Результат интеллектуальной деятельности: СПОСОБ ГРУППОВОЙ ПРОШИВКИ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ
Вид РИД
Изобретение
Изобретение относится к области машиностроения и может использоваться преимущественно для электроэрозионной одновременной прошивки группы отверстий в металлических деталях, например фильерах.
Известен способ электроэрозионной многоэлектродной прошивки отверстий, по которому для повышения производительности процесс выполняют одновременно несколькими электродами для группы отверстий [1, стр. 19]. Недостатком способа является широкий разброс диаметров получаемых отверстий из-за неравномерного износа электродов.
Наиболее близким является способ прошивки отверстий малого диаметра с перемещением электрода через стеклянную диэлектрическую трубку, в этом случае дополнительная калибровка отверстий не требуется [2, стр. 47]. Недостатком способа является получение большого разброса диаметров отверстий при их групповой обработке и невозможность одновременного изготовления близкорасположенных отверстий, когда расстояние между ними меньше толщины стенки применяемой стеклянной трубки.
Для осуществления способа известно устройство, которое состоит из электрода-инструмента и диэлектрической кондукторной втулки [1, стр. 72]. Таким образом, выполняется калибровка прошитого отверстия неизношенной частью электрода. Недостатком устройства является невозможность одновременной калибровки нескольких отверстий малого диаметра и широкий разброс диаметров прошиваемых отверстий из-за различного износа электродов. Это устройство является наиболее близким к заявляемому изобретению.
Изобретение направлено на повышение точности многоэлектродной электроэрозионной прошивки группы отверстий.
Способ групповой электроэрозионной прошивки отверстий в металлической детали, включающий одновременную прошивку группы отверстий электродами, при этом используют решетку из диэлектрического материала в виде шаблона с отверстиями, площадь сечения каждого из которых не менее минимальной площади сечения прошиваемого отверстия в детали со стороны выхода из нее электрода, совмещают оси отверстий в упомянутой решетке с осями электродов и при прошивке после вскрытия отверстий электроды перемещают в направлении подачи до прижатия любого из электродов к стенке отверстия в упомянутой решетке, перемещение которой обеспечивает посредством датчика давления контактного типа передачу сигнала для отключения процесса прошивки.
Устройство для групповой электроэрозионной прошивки отверстий в металлической детали, содержащее электроды с механизмом их подачи, при этом оно снабжено решеткой из диэлектрического материала в виде шаблона с отверстиями, оси которых совмещены с осями электродов, а площадь сечения каждого отверстия - не менее минимальной площади сечения прошиваемого отверстия в детали со стороны выхода из нее электрода, и датчиком давления контактного типа, соединенным с решеткой и связанным с механизмом подачи электродов и выключателем процесса прошивки.
Сущность способа групповой прошивки отверстий в металлических деталях заключается в том, что прошивка отверстий осуществляется одновременно несколькими электродами, при этом после вскрытия отверстия электроды перемещают в направлении подачи до прижима любого из них к отверстию в диэлектрической решетке и получения управляющего воздействия на датчик давления, отключающий процесс подачи электродов.
Для реализации способа применяется устройство, содержащее электроды и решетку из диэлектрического материала с отверстиями, оси которых совмещены с осями электродов, а площадь сечения каждого отверстия в решетке выполнена не менее минимальной площади сечения отверстия в детали со стороны выхода из него электрода. Решетка соединена с датчиком давления, который связан с механизмом подачи электродов и выключателем процесса обработки.
Способ групповой прошивки отверстий и устройство для его реализации поясняются фигурами 1 и 2.
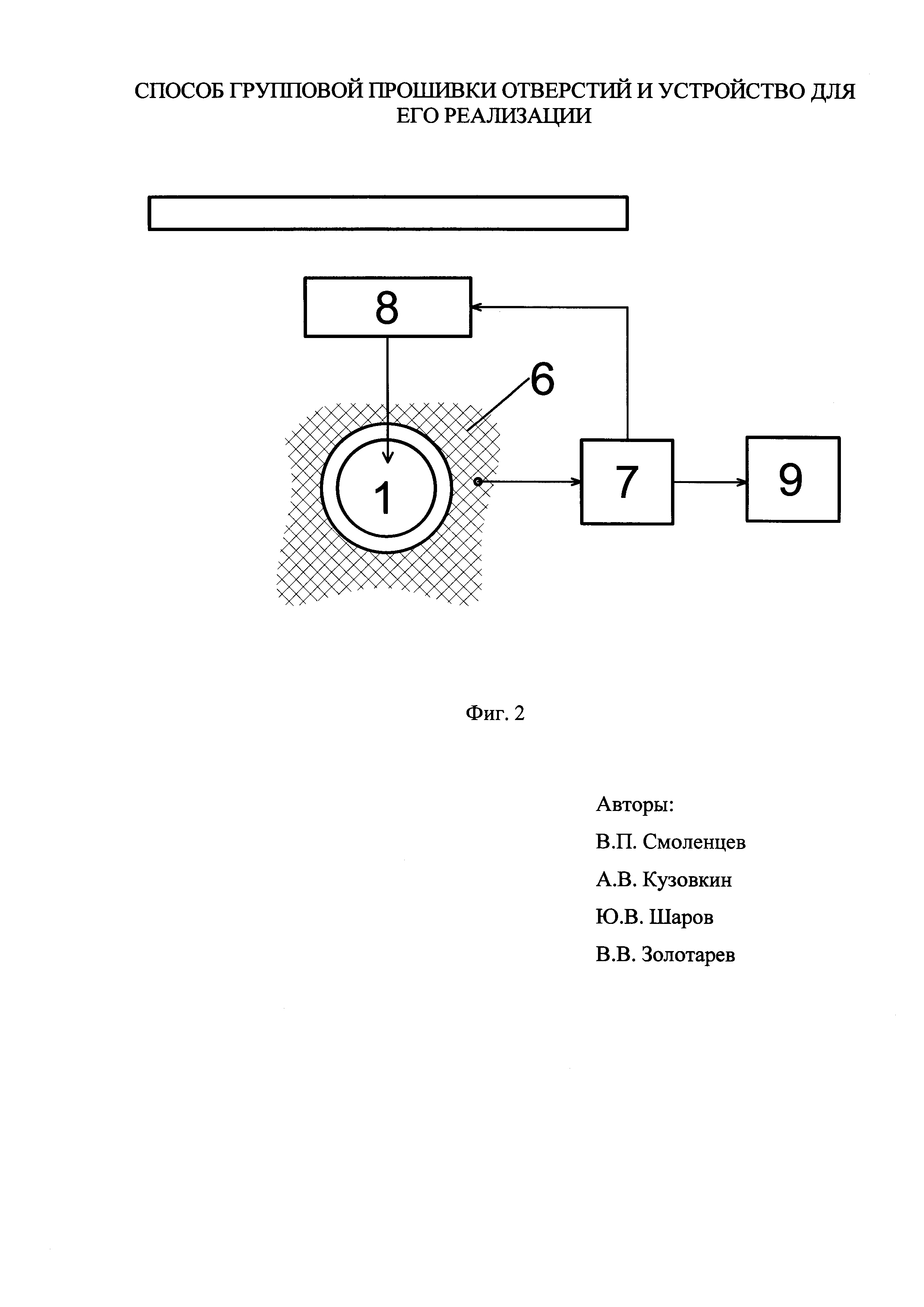
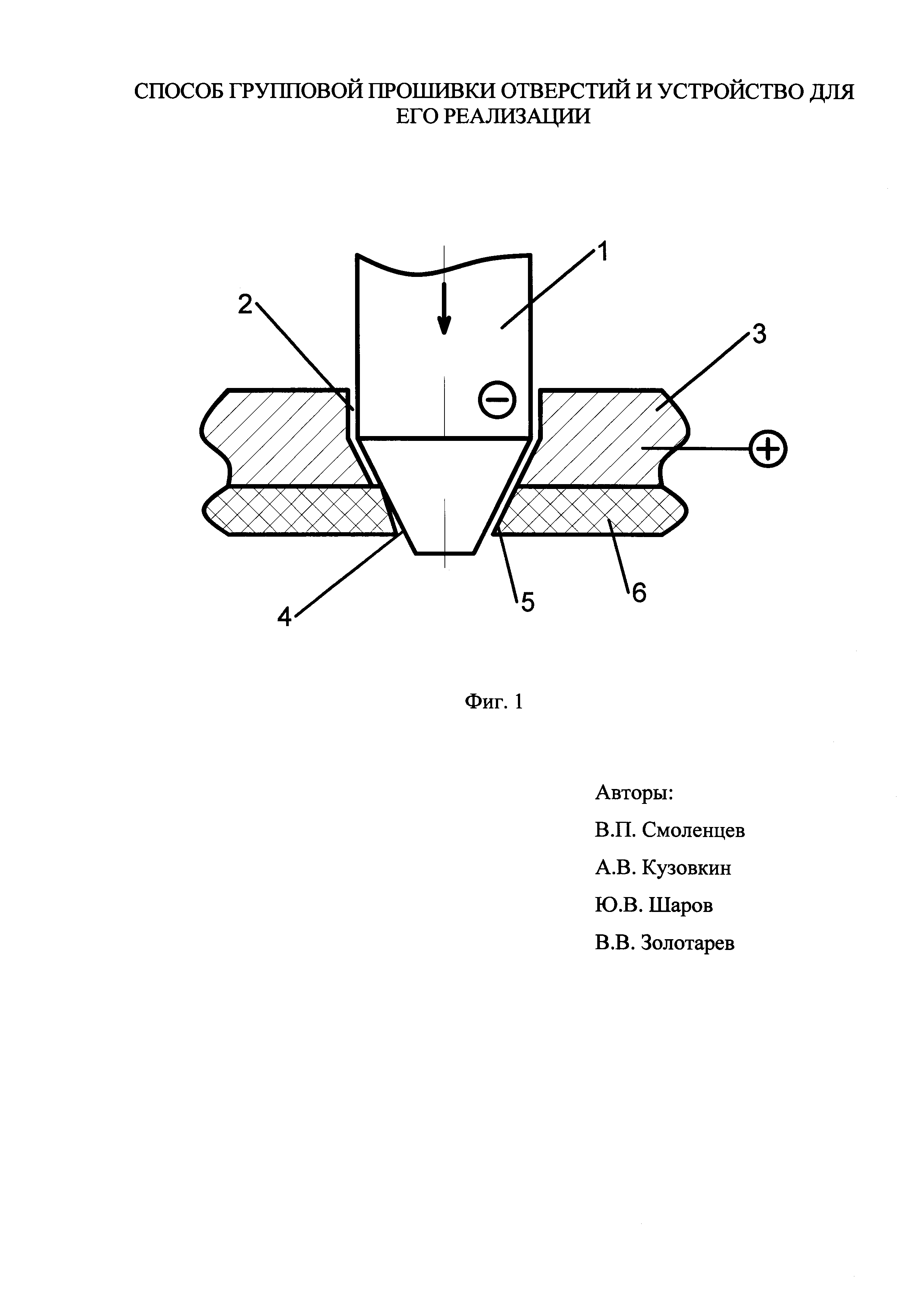
На фиг. 1 показана схема воздействия одного из электродов после прошивки отверстия в металлической детали. На фиг. 2 приведена общая схема устройства с механизмом подачи электродов и взаимодействия частей при его применении.
Сущность способа групповой электроэрозионной прошивки отверстий в металлической детали и принцип работы устройства для его реализации представлен ниже.
Электрод 1 (катод) многоэлектродного инструмента (фиг. 1) после вскрытия отверстия 2 в детали 3 (анод) выходит изношенной частью 4 из отверстия 2 и перемещается в направлении подачи (показано на фиг. 1 стрелкой) до попадания изношенной частью 4 в отверстие 5 решетки 6 из диэлектрического материала в виде шаблона с отверстиями. Отверстие 2 в детали 3 (анод) имеет допуск на размер, указанный на чертеже детали 3. Отверстие 5 в шаблоне 6 имеет площадь сечения не ниже площади сечения отверстия в детали со стороны выхода из нее электрода, рассчитанное по размеру нижней границы размера отверстия в детали и не более верхнего предела допуска на размер отверстия в детали. После вскрытия отверстий, выхода электрода 1 из отверстия 2 и достижения им отверстия 5 в решетке 6 электрод 1 прижимается частью 4 на стенку отверстия 5 решетки 6, вызывает перемещение решетки 6, что определяется датчиком 7 давления контактного типа (фиг. 2), который соединен с решеткой 6, связан с механизмом подачи 8 и выключателем 9 процесса прошивки.
Пример осуществления способа.
В плоской детали из нержавеющей стали толщиной 1,5 мм необходимо получить 8 отверстий диаметром 0,5±0,05 мм с шагом 2 мм. В качестве решетки используют пластину из оргстекла с толщиной 0,3 мм, в которой выполнены отверстия диаметром 0,45+0,05 мм с шагом 2 мм. Для изготовления отверстий могла использоваться кондиционная деталь, которая являлась кондуктором.
Датчик давления контактного типа имеет чувствительность 0,08 мм и после его нажатия электродом передает сигнал выключателю для отключения всех систем.
ИСТОЧНИКИ ИНФОРМАЦИИ
1. Электрофизические и электрохимические методы обработки материалов. В 2 т., Т 1 / Под редакцией В.П. Смоленцева // М.: Высшая школа, 1983. - 247 с.
2. Бойко А.Ф. Эффективная технология и оборудование для электроэрозионной прошивки прецизионных микроотверстий. - Белгород: изд-во БГТУ, 2010. - 314 с.
Генератор индукторный
Исполнительный орган робота
Промышленный робот
Промышленный робот
Индукторный генератор
Привод линейного перемещения
Способ управления каналом частотной коррекции систем автоматического регулирования частоты и мощности газотурбинных энергетических установок при выделении на изолированный район
Способ реализации общестанционного уровня управления газотурбинными электростанциями (гтэ) с газотурбинными энергоблоками (гтэб)
Ветроэнергетическая установка
Статор орбитальной электрической машины
Способ эрозионно-лучевого упрочнения поверхностей металлических деталей и устройство для его использования
Способ подачи рабочей среды
Способ и устройство для изготовления профиля в полузакрытом канале детали проволочным электродом-инструментом
Способ стабилизации положения проволочного электрода и устройство для его применения
Устройство для получения узких пазов в цанге проволочным электродом
Способ изготовления многоэлектродного инструмента и устройство для его осуществления
Способ изготовления и шаблон для электрохимического получения углублений в пазах охлаждающего канала детали
Способ прошивки глубокого отверстия и устройство для его прошивки

