Результат интеллектуальной деятельности: Устройство для крепления шлифовального инструмента
Вид РИД
Изобретение
Изобретение относится к области абразивной обработки, в частности к креплению шлифовального инструмента для изготовления деталей и инструмента из трудношлифуемых материалов и сплавов.
Известно устройство для крепления шлифовального круга, содержащее опорный и прижимной фланцы, между которыми установлен шлифовальный круг, гайку, предназначенную для закрепления инструмента (см. кн. Хрульков В.А. и др. Алмазные инструменты в прецизионном приборостроении, М.: Машиностроение, 1977, стр. 102, рис. 26, а).
На данном устройстве устанавливаются стандартные круги плоские прямого профиля типа 1A1 (Гост 16167-90), 14U1 (Гост 16169-81), 1FF1 (Гост 16180-91), 1EE1 и 14EE1 (Гост 16179-91). Корпуса таких кругов изготавливаются в основном из конструкционных сталей и алюминиевых сплавов, на которых напрессован абразивосодержащий рабочий слой толщиной порядка 3…10 мм. Устройство в сборе устанавливается на конусной части вала шпинделя станка и закрепляется посредством центрального винта.
Недостатками устройства является отсутствие расширения функциональных возможностей устройства:
оно не предназначено для операций шлифования различных по форме и размерам поверхностей деталей в виду отсутствия возможности установки различных комплектов шлифовальных кругов, а также их смещения в осевом направлении одного относительно другого для взаимодействия с поверхностями детали из за отсутствия мерных установочных шайб;
отсутствие в данной конструкции сменных переходных конических втулок не позволяет производить установку устройства на конических концах валов шпинделей различных моделей станков;
данное устройство не предназначено для ведения процесса электролитической обработки деталей и правки шлифовального инструмента из за отсутствия электроизоляции его от основного корпуса.
а также значительны затраты на шлифовальный инструмент массового производства, обусловленные нерациональным расходом конструкционного материала на корпуса, и на их изготовление.
Наиболее близким по технической сущности является устройство для крепления шлифовального круга, содержащее корпус, опорный и прижимной фланцы, между которыми установлен шлифовальный круг. Гайка предназначена для закрепления шлифовального круга. Между наружной цилиндрической поверхностью корпуса и внутренней цилиндрической поверхностью опорного фланца расположен компенсирующий узел в виде кольцевого упругого элемента. Крышка поджата гайкой с возможностью перемещения в радиальном направлении опорного фланца по скользящей посадке. Устройство в сборе устанавливается на конусной части вала шпинделя станка и закрепляется посредством центрального винта (см. Патент РФ №2344029 C1, МПК B24B 45/00, опубл. 20.01.2009).
Устройство для крепления шлифовальных кругов имеет в основном те же недостатки, которые рассмотрены ранее в аналоге - отсутствие расширения функциональных возможностей, а также значительные затраты на шлифовальные инструменты массового производства.
Задачей является расширение функциональных возможностей устройства, а также сокращение затрат на изготовление шлифовального инструмента массового производства.
Поставленная задача достигается тем, что устройство для крепления шлифовального инструмента, содержащее корпус, опорный и прижимной фланцы, между которыми установлены шлифовальные инструменты с абразивосодержащим рабочим слоем и крепежный винт, согласно изобретению снабжено дополнительными сменными опорными элементами, мерными установочными шайбами, сборными прижимными фланцами и коническими электроизоляционными втулками.
Сущность изобретения поясняется представленными чертежами.
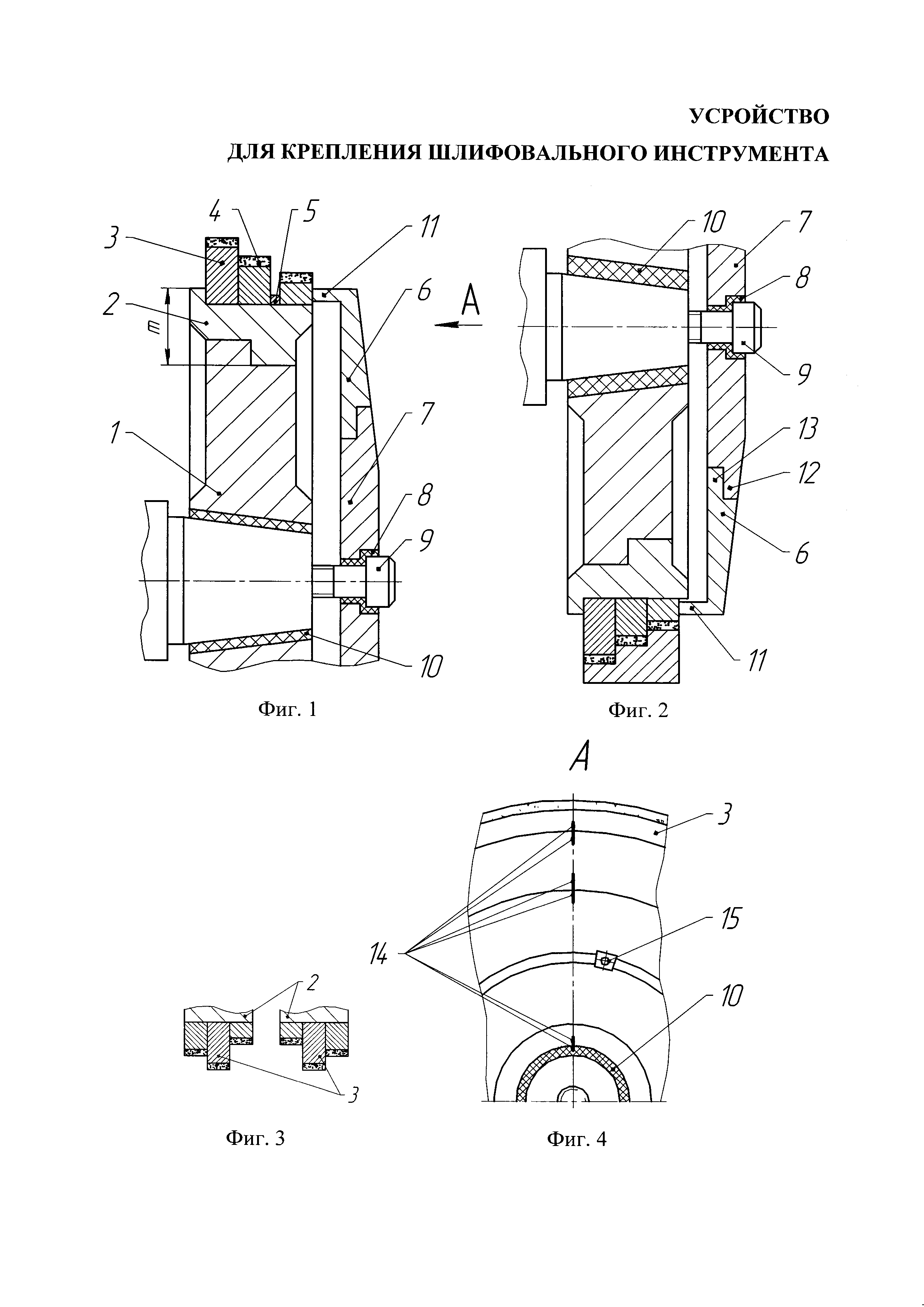
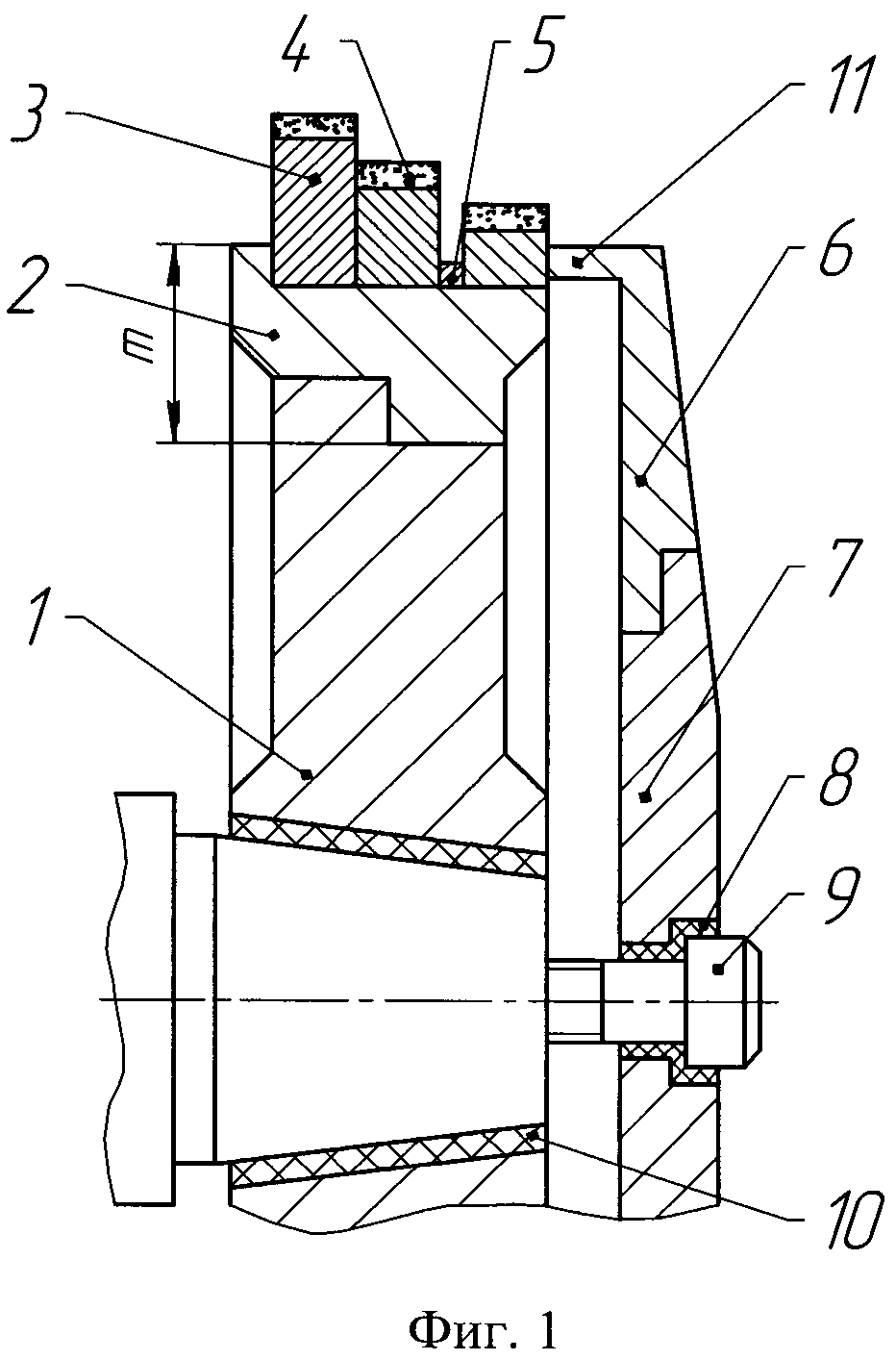
На фиг. 1 представлена конструкция устройства, продольное сечение, установленное на круглошлифовальном станке; на фиг. 2 - устройство, установленное на плоскошлифовальном станке; на фиг. 3 - варианты закрепления шлифовальных колец; на фиг. 4 - фрагмент установки деталей устройства по нанесенным рискам на краях их торцов.
Устройство содержит корпус 1 и сменные переходные опорные элементы 2; шлифовальные кольца 3 с рабочим слоем 4; мерные установочные шайбы 5; сборные прижимной фланец 6 и диск 7; электроизоляционные конические 10 и T-образную 8 втулки и центральный крепежный винт 9.
На внешней торцовой стороне сменных шлифовальных колец, прижимных фланцах 6 и диске 7, конических втулках 10 нанесены установочные риски 14.
Рабочие шлифовальные кольца 3 изготавливают из конструкционных сталей, что и корпуса стандартных кругов. Рабочие шлифовальные кольца 3 устанавливают на базовой цилиндрической части переходного опорного элемента 2 (см. фиг. 1, 2, 3). Сменные переходные электроизоляционные конические 10 и т-образные 8 втулки изготавливаются из прочного пластика типа фторопласт-4. Сменные мерные установочные шайбы 5 предназначены для компоновки рабочих шлифовальных колец 3 по длине в осевом направлении данного устройства.
На наружном диаметре переходных прижимных фланцах 6 выполнен компенсирующий выступ 11 для закрепления комплекта рабочих шлифовальных колец 3 различных по их высоте, а на их внутреннем диаметре выполнена кольцевая ступенчатая проточка 12. Такая же проточка 13 выполнена и на диске 7, которая взаимодействует с кольцевой ступенчатой проточкой 12 переходного прижимного фланца 6. Диск 7 выполнен с центральным ступенчатым отверстием под установку в нем электроизоляционной втулки 8.
Сборка устройства осуществляется следующим образом.
Вначале на коническую часть вала шпинделя, например, круглошлифовального станка (см. фиг. 1) устанавливают корпус 1 с переходной электроизоляционной конической втулкой 10. Затем на посадочную цилиндрическую часть сменного переходного опорного элемента 2 размещают необходимые шлифовальные кольца 3, между которыми устанавливают (по необходимости) мерные установочные шайбы 5. После чего переходной опорный элемент 2 располагают на базовой поверхности корпуса 1, а с торца устанавливают сборный прижимной фланец 6. Закрепление сменного переходного опорного элемента 2 и комплекта рабочих шлифовальных колец 3 производят одновременно посредством сборного прижимного фланца и центрального винта 9, при его вворачивании в резьбовое отверстие вала шпинделя. Балансировка устройства достигается по средствам сборки устройства по рискам 14, расположенным на всех сопрягаемых частях устройства, а также смещением балансировочных грузиков 15.
При использовании устройства, например, на плоскошлифовальном станке мод. 3Г71М, у которого посадочный конус вала шпинделя имеет, как правило, меньший диаметр устанавливают корпус 1 с переходной электроизоляционной конической втулкой 10 с меньшим внутренним диаметром. Затем производят установку необходимого комплекта шлифовальных колец 3 на переходном опорном элементе 2 и также производят закрепление посредством сборного прижимного фланца и центрального винта 9.
На базовой поверхности сменного переходного опорного элемента 2 предлагаемого устройства устанавливают шлифовальные кольца 3 вместо стандартных шлифовальных кругов.
Применение данного устройства для крепления шлифовального инструмента позволят расширить его функциональные возможности; сократить значительные затраты на изготовление массового производства менее сложных шлифовальных колец с алмазным и эльбосодержащим рабочим слоем.
Способ изготовления упругого притира
Сборный резец для контурного точения
Сборная резьбообразующая плашка
Способ изготовления упругого притира
Сборный резец для контурного точения
Сборная дисковая фреза
Способ бесконтактного фрактального контроля шероховатости гидрофобной поверхности
Способ изготовления имплантата позвонка анатомической формы из костного материала, совместимого с иммунной системой больного

