Результат интеллектуальной деятельности: Способ ультразвукового контроля профиля внутренней поверхности изделия в зоне сварного соединения с применением антенных решеток
Вид РИД
Изобретение
Изобретение относится к области ультразвукового неразрушающего контроля.
Известен способ ультразвукового контроля профиля внутренней поверхности изделия с неровными поверхностями [Пат. RU №2560754. Базулин Евгений Геннадьевич, Вопилкин Алексей Харитонович, Пронин Виталий Владимирович, Тихонов Дмитрий Сергеевич. Способ ультразвукового контроля профиля внутренней поверхности изделия с неровными поверхностями. Опубл. 20.08.2015].
Недостатком способа является отсутствие учета изменения расстояния между призмами при проведении контроля, что приводит к ошибке определения толщины контролируемого изделия.
Наиболее близким, принятым за прототип, является способ ультразвукового контроля профиля внутренней поверхности изделия с неровными поверхностями [Пат. RU №2560754. Базулин Евгений Геннадьевич, Вопилкин Алексей Харитонович, Пронин Виталий Владимирович, Тихонов Дмитрий Сергеевич. Способ ультразвукового контроля профиля внутренней поверхности изделия с неровными поверхностями. Опубл. 20.08.2015].
Известный способ не позволяет уточнять расстояние между призмами при проведении контроля, что приводит к ошибке определения толщины контролируемого изделия.
Предложен способ ультразвукового контроля профиля внутренней поверхности изделия в зоне сварного соединения с применением антенных решеток, заключающийся в том, что две антенные решетки, одна из которых излучатель, а вторая - приемник, устанавливают на наклонные призмы, обращенные передними гранями друг к другу, размещают на поверхности контролируемого изделия на оптимальном расстоянии между собой с двух сторон от сварного соединения, излучают ультразвуковые импульсы в контролируемое изделие независимо и попеременно каждым из выбранных активных элементов излучающей решетки, регистрируют отраженные от донной поверхности ультразвуковые эхо-импульсы заданными активными элементами регистрирующей решетки, восстанавливают множество парциальных изображений путем умножения матрицы принятых эхо-импульсов и матрицы сигналов, рассчитанных для каждой точки изображения для точечного отражателя с учетом трансформации типов волн при отражениях, получают изображение профиля донной поверхности, по которому находят таблицу значений толщины контролируемого изделия в каждой точке области восстановления, отличающейся тем, что с целью повышения точности определения профиля внутренней поверхности изделия в процессе проведения контроля регистрируют импульсы головных волн, сравнивают измеренные импульсы с рассчитанными в зависимости от оптимального расстояния между призмами и номинального значения скорости продольной волны в контролируемом изделии, минимизируя разницу между измеренными и рассчитанными импульсами головных волн, описываемых целевой функцией, определяют фактическое расстояние между призмами и реальное значение скорости продольной волны в объекте контроля.
Предлагаемый способ позволяет уточнять расстояние между призмами в процессе проведения контроля и корректировать номинальное значение скорости звука продольной волны в контролируемом изделии. Определяемые параметры позволяют повысить точность определения профиля внутренней поверхности.
Для пояснения описываемого способа:
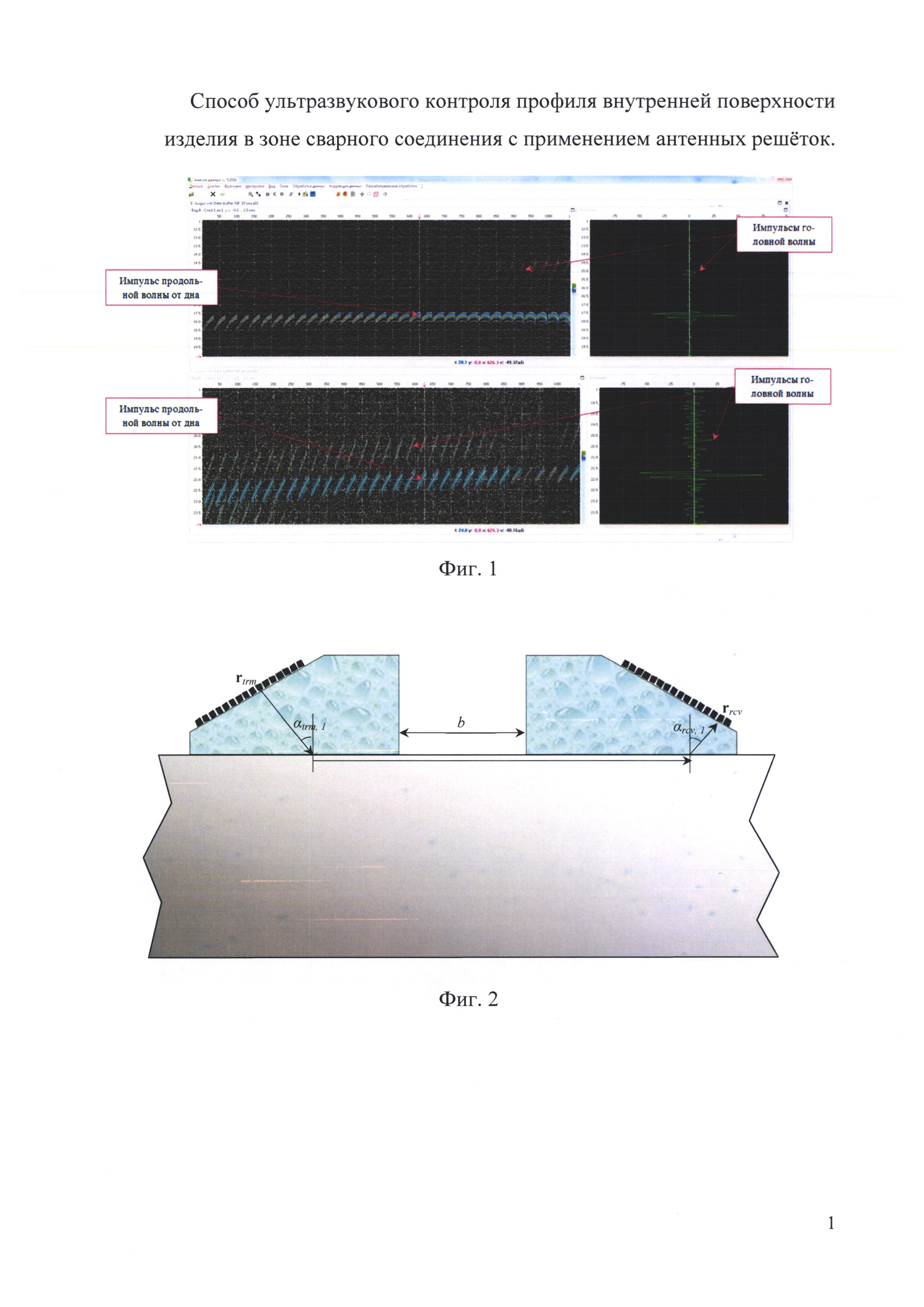
На фигуре 1 приведены примеры зарегистрированных ультразвуковых эхо-импульсов, отраженных от донной поверхности объект контроля ОК, и ультразвуковых эхо-импульсов головных волн. На верхнем рисунке расстояние между призмами равно 0 мм, а на нижнем рисунке расстояние между призмами равно 40 мм.
На фигуре 2 приведена схема контроля с излучением и регистрацией эхо-импульсов головной волны элементами антенных решеток.
На фигуре 3 приведены изображения донной поверхности образца толщиной 18 мм по номинальным значениям расстояния между призмами и скорости звука в ОК (слева) и по их уточненным значениям (справа).
Предложенный способ ультразвукового контроля профиля внутренней поверхности изделия в зоне сварного соединения с применением антенных решеток осуществляется следующим образом. Две идентичные антенные решетки (АР) устанавливают на идентичные наклонные призмы и располагают на поверхности образца так, чтобы призмы были обращены передними гранями друг к другу. Оптимальное расстояние между гранями призм с АР выбирают исходя из параметров АР (рабочей частоты, количества элементов, шага, ширины элемента, активной апертуры), призм (угла наклона, скорости продольной волны в призме) и объекта контроля (номинальная толщина). Одну АР используют в качестве излучателя ультразвуковых эхо-сигналов, а вторую АР - в качестве приемника. Каждый из выбранных активных элементов излучающей АР независимо и попеременно излучает ультразвуковые сигналы в ОК. Принимающая АР заданными активными элементами регистрирует ультразвуковые эхо-импульсы, отраженные от донной поверхности ОК, и ультразвуковые эхо-импульсы головных волн (фиг. 1).
Как видно из фиг. 2, время прихода импульсов головной волны  от излучателя, расположенного в точке rt, до приемника, расположенного в точке rr, зависит от расстояния между призмами b и скорости продольной волны в ОК
от излучателя, расположенного в точке rt, до приемника, расположенного в точке rr, зависит от расстояния между призмами b и скорости продольной волны в ОК  . Уточнение расстояния между призмами и скорости продольной волны в ОК основано на достижении максимального совпадения по заданному критерию измеренных эхосигналов p(rt, rr, t) и их оценки
. Уточнение расстояния между призмами и скорости продольной волны в ОК основано на достижении максимального совпадения по заданному критерию измеренных эхосигналов p(rt, rr, t) и их оценки  при вариации уточняемых параметров. Вектор, по которому происходит вариация, имеет обозначение
при вариации уточняемых параметров. Вектор, по которому происходит вариация, имеет обозначение  . Критерием максимального совпадения измеренных эхосигналов и их оценки является минимизация целевой функции, в качестве которой является обратная функция корреляции:
. Критерием максимального совпадения измеренных эхосигналов и их оценки является минимизация целевой функции, в качестве которой является обратная функция корреляции:

где * - операция комплексного сопряжения.
Измеренные эхосигналы и их оценка переводится в комплексный формат с применением преобразования Гильберта.
Оценка импульсов головной волны проводится по формуле:

где s(t) - форма импульса головной волны, которую определяют по измеренным эхосигналам, t и r - номера излучающего и приемного элементов АР соответственно.
Для расчета градиента целевой функции  применяют симплексный метод Нелдера-Мида. В случае с двумя переменными b и симплексом является треугольник, а схема поиска минимума заключается в сравнении вычисленных значений функции в вершинах треугольника и перемещении симплекса с помощью итерационной процедуры в направлении минимума.
применяют симплексный метод Нелдера-Мида. В случае с двумя переменными b и симплексом является треугольник, а схема поиска минимума заключается в сравнении вычисленных значений функции в вершинах треугольника и перемещении симплекса с помощью итерационной процедуры в направлении минимума.
Вычисленные значения расстояния между призмами и скорости продольной волны в ОК используются для определения профиля донной поверхности по сигналам, отраженным от донной поверхности с учетом трансформации типов волн, по методу, описанному в способе ультразвукового контроля профиля внутренней поверхности изделия с неровными поверхностями. На фигуре 3 слева показано изображение дна в образце толщиной 18 мм, восстановленное при измерении базы обычной линейкой и использовании справочной скорости звука, а на рисунке справа после определения скорости звука и базы по предложенному методу. В первом случае блики дна сместились вверх на 0,8 мм, а во втором случае блик находится точно на глубине 18 мм. Кроме того, форма блика на изображении слева не соответствует ровной донной поверхности, в отличии от изображения справа.
Предлагаемый способ может найти широкое применение в ультразвуковой дефектоскопии различных металлоконструкций для контроля профиля донной поверхности сварных соединений трубопроводов с наличием валика усиления с применением автоматизированных систем сканирования.
Таким образом, предлагаемый способ позволяет уточнить расстояние между призмами в процессе проведения контроля с применением сканирующих устройств для механического перемещения по поверхности ОК, а также скорректировать номинальную скорость продольной волны в ОК. Способ применяется для контроля профиля донной поверхности сварных соединений металлоконструкций с наличием внешнего валика усиления и позволяет обнаруживать вмятины, выемки, утонения, провисания, смещение кромок и др. с измерением их геометрических параметров.
Способ ультразвукового контроля профиля внутренней поверхности изделия в зоне сварного соединения с применением антенных решеток, заключающийся в том, что две антенные решетки, одна из которых излучатель, а вторая - приемник, устанавливают на наклонные призмы, обращенные передними гранями друг к другу, размещают на поверхности контролируемого изделия на оптимальном расстоянии между собой с двух сторон от сварного соединения, излучают ультразвуковые импульсы в контролируемое изделие независимо и попеременно каждым из выбранных активных элементов излучающей решетки, регистрируют отраженные от донной поверхности ультразвуковые эхо-импульсы заданными активными элементами регистрирующей решетки, восстанавливают множество парциальных изображений путем умножения матрицы принятых эхо-импульсов и матрицы сигналов, рассчитанных для каждой точки изображения для точечного отражателя с учетом трансформации типов волн при отражениях, получают изображение профиля донной поверхности, по которому находят таблицу значений толщины контролируемого изделия в каждой точке области восстановления, отличающейся тем, что с целью повышения точности определения профиля внутренней поверхности изделия в процессе проведения контроля регистрируют импульсы головных волн, сравнивают измеренные импульсы с рассчитанными в зависимости от оптимального расстояния между призмами и номинального значения скорости продольной волны в контролируемом изделии, минимизируя разницу между измеренными и рассчитанными импульсами головных волн, описываемых целевой функцией, определяют фактическое расстояние между призмами и реальное значение скорости продольной волны в объекте контроля.
Способ калибровки ультразвуковой антенной решетки, установленной на призму
Способ ультразвукового контроля профиля внутренней поверхности изделия с неровными поверхностями
Способ ускорения регистрации эхо-сигналов с помощью ультразвуковой антенной решетки
Способ выявления поперечно ориентированных дефектов при ультразвуковом сканировании изделия с отражающим дном
Способ создания неполной коммутационной матрицы при использовании антенных решеток
Способ увеличения динамического диапазона сигналов измеряемых при проведении ультразвукового контроля
Устройство для ультразвукового контроля
Способ калибровки ультразвуковой антенной решетки, установленной на призму
Способ ультразвукового контроля профиля внутренней поверхности изделия с неровными поверхностями
Способ ускорения регистрации эхо-сигналов с помощью ультразвуковой антенной решетки
Способ выявления поперечно ориентированных дефектов при ультразвуковом сканировании изделия с отражающим дном
Способ создания неполной коммутационной матрицы при использовании антенных решеток
Способ увеличения динамического диапазона сигналов измеряемых при проведении ультразвукового контроля
Способ определения диаграммы направленности пьезоэлектрического преобразователя (варианты)
Устройство для ультразвукового контроля
Способ ультразвукового контроля методом фазированной антенной решетки с использованием дефектоскопа с малым количеством независимых каналов

