный преобразователь
Способ измерения положения границ раздела между компонентами трехкомпонентной среды в емкости
Привязной аэростат
Способ организации системной сети в виде неблокируемого самомаршрутизируемого трехмерного р-ичного мультикольца
Устройство для измерения влажности почвы

