Результат интеллектуальной деятельности: СИНХРОНИЗИРУЕМОЕ РЕГУЛИРОВАНИЕ КОЛИЧЕСТВА ГИПСОВОГО ТЕСТА
Вид РИД
Изобретение
Изобретение относится к способу создания штукатурной плиты, содержащему этапы, на которых:
- предоставляют ленточное транспортирующее устройство, имеющее поддерживающий ремень,
- помещают первую оболочку на поддерживающий ремень,
- добавляют гипсовую суспензию на первую оболочку с образованием гипсового намета и
- помещают вторую оболочку на добавленную гипсовую суспензию с образованием гипсового слоя, содержащего первую оболочку, гипсовый намет и вторую оболочку,
- выравнивают гипсовый слой устройством для выравнивания, таким как выравнивающий брусок или выравнивающий валик,
согласно вводной части пункта 1 формулы изобретении относится к установке для производства штукатурной плиты согласно вводной части пункта 9 формулы изобретения.
Из уровня техники известны способы производства штукатурной плиты и установка для производства штукатурной плиты, имеющая ленточное транспортирующее устройство. Основная функция ленточного транспортирующего устройства состоит в том, чтобы позволить нанесенному на него влажному гипсовому слою располагаться таким образом, чтобы появилась возможность дальнейшей обработки гипсового слоя разделением его на штукатурные плиты. Такие штукатурные плиты на строительной площадке затем, например, могут монтироваться на стену или потолок.
Также известно, что посредством такого способа или такой установки производят штукатурные плиты, которые имеют четыре клиновидных края для облегчения затирки или для изоляции стыков при укладке штукатурных плит одна напротив другой. В этом аспекте приводится ссылка, например, на ЕР 1499482 B1, US 2001/0044016, ЕР 0482810 или РСТ/ЕР 2011/057771.
Способы и устройства для введения вдавленностей или для введения углублений, раскрыты в этих цитированных документах, которые включены в настоящую заявку путем ссылки.
Однако было обнаружено, что при введении в гипсовый слой вдавленностей или углублений может образоваться незначительная выпуклость высотой около 1/10 мм или меньше, что вредит наложению противоположного элемента на противоположную сторону гипсового слоя. Хотя это не портит функцию или способность выдерживать силовую нагрузку индивидуальных штукатурных плит, в случае если таким образом сформированные штукатурные плиты укладывают одну поверх другой, может появляться видимый эффект, а также изгиб верхних плит, уложенных одна поверх другой, так как, возможно, присутствующие внешние выпуклости при укладке создают кумулятивный эффект.
Задачей настоящего изобретения является предоставление способа производства штукатурной плиты и установки для производства штукатурной плиты с помощью которых можно эффективно противодействовать эффектам, которые могут возникать ввиду намеченной деформации материала в области затвердевания гипсового слоя.
Эту задачу решают с помощью способа, связанного в техническом отношении со способом, согласно признакам пункта 1, и помощью устройства, связанного в техническом отношении с установкой для производства штукатурной плиты, согласно признакам пункта 9 формулы изобретения. Полезные усовершенствования охарактеризованы в зависимых пунктах формулы изобретения.
Ключевая идея настоящего изобретения состоит в том, чтобы предоставить возможность деформаций материала для достижения желаемого эффекта, состоящего в возможности влиять на затвердевание гипсового слоя еще до добавления гипсовой суспензии. Возможное усовершенствование изобретения в этом аспекте базируется на убеждении что местоположения гипсового слоя, на которых позднее образуются вдавленности или углубления и вследствие этого происходит деформация материала, уже на начальном этапе покрывают уменьшенным количеством гипсовой суспензии. В этом смысле это воплощается в техническом аспекте, относящемся к способу, который заключается в том, что количество V(t) гипсовой суспензии добавляемой с заранее заданной частотой синхронизации f за заранее заданный промежуток времени tΔ между первой оболочкой и второй оболочкой уменьшают по сравнению с заданным количеством.
В предпочтительном варианте, когда клиновидность по краям достигают посредством вдавленностей или углублений, следует принять во внимание тот факт, что линейное удлинение вдавленностей или углублений по отношению к длине изготовляемой штукатурной плиты относительно невелико. В этом смысле это обеспечивается специальным выполнением способа, который заключается в том, что промежуток времени tΔ уменьшения количества составляет менее чем 20%, предпочтительно между 10% и 5% от промежутка времени заранее заданного частотой синхронизации f. Эти значения были проверены при всех допустимых скоростях ремня и являются подходящими.
В предпочтительном варианте вдавленности или углубления, формирующиеся перпендикулярно по отношению к направлению движения, впоследствии вводят в гипсовый слой на заранее определенном расстоянии а до затвердевания или после того как затвердевание уже началось, причем частоту синхронизации f заранее определяют или устанавливают таким образом, чтобы уменьшенное количество гипсовой суспензии доставлялось в те местоположения в гипсовом слое 16, в которых впоследствии образуются вдавленности или углубления.
В одном варианте, расстояние а, на котором вводят вдавленности или углубления, соответствует длине штукатурной плиты, позже создаваемой разрезанием перпендикулярно к направлению движения плюс потеря на разрезание и последующую обработку концевых краев d. В частности, гипсовый слой позднее разрезают в области вдавленностей или углублений, чтобы изготовить штукатурные плиты длиной 1 (a=l+d).
Теоретически имеются различные возможные альтернативы, обеспечивающие формирование вдавленностей или углублений точно в местоположениях, в которых ранее было введено уменьшенное количество гипсовой суспензии. В первом варианте синхронизация тактовый импульс или частота, с которой формируют соответственно новые вдавленности или углубления на гипсовом слое 16 может иметь фиксированное значение. Частота f, с которой происходит уменьшение количества гипсовой суспензии, и фаза этого процесса могут далее устанавливаться независимо до точно того же значения частоты при соответствующей фазовой синхронизации. Однако, следует ожидать, что если введение вдавленностей или углублений не синхронизировано с уменьшением количества гипса, оба этих процесса способа или установки для производства штукатурной плиты после этого ненадолго становятся не синфазными. В этом смысле синхронизация между двумя процессами, а именно введением вдавленностей или углублений с одной стороны и предшествующим уменьшением количества гипсовой суспензии с другой стороны, рассматривается в качестве предпочтительного варианта.
Такая синхронизация может быть реализована при помощи механических устройств, таких как, например, зубчатая передача или посредством технологии контроля, предпочтительно, электронного контроля.
Способ согласно изобретению может применяться в первом варианте при введении вдавленностей посредством формовочных брусков, циркулирующих с гипсовым слоем на ленточном транспортирующем устройстве после заранее определенного время схватывания, то есть если способ сочетают с углублением в еще не затвердевшем гипсовом слое 16.
В еще одном варианте способ можно, однако, также применять если углубления вводят в гипсовый слой, который уже частично затвердел. Углубления могут вводить, например, посредством валика для создания углублений, подвижного валика для создания углублений или подобных устройств. Что касается различных альтернативных способов введения углублений, дается ссылка на ЕР 0482810.
Объектом настоящего изобретения также является штукатурная плита, полученная способом согласно изобретению, или усовершенствование способа согласно изобретению и установка для производства штукатурной плиты. Установка для производства штукатурной плиты в соответствии с изобретением включает в себя дозирующее устройство, которое спроектировано и установлено для уменьшения, по сравнению с заданным количеством Vv, количества V(t) гипсовой суспензии, введенной между первой оболочкой и второй оболочкой при заранее заданной частоте синхронизации f за заранее заданный промежуток времени tΔ.
В предпочтительном варианте с дозирующим устройством может взаимодействовать контрольное устройство, которое заранее определяет и возможно регулирует частоту синхронизации. Такое контрольное устройство может являться контрольным устройством, инкорпорированным в дозирующее устройство как таковое или по-другому может являться устройством более высокого уровня, предпочтительно центральным контрольным устройством. В предпочтительном варианте контрольное устройство, инкорпорированное в дозирующее устройство или по-другому контрольное устройство более высокого уровня, предназначено для поддержания синхронизации с дальнейшим процессом, реализуемым в установке для производства штукатурной плиты, таким как, например, процесс углубления или вдавливания при помощи формовочных брусков.
В первом возможном варианте дозирующее устройство располагают возле формовочного стола, предпочтительно, интегрируют в формовочный стол, на котором гипсовый слой формируют и запрессовывают путем соединения первой оболочки, гипсовой суспензии и второй оболочки.
В возможном варианте выполнения изобретения дозирующее устройство содержит ограничительное лезвие, расположенное перпендикулярно по отношению к направлению движения ленточного транспортирующего устройства и сконструировано подвижным в направлении гипсового намета с заранее определенным ходом h в направлении ортогональном к направлению движения и при продольном расположении ограничительного лезвия. В этом случае ограничительное лезвие может действовать сверху с заранее заданным ходом h на гипсовый слой 16 и вызывать уменьшение количества гипсового намета в гипсовом слое посредством опускания через заранее заданный промежуток времени.
Однако также возможно чтобы ограничительное лезвие действовало на гипсовый слой снизу с заранее определенным ходом h и вызывало уменьшение количества гипсового намета в гипсовом слое 16 путем подъема через заранее заданный промежуток времени. В обоих вышеописанных вариантах ход ограничительного лезвия может быть выставлен на максимальное значение в диапазоне от 0,5 мм до 5 мм, предпочтительно 1 до 3 мм.
В еще одном возможном варианте выполнения изобретения дозирующее устройство содержит ограничительный валик, расположенный перпендикулярно направлению движения ленточного транспортирующего устройства и спроектирован подвижным в направлении гипсового намета с заранее определенным ходом h в направлении ортогональном к направлению движения и в продольном направлении к транспортирующему валику. В этом случае ограничительный валик может действовать на слой штукатурки сверху с заранее определенным ходом h гипсового слоя и вызывать уменьшение количества гипсового намета в гипсовом слое 16 посредством опускания через заранее заданный промежуток времени. Также возможно, чтобы ограничительный валик действовал на слой штукатурки снизу с заранее определенным ходом h и вызывал уменьшение количества гипсового намета в гипсовом слое 16 посредством подъема через заранее заданный промежуток времени. В обоих вышеописанных вариантах ход ограничительного валик может быть установлен на максимальное значение в диапазоне от 0,5 мм до 5 мм, предпочтительно от 1 до 3 мм.
Помимо рассмотренных выше вариантов, согласно которым дозирующее устройство располагают вблизи формовочного стола или интегрируют внутрь формовочного стола, также в качестве альтернативы, возможно, размещать дозирующее устройство вблизи канала подачи гипса, то есть вверх по направлению подачи гипсовой суспензии на формовочный стол, на котором формируют гипсовый слой и запрессовывают его соединением первой оболочки, гипсовой суспензии и второй оболочки.
Установка для производства штукатурной плиты согласно изобретению может содержать устройство для создания вдавленностей, действующее на гипсовый намет вниз по потоку от дозирующего устройства в направлении движения ленточного транспортирующего устройства и создающее вдавленности, находящиеся на одной линии перпендикулярно направлению движения ленточного транспортирующего устройства вблизи местоположений, в которых дозирующее устройство подает уменьшенное количество гипсовой суспензии.
Согласно еще одному возможному варианту, установка для производства штукатурной плиты может также содержать устройство для создания углублений, действующее на гипсовый слой вниз по потоку от дозирующего устройства в направлении движения ленточного транспортирующего устройства и создающее углубления вблизи местоположений, в которых дозирующее устройство подает уменьшенное количество гипсовой суспензии.
В наиболее предпочтительном варианте частоту вдавленностей или углублений синхронизируют с контрольным устройством дозирующего устройства при помощи центрального контрольного устройства и/или при помощи сенсоров.
Изобретение более детально раскрывается ниже, включая имеющие к нему отношение отличительные признаки и преимущества, на основе описания примерных вариантов выполнения изобретения и с отсылкой к прилагаемым чертежам, в которых
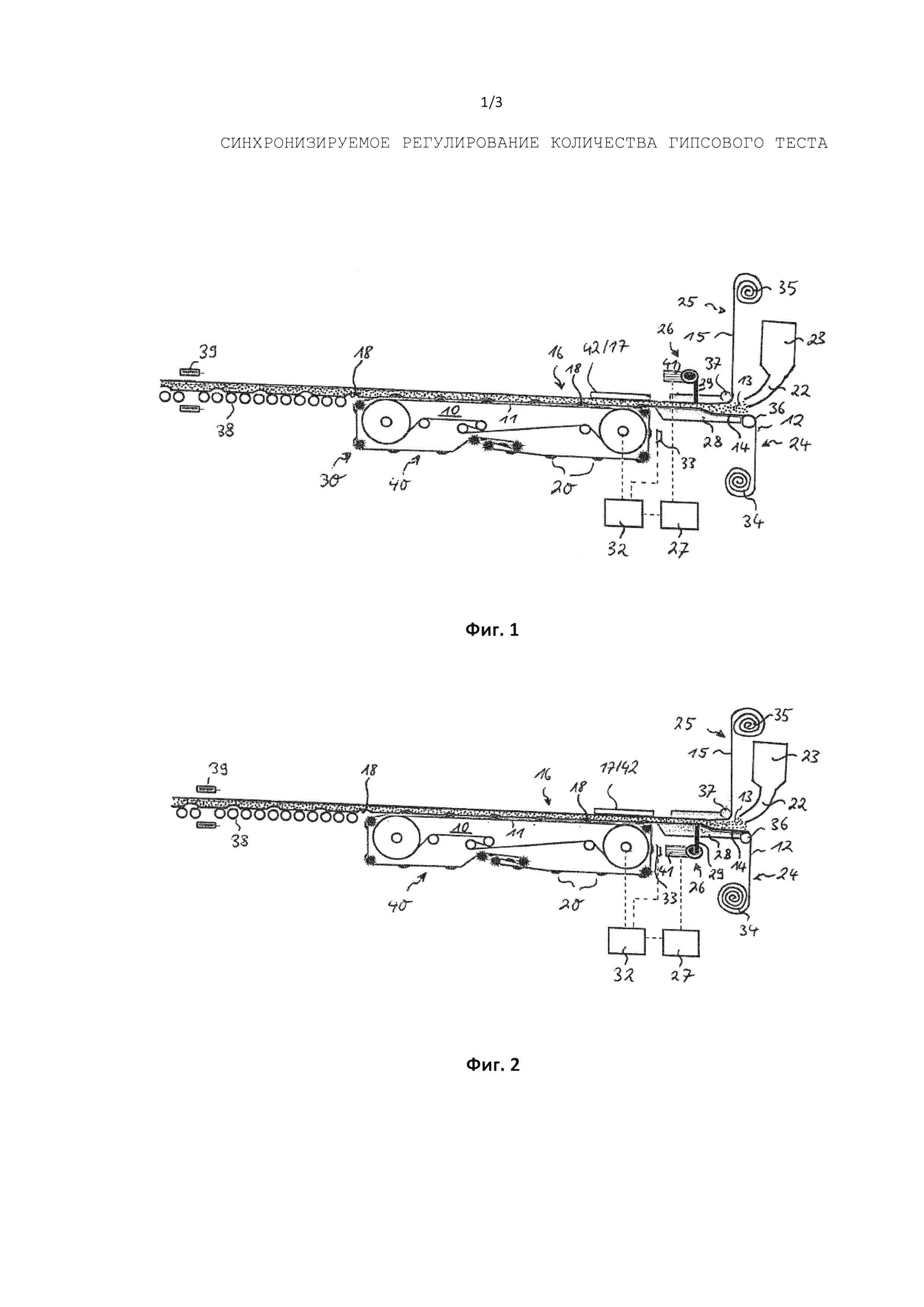
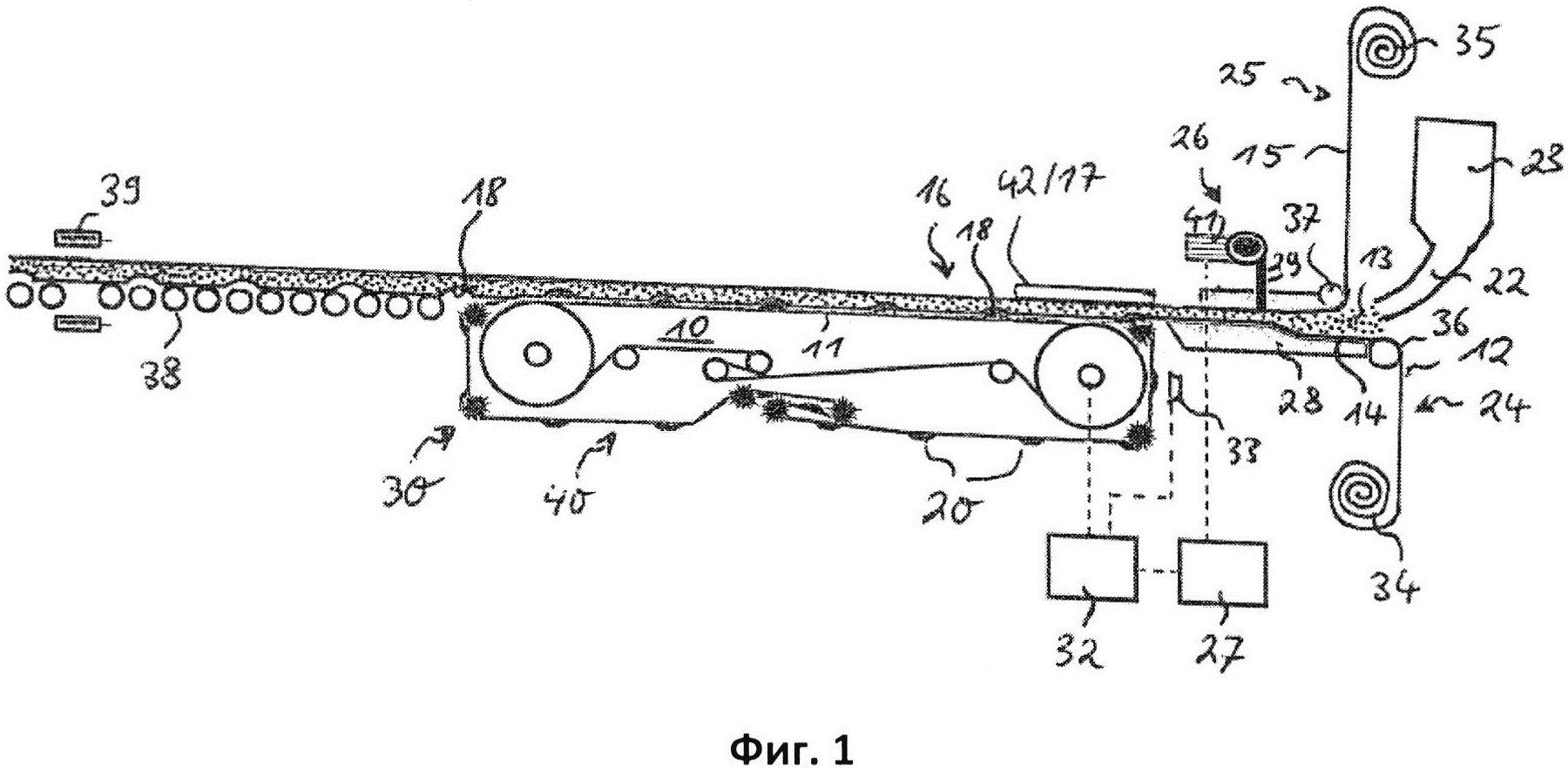
Фиг. 1 схематически показан первый вариант выполнения установки для производства штукатурной плиты согласно настоящему изобретению.
Фиг. 2 схематически показан второй вариант выполнения установки для производства штукатурной плиты согласно настоящему изобретению.
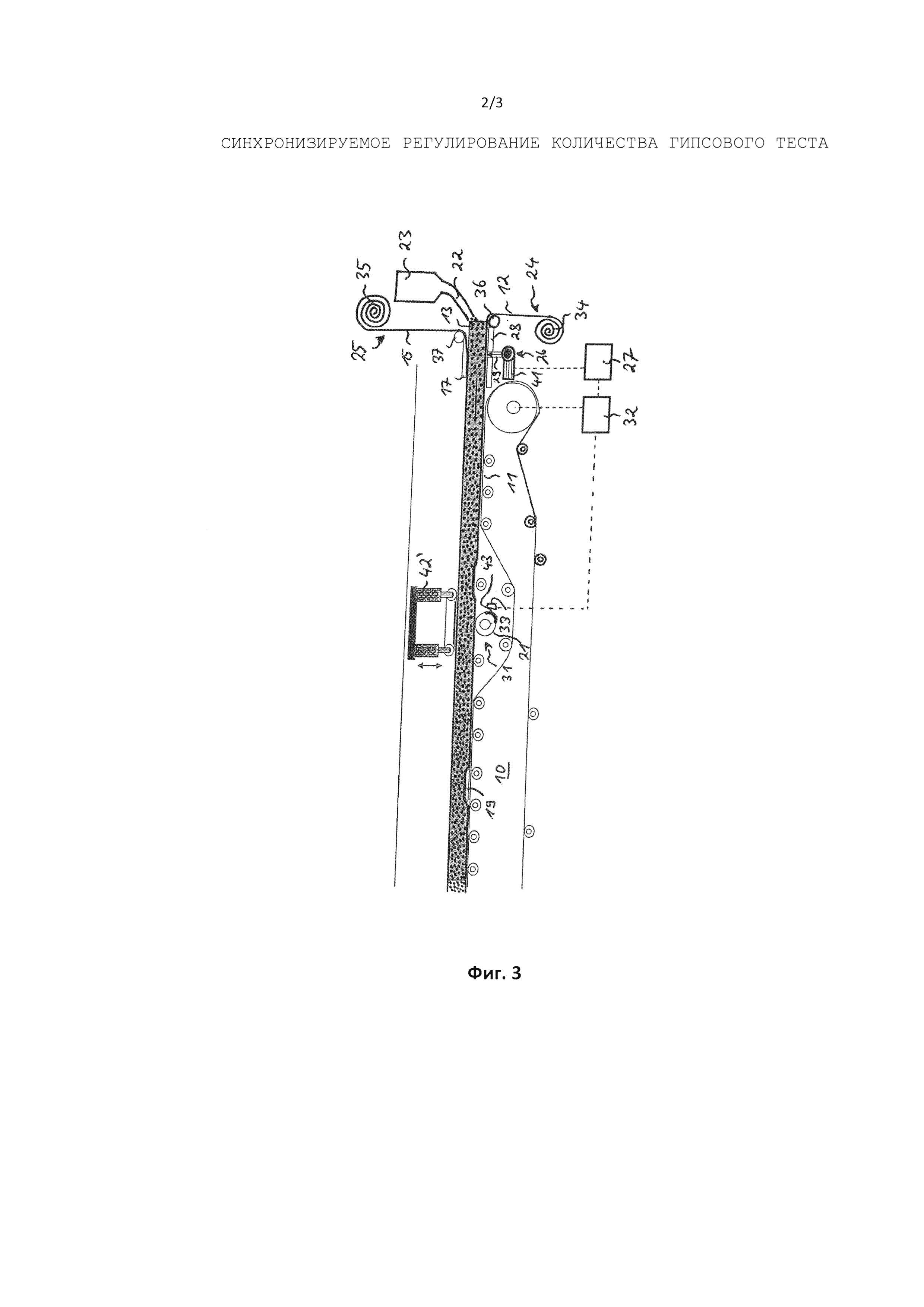
Фиг. 3 схематически показан третий вариант выполнения установки для производства штукатурной плиты согласно настоящему изобретению.
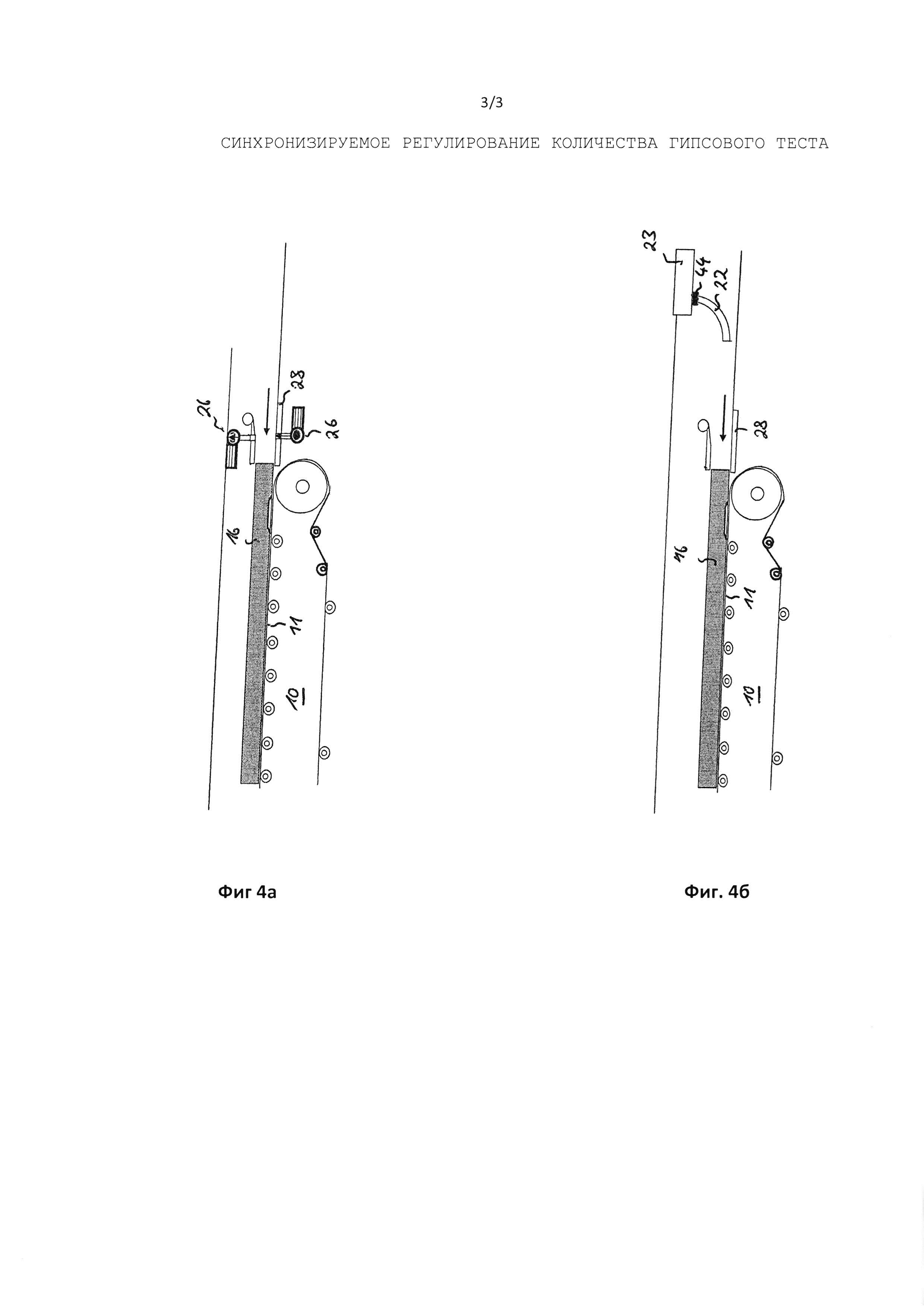
Фиг. 4а показывает первый вариант дозирующего устройства (в схематичном виде).
Фиг. 4b показывает второй вариант дозирующего устройства (в схематичном виде).
На Фиг. 1 схематически показан первый вариант выполнения установки для производства штукатурной плиты согласно настоящему изобретению. Установка для производства штукатурной плиты, во-первых, содержит формовочный стол 28. На этот формовочный стол 28 первую оболочку 12 помещают с первого валика 34 по первому каналу 24, который может содержать один или более отклоняющих валиков 36. Гипсовую суспензию 13 подают на эту первую оболочку 12. Гипсовую суспензию 13 перемешивают в смесителе 23 и добавляют на первую оболочку 12 по гипсовому каналу 22. Вторую оболочку 15 помещают со второго валика 35 по второму каналу 25, содержащему второй отклоняющий валик 37, на формовочный стол 28 и на нем ее помещают на гипсовую суспензию 13. Первую оболочку 12, гипсовую суспензию 13, формирующие на формовочном столе 28 гипсовый намет 14, а также вторую оболочку 15 в дальнейшем переносят посредством ленточного транспортирующего устройства 10 по мере того как гипсовый слой 16 затвердевает со временем и по мере того как увеличивается пройденное расстояние. Ленточное транспортирующее устройство 10, во-первых, содержит поддерживающий ремень 11 и примыкающий к поддерживающему ремню 11, роликовый конвейер 38. Вблизи роликового конвейера 38 также располагают режущее устройство 39 для того, чтобы превратить заметно затвердевший гипсовый слой 16 в штукатурные плиты заранее определенной длины.
В случае настоящего варианта выполнения изобретения устройство 30 для создания вдавленностей также выполнят работу между поддерживающим ремнем 11 и первой оболочкой 12 гипсового слоя 16. В случае настоящего варианта выполнения изобретения устройство 30 для создания вдавленностей имеет совершающий круговые движения ремень 40 формовочного бруска, который покрыт формовочными брусками 20 перпендикулярно по отношению к направлению их движения на заранее определенном постоянном расстоянии. Посредством формовочных брусков 20, ремень 40 формовочного бруска двигается с той же скоростью что и поддерживающий ремень 11. Формовочные бруски 20, двигающиеся перпендикулярно направлению движения ленточного транспортирующего устройства 10 создают эффект формирования вдавленностей 18 на равноудаленном расстоянии в еще не затвердевшем гипсовом слое 16. На стороне гипсового слоя 16 противоположной по отношению к формовочным брускам 20, предусмотрены один или более противодействующих элементов 42, которые предотвращают вытеснение материала в верхнем направлении. Противодействующий (ие) элемент(ы) 42 одновременно служит(ат) в настоящем варианте выполнения изобретения в качестве выравнивающего бруска для гипсового слоя 16, сформированного на формовочном столе 28.
Тот факт, что совершающий круговые движения ремень 40 формовочного бруска двигается вдоль поддерживающего ремня 11 через заданный промежуток времени означает, что гипсовый слой 16 может частично затвердеть, так что вдавленности 18 становятся пространственно устойчивыми, когда гипсовый слой 16 переносят на роликовый конвейер 38. Режущее устройство 3 9 разрезает гипсовый слой 16 в тех местоположениях, в которых были сформированы вдавленности. Что касается этого или альтернативных возможных усовершенствований совершающего круговые движения ремня 4 0 формовочного бруска, приводится ссылка на РСТ/ЕР 2011/057771.
Внутрь формовочного стола 28 интегрировано, дозирующее устройство 26, которое в данном случае содержит ограничительное лезвие 29. Ограничительное лезвие 29 входит в формовочный стол 28 сверху и двигается в рамках заранее заданного хода приблизительно от 0,5 до 5 мм, предпочтительно 1 до 3 мм, в вертикальном направлении или в направлении фактически соответствующем нормали к поверхности образующегося слоя гипса 16. Для этой цели дозирующее устройство 26 имеет привод 41 и также контрольное устройство 27, чтобы передвигать ограничительное лезвие 29 на заранее заданный ход, чтобы быть точным из положения покоя, в котором нижний край ограничительного лезвия 29 располагается сверху напротив второй оболочки 15 или располагается над второй оболочкой 15. Так, в рабочем положении ограничительное лезвие 29 передвигают в направлении гипсового слоя 16 таким образом, чтобы нижний край ограничительного лезвия 29 входил в гипсовый слой 16, деформируя при этом вторую оболочку 15. Таким способом вытесняют заранее заданное количество гипсовой суспензии 13, посредством чего гипсовый слой 16 заполняется меньшим количеством гипсовой суспензии 13 в те моменты времени, когда ограничительное лезвие 29 находится в рабочем положении, по сравнению с теми моментами времени, когда ограничительное лезвие 29 находится в положении покоя.
Хотя установка для производства штукатурной плиты содержит противодействующие элементы 42 действующие в области, в которой формовочные бруски 20 входят в гипсовый слой 16, вход формовочных брусков 20 в гипсовый слой 16 все еще включает вытеснение материала внутри гипсовой суспензии. В предвидении уменьшения объема в затвердевающем гипсовом слое 16 в результате вдавливания формовочных брусков 20, ход и рабочее время ограничительного лезвия 29 устанавливают таким образом, чтобы уменьшение заполнения гипсового слоя 16 гипсовой гидросмесью в местоположениях, в которые позднее войдут формовочные бруски 20 имело место приблизительно в объеме, соответствующем объему, вытесненному формовочными брусками 20.
Хотя, в этом смысле, представляется возможным установить фазу и тактовый импульс дозирующего устройства 26 посредством контрольного устройства 27 независимо от частоты, с которой формовочные бруски 20 входят в гипсовый слой 16 в области противодействующих элементов 42, тем не менее, предпочтительно чтобы передвижение ремня 40 формовочного бруска, совершающего круговые движения, было синхронизировано с дозирующим устройством 26, то есть, если быть точным, с приводом 41 дозирующего устройства 26.
Такую синхронизацию можно осуществить механическим средством; в настоящем варианте выполнения изобретения синхронизацию осуществляют посредством технологии контроля. Центральное контрольное устройство 32 контролирует или регулирует скорость кругового движения ремня 40 формовочного бруска, которая в целом соответствует скорости движения гипсового слоя 16 внутри ленточного транспортирующего устройства 10. Фаза и скорость кругового движения формовочных брусков может быть заранее задана центральным контрольным устройством 32 и/или вдобавок дополнительно считана подходящими сенсорами 33 в области кругового движения ремня 40 формовочного бруска. Эта актуальная информация, касающаяся скорости или частоты формовочных брусков и их положения по фазе передается через центральное контрольное устройство 32 на контрольное устройство 27 дозирующего устройства 26, с тем, чтобы фаза и частота дозирующего устройства 26 могла бы в точности соответствовать фазе и частоте формовочных брусков 20, формирующих вдавленности в гипсовом слое 16.
На Фиг. 2 представлен еще один вариант выполнения изобретения. Чтобы избежать повторов сделано упоминание только на различия в конструкции дозирующего устройства 26. В то время как в случае варианта выполнения изобретения, показанного на Фиг. 1, ограничительное лезвие 29 дозирующего устройства входит в формовочный стол 28 сверху, в случае варианта выполнения изобретения, показанного на Фиг. 2, предусмотрен вход ограничительного лезвия 29 в формовочный стол 28 снизу. В этом смысле, также и в случае варианта выполнения изобретения, показанного на Фиг. 2, дозирующее устройство предусмотрено с приводом 41 и контрольным устройством 27, работающим в зависимости от центрального контрольного устройства 32. Дозирующее устройство 26 синхронизируют с совершающим круговые движения ремнем 40 формовочного бруска, таким же способом как описано в основе варианта выполнения изобретения, показанного на Фиг. 1.
В случае варианта выполнения изобретения, показанного на Фиг. 2, ограничительное лезвие 29 находится в положении покоя, когда оно находится напротив первой оболочки 12 снизу или его верхний край расположен под первой оболочкой 12. В рабочем положении ограничительное лезвие передвигают посредством привода 41 в направлении движения гипсового слоя 16 (в верхнем направлении) и вдавливают в гипсовый слой 16 на глубину около 0,5-5 мм, предпочтительно 1-3 мм, деформируя при этом первую оболочку 12, прижимая вместе первую оболочку 12 и вторую оболочку 15 таким образом, что гипсовый слой 16 заполняется меньшим количеством гипсовой суспензии 13. Это уменьшенное заполнение поддерживается только в течение сравнительно короткого периода времени, периода времени по порядку значения соответствующего ширине формовочного бруска, деленной на скорость передвижения ленточного транспортирующего устройства 10.
На Фиг. 3 представлен еще один вариант выполнения изобретения, принципиально отличающийся от варианта выполнения изобретения, показанного на Фиг. 2, тем, что вдавленности 18 формируют в затвердевающем гипсовом слое 16 не посредством формовочных брусков 20, но вместо этого, после выдерживания в течение заранее заданного времени схватывания, углубления 19 формируются в уже, по меньшей мере частично затвердевшем гипсовом слое 16 при помощи устройства 31 для создания углублений. Устройство 31 для создания углублений может, например, содержать валик 21 для создания углублений, имеющий выступ 43 с заранее заданным контуром. Контур выступа 43 можно, например, выбрать таким образом, чтобы в гипсовом слое 16 получалось вдавливание 19 приблизительно трапециевидной формы.
Для амортизации усилий на гипсовый слой 16, возникающих при вдавливании выступом 43, на стороне гипсового слоя 16, противоположной валику 21 для создания углублений может быть предусмотрен противодействующий элемент 42'. Противодействующее устройство 42' предпочтительно регулируют так чтобы оно находилось на одной линии в направлении параллельном к нормали к поверхности гипсового слоя 16 или в вертикальном направлении.
Также в случае варианта выполнения изобретения, показанного на Фиг. 3, дозирующее устройство 26, которое подобным образом содержит ограничительное лезвие 29, предусмотрено внутри формовочного стола 28. Структура и принцип работы дозирующего устройства 26 с ограничительным лезвием 29 и контрольным устройством 27 выполнены так, чтобы они соответствовали варианту выполнения изобретения, показанному на Фиг. 2. Здесь синхронизация также достигается аналогично, то есть, дозирующее устройство 26 работает синхронно с устройством 31 для создания углублений. Для этой цели центральное контрольное устройство 32 контролирует или регулирует устройство 31 для создания углублений и в то же время скорость поддерживающего ремня 11. Дополнительно, введение углублений 19 устройством 31 для создания углублений может отслеживаться посредством сенсоров 33. На основе этой актуальной информации, касающейся функционального положения устройства 31 для создания углублений или скорости поддерживающего ремня 11 с центрального контрольного устройства 32 и контрольного устройства 27 вырабатывается команда для дозирующего устройства 26 на уменьшение заполнения гипсового слоя 16, чтобы соответствовать частоте углублений 19. Таким способом поэтому гарантируется, что гипсовый слой 16 уже заполнен уменьшенным количеством гипсовой суспензии 13 в любом месте, где бы ни были сформированы углубления 19. В этом смысле считается преимущественным, чтобы как ограничительное лезвие 29 дозирующего устройства 26, так и устройство 31 для создания углублений действовали на гипсовый слой 16 из первой оболочки 12.
На Фиг. 4а и 4b, также схематически сравниваются два варианта дозирующего устройства 26. В случае дозирующего устройства 26, показанного на Фиг. 4а, ограничительное лезвие 29, работающее сверху и/или снизу, располагают таким образом, чтобы оно было интегрировано в формовочный стол 28. В случае варианта выполнения изобретения, показанного на Фиг. 4b, вводится синхронизация количества гипсовой суспензии 13 или синхронизируемое уменьшение заполнения гипсового слоя 16 гипсовой суспензией 13 происходит уже в области узла подачи гипса 22. Для этой цели на выходе смесителя 23 или вблизи канала подачи 22 гипса можно разместить клапан 44, позволяющий фиксированно во времени уменьшать количество питающей гипсовой суспензии.
Хотя синхронизация дозировки питающей гипсовой суспензии уже была описана выше в контексте введения вдавленностей или углублений, располагающихся перпендикулярно по отношению к направлению движения, возможно также ввести синхронизируемую подачу или синхронизируемую вариацию количества подаваемой гипсовой суспензии в других применениях. Способ введения вдавленностей или углублений также никаким образом не ограничивается конкретными вышеописанными способами. Наоборот, как уже упоминалось вначале, многочисленные варианты, делающие возможным введение вдавленностей или введение углублений известны специалистам в данной области техники.
Список обозначений
|
Закрываемый противопожарный люк для полносборного строительства
Закрываемый ревизионный люк для полносборного строительства
Способ и устройство для получения электроэнергии и гипса из отработанных газов, содержащих сероводород
Способ повторного использования абразивной пыли и побочного продукта гипсокартонных панелей
Установка для производства гипсокартона и способ производства гипсовой плиты
Способ изготовления снабженной декором несущей плиты
Устойчивый к взлому композиционный материал и конструкция каркасной перегородки, крыши или потолка
Устройство и способ смешивания сыпучей горной породы
Звукопроницаемая облицовка для акустических гипсокартонных плит
Соединительный элемент с профилированными рельсами
Закрываемый противопожарный люк для полносборного строительства
Закрываемый ревизионный люк для полносборного строительства
Способ и устройство для получения электроэнергии и гипса из отработанных газов, содержащих сероводород
Способ повторного использования абразивной пыли и побочного продукта гипсокартонных панелей
Установка для производства гипсокартона и способ производства гипсовой плиты
Способ изготовления снабженной декором несущей плиты
Устойчивый к взлому композиционный материал и конструкция каркасной перегородки, крыши или потолка
Способ изготовления гипсовой штукатурной плиты и гипсовая штукатурная плита, полученная таким образом
Способ изготовления гипсовой штукатурной плиты и гипсовая штукатурная плита, полученная таким образом

