Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ЗУБНОГО ИМПЛАНТАТА
Вид РИД
Изобретение
Изобретение относится к области медицины, а именно к ортопедической стоматологии, и может быть использовано при изготовлении каркаса протеза с различным количеством искусственных зубов в условиях стоматологических клиник и зуботехнических лабораторий.
В современной медицине успех хирургического лечения костных патологий челюстно-лицевой области и опорно-двигательного аппарата с применением имплантатов во многом зависит от протекания процессов регенерации костной ткани. Данные процессы нередко развиваются в условиях инфицирования имплантационной зоны и наличия очагов хронической инфекции, а также на фоне нарушенной микроциркуляции крови и образования кровяных сгустков. При этом в течение многих лет наиболее эффективным методом устранения подобных биологических явлений считалось применение местной антибиотиковой терапии и других веществ, ограничивающих деятельность патогенных микроорганизмов и нормализующих кровоснабжение в зоне имплантации. Применение имплантатов с покрытием, обладающим лечебным воздействием, а также бактерицидными и антикоагулянтными свойствами позволяет оптимизировать процесс репаративного остеогенеза за счет обеспечения направленного биомедицинского действия на биоструктуры, ускоряющего остеоинтеграцию имплантатов и повышающего эффективность их приживления в организме. Однако существующие способы нанесения такого покрытия отличаются сложностью технологического процесса, необходимостью применения специального дорогостоящего оборудования, а также низкой технико-экономической эффективностью изготовления имплантатов. Кроме этого формируемое пленочное покрытие не обеспечивает эффективного лечебного воздействия на окружающие биоструктуры из-за трудности проникновения наносимого раствора на всю глубину пор и впадин поверхности имплантата.
Известны способы изготовления имплантатов из титана и его сплавов и нанесения на них биосовместимого покрытия с бактерицидными и антикоагулянтными свойствами [1, 2]. Однако данные способы обеспечивают формирование твердофазного (оксидного) покрытия и не позволяют получить пленочное покрытие на основе жидкофазных лекарственных препаратов, создающих необходимое медикаментозное воздействие на биоструктуры, либо биологически совместимых растворов, содержащих микрочастицы элементов с бактерицидными и антикоагулянтными свойствами.
Известен способ [3], в котором покрытие, представляющее тот или иной лекарственный препарат (обезболивающее средство, антибиотик и т.п.), наносится на металлическую поверхность изделия в один или несколько слоев и удерживается на ней с помощью биологически совместимых клеевых составов.
Недостатком таких твердофазных лекарственных покрытий является повышенная длительность рассасывания препарата в окружающих имплантат биосредах, что обусловливает снижение эффективности лечебного воздействия, высокая интенсивность которого необходима на ранней, наиболее опасной стадии имплантации.
Общим недостатком рассмотренных технических решений [1-3] является отсутствие возможности нанесения пленочных покрытий на основе жидкофазных лекарственных препаратов либо биологически совместимых растворов, содержащих микрочастицы элементов с биомедицинскими свойствами - противомикробной способностью тромборезистентностью.
Известен способ изготовления имплантатов [4], который заключается в том, что нанесение слоя раствора требуемого лекарственного средства на поверхностно-пористые и шероховатые имплантаты осуществляется путем вращения объема раствора вокруг имплантата, в результате чего за счет действия возникающих в жидкости вихревых струй с центростремительными силами, пропорциональными квадрату скорости вращения раствора, его плотности и радиусу вращения, раствор проникает в поры и углубления поверхности имплантата, заполняя их и покрывая всю поверхность жидкофазной пленкой.
Недостатками способа является его сложность, так как для его реализации нужно иметь высокооборотистый электродвигатель, достаточно большой объем емкости, для того чтобы внутри него закрепить имплантат и крыльчатку.
По данным поисковых исследований научно-технической и патентной литературы более близких по сути решений авторами не выявлено. Известны только способы введения жидких лекарственных средств и остеостимуляторов в зону имплантации путем инъекций либо через специальные канюлированные отверстия в имплантате [5].
Наиболее близким к заявляемому является способ, описанный в [6]. В соответствии со способом-прототипом на зубном имплантате, изготовленном из циркония, создают поверхностный слой из гидроксида циркония с более низкой твердостью, чем твердость основы, путем облучения имплантата лазерным излучением в воздухе, содержащем влагу.
Недостатками способа-прототипа является неравномерное облучение поверхности имплантата лазерным лучом, что не позволяет обеспечить однородность физических свойств всей поверхности имплантата, что отрицательно сказывается на его качестве.
Кроме того, для образования равномерного гидроксидного слоя на поверхности циркониевой основы, из которой изготовлен имплантат, обязательным условием является наличие влаги вблизи облучаемой поверхности имплантата. В реальности же относительная влажность воздуха постоянно меняется, что может приводить к значительному разбросу свойств образованного на имплантате слоя гидроксида циркония, что также ухудшает качество имплантатов.
Еще одним недостатком способа-прототипа является отсутствие на поверхности в порах и микротрещинах имплантата слоя раствора лекарственного средства, придающего высокие свойства по биосовместимости и биологической стабильности по отношению к живым тканям пациента, а также требуемого для эффективного срастания имплантата с альвеолярной костью пациента.
Задача изобретения состоит в создании поверхностного слоя на имплантате, обладающего меньшей твердостью, чем твердость альвеолярной кости пациента, и в нанесении в поры, микротрещины и поверхность имплантата прочно сцепленной с указанной поверхностью пленки лекарственного жидкофазного покрытия с медикаментозным лечебным воздействием.
Поставленная задача достигается тем, что в способе изготовления зубного имплантата из циркония, включающем этап выполнения поверхностного слоя из гидроксида циркония с более низкой твердостью, чем твердость циркониевой основы, путем облучения поверхности имплантата лазерным излучением, причем перед лазерным облучением имплантат закрепляют на торце вращающегося вала электродвигателя, и в процессе облучения равномерно вращают под лучом лазера с частотой 0,5-0,4 Гц в течение 40-60 с, при этом в процессе облучения имплантата его поверхность непрерывно обрабатывают водяным паром, затем по истечении указанного времени перед установкой имплантата пациенту на поверхность имплантата в его поры и микротрещины наносят лекарственное покрытие путем помещения имплантата в капсулу, которую герметизируют, заполняют ее лекарственным раствором или биологически совместимым раствором, содержащим твердые микрочастицы элементов с бактерицидными и антикоагулянтными свойствами, затем после заполнения капсулы упомянутым раствором в ней возбуждают ультразвуковые колебания, частота которых лежит выше частоты порога кавитации в диапазоне от 20 кГц до 100 кГц, а интенсивность упомянутого ультразвука лежит в области стабильной кавитации от 1,5 Вт/см2 до 2,5 Вт/см2, затем по истечении 3-5 минут генерацию ультразвуковых колебаний прекращают, раствор из капсулы сливают, а имплантат с нанесенной жидкофазной пленкой извлекают из емкости и устанавливают в предварительно сформированный костный канал.
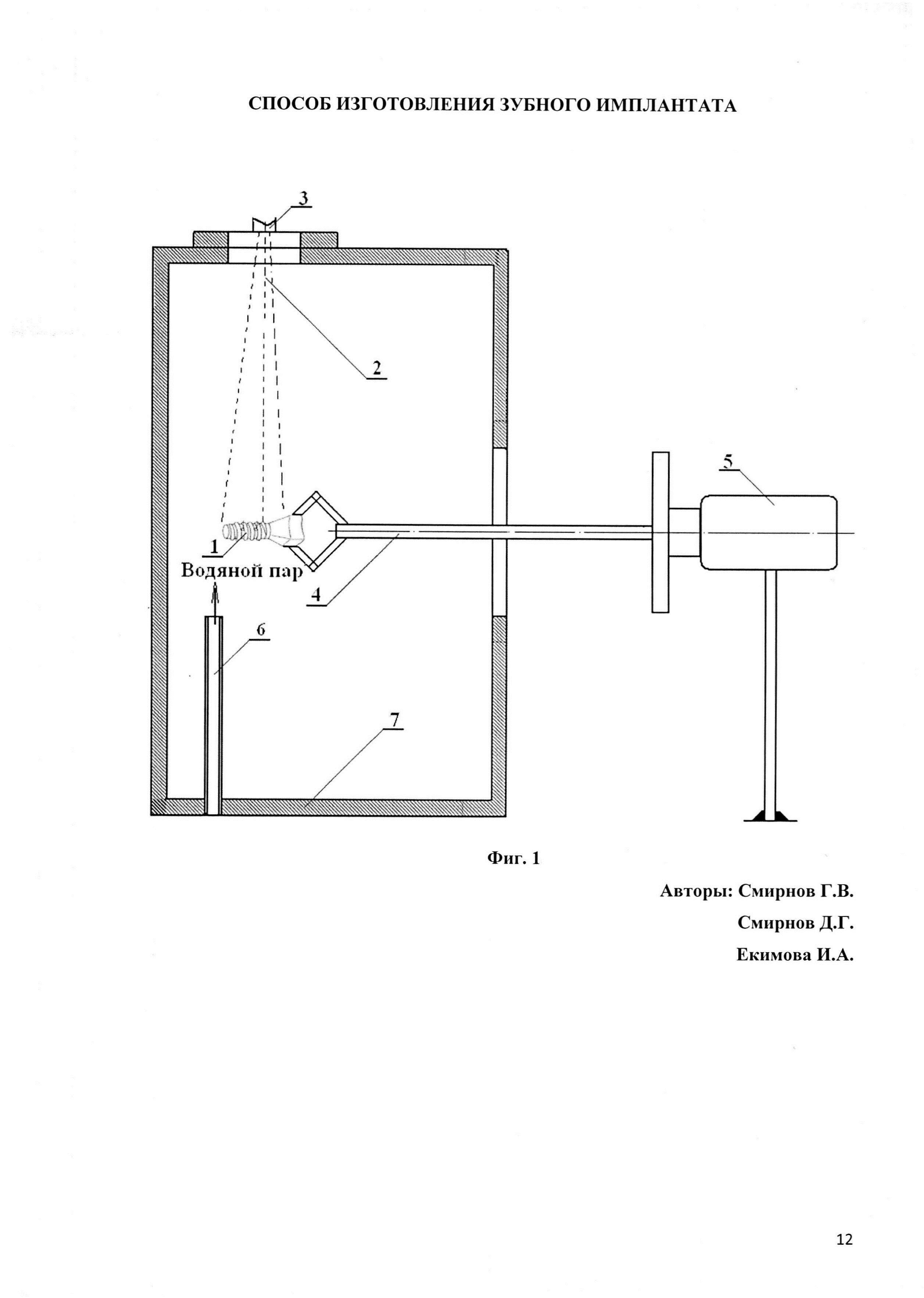
Предлагаемый способ поясняется фиг. 1 и фиг. 2.
На фиг. 1 введены следующие обозначения: 1 - имплантат; 2 - луч лазера; 3 - лазер; 4 - вал двигателя; 5 - двигатель; 6 - паропровод; 7 - камера.
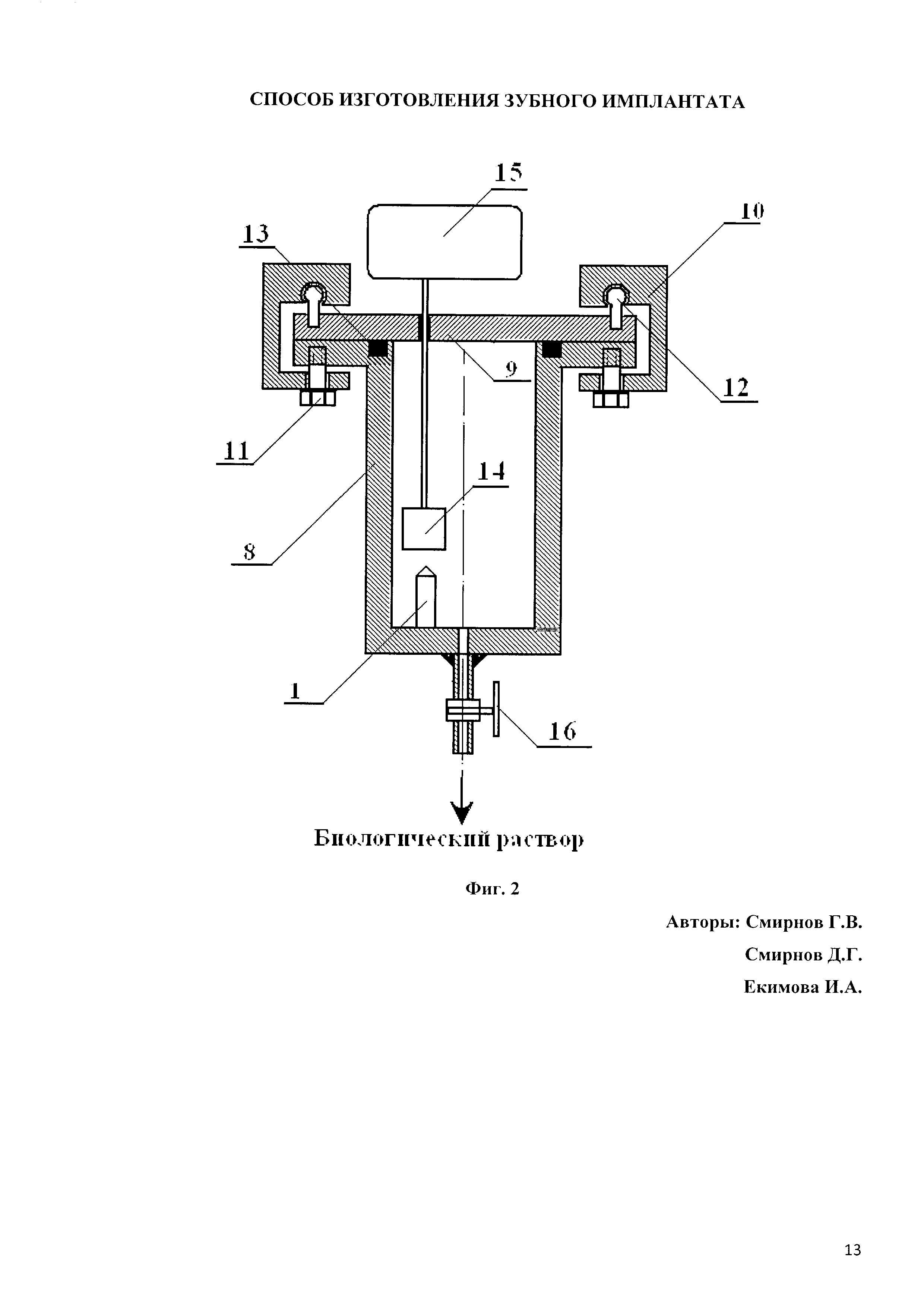
Устройство для нанесения лекарственного покрытия (фиг. 2) содержит капсулу 8, крышку 9, зажимы 10, крепежные детали 11, шарнир 12, уплотнительную манжету 13, ультразвуковой излучатель 14, генератор ультразвука 15, вентиль 16.
Способ осуществляют следующим образом (фиг. 1).
Имплантат 1 закрепляют на торце вала 4 двигателя 5 и помещают в камеру 7. К имплантату 1 через паропровод 6 подводят водяной пар. Включают двигатель 5 и лазер 3. Двигатель 5 начинает работать и приводит во вращение вал 4, на торце которого закреплен имплантат 1. Поверхность имплантата 1 под воздействием лазерного луча 2 равномерно разогревается, а водяной пар под действием лазерного облучения и повышенной температуры образует положительные ионы водорода и отрицательно заряженные ионы гидроксильной группы. Под воздействием повышенной температуры, создаваемой лазерным излучением цирконий, на основе которого изготовлен имплантат, начинает активно взаимодействовать с отрицательно заряженными ионами гидроксильных групп водяного пара. В результате указанного взаимодействия поверхность имплантата покрывается слоем гидроксида циркония, который имеет значительно меньшую твердость, чем твердость циркониевой основы имплантата. При этом, если облучать поверхность имплантата, равномерно вращая его с частотой 0,5-0,4 Гц в течение 40-60 с, то слой гидроксида циркония равномерно покрывает обрабатываемую поверхность имплантата и его твердость становится меньше твердости альвеолярной кости, что в значительной мере способствует вживлению имплантата в указанную кость пациента. Кроме того, на разогретом лазерным лучом слое гидроксида циркония при взаимодействии его с водяным паром образуется множество пор и микротрещин, которые используются в дальнейшей обработке имплантата, для образования в указанных полостях и на поверхности имплантата прочного лекарственного слоя. Для обработки поверхности имплантата лекарственным препаратом его после облучения извлекают из камеры 7 и помещают в капсулу 8 (фиг. 2) и заливают в капсулу биологический раствор. После заливки раствора в капсулу 8 закрывают крышку 9 и с помощью зажимов 10, закрепленных на шарнирах 12, и крепежных деталей 11 и уплотнительной манжеты 13 герметизируют капсулу 8. После чего включают ультразвуковой генератор 15 и при помощи излучателя ультразвука 14 в биологическом растворе, находящемся в капсуле 8, генерируют ультразвуковые колебания. По истечении 3-5 минут генератор ультразвука 15 отключают, открывают вентиль 16 и сливают из капсулы 8 биологический раствор в накопительную емкость. После чего имплантат 1 с нанесенной жидкофазной пленкой извлекают из емкости и устанавливают в предварительно сформированный костный канал.
Сущность завершающей операции изготовления имплантата заключается в том, что под действием ультразвука происходит дегазация биологической жидкости, молекулы упомянутой жидкости располагаются упорядоченно на твердой основе имплантата, проникают в микротрещины и поры на поверхности имплантата, в результате чего на его поверхности, в порах и капиллярах образуется однородная пленка из биологического материала. При этом адгезионная прочность пленки биологического материала увеличивается на (50÷60)% за счет усиления прочности сцепления, обусловленного его дегазацией и глубинным проникновением в поверхностный слой имплантата под действие ультразвука.
Процесс ультразвуковой обработки биологической жидкости и имплантата представляет собой комплекс проявлений: капиллярное впитывание, сорбционные явления, диффузные процессы, определяющие насыщение биологическим составом пропитываемого пористого материала имплантата, осмос, перемещение биологической жидкости вглубь пористого тела имплантата под действием градиента давления.
По своей физической природе ультразвук представляет собой упругие волны и в этом он не отличается от звука.
Принято считать, что к ультразвуковому диапазону относятся частоты, находящиеся в диапазоне от 20 кГц до 1 ГГц. Частоты, находящиеся в диапазоне от 16 кГц до 20 кГц, относятся к слышимому звуку.
Частоты, лежащие ниже 16 кГц, относятся к инфразвуку, а частоты, лежащие выше 1 ГГц, называют гиперзвуком.
Область частот ультразвука можно подразделить на три подобласти:
ультразвук низких частот (2×104-105 гц) - УНЧ;
ультразвук средних частот (105-107 гц) - УСЧ;
ультразвук высоких частот (107-109 гц) - УЗВЧ.
В жидких средах под действием ультразвука возникает и протекает специфический физический процесс - ультразвуковая кавитация, обеспечивающий максимальные энергетические воздействия на частицы шунгита.
В ультразвуковой волне во время полупериодов разрежения возникают кавитационные пузырьки, которые резко захлопываются после перехода в область повышенного давления, порождая сильные гидродинамические возмущения в биологической жидкости и в порах имплантата, за счет чего значительно усиливается эффект проникновения упомянутой жидкости в микротрещины и поры имплантата.
Кавитация производится за счет чередующихся волн высокого и низкого давления, образуемых звуком высокой частоты (ультразвуком).
Ультразвуковая кавитация - основной инициатор физико-химических процессов, возникающих в жидкости под действием ультразвука, и, в частности, процессов осмоса и капиллярных эффектов.
Кавитационные явления в той или иной среде возникают только при превышении ультразвуком порога кавитации.
Порогом кавитации называется интенсивность ультразвука, ниже которой не наблюдаются кавитационные явления. Порог кавитации зависит от параметров, характеризующих как ультразвук, так и саму жидкость.
Для жидкостей пороги кавитации возрастают с увеличением частоты ультразвука и уменьшением времени воздействия.
При частотах выше 20 кГц порог нестабильной кавитации находится в диапазоне от 0,3 Вт/см2 до 1 Вт/см2.
Дальнейшее повышение интенсивности до 1,5 Вт/см2 приводит к нарушению линейности колебаний стенок пузырьков. Начинается стадия стабильной кавитации. Диапазон интенсивностей стабильной кавитации лежит в области от 1,5 Вт/см2 до 2,5 Вт/см2. Пузырек сам становится источником ультразвука колебаний. На его поверхности возникают волны, микротоки, электрические разряды.
Увеличение интенсивности ультразвука за величину 2,5 Вт/см2 приводит вновь к стадии нестабильной кавитации.
В заявляемом способе наиболее эффективно использовать диапазон интенсивностей стабильной кавитации, который лежит в области от 1,5 Вт/см2 до 2,5 Вт/см2.
Именно в этом диапазоне частот и мощностей ультразвука биологическая жидкость, омывая поверхность имплантата и проникая в его поры, способствует более полному заполнению пор и капилляров в имплантате, обеспечивая более высокую адгезию биологической жидкости к поверхности имплантата и поверхности пор.
Диапазон времени облучения ультразвуком биологической жидкости в течение 3-5 минут обусловлено выбран из прагматических соображений, так как указанного времени, с одной стороны, достаточно для создания полного заполнения биологической жидкостью пор и капилляров имплантата. С другой стороны, увеличивать время озвучивания биологической жидкости за 5 минут нецелесообразно, так как это снижает производительность процесса. При реализации заявляемого способа с помощью ультразвука обеспечивается эффективное проникновение раствора на всю глубину пор и впадин поверхности имплантата с полным их заполнением и образованием на поверхности пленочного покрытия. На поверхности имплантата образуется жидкофазная пленка, удерживаемая за счет высокой смачиваемости пористой и шероховатой поверхности.
Пример конкретного выполнения
Изготовленный каркас зубного имплантата 2 был выполнен из циркония. Нижняя часть (дистальный конец) зубного имплантата 1 была выполнена в виде сужающегося книзу усеченного конуса. На указанном конусе была выполнена самонарезающая резьба, что обеспечивает возможность непосредственного ввинчивания имплантата 1 в высверленное отверстие в альвеолярной кости. Каркас зубного имплантата 1 (фиг. 1) закрепляли зажимом на торце оси 4, размещенной в камере 7. Предварительно было установлено, что наилучшие результаты при обработке лазерным лучом части поверхности зубного имплантата, соединенной с альвеолярной костью, достигаются в том случае, если длина волны луча лазера лежит в диапазоне (914÷1342) нм. В связи с этим нами был использован твердотельный лазер 3 с диодной накачкой на основе кристалла ванадата, легированного неодимом, активные элементы которого Nd:YVO с основной длиной волны и составляет 1064 нм. При облучении поверхности имплантата 1 лазерным лучом поверхность указанного имплантата непрерывно обрабатывали водяным паром, подаваемым на имплантат 1 через паропровод 6. При облучении поверхности имплантата 1 лазерным лучом 2 имплантат равномерно вращали валом 4 электродвигателя 5 с частотой 0,4-0,5 Гц в течение 40-60 с. Выбор частоты вращения имплантата и времени его облучения был продиктован прагматическими соображениями. При частоте вращения ниже чем 0,4 Гц удлиняется процесс обработки поверхности, при частотах больше 0,5 Гц может нарушит.ся равномерность разогрева поверхности и возникать температурная неоднородность. Аналогичными соображениями был обусловлен и выбор времени облучения.
После обработки поверхности циркониевого имплантата 1 лазерным лучом 2 исследовались характеристики его поверхности. Исследования с помощью электронной микроскопии поверхности имплантата 1, обработанной лазерным лучом, показали, что она, по сравнению с необработанной поверхностью имеет многочисленные микротрещины и поры и состоит, в основном, из гидроксида циркония. Поверхности необработанных и обработанных лазерным облучением образцов имплантатов исследовали на твердость по методу Виккерса. Количественным показателем твердости по Виккерсу является число твердости (HV). В результате двух измерений твердости по Виккерсу необработанного лучом лазера образца имплантата, выполненного только из циркониевой основы, были получены значения 998 (HV) и 1129 (HV). В отличие от этого, твердость по Виккерсу облученной поверхности образцов имплантата, в котором поверхностный слой состоял из гидроксида циркония, составила 336 (HV) и 328 (HV). Таким образом, обработанная поверхность зубного имплантата примерно в 1,5 менее твердая, чем альвеолярная кость, твердость которой по Виккерсу обычно составляет 500 (HV).
После исследования характеристик поверхности имплантат 1 помещали в капсулу 8, заливали в нее лекарственный препарат или биологически совместимый раствор, содержащий твердые микрочастицы элементов с бактерицидными и антикоагулянтными свойствами и закрывали крышку 9 с помощью зажимов 10, закрепленных на шарнирах 12. При помощи крепежных деталей 11 и уплотнительной манжеты 13 герметизировали капсулу 8. Включали генератор ультразвука 15. Излучатель ультразвука 14 генерировал ультразвук при средней мощности Р=2 Вт/см2 и средней частоте ультразвука f=50 кГц. При этих значениях продолжительность обработки имплантата и биологического раствора составила t=4 мин=240 сек. По истечении указанного времени открывали вентиль 16 и сливали биологический раствор из капсулы 8 в накопительную емкость. После чего имплантат 1 с нанесенной жидкофазной пленкой извлекали из емкости и устанавливали в предварительно сформированный костный канал.
Полученное данным способом пленочное жидкофазное покрытие обеспечивает наилучшее медикаментозное лечебное воздействие по сравнению с твердофазным лекарственным покрытием за счет более интенсивного действия препарата в наиболее опасный период имплантации, составляющий 1-2 недели. По окончании этого срока препарат полностью рассасывается в окружающих биоструктурах, раневые процессы в тканях нормализуются, происходит эффективная остеоинтеграция имплантата.
Предложенный способ характеризуется технологической простотой, позволяет наносить пленочное жидкофазное покрытие на имплантаты, выполняемые из любых биосовместимых металлических и керамических материалов, на шероховатые имплантаты без твердофазного покрытия и имеющие поверхностно-пористое покрытие для удержания слоя жидкого вещества. Кроме этого способ позволяет использовать для нанесения пленочного покрытия любые, применяемые в имплантологии жидкофазные лекарственные препараты (антибиотики, обезболивающие средства и т.п.), различные биологически совместимые растворы, содержащие твердые микрочастицы элементов с бактерицидными и антикоагулянтными свойствами (Cu, Ag, La и др.), а также комбинированные растворы, включающие лекарственные средства и микрочастицы элементов с противомикробной и антикоагуляционной способностью для комплексного медикаментозного воздействия на биоструктуры и повышения эффективности приживления имплантатов.
Положительный эффект (снижение трудоемкости формирования покрытия, технологическая простота процесса) достигается за счет нанесения на поверхностно-пористые и шероховатые имплантаты пленки жидкого раствора с необходимыми лечебными и биомедицинскими свойствами путем создания при помощи ультразвука градиентов давления между раствором и порами капиллярами имплантата. При этом не требуется использование специализированного технически сложного оборудования, дополнительных технологических операций по подготовке поверхности для нанесения лекарственного покрытия, выполнения специальных конструктивных элементов имплантатов для удержания покрытия, применения дорогостоящих биосовместимых клеевых составов для закрепления твердофазного лекарственного препарата.
Полученное данным способом пленочное жидкофазное покрытие обеспечивает наилучшее медикаментозное лечебное воздействие по сравнению с твердофазным лекарственным покрытием за счет более интенсивного действия препарата в наиболее опасный период имплантации, составляющий 1-2 недели. По окончании этого срока препарат полностью рассасывается в окружающих биоструктурах, раневые процессы в тканях нормализуются, происходит эффективная остеоинтеграция имплантата.
Предложенный способ позволяет наносить пленочное жидкофазное покрытие на имплантаты, выполняемые из любых биосовместимых металлических и керамических материалов, на шероховатые имплантаты без твердофазного покрытия и имеющие поверхностно-пористое покрытие для удержания слоя жидкого вещества. Кроме этого способ позволяет использовать для нанесения пленочного покрытия любые, применяемые в имплантологии жидкофазные лекарственные препараты (антибиотики, обезболивающие средства и т.п.), различные биологически совместимые растворы, содержащие твердые микрочастицы элементов с бактерицидными и антикоагулянтными свойствами (Cu, Ag, La и др.), а также комбинированные растворы, включающие лекарственные средства и микрочастицы элементов с противомикробной и антикоагуляционной способностью для комплексного медикаментозного воздействия на биоструктуры и повышения эффективности приживления имплантатов.
Положительный эффект (снижение трудоемкости формирования покрытия, технологическая простота процесса) достигается за счет нанесения на поверхностно-пористые и шероховатые имплантаты пленки жидкого раствора с необходимыми лечебными и биомедицинскими свойствами путем создания градиентов давления между раствором и порами капиллярами имплантата. При этом не требуется для удержания покрытия применения дорогостоящих биосовместимых клеевых составов для закрепления твердофазного лекарственного препарата.
По сравнению с прототипом, заявляемый способ позволяет создать на поверхности имплантата, выполненного из циркония, тонкий слой гидроксида циркония, который имеет меньшую твердость, чем альвеолярная кость пациента. На образованном слое имплантата под действием лазерного облучения и паров воды создаются многочисленные микротрещины и поры, в которые под воздействием ультразвука проникают частицы лекарственного препарата или частицы биологически совместимого раствора, содержащего твердые микрочастицы элементов с бактерицидными и антикоагулянтными свойствами. Все перечисленное выше позволяет улучшить биосовместимость имплантата с тканями пациентов, уменьшить время и качество срастания имплантата с костными тканями пациентов, исключить отторжение имплантата.
Источники информации
1. Патент РФ на изобретение №2361623. Покрытие на имплантат из титана и его сплавов и способ его получения / Родионов И.В., Бутовский К.Г., Серянов Ю.В. Опубл. 20.07.2009.
2. Родионов И.В. Лантаносодержащие оксидные покрытия на имплантатах для травматологии и ортопедии / Сб. трудов XV Междунар. научно-практ. конф. студентов, аспирантов и молодых ученых «Современные техника и технологии». Томск: Изд-во ТПУ, 2009. Т. 1. С. 57.
3. Патент РФ на изобретение №2234880. Инструмент для остеосинтеза / Леонов Б.И., Султанов ТА., Лазовский Е.А., Костыря Е.А., Демин С.В. Опубл. 27.08.2004.
4. Патент РФ 2414870 Способ нанесения пленочного покрытия на поверхностно-пористые и шероховатые имплантаты / Родионов И.В., Бутовский К.Г. - Опубл.: 27.03.2011.
5. Патент РФ на изобретение №2264795. Способ чрескостного остеосинтеза и устройство для его осуществления / Кашанский Ю.Б., Бесаев Г.М и др.
6. Патент РФ на изобретение №2471451, публикация патента 10.01.2013 (прототип).
Способ изготовления корпуса зубного имплантата из циркония, включающий этап выполнения поверхностного слоя из гидроксида циркония с более низкой твердостью, чем твердость циркониевой основы, путем облучения поверхности имплантата лазерным излучением, отличающийся тем, что перед лазерным облучением имплантат закрепляют на торце вращающегося вала электродвигателя, и в процессе облучения равномерно вращают под лучом лазера, с частотой 0,5-0,4 Гц, в течение 40-60 с, при этом в процессе облучения имплантата его поверхность непрерывно обрабатывают водяным паром, затем по истечении указанного времени перед установкой имплантата пациенту на поверхность имплантата в его поры и микротрещины наносят лекарственное покрытие путем помещения имплантата в капсулу, которую герметизируют, заполняют ее лекарственным раствором или биологически совместимым раствором, содержащим твердые микрочастицы элементов с бактерицидными и антикоагулянтными свойствами, затем после заполнения капсулы упомянутым раствором в ней возбуждают ультразвуковые колебания, частота которых лежит выше частоты порога кавитации в диапазоне от 20 кГц до 100 кГц, а интенсивность упомянутого ультразвука лежит в области стабильной кавитации от 1,5 Вт/см до 2,5 Вт/см, затем по истечении 3-5 минут генерацию ультразвуковых колебаний прекращают, раствор из капсулы сливают, а имплантат с нанесенной жидкофазной пленкой извлекают из емкости и устанавливают в предварительно сформированный костный канал.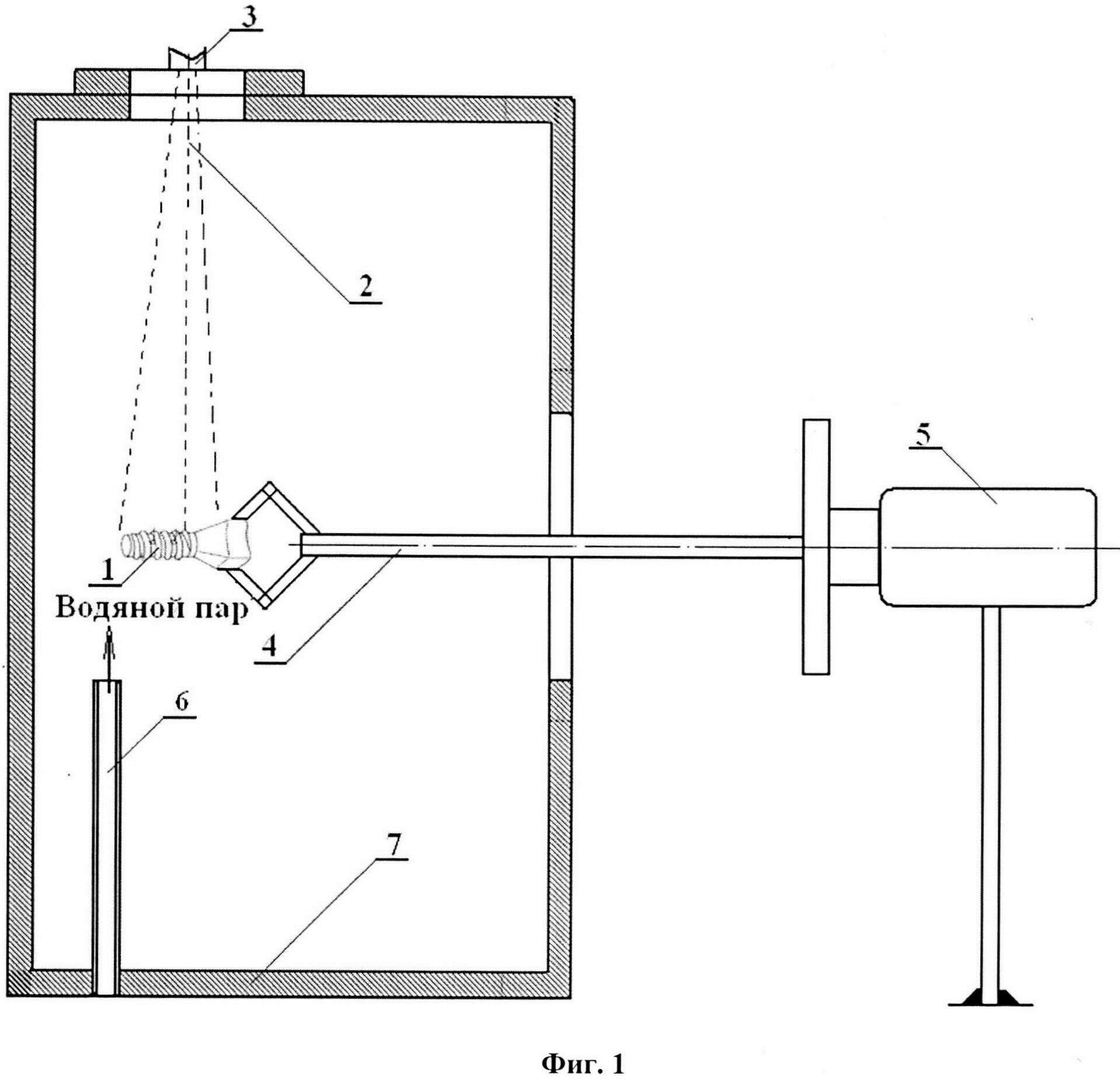
Способ изготовления эмалированных проводов
Способ получения концентрата сапропеля
Способ приготовления бетонной смеси
Способ пропитки обмоток электрических машин
Электроизоляционный лак и способ его нанесения на металлическую основу
Способ пропитки обмоток электротехнических изделий
Способ приготовления бетонной смеси
Способ контроля качества пропитки обмоток электротехнических изделий
Датчик для непрерывного контроля изоляции проводов
Способ контроля и ремонта изоляции проводов
Способ изготовления эмалированных проводов
Способ получения концентрата сапропеля
Способ приготовления бетонной смеси
Способ пропитки обмоток электрических машин
Электроизоляционный лак и способ его нанесения на металлическую основу
Способ пропитки обмоток электротехнических изделий
Способ приготовления бетонной смеси
Способ контроля качества пропитки обмоток электротехнических изделий
Датчик для непрерывного контроля изоляции проводов
Способ контроля и ремонта изоляции проводов

