Результат интеллектуальной деятельности: Устройство для нарезания наружной резьбы
Вид РИД
Изобретение
Изобретение относится к области машиностроения, а именно к обработке материалов резанием, и может быть использовано для механического и ручного нарезания и калибрования наружной резьбы, в том числе в труднодоступных местах.
Из существующего уровня техники известна круглая плашка для нарезания резьбы, содержащая корпус в виде кольца с внутренней резьбообразующей частью, прерываемой стружечными отверстиями, формирующими режущие зубья плашки. При работе известная плашка устанавливается в привод по наружному цилиндру [ГОСТ 9740-71, утвержден 03.09.1971].
Также известна шестигранная плашка для нарезания резьбы, содержащая корпус в виде кольца с внутренней резьбообразующей частью, прерываемой стружечными отверстиями, формирующими режущие зубья плашки. При работе известная плашка устанавливается в привод по наружному шестиграннику [ГОСТ Р 50561-93, утвержден 21.04.1993].
Недостатком известных устройств является ограниченная область использования по причине невозможности изготовления резьбы в случае близкого расположения обрабатываемой и соседних с ней поверхностей из-за габаритов известных устройств, обусловленных стружечными отверстиями и наружным посадочным местом под привод. Также причиной ограниченной области использования является невозможность механического калибрования наружной резьбы в случае, если обрабатываемая образующая изделия прерывается пазами, разделяющими образующую изделия на выступы величиной, меньше или равной величине стружечного отверстия, в результате чего происходит западание зубьев известных устройств в пазы изделия. Кроме того, известные конструкции имеют редкое расположение зубьев, что отрицательно влияет на стойкость инструмента.
Известна плашка, содержащая корпус в виде кольца с внутренней резьбообразующей частью, прерываемой одним стружечным отверстием. При работе известная плашка устанавливается в привод по наружному цилиндру [патент №2077414, B23G 5/04, опубл. 20.04.1997].
Недостатком известного устройства является ограниченная область использования по причине невозможности изготовления резьбы в случае близкого расположения обрабатываемой и соседних с ней поверхностей из-за габаритов известного устройства, обусловленных стружечным отверстием и наружным посадочным местом под привод. Также известная конструкция имеет один зуб, что отрицательно влияет на стойкость инструмента.
Наиболее близкой предлагаемому изобретению по технической сущности и достигаемому результату является плашка, содержащая корпус в виде втулки с зажимным кольцом, установленным на наружный цилиндр корпуса, и с внутренней резьбообразующей частью, прерываемой широкими открытыми канавками с угловым профилем и длиной вдвое больше резьбообразующей части, которые формируют 3…4 режущих зуба плашки. При работе известная плашка устанавливается в привод наружным цилиндром [ОСТ НКТП 6313/299, действие прекращено в 1976; Семенченко И.И., Матюшин В.М., Сахаров Г.Н. Проектирование металлорежущих инструментов. - М.: Машгиз, 1962, стр. 579-580].
Недостатком известного устройства является ограниченная область использования по причине невозможности изготовления резьбы в случае близкого расположения обрабатываемой и соседних с ней поверхностей из-за габаритов известного устройства, обусловленных наличием зажимного кольца и наружным посадочным местом под привод. Известная конструкция имеет редкое расположение зубьев и гибкую калибрующую часть, что отрицательно влияет на стойкость инструмента.
Предлагаемое изобретение направлено на расширение эксплуатационных возможностей устройства и повышение срока его службы.
Поставленная задача решается тем, что устройство для изготовления наружной резьбы содержит корпус с внутренней резьбообразующей частью и посадочным отверстием для установки на привод, при этом резьбообразующая часть имеет заборный конус с режущими зубьями, образованными открытыми радиальными прорезями прямоугольной формы, ширина которых меньше длины обработки образующей изделия, а длина больше длины заборного конуса минимум на два витка резьбы и меньше длины резьбообразующей части.
Выполнение корпуса с внутренней резьбообразующей частью и посадочным отверстием для установки на привод обеспечивает минимально возможную толщину корпуса, которая уменьшает наружный габарит устройства и позволяет осуществить изготовление наружной резьбы при близком расположении обрабатываемой и соседних с ней поверхностей, что расширяет эксплуатационные возможности устройства.
Выполнение заборного конуса с режущими зубьями, образованными открытыми радиальными прорезями прямоугольной формы позволяет разместить в корпусе наибольшее количество зубьев, что обеспечивает перераспределение снимаемого припуска на все зубья и снижение нагрузки на каждый зуб. Кроме того, прямоугольная форма профиля радиальных прорезей способствует формированию режущих зубьев с профилем в форме углового сектора, что повышает прочность режущих зубьев. В результате срок службы устройства повышается.
Ширина радиальных прорезей в рабочей части корпуса, выполненная меньше длины обработки образующей изделия, не допускает проникновения элементов изделия в прорези устройства и, соответственно, западания зубьев устройства в изделие, что позволяет дополнительно к нарезке резьбы обеспечить выполнение ее механического калибрования, в том числе если обрабатываемая образующая изделия прерывается пазами, что позволяет расширить эксплуатационные возможности устройства.
Выполнение длины радиальных прорезей больше длины заборного конуса минимум на два витка резьбы и меньше длины резьбообразующей части обеспечивает высоту режущих зубьев, достаточную для снятия припуска, и при этом снижение амплитуды прогиба зубьев, что также повышает их прочность. Наличие прорезей, по крайней мере, на двух витках резьбообразующей части после заборного конуса, способствует полному удалению снимаемой стружки. Снижение нагрузки на зубья, повышение их прочности и удаление снимаемой стружки повышают стойкость режущих свойств устройства, увеличивая тем самым срок его службы.
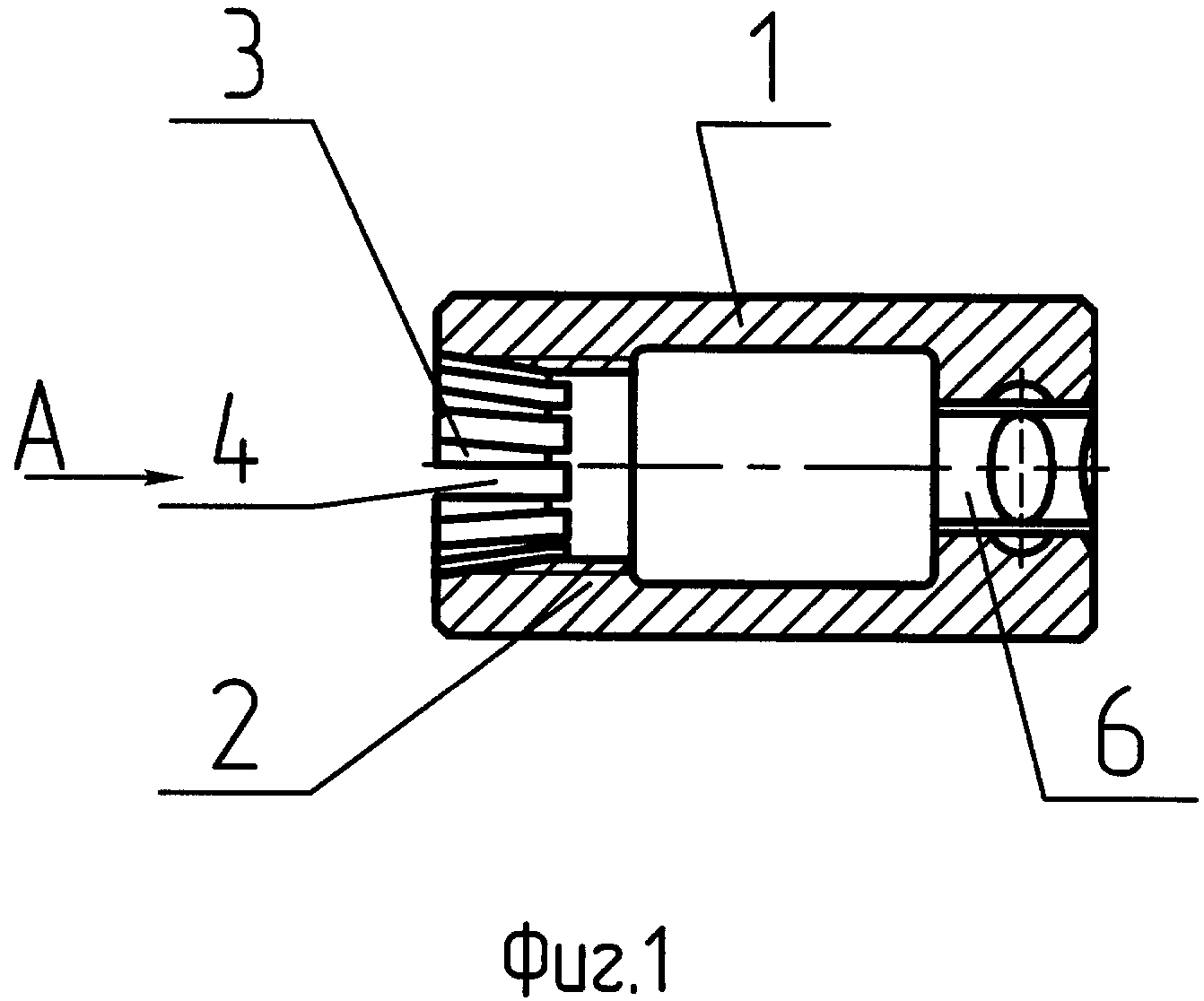
На фиг. 1 изображено предлагаемое устройство; на фиг. 2 - вид А на фиг. 1.
Предлагаемое устройство содержит корпус 1, в котором выполнена внутренняя резьбообразующая часть 2 с заборным конусом 3, прерванная открытыми радиальными прорезями 4, формирующими режущие зубья 5. Корпус 1 содержит посадочное отверстие 6, которое выполнено в корпусе с учетом возможности установки его на привод для получения от него крутящего момента.
Предлагаемое устройство работает следующим образом.
Устройство для изготовления наружной резьбы устанавливается посадочным отверстием 6 на привод, обеспечивающий вращательное движение устройства. При этом независимо от расположения обрабатываемой и соседних с ней поверхностей есть возможность сообщить устройству вращательное движение вокруг его оси благодаря малым габаритам устройства и установке на привод по отверстию 6. Заборный конус 3 на резьбообразующей части 2 навинчивается на изделие, за счет чего устройство получает поступательное движение, и режущие зубья 5 снимают припуск с обрабатываемой поверхности. Радиальные прорези 4, выполненные шириной меньше длины обработки образующей изделия, обуславливают свободное навинчивание устройства на образующую изделия, позволяя выполнять механическое калибрование. Режущие зубья 5 вступают в работу поочередно и по прохождении первого витка резьбы работают одновременно все, за счет чего снимаемый припуск равномерно распределяется и на каждый зуб действует оптимальная величина нагрузки. Благодаря открытым радиальным прорезям 4, стружка свободно удаляется. После прохода по всей длине обрабатываемой резьбы, устройству при помощи привода сообщается обратное вращение, способствующее его отвинчиванию.
Таким образом, предлагаемое изобретение позволяет расширить эксплуатационные возможности устройства для нарезания наружной резьбы и при этом повысить его прочность.
Устройство для нарезания наружной резьбы на изделии, отличающееся тем, что оно содержит корпус с внутренней резьбообразующей частью и посадочным отверстием для установки на привод, при этом резьбообразующая часть имеет заборный конус с режущими зубьями, образованными открытыми радиальными прорезями прямоугольной формы, ширина которых меньше обрабатываемой длины образующей изделия, а длина больше длины заборного конуса минимум на два витка резьбы и меньше длины резьбообразующей части.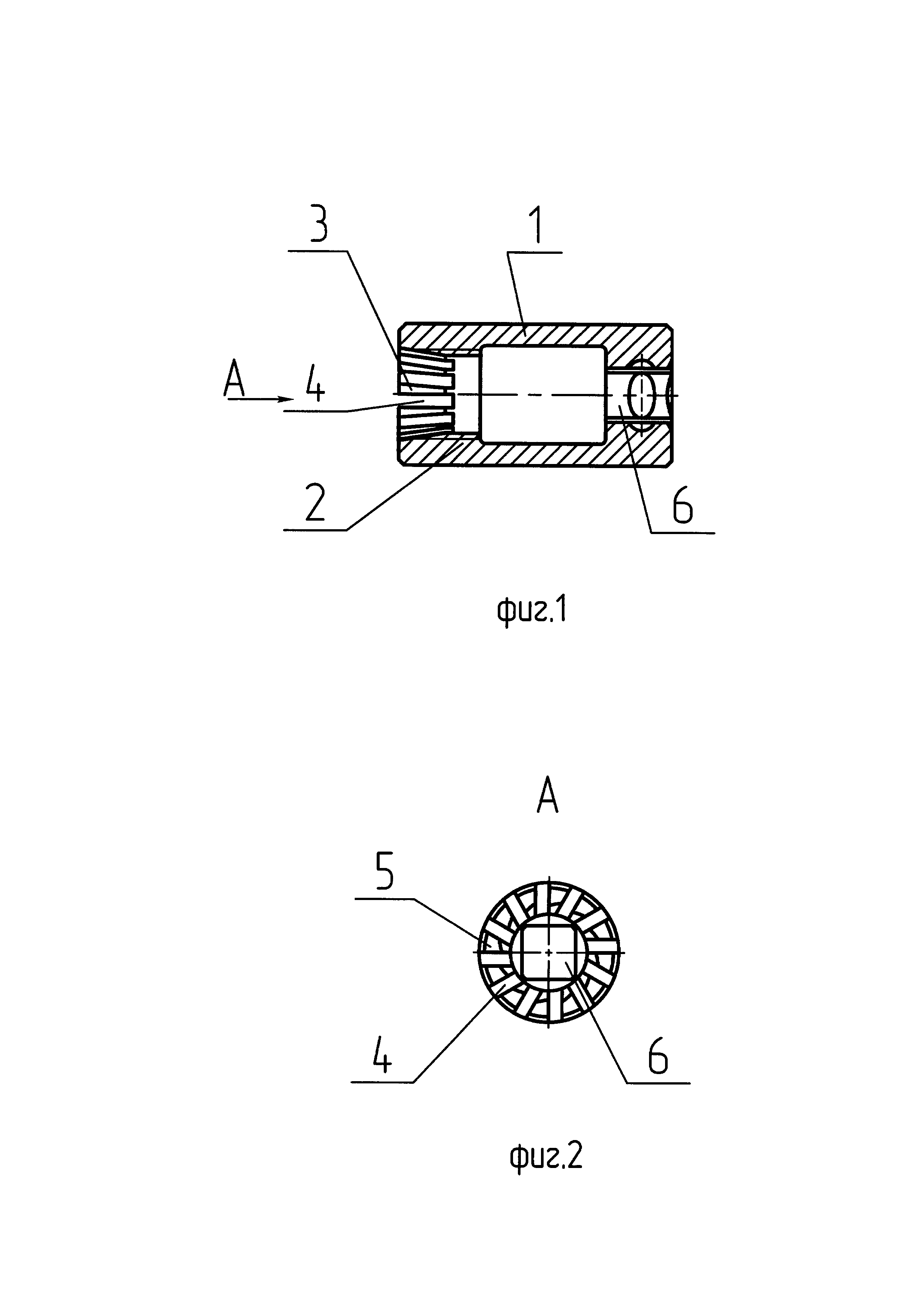
Способ изготовления полой вентиляторной лопатки
Способ диагностики технического состояния межроторного подшипника двухвального газотурбинного двигателя
Литейный алюминиевый сплав
Литейный магниевый сплав
Способ получения сплавов на основе титана
Сплав на основе гамма алюминида титана
Пакет для изготовления полого многослойного ячеистого изделия способом диффузионной сварки и сверхпластической формовки
Устройство для вальцевания полых деталей
Способ изготовления из порошковых материалов изделий сложной формы
Снегоход
Способ изготовления полой вентиляторной лопатки
Способ диагностики технического состояния межроторного подшипника двухвального газотурбинного двигателя
Литейный алюминиевый сплав
Литейный магниевый сплав
Способ получения сплавов на основе титана
Сплав на основе гамма алюминида титана
Пакет для изготовления полого многослойного ячеистого изделия способом диффузионной сварки и сверхпластической формовки
Устройство для вальцевания полых деталей

