Результат интеллектуальной деятельности: СПОСОБ ДОМЕННОЙ ПЛАВКИ
Вид РИД
Изобретение
Изобретение относится к черной металлургии и может быть использовано при выплавке чугуна в доменных печах.
Известен способ доменной плавки цинкосодержащих шихт с частичным удалением цинковых настылей со стенок доменной печи во время ее работы путем их возгонки, заключающийся в том, что вводят шихту в следующем соотношении (мас. %): агломерат - 40-70, железорудные окатыши - 20-50, флюс - 8-12, состоящий из 70-80% конвертерного шлака и 20-30% сырого известняка, один раз в два месяца повышают температуру колошникового газа до 650±50°С путем снижения уровня засыпи шихты ниже уровня образовавшихся настылей, при этом оставшуюся часть настылей удаляют путем подачи воды через отверстия в кожухе доменной печи непосредственно к настыли и для ее расплавления производят загрузку кокса в печь в количестве 40-60 т [1].
Недостатком данного способа является то, что данные мероприятия приводят к изменению теплового режима плавки и дополнительному расходу кокса на предварительное формирование слоя, поддержание уровня засыпи в опущенном состоянии, диссоциацию известняка, а также к потерям производства чугуна при выходе печи на нормальный режим работы. Кроме того, в настоящее время этот способ затруднен в связи с использованием охлажденного агломерата и, как следствие, понижением температурных полей в шахте, что приводит к образованию отложений на более нижних горизонтах шахты.
Наиболее близким по технической сущности и достигаемому результату к заявляемому изобретению является способ промывки доменной печи, включающий загрузку основных компонентов шихты и периодическую загрузку доз промывочного материала в виде металлофлюса основностью до 4,0, выделенного из конвертерного шлака, в смеси с кварцитом, причем доза промывочного материала составляет 0,01-0,1 от величины рудной части подачи [2]. Способ позволяет очистить стены печи от тугоплавких составляющих. Данное изобретение принято за прототип. Признаки прототипа, совпадающие с существенными признаками заявляемого изобретения: загрузка основных компонентов шихты с добавкой продукта переработки конвертерного шлака и удаление настылей, в т.ч. на неохлаждаемой части шахты доменной печи, первичными продуктами плавки, имеющими промывочные свойства.
Недостатком известного способа является повышение себестоимости чугуна из-за существенных затрат на кварцит и дополнительный расход кокса для компенсации потерь тепла на нагрев промывочного материала, проведение реакций с ним и предотвращение снижения температур в печи, связанного с периодической загрузкой доз промывочного материала.
Технической задачей данного способа является снижение себестоимости чугуна за счет полной утилизации отходов производства (минеральной части конвертерного шлака с высоким остаточным железом) и снижения удельного расхода кокса, в т.ч. на проведение мероприятий по очистке профиля, увеличение производительности и срока службы (кампании) доменной печи за счет удаления избыточных отложений на стенках шахты и восстановления профиля в обычном режиме работы печи, а также снижение прихода цинка с сырьем и количества циркулирующего цинка в печи, образующего цинкитные настыли.
Поставленная задача решается тем, что в способе доменной плавки, включающем загрузку основных компонентов шихты и периодическую загрузку железорудной шихты, обладающей промывочными свойствами, согласно изобретению железорудную шихту с промывочными свойствами подают в следующем соотношении, мас. %: 50-70% неофлюсованных окатышей, 20-45% агломерата, 5-10% минеральной части конвертерного шлака, при этом для предотвращения прогара холодильников нижней части печи загрузку железорудной шихты, содержащей повышенную долю окатышей, производят со смещением к осевой зоне печи, причем для интенсификации процесса удаления настылей увеличивают количество дутья и перераспределяют его по периферии печи изменением диаметра фурм.
Применение данного способа доменной плавки с указанным составом шихты обеспечивает получение в периферийной зоне первичных продуктов плавки с промывающей способностью для удаления излишних отложений на стенках шахты и восстановления рабочего профиля доменной печи в результате воздействия агрессивных кислых высокозакисных шлаков, полученных от оплавления окатышей и образования жидкой фазы с высокой закисью железа (FeO). Повышение доли окатышей выше 70% может привести к оплавлению основного гарнисажа и футеровки печи, а также прогару холодильников, уменьшение доли окатышей ниже 50% не обеспечит промывочного эффекта в периферийной области. Количество добавки фракционированной минеральной части конвертерного шлака (5-10%) с основностью (CaO/SiO2) в пределах 1,5-2,5 рассчитано для поддержания заданной основности конечного шлака на уровне 0,9-1,0 с учетом основности неофлюсованных окатышей в пределах 0,05-0,40 и агломерата в пределах 1,5-1,9 ед., менее 5% и более 10% добавки фракционированной минеральной части конвертерного шлака не позволяют получить заданную основность конечного шлака. Загрузку добавки осуществляют вместе с железорудными материалами в каждый рудный скип подачи. Доля агломерата в железорудной части шихты рассчитывается как остаточная часть от 100%. Загрузку железорудной шихты с повышенной долей окатышей производят со смещением к осевой зоне печи для предотвращения прогара холодильников нижней части печи. Для интенсификации процесса удаления настылей увеличивают количество дутья и перераспределяют его по периферии печи изменением диаметра фурм.
Использование изобретения позволяет увеличить производительность, срок службы доменной печи и снизить удельный расход кокса за счет удаления избыточных отложений на стенках шахты и восстановления ее профиля, а также сократить циркуляцию цинка в печи за счет снижения его прихода с агломератом и уменьшить себестоимость чугуна при использовании побочного продукта переработки конвертерного шлака с высоким остаточным железом и снижении расхода кокса на проведение мероприятий по очистке профиля. Использование минеральной части высокоосновного конвертерного шлака фракции 10-50 мм в шихте доменной плавки позволяет вовлечь в производство ранее не использующиеся отходы переработки шлаков с высоким остаточным железом (22-23%) и экономить железорудные материалы за счет полного использования вторичных ресурсов.
Целесообразность использования железорудной шихты, обладающей промывочными свойствами оценивают по значению перепада температур охлаждающей воды (разность между температурой воды на входе и выходе) водоохлаждаемых элементов шахты доменной печи. Решение о применении данного состава шихты принимают при значительном (в 2-3 раза) снижении перепада температур охлаждающей воды, периодичность ее использования зависит от газодинамической напряженности печи, обусловленной искажением профиля из-за присутствия настылей на стенках шахты. Наиболее эффективно применять данное мероприятие за 1-3 месяца до остановки доменной печи на капремонт третьего разряда (планово-предупредительный ремонт бесконусного загрузочного устройства (БЗУ)), т.к. изменение теплового и газодинамического режима способствует более полному удалению настыли.
Предлагаемый способ реализован на трех доменных печах ОАО «ММК» полезным объемом 1370 м3, работающих с большой газодинамической напряженностью, обусловленной искажением профиля из-за присутствия настылей на стенках шахты. Доля агломерата в шихте была поэтапно снижена с 70 до 30% с соответствующим повышением доли неофлюсованных окатышей с 30 до 50-70%. Каждый этап отрабатывался в течение месяца при непрерывной подаче шихты с повышенным содержанием окатышей. Для поддержания заданной основности конечного шлака использовали минеральную часть конвертерного шлака как добавку к шихте в количестве 5-10%, рассчитанном в зависимости от доли окатышей. В процессе отработки способа доменной плавки с указанным составом шихты отмечены увеличение порозности слоя шихты и расхода дутья, стабилизация схода шихты, снижение газодинамической напряженности, восстановление профиля шахты и повышение производительности доменной печи.
Для интенсификации процесса удаления настыли (восстановления проектного профиля шахты) часть воздушных фурм диаметром 140 мм (в районе настыли) была заменена на воздушные фурмы диаметром 150 мм.
Пример. Предлагаемый способ доменной плавки реализован на доменной печи А объемом 1370 м3. На печи отработан способ доменной плавки шихты с повышенной долей неофлюсованных окатышей. Данный технологический прием показал снижение газодинамической напряженности в верхней части доменной печи, стабилизацию схода шихты. При увеличении доли окатышей для предотвращения прогара холодильников нижней части печи загрузка рудных скипов производилась со смещением разгрузочных станций лотка БЗУ к осевой зоне. Повышение концентрации окатышей в периферийной области приводит к образованию агрессивных кислых высокозакисных шлаков в районе избыточного гарнисажа и увеличению бокового давления на стенки шахты, что способствует удалению настыли, восстановлению профиля шахты и повышению производительности доменной печи. Результаты работы печи на новой шихте представлены в таблице 1.
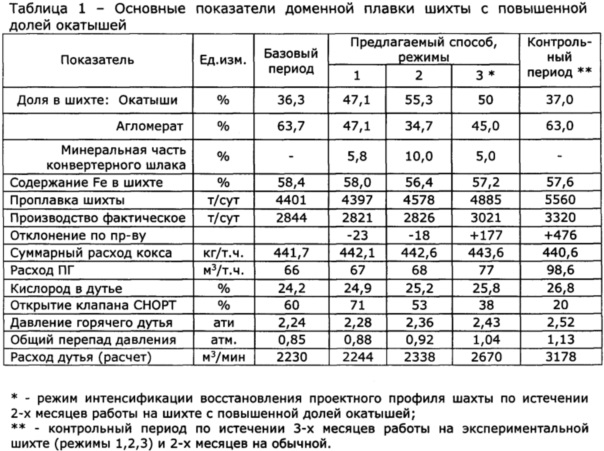
Для сохранения необходимой основности конечного шлака в шихту вводилась минеральная часть конвертерного шлака. С целью повышения промывочного эффекта доля окатышей корректировалась в сторону увеличения с соответственным повышением добавки отходов переработки конвертерного шлака (режимы 1, 2).
Основные параметры плавки показали стабилизацию работы печи по газодинамике. Увеличился расчетный расход дутья, общий перепад давления в печи и суточная проплавка, однако из-за уменьшения содержания железа в шихте производство чугуна в режимах 1, 2 снизилось.
Для интенсификации процесса удаления настыли (восстановления проектного профиля шахты) после режимов 1, 2 с повышенной долей окатышей проведены дополнительные мероприятия:
- установлены воздушные фурмы различного диаметра: 2 фурмы диаметром 120 мм над чугунной леткой 1, половина воздушных фурм (в районе настыли) диаметром 140 мм заменены на фурмы диаметром 150 мм.
После проведенных мероприятий (режим 3, таблица 1) произошла резкая потеря нагрева печи, о чем свидетельствует снижение содержания Si в чугуне (таблица 2).

Часть воздушных фурм работала со шлаком, шлак от фурм не отходил в течение 2-х выпусков, что говорит о приходе в горн большого количества неподготовленного материала (настыль). После стабилизации теплового состояния работу печи интенсифицировали увеличением количества дутья и кислорода, увеличение щелочей в шлаке свидетельствовало о восстановлении рабочего профиля. Производительность печи увеличилась с 2844 т/сут (базовый период) до 3021 т/сут (режим 3, таблица 1).
Анализ изменения теплосъемов холодильников (чертеж) указывает на уменьшение толщины гарнисажа в режиме 3. Это также подтверждается увеличением содержания щелочей в шлаке с 1,83% в известном способе и 1,87% в режимах 1, 2 соответственно до 2,54% в режиме 3.
Интенсификация процесса восстановления рабочего профиля путем сохранения высокой доли окатышей в шихте в комплексе с увеличением дутья и перераспределением его по периферии печи позволила оптимизировать газодинамический режим и увеличить производительность доменной печи на 16,7% с 2844 т/сут (базовый период) до 3320 т/сут (контрольный период, таблица 1) с одновременным снижением расхода кокса в контрольном периоде в сравнении с базовым на 0,2% (440,6 и 441,7 кг/т чугуна соответственно). Незначительное увеличение расхода кокса с 441,7 (базовый период) до 442,8 кг/т чугуна (0,2%) при работе на экспериментальной шихте (режимы 1, 2, 3 в среднем) было запланированной мерой для обеспечения требуемого температурного режима плавки в связи с изменением свойств шихты.
Чугун, выплавленный по предлагаемому способу, имеет более низкие затраты на производство.
Экономический эффект от внедрения изобретения по одной печи за вычетом затрат составил 156 млн руб./г. Эффект рассчитан на увеличение производства чугуна без учета увеличения кампании печи (длительности работы без остановки на капремонт I, II разряда) и экономии кокса при улучшении газодинамики печи с восстановленным профилем.
Результаты эксперимента на доменной печи А ОАО «ММК» подтверждают тот факт, что предлагаемый способ доменной плавки с заданным составом шихты для выплавки чугуна соответствует критерию "промышленная применимость" изобретения.
Для проверки соответствия заявляемого изобретения требованиям критерия патентоспособности "изобретательский уровень" заявитель провел дополнительный поиск известных технических решений с целью выявления признаков, совпадающих с отличительными от прототипа признаками заявляемого изобретения, результаты которого показывают, что предлагаемое техническое решение не следует для специалистов явным образом из известного уровня техники, поскольку из уровня техники, определенного заявителем, не выявлено влияние предусматриваемых существенными признаками заявленного изобретения преобразований на достижение усматриваемого заявителем технического результата.
Следовательно, заявляемое изобретение соответствует требованию критерия патентоспособности "изобретательский уровень".
При сопоставлении заявляемого технического решения и способа, взятого за прототип, видно, что благодаря увеличению доли окатышей в доменной шихте, сохранению основности конечного шлака добавкой минеральной части конвертерного шлака (отходов переработки шлака с высоким остаточным железом), проведению мероприятий по предотвращению прогара холодильников и перераспределению дутья, удалось:
- повысить производительность доменной печи на 16,7% при одновременном снижении расхода кокса на 0,2% (сравнение контрольного и базового периода);
- увеличить кампанию печи (срок службы до капремонта I, II разряда) в связи с отсутствием необходимости остановки печи на очистку профиля;
- снизить себестоимость чугуна за счет полной утилизации продуктов переработки конвертерного шлака.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации, и выявление источников, содержащих сведения об аналогах заявляемого изобретения, позволил установить, что заявляемое изобретение является новым, т.к. не известны другие аналоги из отечественных и зарубежных источников информации.
Источники информации
1. «Способ доменной плавки цинкосодержащих шихт». Патент РФ №2252970, кл. С21В 5/00, опубл. 27.05.2005 г.
2. «Способ промывки доменной печи». Патент РФ №2248400, кл. С21В 3/00, опубл. 20.03.2005 г.
Способ доменной плавки, включающий загрузку основных компонентов шихты и удаление настылей периодической загрузкой железорудной шихты, обладающей промывочными свойствами, отличающийся тем, что используют железорудную шихту, обладающую промывочными свойствами, содержащую, мас.%: неофлюсованные окатыши - 50-70, агломерат - 20-45 и минеральную часть конвертерного шлака - 5-10, при этом загрузку упомянутой железорудной шихты производят со смещением к осевой зоне печи для предотвращения прогара холодильников нижней части печи, а интенсификацию процесса удаления настылей обеспечивают увеличением количества дутья и перераспределением его по периферии печи посредством изменения диаметра фурм.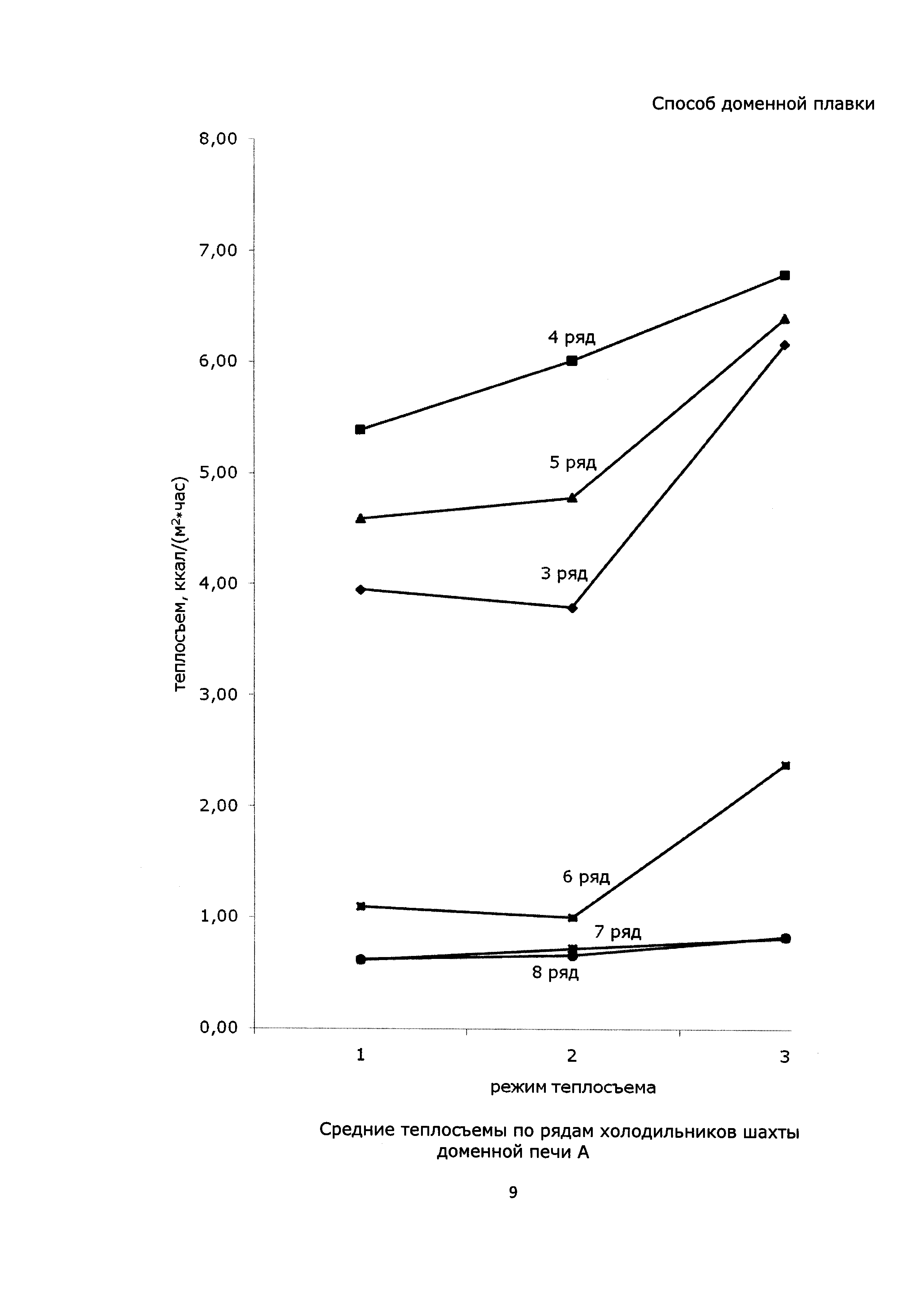
Способ производства высокопрочной листовой стали
Способ производства высокотвердого износостойкого листового проката
Способ производства непрерывно отожженного нестареющего холоднокатаного проката ультра глубокой вытяжки
Способ производства листовой стали с высокой износостойкостью
Способ производства инструментального высокопрочного листового проката
Способ производства толстолистового проката для изготовления электросварных газонефтепроводных труб большого диаметра категории прочности х42-х56, стойких против индуцированного водородом растрескивания в hs -содержащих средах
Высокопрочная высокотвердая сталь и способ производства листов из нее
Способ производства листов из низколегированной трубной стали
Способ производства листов из низколегированной трубной стали классов прочности к52-к60
Способ производства листов из низколегированной трубной стали
Способ производства высокопрочной листовой стали
Способ производства высокотвердого износостойкого листового проката
Способ производства непрерывно отожженного нестареющего холоднокатаного проката ультра глубокой вытяжки
Способ производства листовой стали с высокой износостойкостью
Способ производства инструментального высокопрочного листового проката
Способ загрузки доменной печи
Способ загрузки доменной печи

