Результат интеллектуальной деятельности: СПОСОБ ГРУППОВОЙ ПРОШИВКИ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ
Вид РИД
Изобретение
Изобретение относится к области машиностроения и может использоваться преимущественно для электроэрозионной одновременной прошивки группы отверстий в металлических деталях, например фильерах.
Известен способ электроэрозионной многоэлектродной прошивки отверстий, по которому для повышения производительности процесс выполняют одновременно несколькими электродами для группы отверстий [1, стр. 19]. Недостатком способа является широкий разброс диаметров получаемых отверстий из-за неравномерного износа электродов.
Наиболее близким является способ прошивки отверстий малого диаметра с перемещением электрода через стеклянную диэлектрическую трубку, в этом случае дополнительная калибровка отверстий не требуется [2, стр. 47]. Недостатком способа является получение большого разброса диаметров отверстий при их групповой обработке и невозможность одновременного изготовления близкорасположенных отверстий, когда расстояние между ними меньше толщины стенки применяемой стеклянной трубки.
Для осуществления способа известно устройство, которое состоит из электрода-инструмента и диэлектрической кондукторной втулки [1, стр. 72]. Таким образом, выполняется калибровка прошитого отверстия неизношенной частью электрода. Недостатком устройства является невозможность одновременной калибровки нескольких отверстий малого диаметра и широкий разброс диаметров прошиваемых отверстий из-за различного износа электродов. Это устройство является наиболее близким к заявляемому изобретению.
Изобретение направлено на повышение точности многоэлектродной электроэрозионной прошивки группы отверстий.
Способ групповой электроэрозионной прошивки отверстий в металлической детали, включающий одновременную прошивку группы отверстий электродами, при этом используют решетку из диэлектрического материала в виде шаблона с отверстиями, площадь сечения каждого из которых не менее минимальной площади сечения прошиваемого отверстия в детали со стороны выхода из нее электрода, совмещают оси отверстий в упомянутой решетке с осями электродов и при прошивке после вскрытия отверстий электроды перемещают в направлении подачи до прижатия любого из электродов к стенке отверстия в упомянутой решетке, перемещение которой обеспечивает посредством датчика давления контактного типа передачу сигнала для отключения процесса прошивки.
Устройство для групповой электроэрозионной прошивки отверстий в металлической детали, содержащее электроды с механизмом их подачи, при этом оно снабжено решеткой из диэлектрического материала в виде шаблона с отверстиями, оси которых совмещены с осями электродов, а площадь сечения каждого отверстия - не менее минимальной площади сечения прошиваемого отверстия в детали со стороны выхода из нее электрода, и датчиком давления контактного типа, соединенным с решеткой и связанным с механизмом подачи электродов и выключателем процесса прошивки.
Сущность способа групповой прошивки отверстий в металлических деталях заключается в том, что прошивка отверстий осуществляется одновременно несколькими электродами, при этом после вскрытия отверстия электроды перемещают в направлении подачи до прижима любого из них к отверстию в диэлектрической решетке и получения управляющего воздействия на датчик давления, отключающий процесс подачи электродов.
Для реализации способа применяется устройство, содержащее электроды и решетку из диэлектрического материала с отверстиями, оси которых совмещены с осями электродов, а площадь сечения каждого отверстия в решетке выполнена не менее минимальной площади сечения отверстия в детали со стороны выхода из него электрода. Решетка соединена с датчиком давления, который связан с механизмом подачи электродов и выключателем процесса обработки.
Способ групповой прошивки отверстий и устройство для его реализации поясняются фигурами 1 и 2.
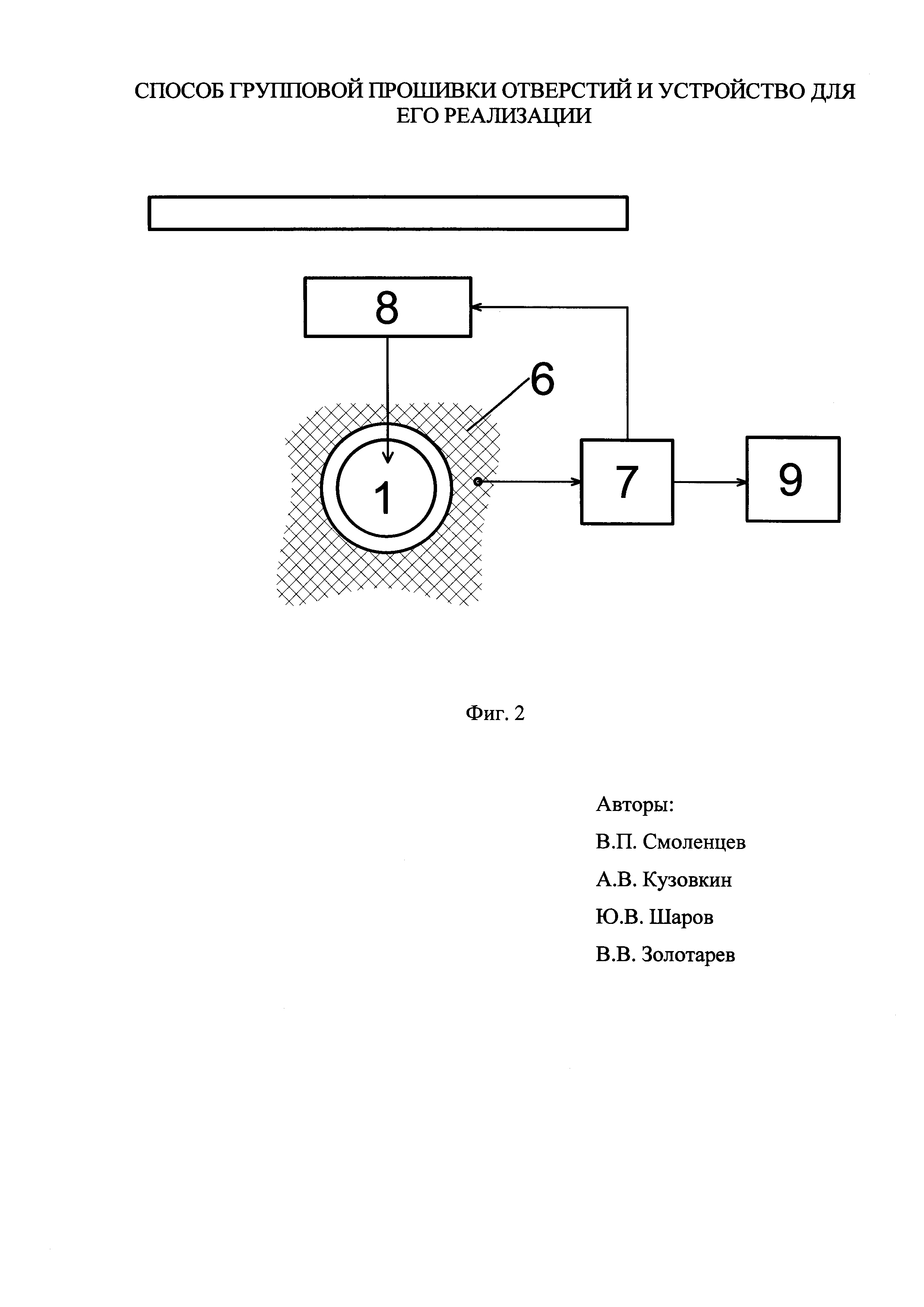
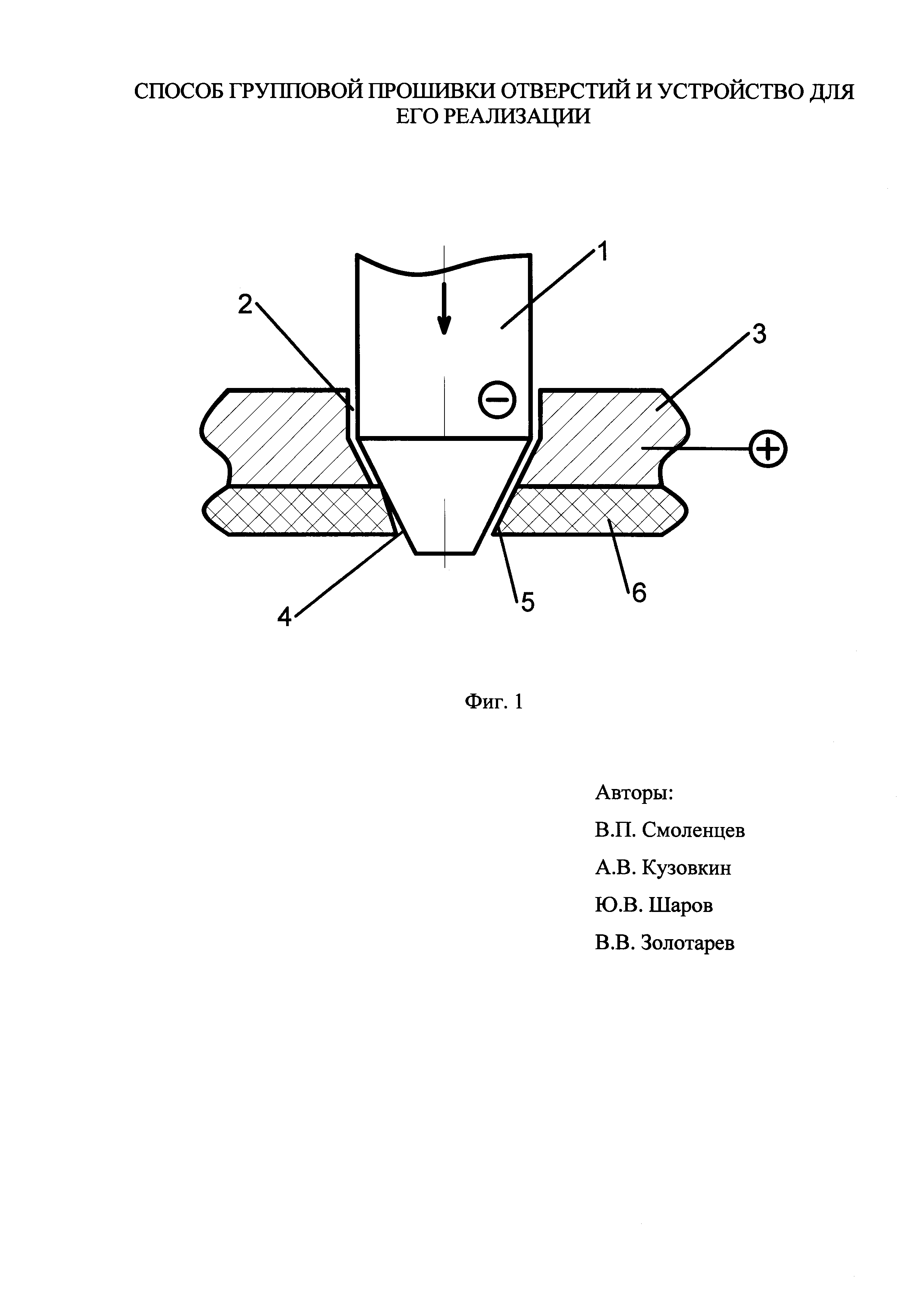
На фиг. 1 показана схема воздействия одного из электродов после прошивки отверстия в металлической детали. На фиг. 2 приведена общая схема устройства с механизмом подачи электродов и взаимодействия частей при его применении.
Сущность способа групповой электроэрозионной прошивки отверстий в металлической детали и принцип работы устройства для его реализации представлен ниже.
Электрод 1 (катод) многоэлектродного инструмента (фиг. 1) после вскрытия отверстия 2 в детали 3 (анод) выходит изношенной частью 4 из отверстия 2 и перемещается в направлении подачи (показано на фиг. 1 стрелкой) до попадания изношенной частью 4 в отверстие 5 решетки 6 из диэлектрического материала в виде шаблона с отверстиями. Отверстие 2 в детали 3 (анод) имеет допуск на размер, указанный на чертеже детали 3. Отверстие 5 в шаблоне 6 имеет площадь сечения не ниже площади сечения отверстия в детали со стороны выхода из нее электрода, рассчитанное по размеру нижней границы размера отверстия в детали и не более верхнего предела допуска на размер отверстия в детали. После вскрытия отверстий, выхода электрода 1 из отверстия 2 и достижения им отверстия 5 в решетке 6 электрод 1 прижимается частью 4 на стенку отверстия 5 решетки 6, вызывает перемещение решетки 6, что определяется датчиком 7 давления контактного типа (фиг. 2), который соединен с решеткой 6, связан с механизмом подачи 8 и выключателем 9 процесса прошивки.
Пример осуществления способа.
В плоской детали из нержавеющей стали толщиной 1,5 мм необходимо получить 8 отверстий диаметром 0,5±0,05 мм с шагом 2 мм. В качестве решетки используют пластину из оргстекла с толщиной 0,3 мм, в которой выполнены отверстия диаметром 0,45+0,05 мм с шагом 2 мм. Для изготовления отверстий могла использоваться кондиционная деталь, которая являлась кондуктором.
Датчик давления контактного типа имеет чувствительность 0,08 мм и после его нажатия электродом передает сигнал выключателю для отключения всех систем.
ИСТОЧНИКИ ИНФОРМАЦИИ
1. Электрофизические и электрохимические методы обработки материалов. В 2 т., Т 1 / Под редакцией В.П. Смоленцева // М.: Высшая школа, 1983. - 247 с.
2. Бойко А.Ф. Эффективная технология и оборудование для электроэрозионной прошивки прецизионных микроотверстий. - Белгород: изд-во БГТУ, 2010. - 314 с.
Способ обработки сопрягаемых поверхностей запорного устройства и устройство для его осуществления
Способ сравнительных испытаний по надежности партий интегральных схем
Способ обработки нанокомпозитов в водородной плазме
Устройство для контроля эвм
Вертикальный ротор
Установка для очистки воздуха
Конденсационная камера
Способ подачи пара в конденсационную камеру
Закрылок самолета короткого взлета и посадки
Способ электрохимической обработки отверстий форсунки из токопроводящего материала
Способ формирования "виртуальных" каналов приема сигналов
Способ повышения надежности микроэвм
Способ комбинированного разделения металлов
Способ изготовления сопла жидкостного ракетного двигателя оживальной формы (варианты)
Способ выращивания планарных нитевидных кристаллов полупроводников
Способ дозирования энергии при импульсном брикетировании металлической стружки
Вибрационная установка
Способ измерения деформаций
Способ определения свойств деформирования
Способ изготовления электрода-проволоки

