Результат интеллектуальной деятельности: СПОСОБ ЗАЩИТЫ ОТ КОРРОЗИИ СВАРНОГО СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ
Вид РИД
Изобретение
Изобретение относится к трубопроводному транспорту и может быть использовано при строительстве трубопроводов с внутренним полимерным покрытием.
Известен способ соединения труб с внутренним покрытием (патент RU №2226637, МПК F16L 13/02, опубл. в бюл. №10 от 10.04.2004 г.), включающий калибровку и расширение внутреннего диаметра концов труб, установку в зону соединения внутренней защитной втулки с противокоррозионным покрытием. Втулка на концах имеет наружные уплотнительные элементы в виде выступов, которые размещают в зонах изменения внутреннего диаметра концов труб. Наружная поверхность уплотнительных элементов соответствует конфигурации внутренней поверхности труб в указанных зонах. Продольный посадочный размер втулки берут больше соответствующего размера расширенных концов труб. В кольцевых проточках контактной поверхности уплотнительных элементов размещают кольца из упругоэластичного материала. Осевым смыканием труб обеспечивают герметизацию места соединения. Согласно описанию изобретения калибровка концов труб осуществляется до максимального внутреннего диаметра, допустимого для данного типоразмера труб, а расширение внутреннего диаметра концов труб осуществляется путем внутренней обточки.
Недостатком способа является то, что его применение ограничено трубами, внутренним покрытием которых являются футерующие пластмассовые оболочки со значительной толщиной стенки. Герметизация места соединения труб производится упругой деформацией самой пластмассовой оболочки жесткими уплотнительными элементами втулки. Данный способ неприемлем для труб с твердыми (не упругими) внутренними полимерными покрытиями (например, эпоксидными), так как предложенное увеличение продольного посадочного размера втулки относительно соответствующего размера концов труб не позволит произвести их смыкание без разрушения конструкции втулки и покрытия соединения. Кроме того, низкие упругие свойства пластмасс и их текучесть не могут обеспечить надежность герметизации места соединения труб. Размещение дополнительных колец из упругоэластичного материала в проточках контактной поверхности уплотнительных элементов проблему не решает, так как их уплотнение происходит по пластмассе. Недостатком способа является его высокая трудоемкость, включающая предварительную калибровку концевых участков труб с последующим увеличением их внутреннего диаметра в зоне герметизации путем обточки. Внутренняя обточка концов труб снижает их расчетную механическую прочность за счет снижения толщины стенки трубы. Недостатком способа является ненадежная фиксация (крепление) защитной втулки во внутренней полости трубопровода, которая держится только на пластмассовых футеровках труб. Существует опасность смещения защитной втулки давлением перекачиваемой среды или специальным оборудованием при очистке и диагностике внутренней полости трубопровода.
Наиболее близким по технической сущности к предлагаемому изобретению является способ антикоррозионной защиты зон сварного соединения труб с внутренним полимерным покрытием (Даутов Ф.И., Шаммасов P.M., Князев С.Ю. Новый способ антикоррозионной защиты зон сварного соединения труб с внутренним полимерным покрытием // Нефтяное хозяйство. - 2009. - №9. - С. 125-127), включающий двойную калибровку концов труб до нанесения внутреннего покрытия. Первая калибровка осуществляется по максимальному допуску на внутренний диаметр труб. Вторая калибровка выполняется для образования кольцевого перегиба между деформированными участками. При монтаже трубопровода в концы соединяемых труб устанавливают защитную стальную втулку с антикоррозионным покрытием. На концах защитной втулки установлены уплотнительные кольца из резины. При силовом осевом стягивании труб друг к другу уплотнительные кольца, деформируясь при упоре в их кольцевые перегибы, обеспечивают герметичность полости между втулкой и трубами. Отсутствие контакта перекачиваемой среды с оголенной зоной сварного шва исключает его внутреннюю коррозию.
Недостатком способа является трудоемкость при осуществлении двойной калибровки. Кроме того, герметичность полости между защитной втулкой и сварным швом может обеспечиваться только для труб с небольшим рабочим давлением. Герметичность зависит от площади контакта кольцевых перегибов с уплотнительными кольцами. Данная площадь, в свою очередь, зависит от размера второй калибровки, которая ограничена допустимой степенью радиальной раздачи труб. В случае превышения данной степени для обеспечения герметичности при более высоких давлениях может возникнуть опасность трещинообразования концов труб. Недостатком способа также является необходимость больших усилий при осевом стягивании труб вследствие возникновения сил трения между уплотнительными кольцами и внутренней поверхностью труб.
Техническими задачами изобретения являются снижение трудоемкости способа, обеспечение надежной защиты от коррозии сварных соединений трубопроводов с внутренним антикоррозионным покрытием, имеющих высокое рабочее давление, а также снижение силовой нагрузки при осевом стягивании труб.
Поставленные технические задачи решаются способом защиты от коррозии сварного соединения труб с внутренним антикоррозионным покрытием, включающим калибровку концов труб до нанесения внутреннего покрытия, размещение в зоне калибровки внутренней защитной втулки, имеющей на наружной поверхности на концах уплотнительные элементы, а в середине - центратор и кольцо из теплоизоляционного материала, герметизацию полости между трубой и защитной втулкой уплотнительными элементами в процессе сборки и последующую сварку соединения.
Новым является то, что уплотнительные элементы дополнительно перед сборкой с краев втулки снабжают подвижными шайбами, выполненными с возможностью взаимодействия с переходом между калиброванной и некалиброванной частями труб при сборке, а втулку снабжают при изготовлении с двух сторон конусами, расширяющимися к середине и выполненными с возможностью взаимодействия изнутри с уплотнительными элементами при сборке под действием шайб с герметизацией полости между трубой и защитной втулкой, причем перед сборкой на уплотнительные элементы снаружи и изнутри наносят антифрикционный материал.
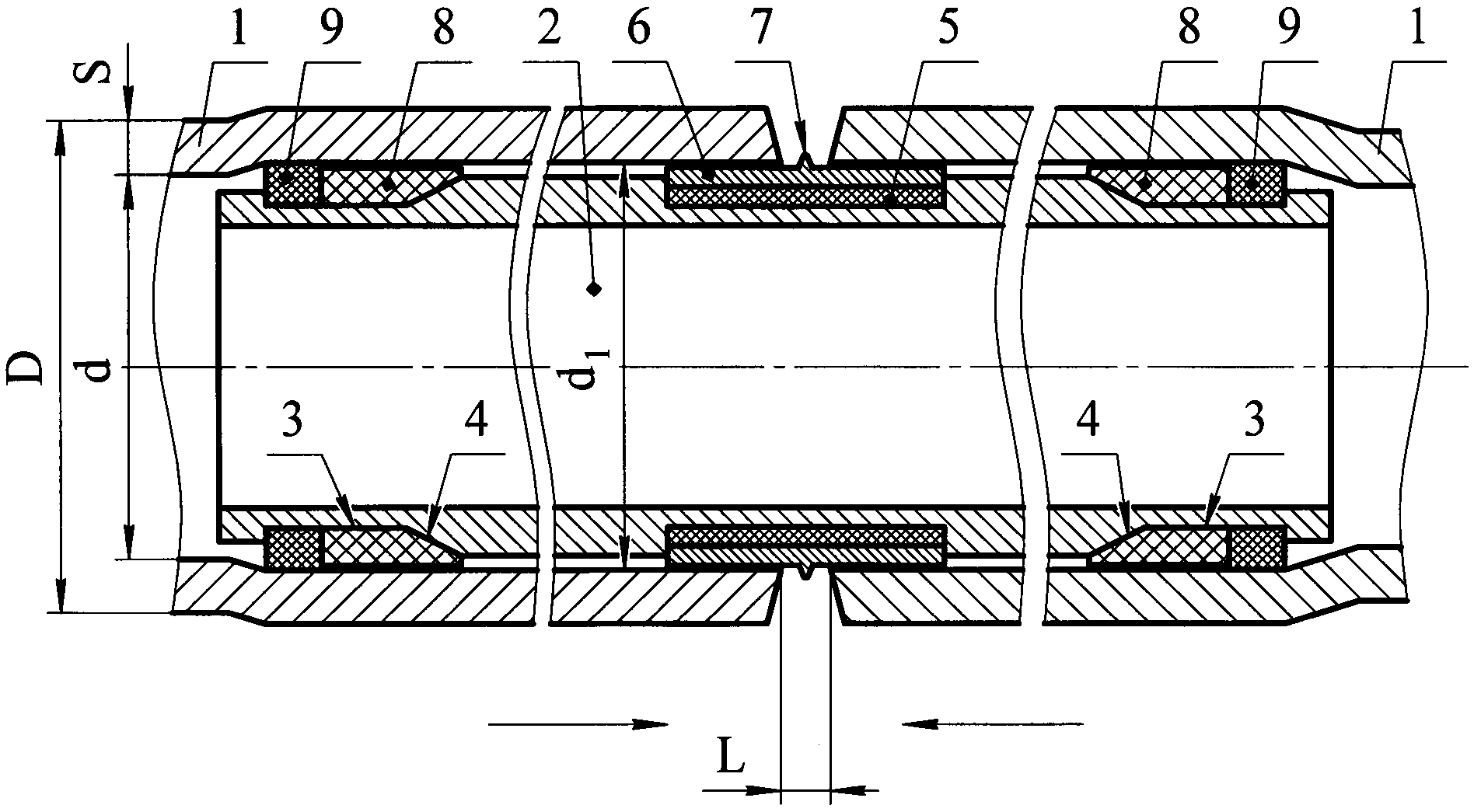
На чертеже изображен продольный разрез сварного соединения труб с внутренним антикоррозионным покрытием.
Способ может быть осуществлен следующим образом.
Концевые участки металлических труб 1 диаметром D и толщиной стенки S предварительно калибруют до максимального внутреннего диаметра d1, допустимого для данного типоразмера труб. Наносят на внутреннюю поверхность труб 1 антикоррозионное покрытие (на чертеже условно не показано из-за малой толщины). Изготавливают защитную втулку 2 в антикоррозионном исполнении (из стали с последующим нанесением наружного и внутреннего антикоррозионного покрытия, из коррозионностойкой стали, из стеклопластика, из текстолита и т.д.). На наружной поверхности концевых участков защитной втулки 2 выполняют проточки 3. На внутренних торцах проточек 3, обращенных к серединной части защитной втулки 2, изготавливают конусы 4. В середине втулка имеет наружную кольцевую проточку, заполненную теплоизоляционным материалом 5, заключенным в стальной кожух 6. На наружной поверхности стального кожуха 6 выполнен кольцевой упор 7. В проточки 3 устанавливают уплотнительные элементы 8 из упругоэластичного материала (резины, полиуретана и др.). В проточки 3 со стороны торцов защитной втулки 2 устанавливают подвижные шайбы 9, выполненные, так же как и защитная втулка 2, в антикоррозионном исполнении (из стали с последующим нанесением наружного и внутреннего антикоррозионного покрытия, из коррозионностойкой стали, из стеклопластика, из текстолита и т.д.). На уплотнительные элементы 8 снаружи и изнутри наносят антифрикционный материал (например, солидол, литол, масло и т.д.). Защитная втулка 2 в сборе устанавливается в калиброванные концы труб 1 до контакта подвижных шайб 9 в переходы между калиброванными (внутренний диаметр d1) и не калиброванными участками (внутренний диаметр d) труб 1. При этом между торцами труб остается зазор длиной L. Далее при помощи специального приспособления (на чертеже условно не показано), работающего по принципу домкрата, производят силовое смыкание труб 1 до исчезновения зазора L. В процессе силового смыкания подвижные шайбы 9, упираясь в переходы между калиброванными и не калиброванными участками труб 1, смещают уплотнительные элементы 8 в осевом направлении. При осевом смещении уплотнительные элементы 8 перемещаются по конусам 4 защитной втулки 2. В конце осевого смещения (при исчезновении зазора L) наружные и внутренние поверхности уплотнительных элементов 8 плотно прижимаются к наружной поверхности защитной втулки 2 и к внутренней поверхности труб 1, обеспечивая надежную герметичность полости между трубами 1 и защитной втулкой 2. При этом нанесенный на уплотнительные элементы 8 антифрикционный материал в разы снижает усилие осевого смыкания труб вследствие снижения силы трения уплотнительных элементов о стенки труб 1. Осуществляют прихватку сваркой концов труб 1, демонтируют приспособление для стяжки труб, осуществляют стыковую сварку труб 1. Кольцевой упор 7 стального кожуха 6 обеспечивает равномерное сжатие уплотнительных элементов 8. Кроме того, кольцевой упор 7 сплавляется с торцами труб 1 в корне сварного шва. Таким образом, кольцевой упор обеспечивает надежную фиксацию защитной втулки 2 во внутренней полости труб 1. Кроме того, осевому смещению защитной втулки 2 препятствуют толкатели 9 и внутренняя калибровка труб 1. Надежная герметичность полости между защитной втулкой 2 и стальными трубами 1, где располагается оголенная зона сварного шва, обеспечивается прижатием между ними уплотнительных элементов 8, а также их заклиниванием конусами 4 защитной втулки 2. В предлагаемом способе герметизация полости между защитной втулкой 2 и трубами 1 осуществляется не в зоне переходов между калиброванной и некалиброванной частями труб, а в зоне конусов 4 защитной втулки 2. В данном случае для увеличения площади контакта уплотнительных элементов 8 (для трубопроводов с высокими давлениями) нет необходимости увеличивать степень раздачи калибровки концов труб, так как площадь контакта находится на конусе 4 защитной втулки 2. Для увеличения площади конусов 4 достаточно увеличить толщину стенки защитной втулки 2. Переходы между калиброванной и некалиброванной частями труб 1 служат упорами для подвижных шайб 9. Поэтому калибровка концов труб 1 может быть выполнена с минимальной степенью раздачи, не выходящей за пределы допустимых значений.
Предлагаемый способ позволяет снизить трудоемкость за счет исключения двойной калибровки концов труб, обеспечить надежную защиту от коррозии сварных соединений трубопроводов с внутренним антикоррозионным покрытием, имеющих высокое рабочее давление, а также снизить силовую нагрузку при осевом стягивании труб.
Способ защиты от коррозии сварного соединения труб с внутренним антикоррозионным покрытием, включающий калибровку концов труб до нанесения внутреннего покрытия, размещение в зоне калибровки внутренней защитной втулки, имеющей на наружной поверхности на концах уплотнительные элементы, а в середине - центратор и кольцо из теплоизоляционного материала, герметизацию полости между трубой и защитной втулкой уплотнительными элементами в процессе сборки и последующую сварку соединения, отличающийся тем, что уплотнительные элементы дополнительно перед сборкой с краев втулки снабжают подвижными шайбами, выполненными с возможностью взаимодействия с переходом между калиброванной и некалиброванной частями труб при сборке, а втулку снабжают при изготовлении с двух сторон конусами, расширяющимися к середине и выполненными с возможностью взаимодействия изнутри с уплотнительными элементами при сборке под действием шайб с герметизацией полости между трубой и защитной втулкой, причем перед сборкой на уплотнительные элементы снаружи и изнутри наносят антифрикционный материал.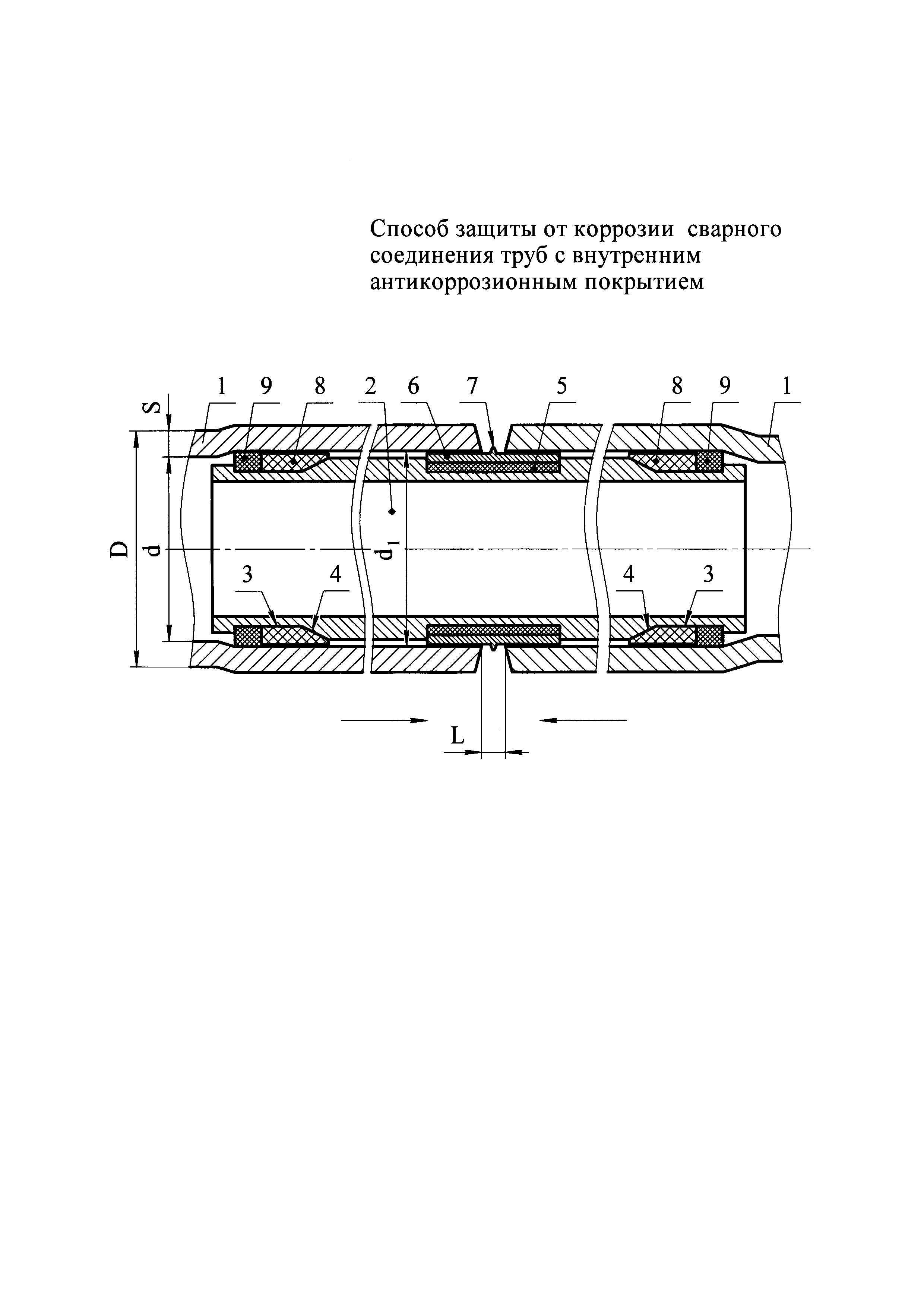
Состав для кислотной обработки прискважинной зоны пласта (варианты)
Пробойник
Способ разработки залежи сверхвязкой нефти с водоносными интервалами
Способ исследования нагнетательных скважин
Пневматический ловитель насосных штанг
Способ очистки фильтрационной зоны горизонтальной скважины с аномально низким пластовым давлением
Устройство для выполнения отверстия в трубопроводе, находящемся под давлением
Скважинная штанговая насосная установка
Способ разработки залежи сверхвязкой нефти с водоносными интервалами
Гидравлический якорь
Способ интенсификации работы скважины после её строительства
Способ интенсификации работы скважины
Способ интенсификации работы скважины после её строительства
Способ большеобъемной селективной кислотной обработки призабойной зоны пласта в карбонатных коллекторах
Состав для гидравлического разрыва пласта
Реактивный снаряд
Кассетная головная часть
Способ обработки прискважинной зоны

