Результат интеллектуальной деятельности: ОБЪЕДИНЕНИЕ ДВУХ МНОГОСЕГМЕНТНЫХ КОМПОНЕНТОВ
Вид РИД
Изобретение
Настоящее изобретение относится к способу и устройству для многостадийного изготовления курительных изделий. В частности, изобретение относится к способу и устройству для объединения многосегментных компонентов.
Устройство и процессы для изготовления курительных изделий, состоящих из множества компонентов, известны в данной области техники. Например, может быть использован вращательный процесс, при котором курительные изделия и компоненты выровнены по существу перпендикулярно направлению перемещения. Альтернативно, может быть использован линейный процесс, при котором компоненты выровнены по существу продольно вдоль направления перемещения. В некоторых конструкциях используется комбинация двух процессов, например, объединение компонентов может осуществляться во вращательном процессе, а обертывание может осуществляться в линейном процессе. Однако известные устройства и промышленные способы непригодны для изготовления курительных изделий в многостадийном процессе, в котором требуется предотвратить контакт по меньшей мере одного компонента курительного изделия с по меньшей мере одним другим компонентом курительного изделия. Известные устройства и производственные процессы изготовления курительных изделий, имеющих сгораемый источник тепла, используют линейный процесс, в котором множество компонентов обеспечиваются по отдельности, и таким образом являются более медленными по сравнению с процессами изготовления традиционных сигарет.
EP 2 210 509 A1 раскрывает один такой способ и устройство для объединения компонентов курительного изделия, таких как источник тепла, аэрозоль-образующий субстрат, расширительная камера, для производства курительных изделий без фильтра. Способ включает подачу потока компонентов вдоль движущейся подающей дорожки; объединение потока компонентов в группы по два или более различных компонентов, причем каждая группа соответствует отдельному курительному изделию, в котором компоненты внутри группы примыкают друг к другу и в котором имеется заданный промежуток между ведущей группой компонентов и замыкающей группой компонентов; обертывание компонентов полотном материала; и разрезание полотна материала в каждом промежутке между группами компонентов. EP 2 210 509 A1 показывает объединение всех компонентов, за исключением мундштука, внутри каждого из курительных изделий в линейные группы компонентов, которые затем оборачиваются, чтобы образовать курительные изделия без фильтра. Курительные изделия без фильтра затем прикрепляются к единым мундштукам путем обертывания курительного изделия без фильтра и мундштука в мундштучную бумагу в устройстве прикрепления мундштука для формирования готового курительного изделия.
Задачей настоящего изобретения является обеспечение устройства и способа, подходящих для изготовления курительных изделий, имеющих сгораемый источник тепла и множество других компонентов, который уменьшает риск соприкосновения источника тепла с мундштуком курительного изделия. Также желательно обеспечить способ и устройство, подходящие для изготовления таких курительных изделий, имеющих сгораемый источник тепла и множество других компонентов, с относительно высокой скоростью по сравнению с известными устройствами и производственными процессами.
Согласно первому аспекту настоящего изобретения, обеспечен способ изготовления курительных изделий. Способ включает формирование первых многосегментных компонентов, причем каждый содержит сгораемый источник тепла, аэрозоль-образующий субстрат и направляющий поток воздуха сегмент. Первый многосегментный компонент образован: подачей потока сгораемых источников тепла, аэрозоль-образующих субстратов и направляющих поток воздуха сегментов вдоль движущейся подающей дорожки; объединением в группы сгораемых источников тепла, аэрозоль-образующих субстратов и направляющих поток воздуха сегментов, причем каждая группа соответствует отдельному первому многосегментному компоненту; обертыванием сгораемых источников тепла, аэрозоль-образующих субстратов и направляющих поток воздуха сегментов полотном материала; и разрезанием полотна материала между группами для разделения отдельных первых многосегментных компонентов друг от друга.
В данном контексте, термин «аэрозоль-образующий субстрат» используется для описания основы, выполненной с возможностью освобождения при нагреве летучих компонентов, которые могут образовывать аэрозоль.
В данном контексте, термин «направляющий поток воздуха сегмент» относится к смежному, расположенному дальше по ходу от аэрозоль-образующего субстрата сегменту, который определяет участок пути воздушного потока, по которому следует воздух, вдыхаемый пользователем во время использования курительного изделия.
В данном контексте, термины «расположенный ближе по ходу» и «передний», и «расположенный дальше по ходу» и «задний» используются для описания относительного положения компонентов или участков компонентов, сгораемых источников тепла и курительных изделий по изобретению относительно направления воздуха, протягиваемого через сгораемые источники тепла и курительные изделия во время их использования.
Способ дополнительно включает подачу потока первых многосегментных компонентов на принимающее средство и подачу потока вторых многосегментных компонентов, причем каждый содержит мундштук и по меньшей мере один дополнительный сегмент, на принимающее средство. Первый многосегментный компонент и второй многосегментный компонент объединяются обертыванием первого многосегментного компонента и второго многосегментного компонента полотном материала, чтобы образовать отдельное курительное изделие, имеющее сгораемый источник тепла на первом конце и мундштук на втором конце.
Предпочтительно, обеспечение такого способа изготовления увеличивает скорость изготовления курительных изделий, имеющих сгораемый источник тепла. Кроме того, путем изготовления первого многосегментного компонента, содержащего источник тепла, отдельно от второго многосегментного компонента, содержащего мундштук, риск соприкосновения источника тепла с мундштуком курительного изделия снижается.
Способ настоящего изобретения может быть использован для изготовления курительных изделий в трехстадийном процессе. Первая стадия состоит в формировании первого многосегментного компонента, вторая стадия состоит в подаче первого многосегментного компонента и второго многосегментного компонента в объединяющее устройство, и третья стадия состоит в объединении двух многосегментных компонентов, чтобы образовать курительное изделие.
Стадия подачи потока сегментов вдоль движущейся подающей дорожки предпочтительно включает чередование каждого из трех типов сегментов, составляющих первый многосегментный компонент, так чтобы сегменты на подающей дорожке были расположены в требуемом и заданном порядке. Предпочтительно, сегменты чередуются вдоль движущейся подающей дорожки таким образом, что первый многосегментный компонент содержит сгораемый источник тепла на первом конце, направляющий поток воздуха сегмент на втором конце и аэрозоль-образующий субстрат между сгораемым источником тепла и направляющим поток воздуха сегментом.
Предпочтительно, продольные оси сегментов на подающей дорожке по существу выровнены друг с другом и с направлением перемещения подающей дорожки. Такой линейный процесс формирования предпочтителен, поскольку он вызывает наименьшее или не вызывает повреждения компонентов внутри каждого первого многосегментного компонента.
В данном контексте, термин «продольный» относится к направлению длины курительного изделия.
Предпочтительно, отдельные сгораемые источники тепла подаются из бункера. Сгораемые источники тепла могут быть изготовлены из хрупкого материала, такого как спрессованный зернистый материал, который может иметь склонность к раскалыванию, раскрашиванию или раздрабливанию при разрезании традиционным лезвием. Следовательно, поскольку сгораемые источники тепла разрезаются не аккуратно, предпочтительно, настоящий способ обеспечивает сгораемые источники тепла по отдельности. Сгораемые источники тепла являются предпочтительно по существу цилиндрическими и содержат теплопроводящее покрытие на одной торцевой поверхности. Способ предпочтительно включает выравнивание сгораемых источников тепла внутри бункера, так чтобы сгораемые источники тепла подавались на движущуюся подающую линию с по существу одинаковой ориентацией покрытия каждого сгораемого источника тепла.
Каждый источник тепла может являться углесодержащим или угольным источником тепла. Предпочтительно, источник тепла является цилиндрическим. В этом случае, продольная ось каждого источника тепла на подающей дорожке предпочтительно по существу выровнена с направлением перемещения подающей дорожки. Источник тепла может содержать в себе один или более воздушных каналов.
В данном контексте, термин «угольный источник тепла» используется для описания источника тепла, состоящего главным образом из углерода. Сгораемые угольные источники тепла для использования в курительных изделиях по изобретению могут иметь содержание углерода по меньшей мере около 50 процентов, предпочтительно по меньшей мере около 60 процентов, более предпочтительно по меньшей мере около 70 процентов, наиболее предпочтительно по меньшей мере около 80 процентов массы сухого вещества сгораемого угольного источника тепла.
В данном контексте, термин «углесодержащий» используется для описания сгораемого источника тепла, содержащего углерод. Предпочтительно, сгораемые углесодержащие источники тепла для использования в курительных изделиях по изобретению имеют содержание углерода по меньшей мере около 35 процентов, более предпочтительно по меньшей мере около 40 процентов, наиболее предпочтительно по меньшей мере около 45 процентов массы сухого вещества сгораемого источника тепла.
В данном контексте, термин «канал воздушного потока» используется для описания канала, продолжающегося вдоль длины сгораемого источника тепла, через который воздух может быть протянут дальше по ходу для вдыхания пользователем.
В данном контексте, термин «путь воздушного потока» используется для описания траектории, вдоль которой воздух может быть протянут через курительное изделие для вдыхания пользователем.
Каждый аэрозоль-образующий субстрат может содержать табачный материал. Предпочтительно, каждый аэрозоль-образующий субстрат является цилиндрическим. В этом случае, продольная ось каждой основы на подающей дорожке предпочтительно по существу выровнена с направлением перемещения подающей дорожки.
Каждый направляющий поток воздуха сегмент расположен дальше по ходу аэрозоль-образующего субстрата, когда первый многосегментный компонент находится внутри курительного изделия.
Предпочтительно, стадия подачи потока сгораемых источников тепла, аэрозоль-образующих субстратов и направляющих поток воздуха сегментов включает удерживание сегментов на подающей дорожке. В предпочтительном варианте выполнения стадия удерживания сегментов на подающей дорожке включает использование вакуума.
Предпочтительно, стадия формирования первого многосегментного компонента дополнительно включает разрезание по меньшей мере одного сегмента первого многосегментного компонента в процессе работы. В предпочтительном варианте выполнения, аэрозоль-образующий субстрат разрезается в процессе работы. Дополнительно, или альтернативно, направляющий поток воздуха сегмент разрезается в процессе работы.
В данном контексте, термин «в процессе работы» означает, что работа проводится в виде отдельных стадий в процессе изготовления многосегментного компонента. По существу, сегменты курительного изделия, которые могут быть разрезаны в процессе работы, могут быть обеспечены в виде по существу непрерывного потока материала, который разрезается по мере подачи сегментов на движущейся подающей дорожке.
В одном альтернативном варианте выполнения, первый многосегментный компонент дополнительно содержит расширительную камеру дальше по ходу направляющего поток воздуха сегмента. В этом альтернативном варианте выполнения, первый многосегментный компонент содержит четыре сегмента, предпочтительно расположенных так, что сгораемый источник тепла обеспечен на первом конце, и расширительная камера обеспечена на втором конце. В этом варианте выполнения, аэрозоль-образующий субстрат обеспечен смежно со сгораемым источником тепла, и направляющий поток воздуха сегмент обеспечен смежно с расширительной камерой.
Расширительная камера предпочтительно образует участок пути воздушного потока курительного изделия. Добавление расширительной камеры предпочтительно позволяет дополнительно охладить образованную аэрозоль, за счет переноса тепла от сгораемого источника тепла к аэрозоль-образующему субстрату. Расширительная камера также предпочтительно позволяет регулирование общей длины курительных изделий по изобретению до требуемого значения, например до длины, аналогичной длине традиционных сигарет, посредством соответствующего выбора длины расширительной камеры. В одном варианте выполнения, расширительная камера может являться полой трубкой, имеющей форму сечения, эквивалентную форме сечения.
В альтернативном варианте выполнения, второй многосегментный компонент предпочтительно содержит мундштук и фильтрующий сегмент.
Предпочтительно, при объединении в группы сгораемых источников тепла, аэрозоль-образующих субстратов и направляющих поток воздуха сегментов имеется заданный промежуток между ведущей группой сегментов и замыкающей группой сегментов.
В одном варианте выполнения, стадия превращения потока сегментов в группы сегментов включает: разделение потока сегментов на группы, причем каждая группа содержит сгораемый источник тепла, аэрозоль-образующий субстрат и направляющий поток воздуха сегмент, в котором каждая группа соответствует отдельному первому многосегментному компоненту; объединение сегментов внутри группы так, что они примыкают друг к другу; и обеспечение заданного промежутка между ведущей группой сегментов и замыкающей группой сегментов.
Предпочтительно, стадия объединения сегментов внутри группы так, что они примыкают друг к другу, включает объединение сегментов так, что аэрозоль-образующий субстрат сжимается сгораемым источником тепла и направляющим поток воздуха сегментом.
Размер заданного промежутка является размером, требуемым между группами сегментов, соответствующим отдельным первым многосегментным компонентам. Полотно материала разрезается в каждом промежутке. Следовательно, размер каждого промежутка предпочтительно точен, поскольку неточный промежуток может привести к повреждению режущего средства. Промежуток должен быть достаточно большим, чтобы режущее средство было способно разрезать полотно материала, но достаточно малым, чтобы не расходовать полотно материала. В одном варианте выполнения, заданный промежуток составляет около 1 мм ± 0,5 мм, то есть между около 0,5 мм и 1,5 мм. Еще более предпочтительно, заданный промежуток составляет между около 0,8 мм и 1,2 мм.
Предпочтительно, объединяющее средство содержит: первое колесо, имеющее разнесенные по окружности неподвижные пальцы для разделения потока сегментов на группы, содержащие сгораемый источник тепла, аэрозоль-образующий субстрат и направляющий поток воздуха сегмент, в котором каждая группа соответствует отдельному первому многосегментному компоненту; второе колесо, расположенное дальше по ходу первого колесо, имеющее разнесенные по окружности подвижные пальцы, расположенные более близко, чем неподвижные пальцы на первом колесе, для объединения сегментов внутри группы, так чтобы они примыкали друг к другу; и третье колесо, расположенное дальше по ходу второго колесо, имеющее разнесенные по окружности подвижные пальцы, для установки заданного промежутка между ведущей группой сегментов и замыкающей группой сегментов.
Предпочтительно, стадия обертывания группы первых многосегментных компонентов полотном материала включает обертывание компонентов в бумажное полотно. Предпочтительно, полотно материала содержит предварительно нанесенные теплопроводящие элементы, например полосы алюминиевой фольги, разнесенные по внутренней поверхности полотна материала. Предпочтительно, предварительно нанесенные теплопроводящие элементы расположены так, что теплопроводящий элемент перекрывает по меньшей мере участок сгораемого источника тепла и по меньшей мере участок аэрозоль-образующего субстрата.
Предпочтительно, сегменты являются по существу цилиндрическими, с круглым или эллиптическим сечением.
В особенно предпочтительном варианте выполнения, стадия объединения дополнительно включает: прием комплектов отдельных первых многосегментных компонентов, причем каждый комплект отдельных первых многосегментных компонентов содержит два первых многосегментных компонента; отделение, вдоль продольной оси первых многосегментных компонентов, первого многосегментного компонента в каждом комплекте отдельных первых многосегментных компонентов; прием, между отдельными первыми многосегментными компонентами, комплекта отдельных вторых многосегментных компонентов, причем каждый комплект отдельных вторых многосегментных компонентов содержит два вторых многосегментных компонента, соединенных так, что мундштуки каждого второго многосегментного компонента расположены смежно друг с другом; выравнивание продольных осей первых и вторых многосегментных компонентов на объединяющем барабане; объединение первых и вторых многосегментных компонентов в группу; обертывание группы полотном материала, чтобы образовать двойное курительное изделие; и разрезание двойного курительного изделия между мундштуками двух вторых многосегментных компонентов, чтобы образовать отдельные курительные изделия.
Предпочтительно, обеспечение отдельных вторых многосегментных компонентов, содержащих два соединенных вторых многосегментных компонента, таким образом изготавливая двойные курительные изделия, позволяет проводить процесс изготовления с более высокой скоростью, по сравнению с изготовлением одиночных курительных изделий.
В этом особенно предпочтительном варианте выполнения, предпочтительно способ дополнительно включает, после разрезания первых многосегментных компонентов, поворот каждого чередующегося первого многосегментного компонента, так чтобы каждый комплект первых многосегментных компонентов снабжался сгораемыми источниками тепла каждого первого многосегментного компонента, обращенными в противоположные направления.
Предпочтительно, во время стадии объединения первого многосегментного компонента и второго многосегментного компонента, первый многосегментный компонент дополнительный оборачивается внешним теплопроводящим элементом. Внешний теплопроводящий элемент может быть выполнен из любого подходящего теплостойкого материала или комбинации материалов с соответствующей теплопроводностью. Предпочтительно, внешний теплопроводящий элемент имеет теплопроводность между около 10 ватт на метр Кельвин (Вт/(м⋅K)) и около 500 ватт на метр Кельвин (Вт/(м⋅K)), более предпочтительно между около 15 Вт на метр Кельвин (Вт/(м⋅K)) и около 400 ватт на метр Кельвин (Вт/(м⋅K)), при 23°C и относительной влажности 50%, измеренную измененным методом нестационарного плоского источника (MTPS). Подходящие внешние теплопроводящие элементы для использования в курительных изделиях по изобретению включают, без ограничения этим: обертки из металлической фольги такие как, например, обертки из алюминиевой фольги, обертки из стали, обертки из железной фольги и обертки из медной фольги; и обертки из фольги из металлического сплава.
В особенно предпочтительном варианте выполнения, первый многосегментный компонент дополнительно оборачивается внешним теплопроводящим элементом, содержащим один или более слоев теплоотражающего материала, такого как алюминий или сталь. В данном контексте термин «теплоотражающий материал» относится к материалу, который имеет относительно высокое тепловое отражение и относительно низкую теплоотдачу, так что материал большую часть падающего излучения отражает своей поверхностью, чем испускает. Предпочтительно, материал отражает более 50% падающего излучения, более предпочтительно более 70% падающего излучения и наиболее предпочтительно более 75%.
Альтернативно, первый многосегментный компонент дополнительно оборачивается внешним теплопроводящим элементом, содержащим один или более слоев теплоотражающего материала до того или после того, как первый многосегментный компонент и второй многосегментный компонент обертывают полотном материала, чтобы образовать курительное изделие.
Предпочтительно, полотно материала для формирования курительного изделия является мундштучной бумагой. Предпочтительно, мундштучная бумага содержит предварительно нанесенное клеящее вещество с одной стороны, так что мундштучная бумага прилипает к первому многосегментному компоненту и второму многосегментному компоненту.
Способ может дополнительно содержать прием составного второго многосегментного компонента, в котором составной второй многосегментный компонент содержит четыре, восемь или более вторых многосегментных компонентов. В этом варианте выполнения, способ предпочтительно дополнительно включает разрезание составного второго многосегментного компонента для обеспечения комплектов отдельных вторых многосегментных компонентов, причем каждый комплект содержит два вторых многосегментных компонента, соединенных так, что мундштуки каждого второго многосегментного компонента расположены смежно друг с другом.
Предпочтительно, мундштук второго многосегментного компонента изготовлен из целлюлозоацетатного волокна.
Предпочтительно, дополнительный сегмент второго многосегментного компонента может содержать расширительную камеру или фильтрующий сегмент. В особенно предпочтительном варианте выполнения, каждый второй многосегментный компонент содержит мундштук на первом конце второго многосегментного компонента, расширительную камеру на втором конце второго многосегментного компонента и фильтрующий сегмент смежно с мундштуком и расширительной камерой. Предпочтительно, продольные оси мундштука, фильтрующего сегмента и расширительной камеры по существу выровнены. В одном варианте выполнения, фильтрующий сегмент может являться охлаждающим аэрозоль сегментом, изготовленным, например, из полимолочной кислоты (PLA).
Предпочтительно, способ дополнительно включает обеспечение перфораций периферически вокруг первого многосегментного компонента. Предпочтительно, перфорации обеспечиваются во время стадии обертывания первого многосегментного компонента и второго многосегментного компонента полотном материала. Альтернативно, перфорации обеспечиваются до или после обертывания первого многосегментного компонента и второго многосегментного компонента полотном материала, чтобы образовать курительное изделие. Предпочтительно, перфорации обеспечиваются, используя лазер.
Согласно дополнительному аспекту настоящего изобретения обеспечено устройство для изготовления курительных изделий. Устройство содержит средство для формирования первых многосегментных компонентов, причем каждый содержит по меньшей мере сгораемый источник тепла, аэрозоль-образующий субстрат и направляющий поток воздуха сегмент. Средство для формирования содержит: подающее средство для подачи потока сгораемых источников тепла, аэрозоль-образующих субстратов и направляющих поток воздуха сегментов вдоль движущейся подающей дорожки; объединяющее средство для соединения группами сгораемых источников тепла, аэрозоль-образующих субстратов и направляющих поток воздуха сегментов, причем каждая группа соответствует отдельному первому многосегментному компоненту; упаковочное средство для обертывания сгораемых источников тепла, аэрозоль-образующих субстратов и направляющих поток воздуха сегментов полотном материала; и режущее средство для разрезания полотна материала между группами для разделения отдельных первых многосегментных компонентов друг от друга. Устройство дополнительно содержит: первый подающий узел для подачи потока первых многосегментных компонентов; второй подающий узел для подачи потока вторых многосегментных компонентов, причем каждый содержит мундштук и по меньшей мере один дополнительный сегмент; и объединяющее средство для объединения первого многосегментного компонента и второго многосегментного компонента путем обертывания первого многосегментного компонента и второго многосегментного компонента полотном материала, чтобы образовать отдельное курительное изделие, имеющее сгораемый источник тепла на первом конце и мундштук на втором конце.
Предпочтительно, обеспечение такого устройства увеличивает скорость изготовления курительных изделий, имеющих сгораемый источник тепла. Кроме того, путем изготовления первого многосегментного компонента, содержащего источник тепла, отдельно от второго многосегментного компонента, содержащего мундштук, риск соприкосновения источника тепла с мундштуком курительного изделия снижается.
Предпочтительно, подающее средство содержит средство для чередования каждого из трех сегментов с другими из трех сегментов, так что сегменты на подающей дорожке расположены в требуемом и заданном порядке. Предпочтительно, сегменты чередуются вдоль движущейся подающей дорожки таким образом, что первый многосегментный компонент содержит сгораемый источник тепла на первом конце, направляющий поток воздуха сегмент на втором конце и аэрозоль-образующий субстрат между сгораемым источником тепла и направляющим поток воздуха сегментом. Подающее средство предпочтительно содержит подающее колесо для сгораемого источника тепла, выполненное с возможностью приема отдельных сгораемых источников тепла и подачи отдельных сгораемых источников тепла на движущуюся подающую линию.
Подающее средство предпочтительно содержит подающее колесо для аэрозоль-образующего субстрата, выполненное с возможностью подачи отдельных сегментов аэрозоль-образующих субстратов на движущуюся подающую линию. В предпочтительном варианте выполнения, подающее колесо для аэрозоль-образующего субстрата содержит средство для приема непрерывного потока материала аэрозоль-образующего субстрата и средство для разрезания отдельных сегментов аэрозоль-образующего субстрата.
Подающее средство предпочтительно содержит подающее колесо для направляющего поток воздуха сегмента, выполненное с возможностью подачи отдельных направляющих поток воздуха сегментов на движущуюся подающую линию. Подающее колесо для направляющего поток воздуха сегмента предпочтительно содержит средство для приема непрерывного потока материала направляющего поток воздуха сегмента, и средства для разрезания отдельных направляющих поток воздуха сегментов.
В одном варианте выполнения, направляющий поток воздуха сегмент содержит вытянутую полую трубку, имеющую по существу такой же внешний диаметр, как аэрозоль-образующий субстрат. Предпочтительно, направляющий поток воздуха сегмент дополнительно содержит по существу воздухонепроницаемую, полую трубку с открытыми концами уменьшенного диаметра, по сравнению с аэрозоль-образующим субстратом, и кольцевое по существу воздухонепроницаемое уплотнение с по существу таким же внешним диаметром, как аэрозоль-образующий субстрат, которое охватывает полую трубку дальше по ходу по меньшей мере одного отверстия для впуска воздуха.
В предпочтительном направляющем поток воздуха сегменте, объем, ограничиваемый радиально внешней поверхностью полой трубки и внешней оберткой курительного изделия, определяет первый участок пути воздушного потока, который продолжается в продольном направлении ближе по ходу от по меньшей мере одного отверстия для впуска воздуха по направлению к аэрозоль-образующему субстрату, и объем, ограниченный радиально внутренней поверхностью полой трубки, определяет второй участок пути воздушного потока, который продолжается в продольном направлении дальше по ходу по направлению к мундштучному концу курительного изделия. Предпочтительный направляющий поток воздуха сегмент может дополнительно содержать внутреннюю обертку, которая охватывает полую трубку, и кольцевое по существу воздухонепроницаемое уплотнение.
В этом предпочтительном варианте выполнения направляющего поток воздуха сегмента, объем, ограниченный радиально внешней поверхностью полой трубки и внутренней оберткой направляющего поток воздуха сегмента, определяет первый участок пути воздушного потока, который продолжается в продольном направлении ближе по ходу от по меньшей мере одного отверстия для впуска воздуха по направлению к аэрозоль-образующему субстрату, и объем, ограниченный внутренней поверхностью полой трубки, определяет второй участок пути воздушного потока, который продолжается в продольном направлении дальше по ходу по направлению к мундштучному концу курительного изделия. Открытый, расположенный ближе по ходу конец полой трубки может примыкать к расположенному дальше по ходу концу аэрозоль-образующего субстрата. Предпочтительный направляющий поток воздуха сегмент может дополнительно содержать кольцевой воздухопроницаемый диффузор с по существу таким же внешним диаметром, как аэрозоль-образующий субстрат, который охватывает по меньшей мере участок длины полой трубки ближе по ходу кольцевого по существу воздухонепроницаемого уплотнения. Например, полая трубка может быть по меньшей мере частично заделана во вставку из целлюлозоацетатного волокна.
В альтернативном варианте выполнения направляющего поток воздуха сегмента, направляющий поток воздуха сегмент расположен дальше по ходу аэрозоль-образующего субстрата и содержит по существу воздухонепроницаемый усеченный полый конус с открытыми концами, выполненный, например, из картона. Расположенный дальше по ходу конец усеченного полого конуса с открытыми концами имеет по существу такой же диаметр, как аэрозоль-образующий субстрат, и расположенный ближе по ходу конец усеченного полого конуса с открытыми концами имеет уменьшенный диаметр, по сравнению с аэрозоль-образующим субстратом.
В альтернативном варианте выполнения, расположенный ближе по ходу конец полого конуса примыкает к аэрозоль-образующему субстрату и охватывается воздухопроницаемой цилиндрической вставкой с по существу таким же диаметром, как аэрозоль-образующий субстрат. Воздухопроницаемая цилиндрическая вставка может быть выполнена из любого подходящего материала, включая, без ограничения этим, пористые материалы, такие как, например, целлюлозоацетатное волокно с очень низкой эффективностью фильтрации. Расположенный ближе по ходу конец усеченного полого конуса с открытыми концами примыкает к аэрозоль-образующему субстрату и охватывается кольцевым воздухопроницаемым диффузором, выполненным, например, из целлюлозоацетатного волокна, который имеет по существу такой же диаметр, как аэрозоль-образующий субстрат и охватывается оберткой фильтрующей вставки.
Участок усеченного полого конуса с открытыми концами, который не охвачен кольцевым воздухопроницаемым диффузором, охватывается внутренней оберткой с низкой воздухопроницаемостью, выполненной, например, из картона.
Периферическое расположение отверстий для впуска воздуха обеспечено во внешней обертке и внутренней обертке, охватывающих усеченный полый конус с открытыми концами дальше по ходу кольцевого воздухопроницаемого диффузора.
В данном контексте, термин «отверстие для впуска воздуха» используется для описания одного или более отверстий, щелей, прорезей или других отверстий во внешней обертке и любых других материалах, охватывающих курительное изделие, через которые воздух может быть втянут в один или более путей воздушного потока. Предпочтительно, продольные оси сегментов на подающей дорожке по существу выровнены друг с другом и с направлением перемещения подающей дорожки. Такой линейный процесс формирования предпочтителен, поскольку он вызывает наименьшее или не вызывает повреждения компонентов внутри каждого первого многосегментного компонента.
Устройство может дополнительно содержать дополнительное подающее колесо, выполненное с возможностью приема расширительной камеры. В этом варианте выполнения, расширительная камера обеспечена смежно с направляющим поток воздуха сегментом, так что она расположена на втором конце первого многосегментного компонента.
Предпочтительно, подающая дорожка представляет собой бесконечную ленту. В предпочтительном варианте выполнения, эта лента содержит средство приложения вакуума к ленте, чтобы отдельные сегменты первого многосегментного компонента удерживались на ленте. Предпочтительно, непрерывная вакуумная лента содержит множество отверстий, через которые вакуум действует на сегменты первого многосегментного компонента.
Предпочтительно, средство для формирования первого многосегментного компонента дополнительно содержит бункер для подачи отдельных сгораемых источников тепла вдоль подающей дорожки. Где подающее средство содержит подающее колесо для сгораемого источника тепла, бункер выполнен с возможностью обеспечения отдельных сгораемых источников тепла к подающему колесу для сгораемого источника тепла. Предпочтительно, форма сечения сгораемого источника тепла является круглой или эллиптической.
Предпочтительно, средство для формирования первого многосегментного компонента дополнительно содержит средство разрезания сегмента для разрезания по меньшей мере одного из сегментов. Где подающее средство содержит подающее колесо для аэрозоль-образующего субстрата, дополнительное средство разрезания сегмента предпочтительно выполнено с возможностью приема непрерывного потока, или подачи, материала аэрозоль-образующего субстрата, для разрезания материала аэрозоль-образующего субстрата на отдельные сегменты аэрозоль-образующего субстрата, и обеспечения отдельных сегментов аэрозоль-образующего субстрата к подающему колесу для аэрозоль-образующего субстрата. Где подающее средство содержит подающее колесо для направляющего поток воздуха сегмента, дополнительное средство разрезания сегмента предпочтительно выполнено с возможностью приема непрерывного потока, или подачи, материала направляющего поток воздуха сегмента, для разрезания материала направляющего поток воздуха сегмента на отдельные направляющие поток воздуха сегменты и подачи отдельных направляющих поток воздуха сегментов к подающему колесу для направляющего поток воздуха сегмента.
Предпочтительно, средство для разрезания первых многосегментных компонентов содержит конструкцию с движущимся ножом. Таким образом, предпочтительно, средство для формирования первого многосегментного компонента может работать непрерывно.
Предпочтительно, средство для формирования первого многосегментного компонента содержит три колеса, выполненные с возможностью объединения сегментов.
Предпочтительно, устройство дополнительно содержит вращающийся барабан, после режущего средства, для поворота каждого чередующегося первого многосегментного компонента, так чтобы каждый комплект первых многосегментных компонентов снабжался сгораемыми источниками тепла каждого первого многосегментного компонента, обращенными в противоположные направления.
Устройство может дополнительно содержать принимающий барабан, выполненный с возможностью приема первых многосегментных компонентов со средства для формирования первого многосегментного компонента и подачи первых многосегментных компонентов к вращающемуся барабану.
Предпочтительно, объединяющее средство дополнительно содержит: первое принимающее средство для приема комплектов отдельных первых многосегментных компонентов, причем каждый комплект первых многосегментных компонентов содержит два первых многосегментных компонента; разделяющее средство для разделения, вдоль продольной оси первых многосегментных компонентов, первых многосегментных компонентов в каждом комплекте первых многосегментных компонентов; второе принимающее средство для приема, между разделенными первыми многосегментными компонентами в каждом комплекте первых многосегментных компонентов, комплекта отдельных вторых многосегментных компонентов, причем каждый комплект отдельных вторых многосегментных компонентов содержит два вторых многосегментных компонента, соединенных так, что мундштуки каждого второго многосегментного компонента расположены смежно друг с другом; выравнивающее средство для выравнивания продольных осей первых многосегментных компонентов и вторых многосегментных компонентов на втором принимающем средстве; объединяющее средство для объединения первых многосегментных компонентов и вторых многосегментных компонентов в группу; упаковочное средство для обертывания группы первых многосегментных компонентов и вторых многосегментных компонентов полотном материала, чтобы образовать двойное курительное изделие; и режущее средство для разрезания двойного курительного изделия между мундштуками комплекта вторых многосегментных компонентов, чтобы образовать отдельные курительные изделия.
Предпочтительно, обеспечение комплекта отдельных вторых многосегментных компонентов, содержащих два соединенных вторых многосегментных компонента, таким образом изготавливая двойные курительные изделия, позволяет изготавливающему устройству работать с более высокой скоростью, по сравнению с изготовлением одиночных курительных изделий.
В одном варианте выполнения дополнительный сегмент второго многосегментного компонента содержит охлаждающий аэрозоль сегмент. Предпочтительно охлаждающий аэрозоль сегмент выполнен из PLA.
Предпочтительно, полотно материала для обертывания первого многосегментного компонента и вторых многосегментных компонентов является мундштучной бумагой. Предпочтительно, мундштучная бумага снабжена предварительно нанесенным клеящим веществом для приклеивания мундштучной бумаги к первому многосегментному компоненту и второму многосегментному компоненту.
Для того чтобы дополнительно увеличить скорость изготавливающего устройства, два средства для формирования первых многосегментных компонентов обеспечены ближе по ходу объединяющего средства. Таким образом, скорость изготовления может быть дополнительно увеличена, поскольку формирование первого многосегментного компонента часто является наиболее медленным процессом при изготовлении курительных изделий. В этом варианте выполнения, два средства для изготовления первых многосегментных компонентов могут быть выполнены так, что первые многосегментные компоненты обеспечиваются в объединяющее средство ориентированными так, что сгораемые источники тепла обращены в противоположных направлениях. Ориентация первых многосегментных компонентов таким образом позволяет удалить вращающийся барабан из устройства, и таким образом устройство может работать более эффективно.
Предпочтительно, объединяющее средство дополнительно содержит второе упаковочное средство для обертывания, причем внешний теплопроводящий элемент содержит один или более слоев теплоотражающего материала, первого многосегментного компонента, так чтобы внешний теплопроводящий элемент перекрывал сгораемый источник тепла и аэрозоль-образующий субстрат.
Предпочтительно, объединяющее средство дополнительно содержит средство для перфорации каждого первого многосегментного компонента вокруг окружности курительного изделия. Предпочтительно, перфорирующее средство содержит по меньшей мере один лазер. Предпочтительно, лазер выполнен с возможностью перфорирования каждого первого многосегментного компонента, по мере того как первый многосегментный компонент и второй многосегментный компонент обертываются полотном материала. При использовании одного лазера для обеспечения перфораций в двух первых многосегментных компонентах одновременно, ряд оптических элементов используется для направления лазера.
В альтернативных вариантах выполнения, так называемая «спайдерная» машина может использоваться взамен вышеописанного вращающегося барабана. «Спайдерная» машина использует, механически или электронно управляемые, подающие рычаги, содержащие средство для удерживания компонентов курительного изделия, и средство для ориентации компонентов курительного изделия. Таким образом, «спайдерная» машина позволяет подачу компонентов курительного изделия из первого потока компонентов, имеющих первую ориентацию, во второй поток компонентов, имеющих вторую ориентацию. «Спайдерная» машина может подавать первые многосегментные компоненты из средства для формирования первых многосегментных компонентов на объединяющий барабан для объединения первых многосегментных компонентов со вторыми многосегментными компонентами.
В данном контексте, средство плюс функциональные признаки могут быть альтернативно представлены в части их соответствующей структуры.
Любой признак, относящийся к одному аспекту, может быть применен к другим аспектам, в любой соответствующей комбинации. В частности, аспекты способа могут быть применены к аспектам устройства, и наоборот. Более того, любой, некоторые или все признаки в одном аспекте могут быть применены к любому, некоторым или всем признакам в любом другом аспекте, в любой соответствующей комбинации.
Ясно, что конкретные комбинации различных признаков, описанных и определенных в любых аспектах изобретения, могут быть осуществлены или обеспечены или использоваться независимо.
Изобретение будет дополнительно описано, только в качестве примера, со ссылкой на сопровождающие чертежи, на которых:
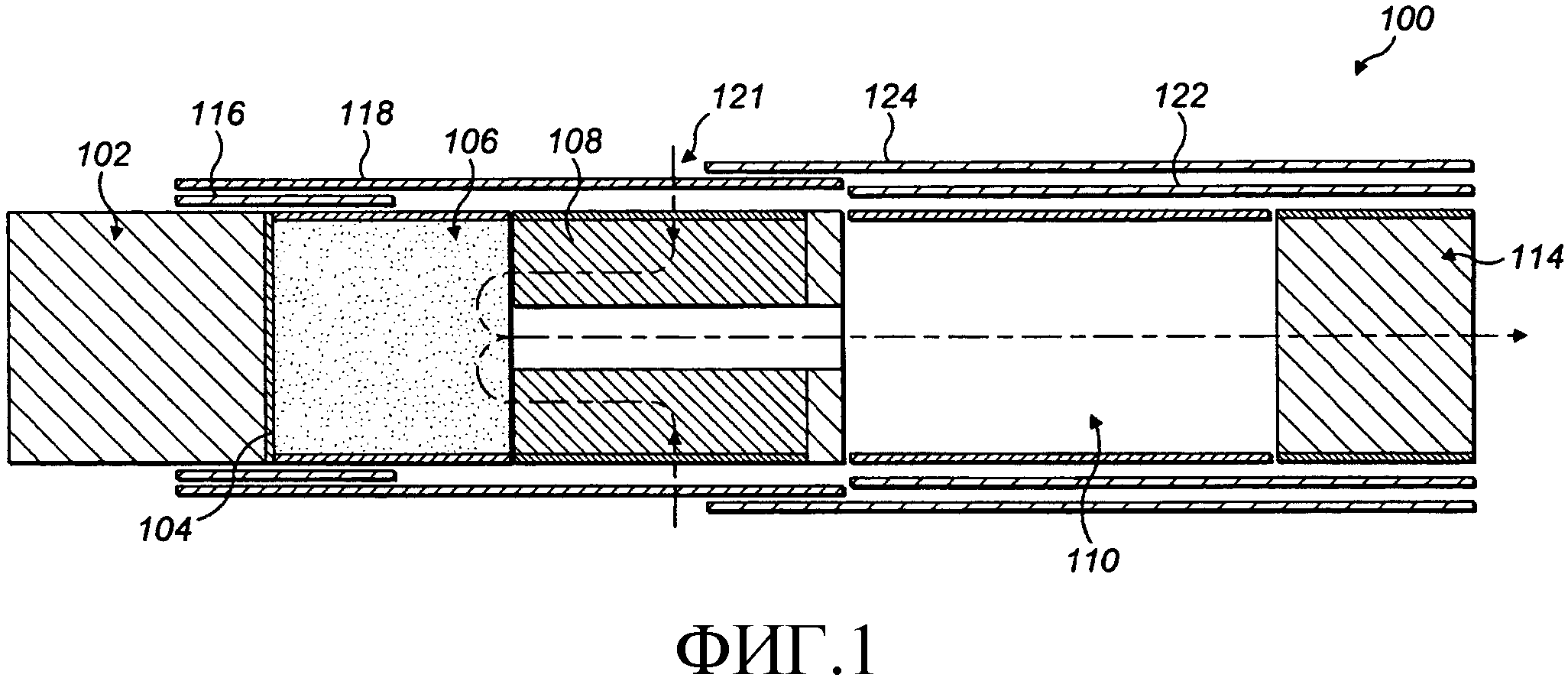
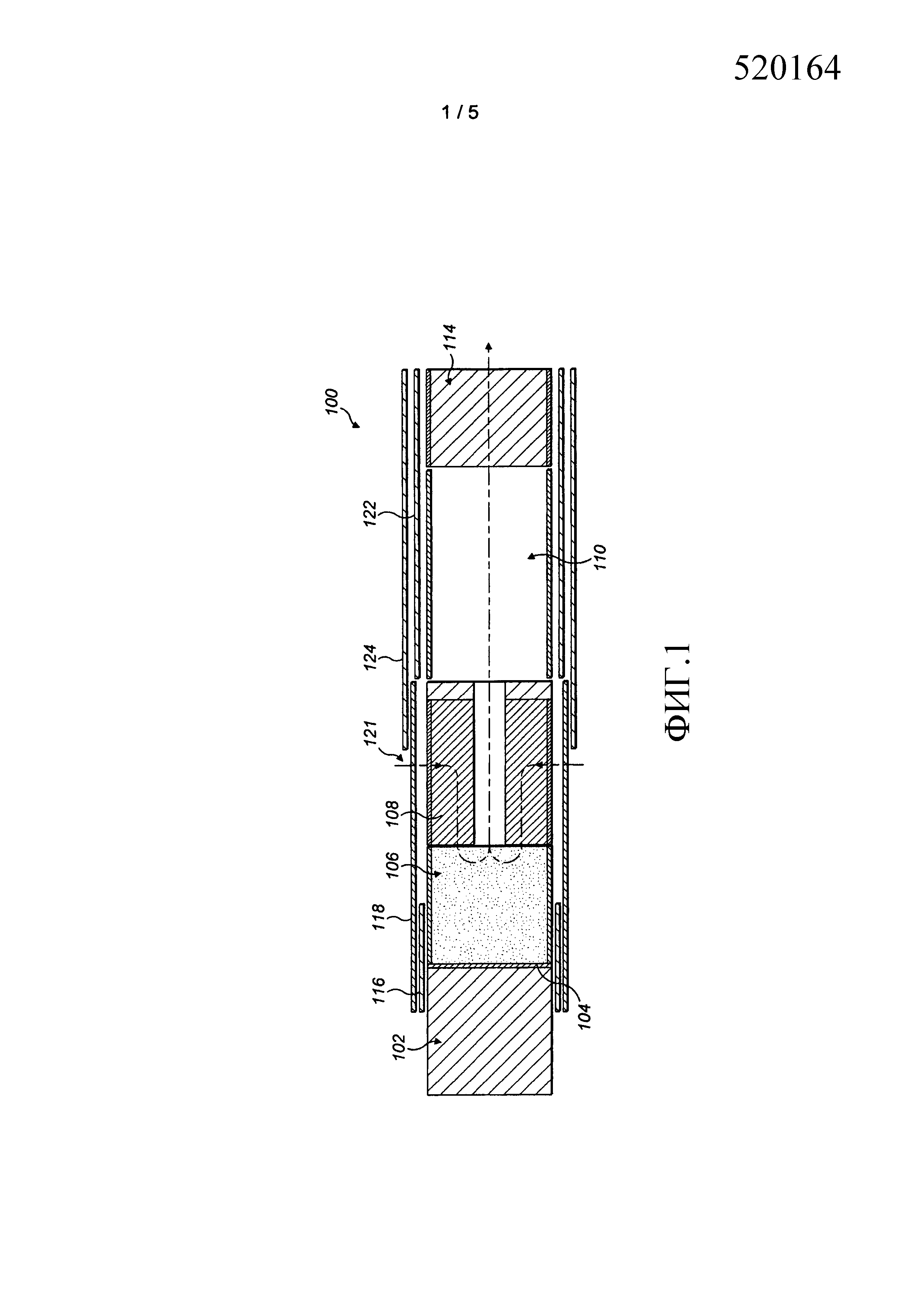
Фиг. 1 - схематичный вид курительного изделия, содержащего сгораемый источник тепла, изготовленный способом и устройством согласно настоящему изобретению;
Фиг. 2(a), 2(b) - схематичные виды устройства для формирования первого многосегментного компонента;
Фиг. 3 - схематичный вид устройства для поворачивания чередующихся первых многосегментных компонентов; и
Фиг. 4 - схематичный вид устройства для объединения первого многосегментного компонента и второго многосегментного компонента, чтобы образовать курительное изделие.
На Фиг. 1 представлен схематичный вид в сечении курительного изделия 100. Процесс описан подробно ниже со ссылкой на следующие признаки курительного изделия. Курительное изделие 100 содержит сгораемый источник 102 тепла, причем сгораемый источник тепла имеет барьер 104. Барьер является слоем алюминиевой фольги, прикрепленным к одному концу сгораемого источника тепла, используя клеящее вещество. Смежно сгораемому источнику тепла в продольном направлении обеспечен аэрозоль-образующий субстрат 106. Аэрозоль-образующий субстрат 106 содержит табачный материал. Курительное изделие дополнительно содержит направляющий поток воздуха сегмент 108, расширительную камеру 110, охлаждающий аэрозоль сегмент и фильтр 114 мундштука.
Сгораемый источник 102 тепла, аэрозоль-образующий субстрат 106 и направляющий поток воздуха сегмент 108 обернуты в обертку 116, чтобы образовать первый многосегментный компонент курительного изделия 100. Первый многосегментный компонент обернут во внутренний теплопроводящий слой 118, такой как алюминиевая фольга, который перекрывает как сгораемый источник 102 тепла, так и аэрозоль-образующий субстрат 106. Кроме того, первый многосегментный компонент обернут во внешний теплопроводящий материал, содержащий слой теплоотражающего материала, такого как алюминиевая фольга. Внешний теплопроводящий материал перекрывает обертку 116 и расположен смежно со сгораемым источником тепла и аэрозоль-образующим субстратом. Обертка 116 снабжена перфорациями 121, расположенными периферически вокруг курительного изделия, смежно с сегментом 108, направляющим поток воздуха.
Расширительная камера 110, охлаждающий аэрозоль сегмент и мундштук 114 обернуты в обертку 122, чтобы образовать второй многосегментный компонент курительного изделия 100. Первый многосегментный компонент и второй многосегментный компонент дополнительно обернуты в обертку 124 для соединения двух компонентов для формирования курительного изделия. Обертка 124 является мундштучной бумагой.
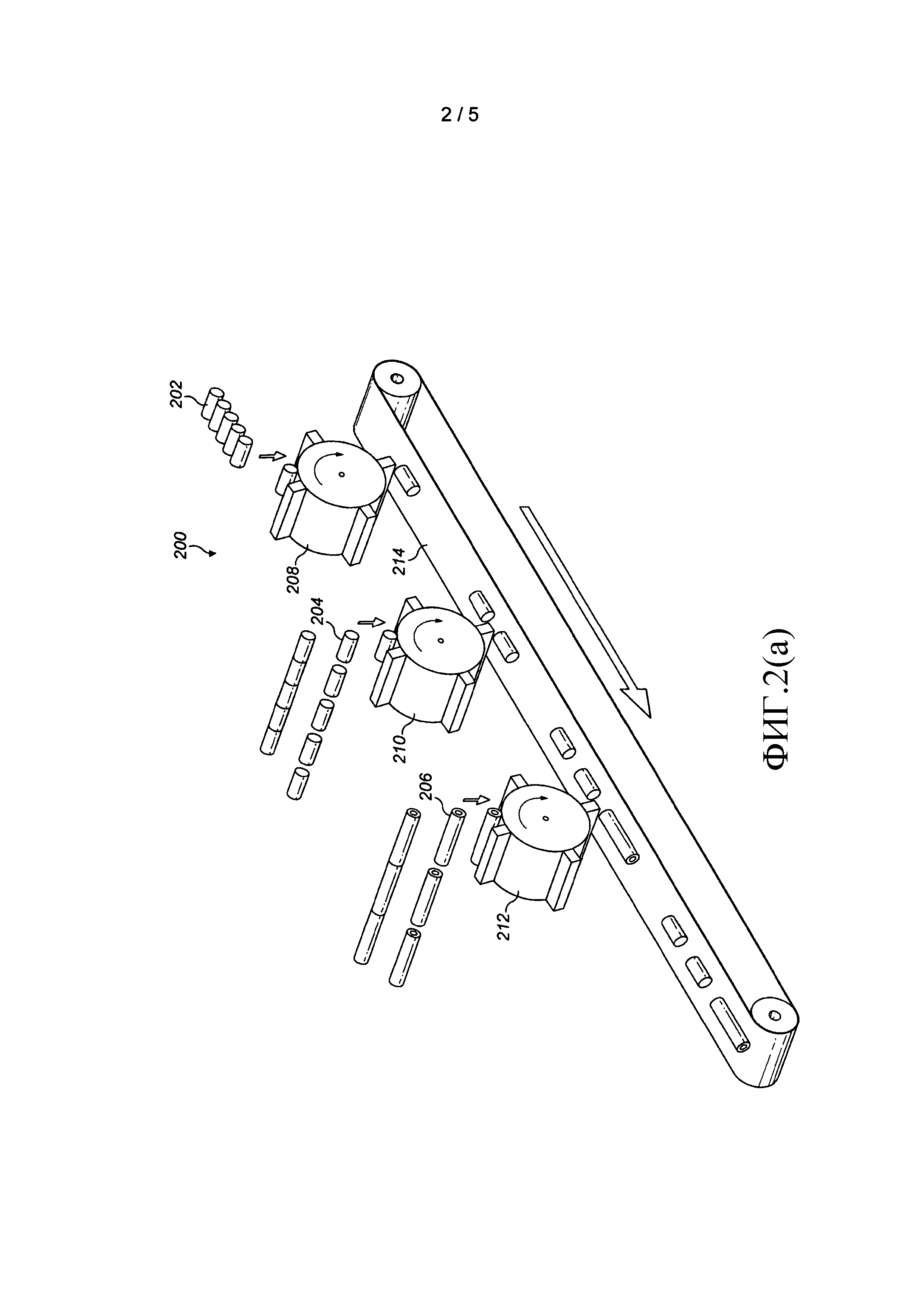
На Фиг. 2(a), 2(b) представлены схематичные виды в перспективе одного пояснительного варианта выполнения устройства для формирования первых многосегментных компонентов настоящего изобретения. Фиг. 2(a), 2(b) показывают вариант выполнения устройства для объединения множества сегментов для изготовления первого многосегментного компонента. Устройство 200, показанное на Фиг. 2(a), 2(b), выполнено с возможностью объединения сгораемых источников 202 тепла, аэрозоль-образующих субстратов 204 и направляющих поток воздуха сегментов 206, чтобы образовать первые многосегментные компоненты, которые могут быть объединены со вторыми многосегментными компонентами, возможно используя мундштучную бумагу, чтобы образовать готовые курительные изделия.
Ссылаясь на Фиг. 2(a), устройство 200 содержит первое подающее средство 208 для подачи предварительно-разрезанных отдельных сгораемых источников 202 тепла, второе подающее средство 210 для аэрозоль-образующих субстратов 204, и третье подающее средство 212 для направляющих поток воздуха сегментов 206. Первое подающее средство 208 может содержать вибрационный диск, ленту и делительное колесо (не показано). Второе подающее средство 210 может содержать бункер, основной и вспомогательный подающие барабаны, вакуумную ленту и делительное колесо (не показано). Третье подающее средство 212 может содержать бункер, основной и вспомогательный подающие барабаны, вакуумную ленту и делительное колесо (не показано). Устройство 200 дополнительно содержит вакуумную ленту 214 для приема компонентов, удерживания их, используя вакуум, и перемещения их вдоль подающей дорожки.
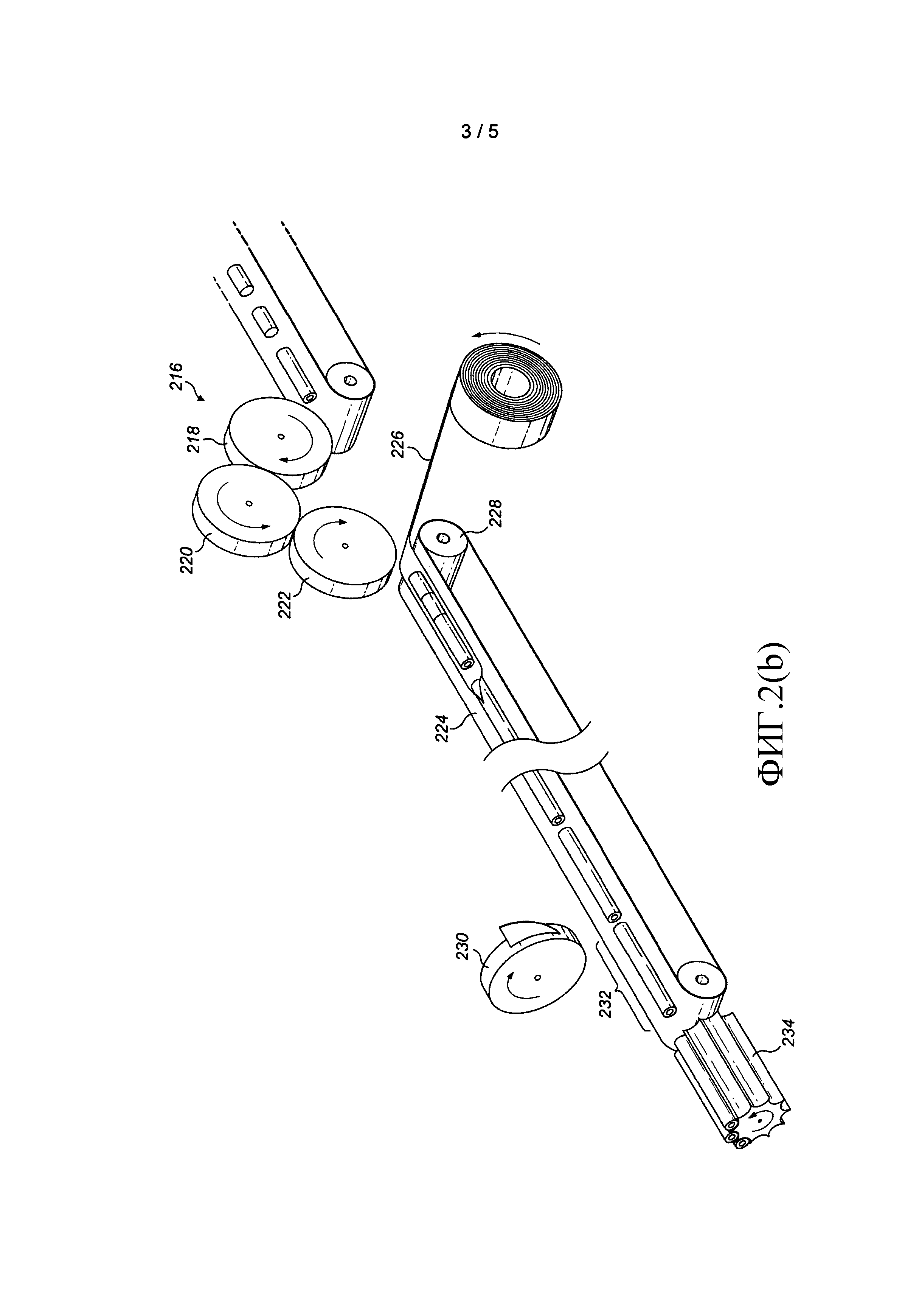
Обращаясь теперь к Фиг. 2(b), устройство 200 дополнительно содержит объединяющее средство 216 для превращения потока компонентов в группы компонентов, в виде колес 218, 220 и 222, область 224 отделки, используя механизм 226 подачи бумажного полотна и ленту 228, и режущее средство в виде лезвия 230. Каждое колесо 218, 220 и 220 содержит множество разнесенных пальцев для удерживания сегментов. Разнесенные пальцы последовательно объединяют сегменты, по мере того как они перемещаются с первого колеса 218 на третье колесо 222.
В общем, работа устройства 200 по Фиг. 2 состоит в следующем. Сгораемые источники 202 тепла подаются с вибрационного диска на ленту, затем посредством делительного колеса на вакуумную ленту 214. Аэрозоль-образующие субстраты 204 подают из бункера посредством основного и вспомогательного подающих барабанов на вакуумную ленту второго подающего средство, затем посредством делительного колеса на вакуумную ленту 214. Аналогично, направляющие поток воздуха сегменты подаются из бункера, посредством основного и вспомогательного подающих барабанов на вакуумную ленту третьего подающего средства, затем посредством делительного колеса на вакуумную ленту 214. Различные сегменты 202, 204 и 206 вводятся с соответствующим разнесением и скоростью, так что их продольные оси по существу аксиально выровнены друг с другом и с направлением перемещения вакуумной ленты 214 в требуемом порядке.
Различные сегменты проходят вдоль вакуумной ленты 214 по порядку, и затем проходят в объединяющее средство 216. Функция объединяющего средства 216 состоит в превращении потока сегментов в группы сегменты, причем каждая группа соответствует отдельному первому многосегментному компоненту, так чтобы сегменты внутри группы примыкали друг к другу и имелось заданный промежуток между ведущей группой сегментов и замыкающей группой сегментов. В одном варианте выполнения зазор между группами сегментов может составлять 1 мм ±0,5 мм, то есть между 0,5 мм и 1,5 мм, или более предпочтительно между 0,8 мм и 1,2 мм. Дополнительно, объединяющее средство 216 отмечает положение каждого промежутка, так чтобы лезвие 230 могло разрезать полотно материала в каждом промежутке между группами компонентов.
После объединяющего средства 216 компоненты обертывают в бумажное полотно в области 224 отделки. Механизм 226 подачи бумажного полотна может использовать полотно с предварительно нанесенными теплопроводящими элементами, такими как участки из алюминиевой фольги, разнесенные соответствующим образом вдоль полотна материала. Как только компоненты обернуты в бумажное полотно из механизма 226 подачи, полотно разрезается в соответствующих местах лезвием 230 с образованием отдельных первых многосегментных компонентов 232.
Ссылаясь вновь на Фиг. 2(a), как можно видеть, второе подающее средство 210 для подачи аэрозоль-образующих субстратов содержит средство для нарезания отдельных аэрозоль-образующих субстратов из непрерывной подачи материала аэрозоль-образующего субстрата. Аналогично, третье подающее средство 212 для подачи направляющих поток воздуха сегментов содержит средство для нарезания отдельных направляющих поток воздуха сегментов из непрерывно подаваемого материала направляющего поток воздуха сегмента.
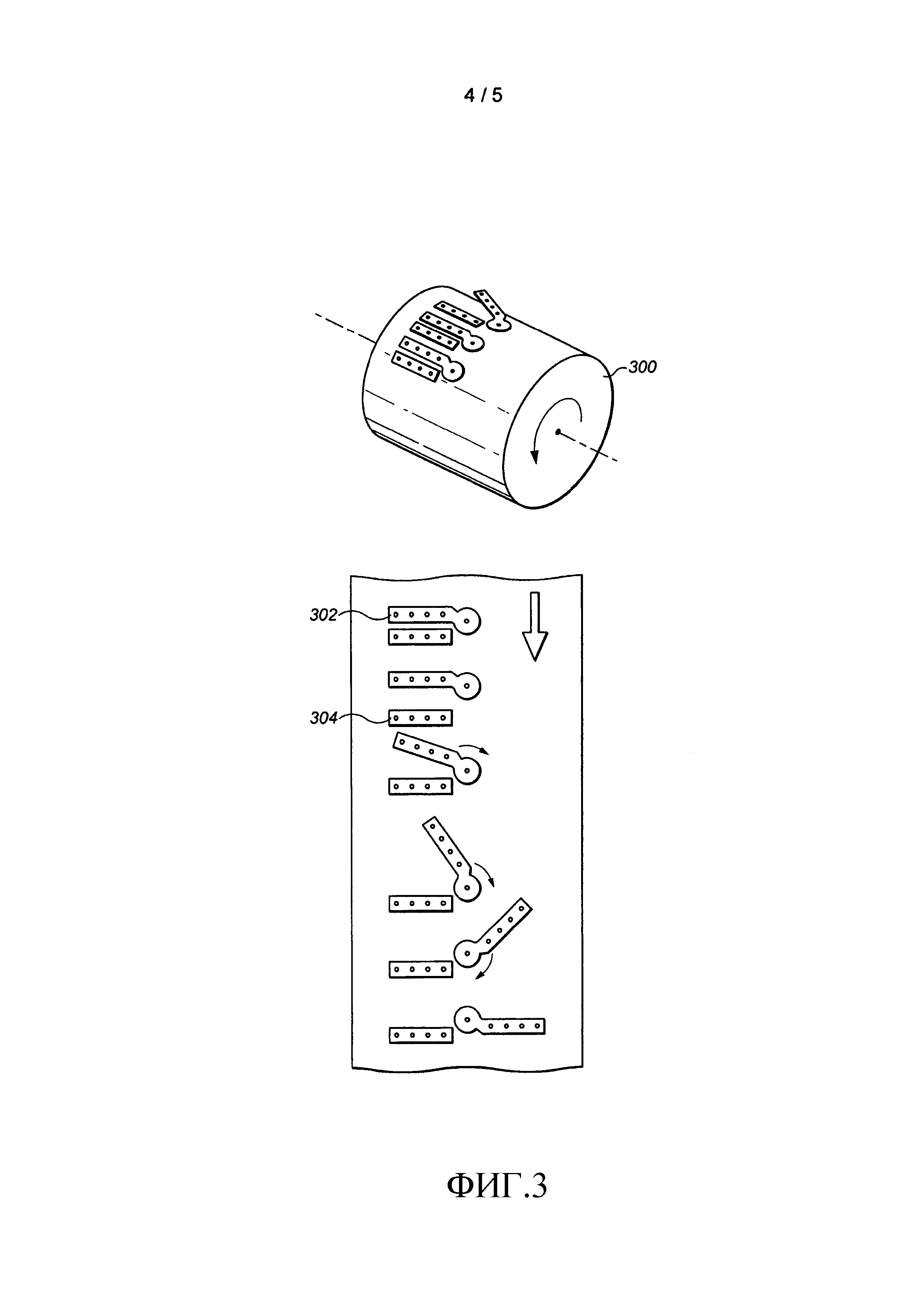
Отдельные первые многосегментные компоненты 232 затем подаются с ленты 228 на передающий барабан 234. Передающий барабан 234 переносит первые многосегментные компоненты с устройства для формирования первых многосегментных компонентов в объединяющее устройство, описанное более подробно ниже. Как показано на Фиг. 3, вращающийся барабан 300 обеспечен для приема первых многосегментных компонентов с передающего барабана 234. Альтернативно, вращающийся барабан 300 может принимать первые многосегментные компоненты непосредственно с ленты 228. Вращающийся барабан 300 содержит множество принимающих канавок 302, 304 для удерживания первых многосегментных компонентов. Каждая чередующаяся канавка 304 выполнена с возможностью вращения, так чтобы первый многосегментный компонент мог быть повернут, так чтобы он был выровнен в продольном направлении с соответствующей невращающейся канавкой 302 (показано на развернутом виде вращающегося барабана 300). Таким образом, первые многосегментные компоненты могут быть выровнены, так чтобы сгораемые источники тепла были обращены в противоположных направлениях.
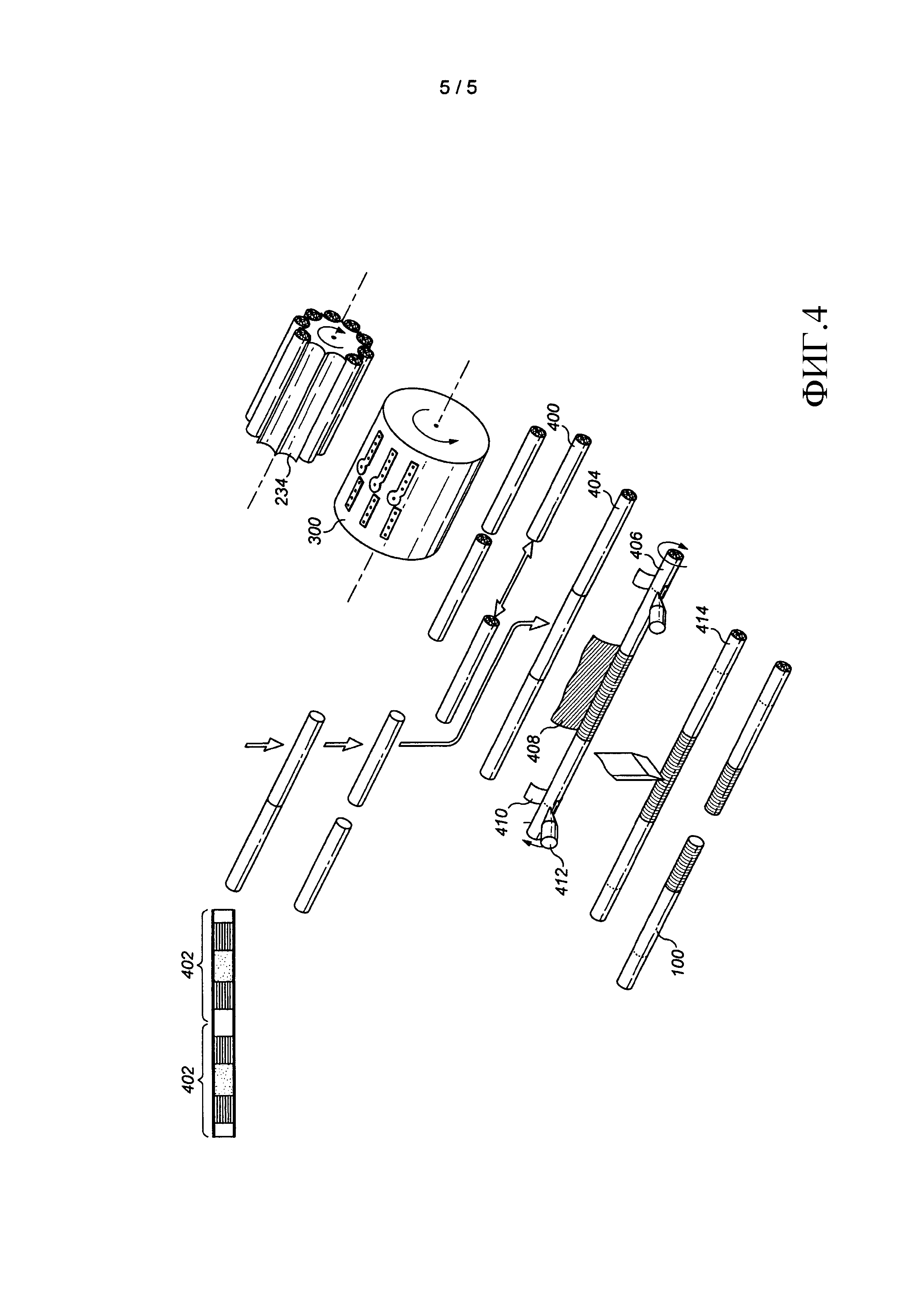
Обращаясь теперь к Фиг. 4, схематично показано устройство для объединения первых многосегментных компонентов со вторыми многосегментными компонентами для формирования курительных изделий. Как описанный выше, передающий барабан 234 переносит первые многосегментные компоненты с ленты 228 на вращающийся барабан 300. Первые многосегментные компоненты расположены и ориентированы первым подающим узлом, так что продольные оси пар первых многосегментных компонентов выровнены, и сгораемые источники тепла обращены в противоположных направлениях. Пары первых многосегментных компонентов затем переносятся на разделяющий барабан 400. Разделяющий барабан выполнен с возможностью перемещения пары первых многосегментных компонентов вдоль их продольной оси, чтобы обеспечить зазор между направляющими поток воздуха сегментами и соответствующими первыми многосегментными компонентами. Зазор обеспечен для облегчения размещения вторых многосегментных компонентов между первыми многосегментными компонентами.
В одном предпочтительном варианте выполнения, вторые многосегментные компоненты 402 подаются множеством комплектов вторых многосегментных компонентов. Как можно видеть на Фиг. 4, вторые многосегментные компоненты 402 могут подаваться, например, содержащими два комплекта вторых многосегментных компонентов, в которых каждый комплект содержит два вторых многосегментных компонента (например, первый второй многосегментный компонент и второй второй многосегментный компонент). Перед подачей вторых многосегментных компонентов в объединяющее устройство они разрезаются, чтобы образовать два комплекта вторых многосегментных компонентов. Комплект вторых многосегментных компонентов расположен так, что мундштучный конец первого второго многосегментного компонента расположен смежно с мундштучным концом второго второго многосегментного компонента. Комплект вторых многосегментных компонентов расположен, вторым подающим узлом, между двумя отдельными первыми многосегментными компонентами на объединяющем барабане 404. Многосегментные компоненты затем переносятся на обертывающий барабан 406. Обертывающий барабан выполнен с возможностью объединения первых многосегментных компонентов и вторых многосегментных компонентов, так чтобы отсутствовал зазор между компонентами. Обертывающий барабан может быть снабжен пальцами, или подобным, расположенными смежно со сгораемыми источниками тепла первых многосегментных компонентов для выполнения объединения. Пальцы могут иметь механическое, или электрическое, управление, например при помощи кулачкового механизма.
Объединенные первый и второй многосегментные компоненты затем обертываются полотном материала, таким как мундштучная бумага 408. Этот процесс осуществляется путем поворота компонентов вокруг их продольной оси. Мундштучная бумага снабжена предварительно нанесенным клеящим веществом для обеспечения того, что компоненты надежно удерживаются вместе. Мундштучная бумага достаточно широкая, чтобы объединить каждый из первых многосегментных компонентов в паре к комплекту вторых многосегментных компонентов за одну операцию обертывания. В одном предпочтительном варианте выполнения, мундштучная бумага закрывает второй многосегментный компонент и перекрывает первый многосегментный компонент на около 5 мм. Процесс обертывания приводит к соединенной паре курительных изделий, причем каждое курительное изделие содержит первый многосегментный компонент и второй многосегментный компонент, как описано выше.
Во время процесса обертывания, внешний теплопроводящий слой 410 может быть обеспечен на первых многосегментных компонентах. Внешний теплопроводящий слой выполнен из теплоотражающего материала, такого как алюминий. Аналогично мундштучной бумаге, внешний теплопроводящий слой может быть снабжен предварительно нанесенным клеящим веществом для надежной фиксации теплопроводящего слоя к первому многосегментному компоненту. Внешний теплопроводящий слой 410, обеспеченный в области, смежной со сгораемым источником тепла и аэрозоль-образующим субстратом.
Также во время процесса обертывания перфорации прорезаются в первых многосегментных компонентах в области, смежной с направляющим поток воздуха сегментом. Перфорации выполнены, используя стационарный импульсный лазер 412, который прорезает перфорации по окружности первого многосегментного компонента, по мере того как он вращается. Два таких лазера могут быть обеспечены, чтобы позволить прорезание перфораций в каждом первом многосегментном компоненте из пары. Альтернативно, оптическая система линз и зеркал может быть обеспечена для использования одного лазера для одновременного прорезания двух комплектов перфораций.
Соединенная пара курительных изделий затем перемещается к режущему барабану 414. Как можно видеть на Фиг. 4, режущий барабан разрезает соединенную пару курительных изделий на отдельные готовые курительные изделия 100. В этом процессе мундштучная бумага разрезается между мундштуками вторых многосегментных компонентов.
На протяжении всего вышеописанного процесса можно видеть, что сгораемые источники тепла не соприкасаются с любым другим компонентом. Это важно, поскольку сгораемые источники тепла выполнены из зернистого материала, который может иметь тенденцию к раскалыванию или раскрашиванию и оставлению следов на любом другом компоненте, с которым он соприкасается.
Варианты выполнения и примеры, описанные выше, не ограничивают изобретение. Другие варианты выполнения изобретения могут быть выполнены без отступления от его сущности и объема, и ясно, что определенные варианты выполнения, описанные здесь, не являются ограничивающими.
Оберточная бумага с рисунком с повышенным уровнем мела
Активированный уголь из микрокристаллической целлюлозы
Контейнер с шарнирной крышкой
Система датчиков расхода
Контейнер с шарнирной крышкой
Карманный контейнер для потребительских товаров
Электроподогреваемая курительная система имеющая участок для хранения жидкости
Способ управления образованием компонентов дыма в электрической системе генерирования аэрозоля
Изделие, содержащее идентификационную информацию, для использования в электрически нагреваемой курительной системе
Контейнер с поверхностью для тактильного ощущения
Оберточная бумага с рисунком с повышенным уровнем мела
Активированный уголь из микрокристаллической целлюлозы
Контейнер с шарнирной крышкой
Система датчиков расхода
Контейнер с шарнирной крышкой
Карманный контейнер для потребительских товаров
Электроподогреваемая курительная система имеющая участок для хранения жидкости
Способ управления образованием компонентов дыма в электрической системе генерирования аэрозоля
Изделие, содержащее идентификационную информацию, для использования в электрически нагреваемой курительной системе
Контейнер с поверхностью для тактильного ощущения

