Результат интеллектуальной деятельности: СПОСОБ НАРЕЗАНИЯ ВИНТОВЫХ КАНАВОК С ПЕРЕМЕННЫМ ШАГОМ НА ФРЕЗЕРНОМ СТАНКЕ С ЧПУ
Вид РИД
Изобретение
Изобретение относится к металлообработке, а именно к обработке материалов резанием, и может применяться при фрезеровании винтовых канавок с переменным шагом на фрезерном станке с системой ЧПУ.
Известен способ обработки винтовых канавок переменного шага и сечения на телах вращения, при котором заготовке сообщают вращение, а двум инструментам, в качестве которых используют установленные с возможностью вращения вокруг своих параллельных осей резцовые головки, - согласованные перемещения в продольном и радиальном направлениях и дополнительное, согласованное с продольным вращательное движение вокруг оси, параллельной осям головок (а.с. СССР №1745435, МПК В23С 3/32, опубл. 07.07.1992).
К недостатку данного способа относится невозможность фрезерования винтовых канавок с любым законом изменения шага, а применение дополнительного инструмента усложняет процесс наладки заданного закона изменения шага.
Известен способ обработки винтовых поверхностей переменного шага, осуществляемый с помощью устройства к фрезерному станку для обработки винтовых поверхностей и заключающийся в том, что заготовке сообщают перемещение в осевом направлении и вращение, кроме того, при сохранении постоянным положения оси фрезы перпендикулярно к образующей винтовой поверхности канавки заготовке сообщают дополнительное вращательное движение при постоянной скорости подачи заготовки (а.с. СССР №664771, МПК B23F 3/32, опубл. 30.05.1979).
В описанном выше способе на червячное колесо подается постоянная скорость от перемещения стола, которая также обеспечивает постоянство вращения без всякой связи с изменением винтовой линии. Переменный шаг может получиться в том случае, если копир будет изготовлен с переменным шагом винтовой линии, поэтому данное предложение можно применять для конкретного случая. Для изменения шага винтовой линии необходимо менять копир, т.к. механизмов скорости изменения вращения копира не предусмотрено. При этом условием такого изготовления является сохранение постоянным положения оси фрезы перпендикулярно к образующей винтовой поверхности канавки.
Известен также способ фрезерования винтовых канавок, при котором заготовке сообщают перемещение в осевом направлении и вращение, а также дополнительное вращательное движение при постоянной скорости подачи заготовки, при этом дополнительное вращение заготовки осуществляют с переменной угловой скоростью, а фрезе сообщают согласованное перемещение в продольном и радиальном направлениях, поворачивая ее на угол подъема винтовой канавки (патент РФ №2529144, МПК В23С 3/28 (2006.01), опубл. 27.09.2014).
Наиболее близким техническим решением, выбранным в качестве ближайшего аналога, является способ фрезерования деталей на станках с ЧПУ, включающий крепление заготовки с деталями к столу фрезерного станка, фиксацию положения вершины угла стола фрезерного станка, его расстояния до вершины угла и центра симметрии заготовки, и с их учетом формирование координаты точки начала обработки каждой детали, обработку каждой детали путем сообщения заготовке возвратно-поступательного движения, а фрезе - вращательного движения и перемещения в пространстве в соответствии с сигналами формирования профиля детали, после окончания обработки перевод фрезы в центр симметрии заготовки, а затем - в точку начала обработки следующей детали (патент РФ №2432238, МПК В23С 3/00 (2006.01), опубл. 27.10.2011).
К недостатку данного способа относится невозможность фрезерования винтовых канавок с любым законом изменения шага.
Технической задачей, на решение которой направлено предлагаемое изобретение, является обеспечение возможности фрезерования на универсальном фрезерном станке с системой ЧПУ винтовых канавок с заданным законом изменения шага.
Указанная выше задача решается тем, что в способе нарезания винтовых канавок с переменным шагом на фрезерном станке с ЧПУ, при котором осуществляют обработку заготовки путем сообщения ей возвратно-поступательного движения по осям х, у, а дисковой фрезе - вращательного движения в соответствии с сигналами формирования профиля детали, перед началом обработки заготовку размещают в делительной головке, установленной на поворотном столе, размещенном на столе станка, ориентируют заготовку относительно фрезы на заданный угол подъема винтовой канавки, настраивают глубину винтовой канавки, обеспечивают положение фрезы параллельно углу подъема винтовой линии управлением углом поворота поворотного стола вокруг вертикальной оси z, которое осуществляют приводом от шагового двигателя с управлением координатой Ζ станка через дополнительный делитель, и при равномерном вращении заготовки вокруг вертикальной оси осуществляют согласованное перемещение заготовки вращением поворотного стола и ее перемещением по координатам X и Υ, при этом дисковая фреза имеет профиль винтовой канавки.
Совокупность отличительных признаков, заключающаяся в том, что перед началом обработки заготовку размещают в делительной головке, установленной на поворотном столе, размещенном на столе станка, ориентируют заготовку относительно фрезы на заданный угол подъема винтовой канавки, настраивают глубину винтовой канавки, обеспечивают положение фрезы параллельно углу подъема винтовой линии управлением углом поворота поворотного стола вокруг вертикальной оси z, которое осуществляют приводом от шагового двигателя с управлением координатой Ζ станка через дополнительный делитель, и при равномерном вращении заготовки вокруг вертикальной оси осуществляют согласованное перемещение заготовки вращением поворотного стола и ее перемещением по координатам X и Y, при этом дисковая фреза имеет профиль винтовой канавки, позволяет фрезеровать на универсальном фрезерном станке с системой ЧПУ винтовые канавки с заданным законом изменения шага.
Предлагаемое техническое решение поясняется схемой и графиками:
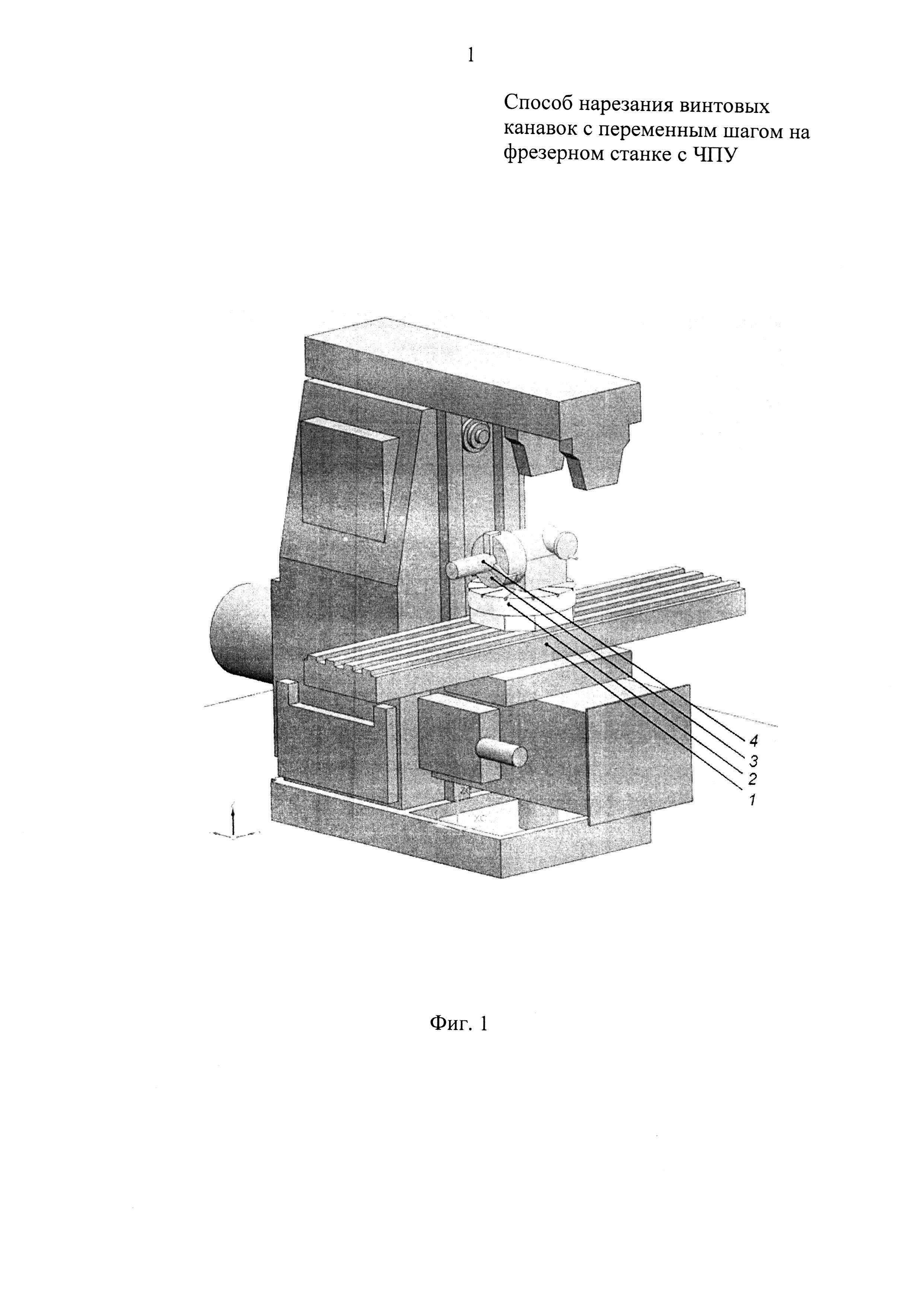
фиг. 1 - схема фрезерного станка с установленными поворотным столом, делительной головкой и заготовкой;
фиг. 2 - принципиальная схема устройства для осуществления предлагаемого способа;
фиг. 3-7 - графики, поясняющие способ обработки.
Способ может быть применен на универсальных фрезерных станках (фиг. 1) с системой ЧПУ, обеспечивающей управление приводами движения по осям x, у, z, содержащих стол, перемещаемый от приводов станка, обеспечивающих перемещение заготовки по осям х, у, z. Для осуществления данного способа на стол 1 станка устанавливается поворотный стол 2, осуществляющий вращение заготовки 3 вокруг вертикальной оси z с приводом от шагового двигателя. Поворотный стол предназначен для ориентирования заготовки относительно инструмента, которым при данном способе является дисковая фреза, имеющая профиль винтовой канавки. На поворотный стол 2 устанавливается делительная головка 4 для установки заготовки 3, осуществляющая вращение цилиндрической заготовки вокруг своей оси с приводом от шагового двигателя и управлением, совместимым с системой ЧПУ станка (не показано).
Заготовку 3 устанавливают с помощью делительной головки 4, установленной на поворотном столе 2, который, в свою очередь, установлен на столе 1 фрезерного станка. Стол поворачивают вручную с помощью привода на угол ϕ подъема винтовой канавки, соответствующий наибольшему шагу:
ϕ=arctg(tmax/πD),
где tmax - наибольший шаг винтовой канавки,
D - диаметр заготовки.
Отсоединяют вход управляющих сигналов с коммутатора координаты Ζ станка и подсоединяют его к коммутатору управления шаговым двигателем делительной головки.
Вручную, перемещением координаты Ζ стола станка, настраивают глубину винтовой канавки, которая является постоянной.
Делительная головка 4 обеспечивает равномерное вращение заготовки n0, задаваемой сигналами управления координатой Ζ.
Определенное положение вертикальной оси фрезы и оси заготовки достигается за счет согласованного перемещения по осям x и y стола 1 фрезерного станка, осуществляемого приводами стола по осям x и y по сигналам управления от системы ЧПУ станка и определяется программой.
Для обеспечения положения дисковой фрезы параллельно углу подъема винтовой линии предлагается управление углом поворота поворотного стола 2 вокруг вертикальной оси приводом от шагового двигателя с управлением координатой Ζ станка через дополнительный делитель (фиг. 2). Этим достигается согласованное вращение заготовки и изменение угла между осью заготовки и вертикальной осью дисковой фрезы.
Роль задающего генератора, подающего импульсы на делитель «Д», выполняют сигналы управления системы ЧПУ станка по координате Ζ, подаваемые на делительную головку.
Вначале программа управления фрезерным станком пишется на канавку с постоянным опорным шагом, затем на него накладывается переменный шаг, изменяющийся по определенному закону. Программируем обработку отрезка OZK (фиг. 3 и фиг. 4),
Импульсы ΔΖ подаются на шаговый двигатель делительной головки 4 и через делитель (который в данном случае настроен на ноль) на шаговый двигатель поворотного стола 2. Известно, что в результате приращений на приводы координат X и Ζ будут поданы импульсы по приращениям ΔΧ и ΔΥ. Импульсы в количестве ΔΧ подаются на продольную подачу, а импульсы ΔΥ подаются на поперечную подачу.
В результате получим винтовую линию с постоянным шагом:

где h - коэффициент, учитывающий угловую дискрету делительной головки.
Для обеспечения нарезания винтовой канавки с переменным шагом на равномерное вращение заготовки 3 накладывается переменное вращение поворотного стола 2 и перемещение заготовки по координатам X и Y, обеспечивающее увеличение шага Δti винтовой канавки по сравнению с начальным значением to:
Δti=ti-to,
где ti - текущее значение шага винтовой канавки;
Δti - величина переменная.
Для получения винтовой канавки переменного шага настраиваем делитель. В качестве задающего генератора импульсов служат импульсы координаты Z, подаваемые на делительную головку 4. Делитель служит для настройки закона изменения угла винтовой канавки.
Если по требованию к винтовой канавке необязательно непрерывное, плавное изменение шага, то можно предложить программирование нарезки винтовой канавки по следующей схеме (фиг. 5 и фиг. 6).
Откладываем по оси z отрезки, равные цене импульса делительной головки 4 (цена импульса координаты Z станка). Строим треугольники с необходимым приращением шага по координатам X и Y. Программируем обработку отрезков OZK1, OZK2 и т.д., определяем координаты ХК1, ХК2 … XKi и YK1, YK2 … YKi с перемещением начала координат в точки ОК1, ОК2 … OKi. Направляем импульсы по осям x и y. Получим винтовую линию с переменным по длине винта шагом, но с постоянным шагом в пределах каждого витка (фиг. 7).
Способ нарезания винтовых канавок с переменным шагом на фрезерном станке с ЧПУ, при котором осуществляют обработку заготовки путем сообщения ей возвратно-поступательного движения по осям x, y, а дисковой фрезе - вращательного движения в соответствии с сигналами формирования профиля детали, отличающийся тем, что перед началом обработки заготовку размещают в делительной головке, установленной на поворотном столе, размещенном на столе станка, ориентируют заготовку относительно фрезы на заданный угол подъема винтовой канавки, настраивают глубину винтовой канавки, обеспечивают положение фрезы параллельно углу подъема винтовой линии управлением углом поворота поворотного стола вокруг вертикальной оси z, которое осуществляют приводом от шагового двигателя с управлением координатой Z станка через дополнительный делитель, и при равномерном вращении заготовки вокруг вертикальной оси осуществляют согласованное перемещение заготовки вращением поворотного стола и ее перемещением по координатам X и Y, при этом дисковая фреза имеет профиль винтовой канавки.
Универсальный зубофрезерный станок
Способ фрезерования винтовых канавок с переменным шагом и радиусом профиля
Устройство для автоматической смазки шарниров тяговой цепи подвесного конвейера
Способ измерения координат центра и радиуса цилиндрических участков деталей
Способ обработки профиля зубьев шлицевых протяжек
Датчик для определения положения детали относительно системы координат станка
Приспособление для нарезания глобоидных червяков на станке с чпу
Фрезерный станок для обработки долбяков
Комплект шаблонов для контроля допустимых размеров дефектов в виде раковин на поверхности отливок
Комплект шаблонов для контроля допустимой глубины дефектов в виде раковин на поверхности отливок
Универсальный зубофрезерный станок
Способ фрезерования винтовых канавок с переменным шагом и радиусом профиля
Устройство для автоматической смазки шарниров тяговой цепи подвесного конвейера
Способ измерения координат центра и радиуса цилиндрических участков деталей
Способ обработки профиля зубьев шлицевых протяжек
Датчик для определения положения детали относительно системы координат станка
Приспособление для нарезания глобоидных червяков на станке с чпу
Фрезерный станок для обработки долбяков
Комплект шаблонов для контроля допустимых размеров дефектов в виде раковин на поверхности отливок
Комплект шаблонов для контроля допустимой глубины дефектов в виде раковин на поверхности отливок

