Результат интеллектуальной деятельности: ВОЛОКНА ИЗ ВОЗОБНОВЛЯЕМЫХ СЛОЖНЫХ ПОЛИЭФИРОВ, ИМЕЮЩИЕ НИЗКУЮ ПЛОТНОСТЬ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ
Известны многочисленные попытки получения волокон, включающих возобновляемые сложные полиэфиры (например, полимолочную кислоту (англ. polylactic acid, сокращенно “PLA”)). Однако выход на рынок возобновляемых сложных полиэфиров был ограничен из-за их плотности, которая приблизительно на 30% превышает плотность традиционных полиолефинов, что делает их гораздо более дорогостоящими. Для снижения плотности таких сложных полиэфиров иногда применяют газообразные вспенивающие агенты (вспениватели), которые позволяют создать ячеистую “вспененную” структуру, имеющую определенную пористость. Однако, к сожалению, пригодность к обработке и механические свойства при растяжении получаемой ячеистой структуры часто ухудшаются ввиду отсутствия регулирования размера и распределения пор. Имеются также и другие проблемы. Например, возобновляемые сложные полиэфиры имеют относительно высокую температуру стеклования, а также обычно обладают очень высокой жесткостью, но при этом относительно низкой пластичностью/значениями удлинения при разрыве. Например, температура стеклования полимолочной кислоты составляет приблизительно 59°C, а удлинение при растяжении (в момент разрыва) составляет лишь приблизительно 5%. Такие низкие значения удлинения при растяжении серьезно ограничивают применение подобных полимеров для получения волокон, для которого требуется сбалансированное сочетание прочности и пластичности.
Таким образом, в настоящее время имеется необходимость получения волокон из возобновляемого сложного полиэфира, имеющих низкую плотность, которые также могут иметь приемлемые механические свойства.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Один из примеров осуществления настоящего изобретения относится к волокну, полученному из термопластической композиции. Композиция включает: по меньшей мере один жесткий возобновляемый сложный полиэфир, температура стеклования которого составляет приблизительно 0°C или более; от приблизительно 1% масс. до приблизительно 30% масс. в пересчете на массу возобновляемого сложного полиэфира по меньшей мере одной полимерной добавки, повышающей ударную прочность; и от приблизительно 0,1% масс. до приблизительно 20% масс. в пересчете на массу возобновляемого сложного полиэфира по меньшей мере одного модификатора границы раздела фаз. Термопластическая композиция имеет морфологию, в которой внутри непрерывной фазы диспергировано множество дискретных первичных доменов и пор (пустот), причем домены содержат полимерную добавку, повышающую ударную прочность, а непрерывная фаза содержит возобновляемый сложный полиэфир. Плотность волокна составляет приблизительно 1,4 грамма на кубический сантиметр или менее, и средняя процентная доля объема композиции, занятая порами, составляет от приблизительно 20% до приблизительно 80% на кубический сантиметр.
Другой пример осуществления настоящего изобретения относится к способу получения волокон с низкой плотностью, который включает получение смеси, которая содержит жесткий возобновляемый сложный полиэфир и полимерную добавку, повышающую ударную прочность, причем температура стеклования жесткого возобновляемого сложного полиэфира составляет приблизительно 0°C или более; экструдирование смеси через экструзионную головку, в результате чего получают волокно; и вытягивание волокна при температуре, лежащей ниже температуры стеклования возобновляемого сложного полиэфира, с образованием термопластической композиции, которая содержит множество пор и имеет плотность, составляющую приблизительно 1,4 грамма на кубический сантиметр или менее.
Другой пример осуществления настоящего изобретения относится к способу получения нетканого полотна, который включает неупорядоченное осаждение множества волокон на формующую поверхность. Волокна могут быть сформованы из смеси, рассмотренной в настоящем описании. Способ дополнительно включает вытягивание (вытяжку) волокон до и/или после образования нетканого полотна, причем вытягивание волокон производят при температуре, лежащей ниже температуры стеклования возобновляемого сложного полиэфира, получая термопластическую композицию, которая содержит множество пор и имеет плотность, составляющую приблизительно 1,4 грамма на кубический сантиметр или менее.
Другие признаки и аспекты настоящего изобретения более подробно рассмотрены ниже.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Ниже представлено более подробное описание настоящего изобретения, включающее наилучшие способы его осуществления, предлагаемое для рассмотрения специалистам в данной области техники, которое сопровождается прилагаемыми графическими материалами, в которых:
На Фиг. 1 представлена схема способа, который может быть применен в одном из примеров осуществления настоящего изобретения для образования волокон; и
На Фиг. 2 схематически представлен один из примеров осуществления волокна, которое может быть получено согласно настоящему изобретению.
Обозначения, многократно используемые в описании и прилагаемых графических материалах, относятся к одинаковым или аналогичным признакам или элементам изобретения.
СВЕДЕНИЯ, ПОДТВЕРЖДАЮЩИЕ ВОЗМОЖНОСТЬ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Далее будут подробно рассмотрены различные формы осуществления изобретения, и ниже приведены один или более примеров осуществления изобретения. Каждый из примеров приведен для разъяснения изобретения и не ограничивает объем изобретения. Действительно, специалистам в данной области техники должно быть понятно, что настоящее изобретение может включать различные модификации и варианты, не выходящие за пределы объема изобретения. Например, признаки, показанные или рассмотренные как часть одного примера осуществления, могут быть включены в другой пример осуществления и образовывать дополнительный пример осуществления. Таким образом, предполагается, что настоящее изобретение включает те модификации и варианты, которые включены в объем, определяемый прилагаемыми пунктами формулы изобретения и их эквивалентами.
Определения
Используемый в настоящем описании термин “волокна” относится к удлиненным экструдатам, получаемым при пропускании полимера через формовочное отверстие, например, экструзионную головку (фильеру). Если не указано иное, термин “волокна” включает как дискретные волокна, имеющие определенную длину, так и по существу непрерывные нити. Например, длина таких нитей может существенно превышать их диаметр, так что отношение длины к диаметру (“аспектное отношение”) превышает приблизительно 15000 к 1, и в некоторых случаях превышает приблизительно 50000 к 1.
Используемый в настоящем описании термин “однокомпонентный” относится к волокнам, полученным из одного полимера. Разумеется, это не исключает добавление в волокна добавок, придающих цвет, антистатические свойства, смазывающие свойства, гидрофильность, способность не смачиваться жидкостями и т.д.
Используемый в настоящем описании термин “многокомпонентный” относится к волокнам, полученным из по меньшей мере двух полимеров (например, к двухкомпонентным волокнам), которые получают экструзией в разных экструдерах. Полимеры расположены в отчетливых зонах, имеющих по существу постоянное местонахождение в поперечном сечении волокон. Компоненты могут быть расположены в соответствии с любой требуемой конфигурацией, например, конфигурацией оболочка-сердечник, друг вдоль друга, типа “сегментированного пирога” (segmented pie), “островок в море” (island-in-the-sea) и т.д. Различные способы получения многокомпонентных волокон описаны в патентах US 4789592, Taniquchi с соавт., US 5336552, Strack с соавт., US 5108820, Kaneko с соавт., US 4795668, Krueqe с соавт., US 5382400, Pike с соавт., US 5336552, Strack с соавт., и US 6200669, Marmon с соавт. Также могут быть получены многокомпонентные волокна, имеющие различные неправильные формы, например, волокна, описанные в патентах US 5277976, Hogle с соавт., US 5162074, Hills, US 5466410, Hills, US 5069970, Largman с соавт., и US 5057368, Largman с соавт.
Используемый в настоящем описании термин “нетканое полотно” относится к полотну, структура которого, в отличие от упорядоченной структуры тканого полотна, состоит из уложенных неупорядоченным образом отдельных волокон. Нетканые полотна включают, например, полотна, полученные аэродинамическим способом из расплава (полотна мелтблаун, англ. “meltblown”), полотна, полученные высокоскоростным формованием из расплава (полотна спанбонд, англ. “spunbond”), кардочесанные полотна, полотна, полученные мокрым формованием, полотна, полученные суховоздушным (сухим) формованием, коформные полотна, полотна, полученные из спутанных гидравлическим способом волокон, и т.д. Поверхностная плотность нетканого полотна может быть различной, но обычно составляет от приблизительно 5 граммов на квадратный метр (г/м2) до 200 г/м2, в некоторых примерах осуществления от приблизительно 10 г/м2 до приблизительно 150 г/м2, и в некоторых примерах осуществления от приблизительно 15 г/м2 до приблизительно 100 г/м2.
Используемый в настоящем описании термин “полученное аэродинамическим способом из расплава” полотно или слой (полотно или слой мелтблаун) обычно относится к нетканому полотну, полученному способом, в котором расплавленный термопластический материал экструдируют через множество мелких, обычно круглых отверстий капиллярной фильеры в виде расплавленных волокон в сходящиеся потоки газа, имеющего высокую скорость (например, воздуха), в которых происходит утончение волокон из расплавленного термопластического материала, то есть уменьшение их диаметра, который может быть уменьшен до диаметра микроволокна (микрофибры). Затем полученные аэродинамическим способом из расплава волокна транспортируют с помощью высокоскоростного потока газа и размещают на сборной поверхности с образованием полотна из распределенных случайным образом волокон, полученных аэродинамическим формованием. Такой способ описан, например, в патентах US 3849241, Butin с соавт., US 4307143, Meitner с соавт. и US 4707398, Wisneski с соавт. Волокна мелтблаун могут быть по существу непрерывными или дискретными, и при осаждении на сборную поверхность они обычно отличаются липкостью.
Используемый в настоящем описании термин “полученное высокоскоростным формованием из расплава” полотно или слой (полотно или слой спанбонд) обычно относится к нетканому полотну, содержащему по существу непрерывные нити малых диаметров. Нити получают экструдированием расплавленного термопластического материала из множества мелких, обычно круглых капилляров фильеры, причем диаметр экструдируемых нитей затем подвергают быстрому уменьшению с помощью, например, вытягивания на выходе из фильеры и/или других хорошо известных механизмов получения высокоскоростным формованием из расплава. Получение полотен высокоскоростным формованием из расплава описано и показано, например, в патентах US 4340563, Appel с соавт., US 3692618, Dorschner с соавт., US 3802817, Matsuki с соавт., US 3338992, Kinney, US 3341394, Kinney, US 3502763, Hartman, US 3502538, Levy, US 3542615, Dobo с соавт., и US 5382400, Pike с соавт. Полученные высокоскоростным формованием из расплава нити обычно не отличаются липкостью при осаждении на сборную поверхность. В некоторых случаях диаметры полученных высокоскоростным формованием из расплава нитей могут составлять менее приблизительно 40 микрометров и часто составляют от приблизительно 5 до приблизительно 20 микрометров.
Подробное описание
В целом, настоящее изобретение относится к волокнам, получаемым из термопластической композиции, которая содержит жесткий возобновляемый сложный полиэфир, и имеет пористую структуру и низкую плотность. Для получения такой структуры возобновляемый сложный полиэфир смешивают с полимерной добавкой, повышающей ударную прочность, таким образом, что добавка, повышающая ударную прочность, может быть диспергирована в виде дискретных физических доменов в непрерывной матрице возобновляемого сложного полиэфира. Затем формуют волокна, которые подвергают растяжению или вытягиванию (вытяжке) при температуре, лежащей ниже температуры стеклования сложного полиэфира (т.е. подвергают “холодной вытяжке”). Не ограничиваясь какой-либо теорией, авторы настоящего изобретения полагают, что сила деформации и напряжение при удлинении в процессе вытягивания приводит к нарушению адгезии в матрице возобновляемого сложного полиэфира в областях, расположенных вблизи дискретных доменов. В результате этого процесса образуется сетчатая структура из пор (например, микропор, нанопор или их комбинации), расположенных вблизи дискретных доменов, которые из-за своего близкого взаимного расположения могут образовывать мостики между границами пор, действуя как внутренние структурные “шарниры”, способствующие стабилизации сетчатой структуры и повышающие ее способность рассеивать энергию.
Средняя процентная доля объема, занятого порами, в заданном единичном объеме волокон может быть относительно высока и может составлять, например, от приблизительно 20% до приблизительно 80% в см3, в некоторых примерах осуществления от приблизительно 30% до приблизительно 70%, и в некоторых примерах осуществления от приблизительно 40% до приблизительно 60% в одном кубическом сантиметре композиции. Такой большой объем пор может существенно понижать плотность волокна. Например, плотность получаемых волокон может составлять приблизительно 1,4 грамма на кубический сантиметр (г/см3) или менее, в некоторых примерах осуществления от приблизительно 0,4 г/см3 до приблизительно 1,1 г/см3, и в некоторых примерах осуществления от приблизительно 0,5 г/см3 до приблизительно 0,95 г/см3. Авторами настоящего изобретения также было обнаружено, что распределение пор в толще композиции может быть по существу однородным. Например, поры могут быть распределены в виде колонок, ориентированных в направлении, по существу перпендикулярном направлению приложения напряжения. Такие колонки могут быть по существу параллельны друг другу на протяжении всей ширины композиции. Не ограничиваясь какой-либо теорией, можно предположить, что присутствие такой равномерно распределенной сетчатой структуры, состоящей из пор, может приводить к значительному рассеянию энергии под нагрузкой. В этом состоит серьезное отличие от традиционных методик создания пор, согласно которым для образования пор применяют вспениватели, что приводит к неконтролируемому распределению пор и неудовлетворительным механическим свойствам.
Ниже более подробно рассмотрены различные примеры осуществления настоящего изобретения.
I. Термопластическая композиция
А. Возобновляемый сложный полиэфир
Возобновляемые сложные полиэфиры обычно составляют от приблизительно 70% масс. до приблизительно 99% масс., в некоторых примерах осуществления от приблизительно 75% масс. до приблизительно 98% масс., и в некоторых примерах осуществления от приблизительно 80% масс. до приблизительно 95% масс. термопластической композиции. В общем, для получения термопластической композиции могут быть применены любые из множества возобновляемых сложных полиэфиров, например, алифатические сложные полиэфиры, например, поликапролактон, сложные полиэфирамиды, полимолочная кислота (англ. polylactic acid, сокращенно PLA) и ее сополимеры, полигликолевая кислота, полиалкиленкарбонаты (например, полиэтиленкарбонат), поли-3-гидроксибутират (англ. poly-3-hydroxybutyrate, сокращенно РНВ), поли-3-гидроксивалерат (англ. poly-3-hydroxyvalerate, сокращенно PHV), сополимер 3-гидроксибутирата и 4-гидроксибутирата, сополимеры 3-гидроксибутирата и 3-гидроксивалерата (англ. poly-3-hydroxybutyrate-co-3-hydroxyvalerate copolymers, сокращенно PHBV), сополимер 3-гидроксибутирата и 3-гидроксигексаноата, сополимер 3-гидроксибутирата и 3-гидроксиоктаноата, сополимер 3-гидроксибутирата и 3-гидроксидеканоата, сополимер 3-гидроксибутирата и 3-гидроксиоктадеканоата, и алифатические полимеры на основе сукцинатов (солей и/или эфиров янтарной кислоты) (например, полибутиленсукцинат, полибутиленсукцинат-адипат, полиэтиленсукцинат и т.д.); сополимеры алифатических-ароматических сложных эфиров (например, полибутиленадипат-терефталат, полиэтиленадипат-терефталат, полиэтиленадипат-изофталат, полибутиленадипат-изофталат и т.д.); ароматические сложные полиэфиры (например, полиэтилентерефталат, полибутилентерефталат и т.д.); и т.д.
Обычно термопластическая композиция содержит по меньшей мере один возобновляемый сложный полиэфир, имеющий жесткую структуру, который, таким образом, имеет относительно высокую температуру стеклования. Например, температура стеклования (Tg) может составлять приблизительно 0°C или более, в некоторых примерах осуществления от приблизительно 5°C до приблизительно 100°C, в некоторых примерах осуществления от приблизительно 30°C до приблизительно 80°C, и в некоторых примерах осуществления от приблизительно 50°C до приблизительно 75°C. Температура плавления возобновляемого сложного полиэфира может составлять от приблизительно 140°C до приблизительно 260°C, в некоторых примерах осуществления от приблизительно 150°C до приблизительно 250°C, и в некоторых примерах осуществления от приблизительно 160°C до приблизительно 220°C. Температура плавления может быть определена при помощи дифференциальной сканирующей калориметрии (ДСК) в соответствии со стандартом ASTM D-3417. Температура стеклования может быть определена с помощью динамомеханического анализа в соответствии со стандартом ASTM Е1640-09.
Одним из особенно подходящих жестких сложных полиэфиров является полимолочная кислота, которая может быть получена из мономерных звеньев любого изомера молочной кислоты, например, левовращающей молочной кислоты (L-молочная кислота), правовращающей молочной кислоты (D-молочная кислота), мезо-молочной кислоты или их смеси. Мономерные звенья также могут быть получены из ангидридов любого изомера молочной кислоты, включая L-лактид, D-лактид, мезо-лактид или их смеси. Также могут быть применены циклические димеры таких молочных кислот и/или лактидов. Для полимеризации молочной кислоты могут быть применены любые известные способы полимеризации, например, поликонденсация или полимеризация с раскрытием цикла. Также может быть применено небольшое количество агента удлинения цепи (например, соединения диизоцианата, эпоксидного соединения или ангидрида кислоты). Полимолочная кислота может представлять собой гомополимер или сополимер, например, содержащий мономерные звенья, полученные из L-молочной кислоты, и мономерные звенья, полученные из D-молочной кислоты. Несмотря на то, что это не обязательно, содержание одного из мономерных звеньев, полученных из L-молочной кислоты, и мономерного звена, полученного из D-молочной кислоты, предпочтительно составляет приблизительно 85% мол. или более, в некоторых примерах осуществления приблизительно 90% мол. или более, и в некоторых примерах осуществления приблизительно 95% мол. или более. Множество полимолочных кислот, каждая из которых имеет отличающее ее от других отношение между мономерными звеньями, полученными из L-молочной кислоты, и мономерными звеньями, полученными D-молочной кислоты, может быть смешано в произвольном соотношении. Разумеется, полимолочная кислота также может быть смешана с полимерами других типов (например, полиолефинами, сложными полиэфирами и т.д.).
В одном из конкретных примеров осуществления полимолочная кислота имеет следующую общую формулу:
Одним из конкретных примеров подходящего полимера полимолочной кислоты, который может быть использован для осуществления настоящего изобретения, является коммерчески доступный полимер, поставляемый Biomer, Inc., Krailling, Германия, под наименованием BIOMER™ L9000. Другие подходящие полимеры полимолочной кислоты поставляет Natureworks LLC, Minnetonka, Minnesota (NATUREWORKS®), или Mitsui Chemical (LACEA™). Другие подходящие полимеры полимолочной кислоты рассмотрены в патентах US 4797468, US 5470944, US 5770682, US 5821327, US 5880254 и US 6326458, содержания которых полностью включены в настоящее описание посредством ссылки для всех целей.
Обычно среднечисловая молекулярная масса (Mn) полимолочной кислоты составляет от приблизительно 40000 до приблизительно 160000 граммов на моль (г/моль), в некоторых примерах осуществления от приблизительно 50000 до приблизительно 140000 г/моль, и в некоторых примерах осуществления от приблизительно 80000 до приблизительно 120000 г/моль. Соответственно, среднемассовая молекулярная масса (Mw) полимера также обычно составляет от приблизительно 80000 до приблизительно 200000 г/моль, в некоторых примерах осуществления от приблизительно 100000 до приблизительно 180000 г/моль, и в некоторых примерах осуществления от приблизительно 110000 до приблизительно 160000 г/моль. Отношение среднемассовой молекулярной массы к среднечисловой молекулярной массе (Mw/Mn), т.е. “показатель полидисперсности”, также относительно невелик. Например, показатель полидисперсности обычно составляет от приблизительно 1,0 до приблизительно 3,0, в некоторых примерах осуществления от приблизительно 1,1 до приблизительно 2,0, и в некоторых примерах осуществления от приблизительно 1,2 до приблизительно 1,8. Среднемассовая и среднечисловая молекулярные массы могут быть определены способами, известными специалистам в данной области техники.
Кажущаяся вязкость полимолочной кислоты, определяемая при температуре 190°C и скорости сдвига, составляющей 1000 с-1, может составлять от приблизительно 50 до приблизительно 600 Паскаль-секунд (Па⋅с), в некоторых примерах осуществления от приблизительно 100 до приблизительно 500 Па⋅с, и в некоторых примерах осуществления от приблизительно 200 до приблизительно 400 Па⋅с. Скорость течения расплава полимолочной кислоты (в пересчете на массу сухого вещества), определяемая при нагрузке 2160 граммов и температуре 190°C, также может составлять от приблизительно 0,1 до приблизительно 40 граммов за 10 минут, в некоторых примерах осуществления от приблизительно 0,5 до приблизительно 20 граммов за 10 минут, и в некоторых примерах осуществления от приблизительно 5 до приблизительно 15 граммов за 10 минут.
Некоторые типы чистых сложных полиэфиров (например, полимолочная кислота) могут поглощать из окружающей среды воду, в результате чего они содержат влагу в количестве от приблизительно 500 до 600 частей на миллион или даже более в пересчете на массу сухого вещества исходной полимолочной кислоты. Содержание влаги может быть определено множеством способов, известных в данной области техники, например, в соответствии со стандартом ASTM D 7191-05, как описано ниже. Поскольку вода, присутствующая в расплаве во время его обработки может вызывать гидролитическое разложение сложного полиэфира, что снижает его молекулярную массу, в некоторых случаях перед смешиванием сложный полиэфир желательно высушивать. Например, в большинстве примеров осуществления предпочтительно, чтобы содержание влаги в возобновляемом сложном полиэфире перед смешиванием с добавкой, повышающей ударную прочность, составляло приблизительно 300 частей на миллион или менее, в некоторых примерах осуществления приблизительно 200 частей на миллион или менее, в некоторых примерах осуществления от приблизительно 1 до приблизительно 100 частей на миллион. Сушка сложного полиэфира может быть проведена, например, при температуре от приблизительно 50°C до приблизительно 100°C, и в некоторых примерах осуществления от приблизительно 70°C до приблизительно 80°C.
В. Полимерная добавка, повышающая ударную прочность
Как указано выше, термопластическая композиция согласно настоящему изобретению также содержит полимерную добавку, повышающую ударную прочность. Благодаря полимерной структуре, добавка, повышающая ударную прочность, имеет относительно высокую молекулярную массу, которая может способствовать повышению прочности расплава и стабильности термопластической композиции. Несмотря на то, что это не обязательно, полимерная добавка, повышающая ударную прочность, может быть по существу несмешиваемой с возобновляемым сложным полиэфиром. Таким образом, добавка, повышающая ударную прочность, может лучше диспергироваться в виде доменов дискретной фазы внутри непрерывной фазы возобновляемого сложного полиэфира. Дискретные домены могут поглощать энергию, создаваемую внешней силой, что повышает общую жесткость и прочность получаемого материала. Домены могут иметь множество различных форм, например, эллиптическую, сферическую, цилиндрическую форму и т.д. Например, в одном из примеров осуществления домены имеют по существу эллиптическую форму. Физический размер индивидуального домена обычно достаточно мал, что способствует минимальному распространению трещин в полимерном материале при приложении внешнего напряжения, но достаточно велик для инициирования микроскопических пластических деформаций и образования зон сдвига вблизи и вокруг включений частиц.
Несмотря на то, что полимеры могут быть несмешиваемыми, добавка, повышающая ударную прочность, может быть выбрана таким образом, чтобы ее параметр растворимости был относительно близок к параметру растворимости возобновляемого сложного полиэфира. Это может повышать межфазную совместимость и физическое взаимодействие на границах дискретной и непрерывной фаз и, таким образом, снижать вероятность разрушения композиции. Таким образом, отношение параметра растворимости возобновляемого сложного полиэфира к параметру растворимости добавки, повышающей ударную прочность, обычно составляет от приблизительно 0,5 до приблизительно 1,5, и в некоторых примерах осуществления от приблизительно 0,8 до приблизительно 1,2. Например, параметр растворимости полимерной добавки, повышающей ударную прочность, может составлять от приблизительно 15 до приблизительно 30 МДж1/2/м3/2, и в некоторых примерах осуществления от приблизительно 18 до приблизительно 22 МДж1/2/м3/2, в то время как параметр растворимости полимолочной кислоты может составлять приблизительно 20,5 МДж1/2/м3/2. Используемый в настоящем описании термин “параметр растворимости” означает “параметр растворимости Гильдебранда”, который представляет собой квадратный корень плотности когезионной энергии, который вычисляют в соответствии со следующим уравнением:

где:
ΔHv = теплота парообразования
R = универсальная газовая постоянная
Т = Температура
Vm = Молекулярный объем
Параметры растворимости Гильдебранда многих полимеров приведены в публикации “Solubility Handbook of Plastics”, Wyeych (2004), содержание которой включено в настоящее описание посредством ссылки.
Полимерная добавка, повышающая ударную прочность, также может иметь определенную скорость течения расплава (или вязкость), обеспечивающую адекватное поддержание структуры дискретных доменов и получаемых пор. Например, если скорость течения расплава добавки, повышающей ударную прочность, слишком высока, то она может неконтролируемым образом течь и диспергироваться в непрерывной фазе. Это приводит к образованию пластинчатых или пластинообразных доменов, которые плохо сохраняются и с большой долей вероятности могут преждевременно разрушаться. Напротив, если скорость течения расплава добавки, повышающей ударную прочность, слишком мала, то добавка имеет тенденцию к слипанию и образованию очень крупных эллиптических доменов, плохо диспергируемых при смешивании. Это может приводить к неравномерному распределению добавки, повышающей ударную прочность, в массе непрерывной фазы. В этом отношении авторами настоящего изобретения было обнаружено, что отношение скорости течения расплава добавки, повышающей ударную прочность, к скорости течения расплава возобновляемого сложного полиэфира предпочтительно составляет от приблизительно 0,2 до приблизительно 8, в некоторых примерах осуществления от приблизительно 0,5 до приблизительно 6, и в некоторых примерах осуществления от приблизительно 1 до приблизительно 5. Скорость течения расплава полимерной добавки, повышающей ударную прочность, определяемая при нагрузке 2160 граммов и 190°C, может составлять, например, от приблизительно 0,1 до приблизительно 250 граммов за 10 минут, в некоторых примерах осуществления от приблизительно 0,5 до приблизительно 200 граммов за 10 минут, и в некоторых примерах осуществления от приблизительно 5 до приблизительно 150 граммов за 10 минут.
Кроме свойств, перечисленных выше, механические характеристики полимерной добавки, повышающей ударную прочность, также могут быть выбраны таким образом, чтобы достичь требуемого повышения жесткости. Например, если на смесь возобновляемого сложного полиэфира и добавки, повышающей ударную прочность, действует внешняя сила, то вблизи и вокруг доменов дискретной фазы в результате концентрации напряжений, возникающей из-за разности модулей упругости добавки, повышающей ударную прочность, и возобновляемого сложного полиэфира, может начинаться образование зон сдвига и/или пластической деформации. Более высокие концентрации напряжений вызывают более интенсивное локализованное пластическое течение вблизи доменов, которое способствует их значительному удлинению при приложении нагрузок. Такие удлиненные домены придают композиции большую гибкость и мягкость по сравнению с жестким сложноэфирным полимером. Для повышения концентрации напряжений выбирают такую добавку, повышающую ударную прочность, которая имеет относительно небольшой модуль упругости по Юнгу по сравнению с возобновляемым сложным полиэфиром. Например, отношение модуля упругости возобновляемого сложного полиэфира к модулю упругости добавки, повышающей ударную прочность, обычно составляет от приблизительно 1 до приблизительно 250, в некоторых примерах осуществления от приблизительно 2 до приблизительно 100, и в некоторых примерах осуществления от приблизительно 2 до приблизительно 50. Модуль упругости добавки, повышающей ударную прочность, может, например, составлять от приблизительно 2 до приблизительно 500 МегаПаскаль (МПа), в некоторых примерах осуществления от приблизительно 5 до приблизительно 300 МПа, и в некоторых примерах осуществления от приблизительно 10 до приблизительно 200 МПа. В то же время, модуль упругости полимолочной кислоты обычно составляет от приблизительно 800 МПа до приблизительно 2000 МПа.
Для достижения требуемого повышения жесткости, удлинение при разрыве (т.е. процентное удлинение полимера в момент разрыва) полимерной добавки, повышающей ударную прочность, может превышать удлинение при разрыве возобновляемого сложного полиэфира. Например, удлинение при разрыве полимерной добавки, повышающей ударную прочность согласно настоящему изобретению, может составлять приблизительно 50% или более, в некоторых примерах осуществления приблизительно 100% или более, в некоторых примерах осуществления от приблизительно 100% до приблизительно 2000%, и в некоторых примерах осуществления от приблизительно 250% до приблизительно 1500%.
Несмотря на то, что возможно применение множества полимерных добавок, имеющих перечисленные выше свойства, особенно подходящие примеры таких полимеров могут включать, без ограничений, полиолефины (например, полиэтилен, полипропилен, полибутилен и т.д.); сополимеры стирола (например, сополимеры типа: стирол-бутадиен-стирол, стирол-изопрен-стирол, стирол-этилен-пропилен-стирол, стирол-этилен-бутадиен-стирол и т.д.); политетрафторэтилены; сложные полиэфиры (например, повторно используемый сложный полиэфир, полиэтилентерефталат и т.д.); поливинилацетаты (например, полиэтиленвинилацетат, поливинилхлоридацетат и т.д.); поливиниловые спирты (например, поливиниловый спирт, полиэтиленвиниловый спирт и т.д.); поливинилбутирали; акриловые полимеры (например, полиакрилат, полиметилакрилат, полиметилметакрилат и т.д.); полиамиды (например, нейлон); поливинилхлориды; поливинилиденхлориды; полистиролы; полиуретаны; и т.д. Подходящие полиолефины могут, например, включать этиленовые полимеры (например, полиэтилен низкой плотности (ПЭНП), полиэтилен высокой плотности (ПЭВП), линейный полиэтилен низкой плотности (ЛПЭНП) и т.д.), пропиленовые гомополимеры (например, синдиотактический, атактический, изотактический и т.д.), сополимеры пропилена и т.д.
В одном из конкретных примеров осуществления полимер представляет собой пропиленовый полимер, например, гомополипропилен или сополимер пропилена. Пропиленовый полимер может, например, быть получен из по существу изотатктического полипропиленового гомополимера или сополимера, содержащего равное количество или менее приблизительно 10% масс. другого мономера, т.е. по меньшей мере приблизительно 90% масс. пропилена. Температура плавления таких гомополимеров может составлять от приблизительно 160°C до приблизительно 170°C.
В другом примере осуществления полиолефин может представлять собой сополимер этилена или пропилена и другого α-олефина, например, С3-С20 α-олефина или С3-С12 α-олефина. Конкретные примеры подходящих α-олефинов включают 1-бутен; 3-метил-1-бутен; 3,3-диметил-1-бутен; 1-пентен; 1-пентен, содержащий один или более метильных, этильных или пропильных заместителей; 1-гексен, содержащий один или более метильных, этильных или пропильных заместителей; 1-гептен, содержащий один или более метильных, этильных или пропильных заместителей; 1-октен, содержащий один или более метильных, этильных или пропильных заместителей; 1-нонен, содержащий один или более метильных, этильных или пропильных заместителей; замещенный этилом, метилом или диметилом 1-децен; 1-додецен; и стирол. Особенно предпочтительными α-олефиновыми сомономерами являются 1-бутен, 1-гексен и 1-октен. Содержание этилена или пропилена в таких сополимерах может составлять от приблизительно 60% мол. до приблизительно 99% мол., в некоторых примерах осуществления от приблизительно 80% мол. до приблизительно 98,5% мол., и в некоторых примерах осуществления от приблизительно 87% мол. до приблизительно 97,5% мол. Содержание α-олефина может, соответственно, составлять от приблизительно 1% мол. до приблизительно 40% мол., в некоторых примерах осуществления от приблизительно 1,5% мол. до приблизительно 15% мол., и в некоторых примерах осуществления от приблизительно 2,5% мол. до приблизительно 13% мол.
Примеры олефиновых сополимеров, подходящих для осуществления настоящего изобретения, включают сополимеры на основе этилена, поставляемые ExxonMobil Chemical Company, Houston, Texas, под наименованием EXACT™. Другие подходящие этиленовые сополимеры поставляет Dow Chemical Company, Midland, Michigan, под наименованиями ENGAGE™, AFFINITY™, DOWLEX™ (линейный полиэтилен низкой плотности) и ATTANE™ (полиэтилен ультранизкой плотности). Другие подходящие этиленовые полимеры рассмотрены в патентах US 4937299, Ewen с соавт.; US 5218071, Tsutsui с соавт.; US 5272236, Lai с соавт. и US 5278272, Lai с соавт., содержания которых полностью включены в настоящее описание посредством ссылки для всех целей. Подходящие пропиленовые сополимеры также коммерчески доступны, и их поставляет ExxonMobil Chemical Co., Houston, Texas, под наименованием VISTAMAXX™; Atofina Chemicals, Feluy, Бельгия, под наименованием FINA™ (например, 8573); Mitsui Petrochemical Industries, под наименованием TAFMER™; и Dow Chemical Co., Midland, Michigan, под наименованием VERSIFY™. Другие примеры подходящих пропиленовых полимеров рассмотрены в патентах US 6500563, Datta с соавт., US 5539056, Yang с соавт., и US 5596052, Resconi с соавт., содержания которых полностью включены в настоящее описание посредством ссылки для всех целей.
Для получения олефиновых сополимеров могут быть применены любые из множества известных методик. Например, олефиновые полимеры могут быть получены с использованием свободнорадикального или координационного катализатора (например, катализатора Циглера-Натта). Предпочтительно, олефиновый полимер получают в присутствии координационного катализатора с одним реакционным центром, например, металлоценового катализатора. С помощью такой каталитической системы получают этиленовые сополимеры, в которых сомономер неупорядоченно распределен внутри молекулярной цепи и равномерно распределен по фракциям с разными молекулярными массами. Полиолефины, получаемые в присутствии металлоценового катализатора, рассмотрены, например, в патентах US 5571619, McAlpin с соавт., US 5322728, Davis с соавт., US 5472775, Obijeski с соавт., US 5272236, Lai с соавт., и US 6090325, Wheat с соавт., содержания которых полностью включены в настоящее описание посредством ссылки для всех целей. Примеры металлоценовых катализаторов включают дихлорид бис(н-бутилциклопентадиенил)титана, дихлорид бис(н-бутилциклопентадиенил)циркония, хлорид бис(циклопентадиенил)скандия, дихлорид бис(инденил)циркония, дихлорид бис(метилциклопентадиенил)титана, дихлорид бис(метилциклопентадиенил) циркония, кобальтоцен, трихлорид циклопентадиенилтитана, ферроцен, дихлорид гафноцена, дихлорид изопропил(циклопентадиенил-1-флуоренил)циркония, дихлорид молибдоцена, никелоцен, дихлорид ниобоцена, рутеноцен, дихлорид титаноцена, хлорид-гидрид цирконоцена, дихлорид цирконоцена и т.д. Полимеры, полученные с использованием металлоценовых катализаторов, обычно имеют узкий диапазон распределения молекулярной массы. Например, полимеры, полученные с использованием металлоценовых катализаторов, могут иметь показатели полидисперсности (Mw/Mn), составляющие менее 4, регулируемое распределение короткоцепочечного ветвления и регулируемую изотактичность.
Независимо от типа применяемых материалов, относительную процентную долю полимерной добавки, повышающей ударную прочность, в термопластической композиции, выбирают таким образом, чтобы придать получаемой композиции требуемые свойства без значительного снижения возобновляемости. Например, вводимые количества добавки, повышающей ударную прочность, обычно составляют от приблизительно 1% масс. до приблизительно 30% масс., в некоторых примерах осуществления от приблизительно 2% масс. до приблизительно 25% масс., и в некоторых примерах осуществления от приблизительно 5% масс. до приблизительно 20% масс. от массы термопластической композиции в пересчете на массу возобновляемых сложных полиэфиров, включаемых в композицию. Концентрация добавки, повышающей ударную прочность, во всей термопластической композиции может, соответственно, составлять от приблизительно 0,1% масс. до приблизительно 30% масс., в некоторых примерах осуществления от приблизительно 0,5% масс. до приблизительно 25% масс., и в некоторых примерах осуществления от приблизительно 1% масс. до приблизительно 20% масс.
С. Модификатор границы раздела фаз
Для уменьшения трения и сцепления между добавкой, повышающей ударную прочность, и возобновляемым сложным полиэфиром и, таким образом, для повышения степени и равномерности разрыхления, в термопластическую композицию также может быть введен модификатор границы раздела фаз. В этом случае распределение пор в толще композиции может стать по существу равномерным. При комнатной температуре (например, 25°C) модификатор обычно находится в жидком или полутвердом состоянии, то есть имеет относительно низкую вязкость, что облегчает его введение в термопластическую композицию и перемещение к поверхностям полимера. Так, кинематическая вязкость модификатора границы раздела фаз, определяемая при 40°C, обычно составляет от приблизительно 0,7 до приблизительно 200 сантиСтокс (сСт), в некоторых примерах осуществления от приблизительно 1 до приблизительно 100 сСт, и в некоторых примерах осуществления от приблизительно 1,5 до приблизительно 80 сСт. Кроме того, модификатор границы раздела фаз также обычно представляет собой гидрофобное вещество, то есть имеет сродство к полимерной добавке, повышающей ударную прочность, что приводит к изменению поверхностного натяжения на границе раздела фаз между возобновляемым сложным полиэфиром и добавкой, повышающей ударную прочность. Полагают, что за счет снижения физического взаимодействия на границах раздела фаз между сложным полиэфиром и добавкой, повышающей ударную прочность, гидрофобный модификатор, имеющий пониженную вязкость, может усиливать ослабление сцепления с матрицей из сложного полиэфира. Используемый в настоящем описании термин “гидрофобный” обычно означает материал, который имеет краевой (контактный) угол смачивания водой на воздухе, составляющий приблизительно 40° или более, и в некоторых случаях приблизительно 60° или более. Напротив, термин “гидрофильный” обычно означает материал, который имеет краевой угол смачивания водой на воздухе, составляющий менее приблизительно 40°. Один из подходящих способов измерения краевого угла описан в ASTM D5725-99 (2008).
Подходящие гидрофобные модификаторы границы раздела фаз, имеющие пониженную вязкость, могут включать, например, кремнийорганические полимеры, сополимеры кремнийорганических соединений и простых полиэфиров, алифатические сложные полиэфиры, ароматические сложные полиэфиры, алкиленгликоли (например, этиленгликоль, диэтиленгликоль, триэтиленгликоль, тетраэтиленгликоль, пропиленгликоль, полиэтиленгликоль, полипропиленгликоль, полибутиленгликоль и т.д.), алкандиолы (например, 1,3-пропандиол, 2,2-диметил-1,3-пропандиол, 1,3-бутандиол, 1,4-бутандиол, 1,5-пентандиол, 1,6-гександиол, 2,2,4-триметил-1,6-гександиол, 1,3-циклогександиметанол, 1,4-циклогександиметанол, 2,2,4,4-тетраметил-1,3-циклобутандиол и т.д.), аминоксиды (например, октилдиметиламиноксид), сложные эфиры жирных кислот и т.д. Одним из особенно подходящих модификаторов границы раздела фаз является простой полиэфирный полиол, например, поставляемый BASF Corp. под торговым наименованием PLURIOL® WI. Другой подходящий модификатор представляет собой частично возобновляемый сложный эфир, например, поставляемый Hallstar под торговым наименованием HALLGREEN® IM.
Несмотря на то, что на практике количества могут быть различными, добавляемое количество модификатора границы раздела фаз обычно составляет от приблизительно 0,1% масс. до приблизительно 20% масс., в некоторых примерах осуществления от приблизительно 0,5% масс. до приблизительно 15% масс., и в некоторых примерах осуществления от приблизительно 1% масс. до приблизительно 10% масс. от массы термопластической композиции в пересчете на массу возобновляемых сложных полиэфиров, имеющихся в составе композиции. Концентрация модификатора границы раздела фаз во всей термопластической композиции может, соответственно, составлять от приблизительно 0,05% масс. до приблизительно 20% масс., в некоторых примерах осуществления от приблизительно 0,1% масс. до приблизительно 15% масс., и в некоторых примерах осуществления от приблизительно 0,5% масс. до приблизительно 10% масс.
Если применяют указанные выше количества модификатора границы раздела фаз, то модификатор границы раздела фаз приобретает свойства, которые позволяют ему перемещаться к поверхности раздела фаз полимеров и ослаблять сцепление, не ухудшая, в целом, свойств расплава термопластической композиции. Например, обычно модификатор границы раздела фаз не оказывает на полимер пластифицирующего воздействия, снижая температуру его стеклования. Напротив, авторами настоящего изобретения было обнаружено, что температура стеклования термопластической композиции может по существу оставаться равной температуре стеклования исходного возобновляемого сложного полиэфира. При этом отношение температуры стеклования композиции к температуре стеклования сложного полиэфира обычно составляет от приблизительно 0,7 до приблизительно 1,3, в некоторых примерах осуществления от приблизительно 0,8 до приблизительно 1,2, и в некоторых примерах осуществления от приблизительно 0,9 до приблизительно 1,1. Температура стеклования термопластической композиции может, например, составлять от приблизительно 35°C до приблизительно 80°C, в некоторых примерах осуществления от приблизительно 40°C до приблизительно 80°C, и в некоторых примерах осуществления от приблизительно 50°C до приблизительно 65°C. Скорость течения расплава термопластической композиции также может быть близка к скорости течения возобновляемого сложного полиэфира. Например, скорость течения расплава композиции (в пересчете на массу сухого вещества), определяемая при нагрузке 2160 граммов и при температуре 190°C, может составлять от приблизительно 0,1 до приблизительно 70 граммов за 10 минут, в некоторых примерах осуществления от приблизительно 0,5 до приблизительно 50 граммов за 10 минут, и в некоторых примерах осуществления от приблизительно 5 до приблизительно 25 граммов за 10 минут.
D. Агент, улучшающий совместимость
Как было отмечено выше, полимерную добавку, повышающую ударную прочность, обычно выбирают таким образом, чтобы ее параметр растворимости был относительно близок к параметру растворимости возобновляемого сложного полиэфира. Наряду с другими полезными свойствами, это может повышать совместимость фаз и улучшать общее распределение дискретных доменов внутри непрерывной фазы. Тем не менее, в определенных примерах осуществления агент, улучшающий совместимость, необязательно применяют для дополнительного повышения совместимости между возобновляемым сложным полиэфиром и полимерной добавкой, повышающей ударную прочность. Это может быть особенно предпочтительно, если полимерная добавка, повышающая ударную прочность, содержит полярную составляющую, например, полиуретаны, акриловые полимеры и т.д. Если применяют агенты, улучшающие совместимость, то их количество обычно составляет от приблизительно 0,5% масс. до приблизительно 20% масс., в некоторых примерах осуществления от приблизительно 1% масс. до приблизительно 15% масс., и в некоторых примерах осуществления от приблизительно 1,5% масс. до приблизительно 10% масс. от массы термопластической композиции. Одним из примеров подходящего агента, улучшающего совместимость, является функционализированный полиолефин. Полярный компонент может, например, быть получен из одной или более функциональных групп, а неполярный компонент может быть получен из олефина. Олефиновый компонент агента, улучшающего совместимость, обычно может быть получен из любого неразветвленного или разветвленного α-олефинового мономера, олигомера или полимера (включая сополимеры), полученного из олефинового мономера, например, рассмотренного выше.
Функциональная группа агента, улучшающего совместимость, может представлять собой любую группу, привносящую в молекулу полярный сегмент. Особенно подходящими функциональными группами являются группы малеинового ангидрида, малеиновой кислоты, фумаровой кислоты, малеимида, гидразида малеиновой кислоты, продукта реакции малеинового ангидрида и диамина, метилнадикангидрида, дихлормалеинового ангидрида, амида малеиновой кислоты и т.д. Особенно подходящими для осуществления настоящего изобретения являются полиолефины, модифицированные малеиновым ангидридом. Такие модифицированные полиолефины обычно получают прививкой малеинового ангидрида на основную цепь полимерного материала. Такие модифицированные малеиновым ангидридом полиолефины поставляет Е. I. du Pont de Nemours and Company под наименованием Fusabond®, например, серия P (химически модифицированный полипропилен), серия Е (химически модифицированный полиэтилен), серия С (химически модифицированный этиленвинилацетат), серия А (химически модифицированные этиленакрилатные сополимеры или терполимеры) или серия N (химически модифицированный этилен-пропиленовый, этилен-пропилен-диеновый мономер (англ. ethylene-propylene-diene monomer, сокращенно “EPDM”) или этилен-октеновый мономер). В альтернативном варианте модифицированные малеиновым ангидридом полиолефины также могут быть предоставлены Chemtura Corp. под наименованием Polybond® и Eastman Chemical Company под наименованием серия Eastman G.
В некоторых примерах осуществления агент, улучшающий совместимость, также может быть реакционно-способным. Одним из примеров такого реакционно-способного агента, улучшающего совместимость, является полиэпоксидный модификатор, который в среднем содержит в молекуле по меньшей мере два оксирановых цикла. Не ограничиваясь какой-либо теорией, можно предположить, что такие полиэпоксидные молекулы в определенных условиях могут инициировать реакцию возобновляемого сложного полиэфира, которая повышает прочность расплава полиэфира, не снижая в значительной степени его температуру стеклования. Реакции могут включать наращивание цепи, боковое ветвление, привитую сополимеризацию, образование сополимеров и т.д. Например, наращивание цепи может иметь множество различных путей протекания реакции. Например, модификатор может инициировать реакцию нуклеофильного раскрытия цикла с участием терминальной карбоксильной группы возобновляемого сложного полиэфира (образование сложного эфира) или гидроксильной группы (образование простого эфира). Соответственно могут протекать побочные реакции оксазолина с образованием сложноэфирамидных фрагментов. При протекании таких реакций может происходить повышение молекулярной массы возобновляемого сложного полиэфира, компенсирующее ее понижение за счет деструкции, часто наблюдаемой при обработке в расплаве. Несмотря на то, что инициирование рассмотренных выше реакций возобновляемого сложного полиэфира предпочтительно, авторами настоящего изобретения было обнаружено, что слишком интенсивное протекание реакций может приводить к образованию поперечных связей между основными цепочками сложного полиэфира. Если допустить, чтобы образование поперечных связей протекало в значительной степени, то получаемая полимерная смесь может становиться хрупкой, что затрудняет формование волокон требуемой прочности и с требуемыми показателями удлинения.
В этом отношении авторами настоящего изобретения было обнаружено, что особенно эффективным является применение полиэпоксидных модификаторов, содержащих относительно небольшое количество эпоксидных функциональных групп, которое может быть количественно определено величиной “эквивалентной массы эпоксида”. Эквивалентная масса эпоксида отражает количество полимера, который содержит одну эпоксидную группу в молекуле, и она может быть вычислена делением среднечисловой молекулярной массы модификатора на количество эпоксидных групп в молекуле. Среднечисловая молекулярная масса полиэпоксидного модификатора согласно настоящему изобретению обычно составляет от приблизительно 7500 до приблизительно 250000 г/моль, в некоторых примерах осуществления от приблизительно 15000 до приблизительно 150000 г/моль, и в некоторых примерах осуществления от приблизительно 20000 до 100000 г/моль, и показатель полидисперсности полиэпоксидного модификатора обычно составляет от 2,5 до 7. Полиэпоксидный модификатор может содержать менее 50, в некоторых примерах осуществления от 5 до 45, и в некоторых примерах осуществления от 15 до 40 эпоксидных групп. В свою очередь, эквивалентная масса эпоксида может составлять менее приблизительно 15000 г/моль, в некоторых примерах осуществления от приблизительно 200 до приблизительно 10000 г/моль, и в некоторых примерах осуществления от приблизительно 500 до приблизительно 7000 г/моль.
Полиэпоксид может иметь разветвленную или неразветвленную структуру, представлять собой гомополимер или сополимер (например, неупорядоченный, привитой сополимер, блок-сополимер и т.д.), содержащий терминальные эпоксидные группы, скелетные оксирановые звенья и/или боковые эпоксидные группы. Для получения требуемых полиэпоксидов могут быть использованы различные мономеры. Например, в одном из конкретных примеров осуществления полиэпоксидный модификатор содержит по меньшей мере один функционализованный эпоксидом (мет)акриловый мономерный компонент. Используемый в настоящем описании термин “(мет)акриловый” включает акриловые и метакриловые мономеры, а также их соли или сложные эфиры, например, акрилатные и метакрилатные мономеры. Например, подходящие функционализованные эпоксидом (мет)акриловые мономеры могут включать, без ограничений, мономеры, содержащие 1,2-эпоксигруппы, например, глицидилакрилат и глицидилметакрилат. Другие подходящие функционализованные эпоксидом мономеры включают простой аллилглицидиловый эфир, глицидилэтакрилат и глицидилитоконат.
Как указано выше, полиэпоксид обычно имеет относительно высокую молекулярную массу, так что он может не только вызывать наращивание цепи возобновляемого сложного полиэфира, но также способствовать достижению требуемой морфологии смеси. Таким образом, получаемая скорость течения расплава полимера, определяемая при нагрузке 2160 граммов и температуре 190°C, обычно составляет от приблизительно 10 до приблизительно 200 граммов за 10 минут, в некоторых примерах осуществления от приблизительно 40 до приблизительно 150 граммов за 10 минут, и в некоторых примерах осуществления от приблизительно 60 до приблизительно 120 граммов за 10 минут.
При необходимости в полиэпоксид также могут быть добавлены дополнительные мономеры, которые позволяют достичь требуемого значения молекулярной массы. Такие мономеры могут быть различными и включать, например, сложноэфирные мономеры, (мет)акриловые мономеры, олефиновые мономеры, амидные мономеры и т.д. Например, в одном из конкретных примеров осуществления полиэпоксидный модификатор включает по меньшей мере один разветвленный или неразветвленный α-олефиновый мономер, например, мономеры, содержащие от 2 до 20 атомов углерода и предпочтительно от 2 до 8 атомов углерода. Конкретные примеры включают этилен, пропилен, 1-бутен; 3-метил-1-бутен; 3,3-диметил-1-бутен; 1-пентен; 1-пентен, содержащий один или более метильных, этильных или пропильных заместителей; 1-гексен, содержащий один или более метильных, этильных или пропильных заместителей; 1-гептен, содержащий один или более метильных, этильных или пропильных заместителей; 1-октен, содержащий один или более метильных, этильных или пропильных заместителей; 1-нонен, содержащий один или более метильных, этильных или пропильных заместителей; замещенный этилом, метилом или диметилом 1-децен; 1-додецен; и стирол. Особенно предпочтительными α-олефиновыми сомономерами являются этилен и пропилен.
Другой подходящий мономер может включать (мет)акриловый мономер, нефункционализированный эпоксидом. Примеры таких (мет)акриловых мономеров могут включать метилакрилат, этилакрилат, н-пропилакрилат, изопропилакрилат, н-бутилакрилат, втор-бутилакрилат, изобутилакрилат, трет-бутилакрилат, н-амилакрилат, изоамилакрилат, изоборнилакрилат, н-гексилакрилат, 2-этилбутилакрилат, 2-этилгексилакрилат, н-октилакрилат, н-децилакрилат, метилциклогексилакрилат, циклопентилакрилат, циклогексилакрилат, метилметакрилат, этилметакрилат, 2-гидроксиэтилметакрилат, н-пропилметакрилат, н-бутилметакрилат, изопропилметакрилат, изобутилметакрилат, н-амилметакрилат, н-гексилметакрилат, изоамилметакрилат, втор-бутил-метакрилат, трет-бутилметакрилат, 2-этилбутилметакрилат, метилциклогексилметакрилат, циннамилметакрилат, кротилметакрилат, циклогексилметакрилат, циклопентилметакрилат, 2-этоксиэтилметакрилат, изоборнилметакрилат и т.д., а также их комбинации.
В одном из особенно предпочтительных примеров осуществления настоящего изобретения полиэпоксидный модификатор представляет собой терполимер, полученный из функционализированного эпоксидом (мет)акрилового мономерного компонента, α-олефинового мономерного компонента и не функционализированного эпоксидом (мет)акрилового мономерного компонента. Например, полиэпоксидный модификатор может представлять собой сополимер этилена, метилакрилата и глицидилметакрилата, который имеет следующую структуру:
где x, y и z равны 1 или более.
Полимер может быть получен из функционализированного эпоксидом мономера с помощью множества известных методик. Например, мономер, содержащий полярные функциональные группы, может быть привит на основную цепь полимера с образованием привитого сополимера. Методики привитой сополимеризации хорошо известны в данной области техники и рассмотрены, например, в патенте US 5179164, содержание которого полностью включено в настоящее описание посредством ссылки для всех целей. В других примерах осуществления мономер, содержащий функционализированные эпоксидом группы, может быть сополимеризован с мономером с образованием блок-сополимера или сополимера с неупорядоченной структурой с помощью известных методик свободнорадикальной полимеризации, например, реакций, протекающих под высоким давлением, в присутствии каталитических систем Циглера-Натта, каталитических систем с одним реакционным центром (например, металлоценовых систем) и т.д.
Относительная доля мономерного компонента (компонентов) может быть выбрана таким образом, который обеспечивает баланс между реакционной способностью эпоксидных групп и скоростью течения расплава. В частности, высокие содержания эпоксидсодержащих мономеров могут приводить к высокой реакционной способности в реакциях с возобновляемым сложным полиэфиром, но слишком высокое их содержание может снижать скорость течения расплава до такой степени, что полиэпоксидный модификатор будет оказывать отрицательное влияние на прочность расплава полимерной смеси. Таким образом, в большинстве примеров осуществления функционализированный эпоксидом (мет)акриловый мономер (мономеры) составляет от приблизительно 1% масс. до приблизительно 25% масс., в некоторых примерах осуществления от приблизительно 2% масс. до приблизительно 20% масс., и в некоторых примерах осуществления от приблизительно 4% масс. до приблизительно 15% масс. от массы сополимера. Соответственно, содержание α-олефинового мономера (мономеров) может составлять от приблизительно 55% масс. до приблизительно 95% масс., в некоторых примерах осуществления от приблизительно 60% масс. до приблизительно 90% масс., и в некоторых примерах осуществления от приблизительно 65% масс. до приблизительно 85% масс. от массы сополимера. Если добавляют другие мономерные компоненты (например, нефункционализированные эпоксидом (мет)акриловые мономеры), то их содержание мог составлять от приблизительно 5% масс. до приблизительно 35% масс., в некоторых примерах осуществления от приблизительно 8% масс. до приблизительно 30% масс., и в некоторых примерах осуществления от приблизительно 10% масс. до приблизительно 25% масс. от массы сополимера. Одним из конкретных примеров подходящего полиэпоксидного модификатора, который может быть применен согласно настоящему изобретению, является модификатор, поставляемый Arkema под наименованием LOTADER® АХ8950 или АХ8900. Например, LOTADER® АХ8950 имеет скорость течения расплава, составляющую от 70 до 100 г/10 мин., содержание глицидилметакрилатного мономера - от 7% масс. до 11% масс., содержание метилакрилатного мономера - от 13% масс. до 17% масс., и содержание этиленового мономера - от 72% масс. до 80% масс.
Кроме выбора типа и регулирования относительного содержания мономеров, используемых для получения полиэпоксидного модификатора, для достижения целевых полезных эффектов также можно регулировать общий массовый процентный состав. Например, при слишком низком уровне модификации может быть не достигнуто требуемое повышение прочности расплава и нужные механические свойства. Однако авторами настоящего изобретения также было обнаружено, что при слишком высоком уровне модификации, из-за сильного молекулярного взаимодействия (например, образования поперечных связей) и образования физической сетчатой структуры функциональными эпоксидными группами, могут возникать проблемы при получении волокна. Таким образом, используемое количество полиэпоксидного модификатора обычно составляет от приблизительно 0,05% масс. до приблизительно 10% масс., в некоторых примерах осуществления от приблизительно 0,1% масс. до приблизительно 8% масс., в некоторых примерах осуществления от приблизительно 0,5% масс. до приблизительно 5% масс., и в некоторых примерах осуществления от приблизительно 1% масс. до приблизительно 3% масс. в пересчете на массу возобновляемых сложных полиэфиров, содержащихся в композиции. Полиэпоксидный модификатор также может составлять от приблизительно 0,05% масс. до приблизительно 10% масс., в некоторых примерах осуществления от приблизительно 0,05% масс. до приблизительно 8% масс., в некоторых примерах осуществления от приблизительно 0,1% масс. до приблизительно 5% масс., и в некоторых примерах осуществления от приблизительно 0,5% масс. до приблизительно 3% масс. в пересчете на общую массу композиции.
Для осуществления настоящего изобретения, кроме полиэпоксидов также могут быть применены другие реакционно-способные агенты, улучшающие совместимость, например, полимеры, функционализированные оксазолином, полимеры, функционализированные цианидом, и т.д. Если применяют такие реакционноспособные агенты, улучшающие совместимость, то их концентрации могут быть такими же, как концентрации, указанные выше для полиэпоксидного модификатора. В одном из конкретных примеров осуществления может быть использован привитой оксазолином полиолефин, который представляет собой полиолефин, привитой мономером, содержащим оксазолиновый цикл. Оксазолин может включать 2-оксазолин, например, 2-винил-2-оксазолин (например, 2-изопропенил-2-оксазолин), 2-(жирный алкил)-2-оксазолин (например, получаемый из этаноламида олеиновой кислоты, линолевой кислоты, пальмитинолеиновой кислоты, гадолеиновой кислоты, эруковой кислоты и/или арахидоновой кислоты) и их комбинации. В другом примере осуществления оксазолин может быть выбран, например, из рицинолоксазолинмалеината, ундецил-2-оксазолина, соевого масла, модифицированного 2-оксазолином, касторового масла, модифицированного 2-оксазолином, и комбинаций перечисленных веществ. В другом примере осуществления оксазолин выбран из 2-изопропенил-2-оксазолина, 2-изопропенил-4,4-диметил-2-оксазолина и их комбинаций.
Е. Другие компоненты
Один из полезных аспектов настоящего изобретения состоит в возможности получения подходящих механических свойств без введения различных традиционных добавок, таких как вспениватели (например, хлорфторуглеродов, гидрохлорфторуглеродов, углеводородов, диоксида углерода и т.д.) и пластификаторы (например, твердого или полутвердого полиэтиленгликоля). Действительно, термопластическая композиция может по существу не содержать вспенивателей и/или пластификаторов. Например, количества вспенивателей и/или пластификаторов могут составлять не более приблизительно 1% масс., в некоторых примерах осуществления не более приблизительно 0,5% масс., и в некоторых примерах осуществления от приблизительно 0,001% масс. до приблизительно 0,2% масс. от массы термопластической композиции. Дополнительно, из-за отбеливания при приложении напряжения, более подробно рассмотренного ниже, получаемая композиция может приобретать непрозрачный цвет (например, белый) без добавления традиционных пигментов, например, диоксида титана. Например, в определенных примерах осуществления количество присутствующих пигментов может составлять не более приблизительно 1% масс., в некоторых примерах осуществления не более приблизительно 0,5% масс., и в некоторых примерах осуществления от приблизительно 0,001% масс. до приблизительно 0,2% масс. от массы термопластической композиции. Разумеется, в композицию по различным причинам может быть включено множество различных ингредиентов. Например, материалы, которые могут быть добавлены, включают, без ограничения, катализаторы, антиоксиданты, стабилизаторы, поверхностно-активные вещества, воски (парафины), твердые растворители, наполнители, зародышеобразующие агенты (например, карбонат кальция и т.д.), порошкообразные вещества и другие материалы, добавляемые для улучшения пригодности термопластической композиции к обработке.
II. Смешивание
Компоненты термопластической композиции могут быть смешаны друг с другом с помощью различных известных методик. Например, в одном из примеров осуществления компоненты могут быть направлены на смешивание по отдельности или в комбинации. Например, компоненты могут быть сначала смешаны друг с другом в сухом состоянии с образованием по существу однородной сухой смеси, и они могут быть, соответственно, направлены одновременно или последовательно в устройство для обработки в расплаве, в котором производят дисперсионное смешивание материалов. Может быть применена методика периодической и/или непрерывной обработки в расплаве. Например, для смешивания и обработки материалов в расплаве могут быть применены смеситель/месильная машина, смеситель Бенбери (англ. Banbury), смеситель Фаррела (англ. Farrel) непрерывного действия, одношнековый экструдер, двухшнековый экструдер, вальцовая мельница и т.д. Особенно подходящим устройством для обработки в расплаве может быть двухшнековый экструдер с одинаковым направлением вращения шнеков (например, экструдер ZSK-30, поставляемый Werner & Pfleiderer Corporation, Ramsey, New Jersey, или экструдер Thermo Prism™ USALAB 16, поставляемый Thermo Electron Corp., Stone, Англия). Такие экструдеры могут быть снабжены загрузочными отверстиями и отверстиями для выпуска газов, и обеспечивать высокую интенсивность распределительного и дисперсионного перемешивания. Например, компоненты могут быть поданы в одни и те же или разные загрузочные отверстия двухшнекового экструдера, и расплав перемешан с образованием по существу однородной расплавленной смеси. При необходимости другие добавки могут быть введены в полимерный расплав и/или отдельно направлены в экструдер через отверстия, расположенные на разных расстояниях по длине экструдера.
Независимо от типа конкретной выбранной методики обработки, получаемый смешанный в расплаве материал обычно содержит домены добавки, повышающей ударную прочность, причем осевой размер домена (например, длина) составляет от приблизительно 0,05 мкм до приблизительно 30 мкм, в некоторых примерах осуществления от приблизительно 0,1 мкм до приблизительно 25 мкм, в некоторых примерах осуществления от приблизительно 0,5 мкм до приблизительно 20 мкм, и в некоторых примерах осуществления от приблизительно 1 мкм до приблизительно 10 мкм. Если применяют полиэпоксидный модификатор, то он также может находиться в виде дискретных доменов, распределенных в непрерывной матрице сложного полиэфира. Такие “вторичные” домены могут иметь множество различных форм, например, эллиптическую, сферическую, цилиндрическую форму и т.д. Однако, независимо от формы, размер индивидуальных вторичных доменов после смешивания остается достаточно малым, чтобы обеспечить большую площадь поверхности для реакции с возобновляемым сложным полиэфиром. Например, размер вторичного домена (например, длина) обычно составляет от приблизительно 10 до приблизительно 1000 нанометров, в некоторых примерах осуществления от приблизительно 20 до приблизительно 800 нанометров, в некоторых примерах осуществления от приблизительно 40 до приблизительно 600 нанометров, и в некоторых примерах осуществления от приблизительно 50 до приблизительно 400 нанометров. Как было отмечено выше, добавка, повышающая ударную прочность, также образует дискретные домены в матрице сложного полиэфира, которые считаются “первичными” доменами композиции. Разумеется, также следует понимать, что домены могут быть образованы комбинацией полиэпоксида, добавки, повышающей ударную прочность, и/или других компонентов смеси.
Величины сдвига/давления и температуры могут быть отрегулированы таким образом, который обеспечивает достаточную дисперсию, но они не должны быть такими высокими, чтобы снижать размер дискретных доменов настолько, что домены не будут способны обеспечить требуемую жесткость и удлинение. Например, смешивание обычно производят при температуре, составляющей от приблизительно 180°C до приблизительно 260°C, в некоторых примерах осуществления от приблизительно 185°C до приблизительно 250°C, и в некоторых примерах осуществления от приблизительно 190°C до приблизительно 240°C. Соответственно, кажущаяся скорость сдвига во время обработки в расплаве может составлять от приблизительно 10 секунд-1 до приблизительно 3000 секунд-1, в некоторых примерах осуществления от приблизительно 50 секунд-1 до приблизительно 2000 секунд-1, и в некоторых примерах осуществления от приблизительно 100 секунд-1 до приблизительно 1200 секунд-1. Кажущуюся скорость сдвига рассчитывают по формуле 4Q/πR3, где Q представляет собой объемную скорость потока (м3/с) расплава полимера, и R - радиус (м) капилляра (например, головки экструдера) через который течет расплавленный полимер. Разумеется, для достижения требуемой гомогенности также возможно регулирование других переменных параметров, например, времени пребывания при обработке в расплаве, которое обратно пропорционально скорости пропускания материала.
Для создания требуемых условий сдвига (например, скорости, времени пребывания, скорости сдвига, температуры обработки в расплаве и т.д.), величина скорости шнека (шнеков) экструдера может быть выбрана в определенном диапазоне. Обычно при повышении скорости шнека, из-за ввода в систему дополнительной механической энергии, температура продукта повышается. Например, скорость шнека может составлять от приблизительно 50 до приблизительно 300 оборотов в минуту (об/мин), в некоторых примерах осуществления от приблизительно 70 до приблизительно 500 об/мин, и в некоторых примерах осуществления от приблизительно 100 до приблизительно 300 об/мин. Это может приводить к достижению температуры, достаточно высокой для диспергирования добавки, повышающей ударную прочность, но недостаточно высокой для того, чтобы размеры получаемых доменов менялись нежелательным образом. Скорость сдвига расплава и, в свою очередь, степень диспергирования полимеров также могут быть повышены посредством применения одного или более распределительных и/или дисперсионных смесительных элементов в смесительной секции экструдера. Подходящие распределительные смесители для одношнековых экструдеров могут включать, например, смесители Saxon, Dulmage, роторно-полостные смесители и т.д. Соответственно, подходящие дисперсионные смесители могут включать смесители Blister кольцевого типа, смесители Leroy/Maddock, смесители CRD и т.д. В данной области техники хорошо известно, что смешивание может дополнительно быть улучшено введением в корпус устройства штифтов, которые обеспечивают сминание и переориентацию расплава полимера, как, например, штифты, применяемые в экструзионной месильной машине Buss, роторно-полостных смесителях и смесителях с взаимозацепляемыми штифтами (англ. Vortex Intermeshing Pin, сокращенно VIP).
III. Формование волокон
Волокна, получаемые из смешанной термопластической композиции, могут иметь по существу любую требуемую конфигурацию, примеры которой включают однокомпонентные и многокомпонентные волокна (например, конфигурацию оболочка-сердечник, конфигурацию друг вдоль друга, конфигурацию “сегментированного пирога”, конфигурацию “островок в море” и т.д.). В некоторых примерах осуществления, для дополнительного повышения прочности и улучшения других механических свойств, волокна могут содержать в качестве компонента (например, двухкомпонентные волокна) или составляющего вещества (например, волокна, включающие два составляющих вещества) один или более дополнительных полимеров. Например, термопластическая композиция может образовывать компонент оболочки двухкомпонентного волокна типа оболочка/сердечник, в то время как дополнительный полимер может образовывать компонент сердечника или наоборот. Дополнительный полимер может представлять собой термопластический полимер, который в общем случае не считается возобновляемым, например, полиолефин, например, полиэтилен, полипропилен, полибутилен и т.д.; политетрафторэтилен; поливинилацетат; поливинилхлоридацетат; поливинилбутираль; акриловый полимер, например, полиакрилат, полиметилакрилат, полиметилметакрилат и т.д.; полиамид, например, нейлон; поливинилхлорид; поливинилиденхлорид; полистирол; поливиниловый спирт; и полиуретан. Однако, более желательно, чтобы дополнительный полимер был возобновляемым.
Для получения волокон согласно настоящему изобретению может быть применен любой из множества способов. Например, описанная выше термопластическая композиция может быть экструдирована через фильеру и подвергнута быстрому охлаждению. Так, на Фиг. 1 более подробно изображен один из примеров осуществления способа получения волокон. В этом конкретном примере осуществления термопластическая композиция согласно изобретению может быть подана в экструдер 12 из подающего бункера 14. Смесь может быть подана в подающий бункер 14 с помощью любой традиционной методики. Независимо от методики, в общем случае предпочтительно, чтобы содержание влаги в смеси было низким, поскольку это позволяет снизить риск гидролитического разложения возобновляемого сложного полиэфира; например, содержание влаги может составлять приблизительно 300 частей на миллион или менее, в некоторых примерах осуществления приблизительно 200 частей на миллион или менее, и в некоторых примерах осуществления от приблизительно 1 до приблизительно 100 частей на миллион. Такие содержания влаги могут быть достигнуты после проведения сушки, например, при температуре, составляющей от приблизительно 50°C до приблизительно 100°C, и в некоторых примерах осуществления от приблизительно 70°C до приблизительно 80°C.
Экструдер 12 нагревают до температуры, достаточной для экструзии расплавленного полимера. Экструдированную композицию затем пропускают через трубопровод 16 для полимера в фильеру 18. Например, фильера 18 может включать корпус, содержащий фильерный комплект, включающий множество пластин, расположенных одна над другой, в которых имеются расположенные в определенном порядке отверстия, через которые могут быть направлены потоки полимерных компонентов. Фильера 18 также включает отверстия, расположенные в виде одного или более рядов. При продавливании полимера сверху вниз через отверстия формируются нити, образующие завесу (пучок). В способе 10 также применяют охлаждающую воздуходувку 20, расположенную вблизи завесы из волокон, извлекаемых из фильеры 18. Воздух, поступающий из охлаждающей воздуходувки 20, охлаждает волокна, извлекаемые из фильеры 18. Охлаждающий воздух может быть направлен с одной из сторон завесы из волокон, как показано на Фиг. 1, или с обеих сторон завесы из волокон.
Для получения волокон требуемой длины охлажденные волокна обычно подвергают вытягиванию в расплавленном состоянии, например, с помощью устройства 22 для вытягивания волокна, представленного на Фиг. 1. Устройства для вытягивания волокон или эжекторы, применяемые при прядении волокна из полимерных расплавов, хорошо известны в данной области техники. Подходящие для применения в способе согласно настоящему изобретению устройства для вытягивания волокна включают эжектор для линейного вытягивания волокна, подобный описанному в патентах US 3802817 и US 3423255. Устройство 22 для вытягивания волокна обычно включает длинный вертикальный канал, через который волокна протягивают под действием засасывающего воздуха, поступающего из отверстий в сторонах канала и продуваемого в направлении вниз через канал. Всасывающий воздух направляют в устройство 22 для вытягивания волокна с помощью нагревателя или воздуходувки 24. Под действием всасывающего воздуха волокна и окружающий воздух транспортируются через устройство 22 для вытягивания волокна. Действие потока газа вызывает вытягивание волокон или уменьшение их диаметра, в результате которого повышается степень ориентации молекул или кристалличность полимеров, из которых образованы волокна. При применении устройства для вытягивания волокна может быть выбрана “степень вытягивания”, которая позволяет получать волокна требуемой длины. Степень вытягивания вычисляют как отношение линейной скорости волокон после вытягивания (например, линейной скорости прядильного диска 42 или перфорированной поверхности (не показана)) к линейной скорости волокон после экструзии.
Например, степень вытягивания при прядении из расплава может быть вычислена следующим образом:
Степень вытягивания = А/В
где
A представляет собой линейную скорость волокна после вытягивания из расплава (например, скорость прядильного диска), которая может быть непосредственно измерена; и
B представляет собой линейную скорость экструдированного волокна, которая может быть вычислена следующим образом:
Линейная скорость волокна, поступающего из экструдера = C/(25*π*D*E2),
где
C - скорость потока через одно отверстие (граммы в минуту);
D - плотность расплава полимера (граммы на кубический сантиметр); и
E - диаметр отверстия (в сантиметрах), через которое экструдируют волокно.
В некоторых примерах осуществления степень вытягивания может составлять от приблизительно 20:1 до приблизительно 4000:1, в некоторых примерах осуществления от приблизительно 25:1 до приблизительно 2000:1, в некоторых примерах осуществления от приблизительно 50:1 до приблизительно 1000:1, и в некоторых примерах осуществления от приблизительно 75:1 до приблизительно 800:1.
После формования волокна могут быть извлечены через выпускное отверстие устройства 22 для вытягивания волокна и осаждены на прядильный диск 42. При необходимости, как известно специалистам в данной области техники, волокна, собранные на прядильном диске 42, могут быть необязательно подвергнуты дополнительной обработке и/или трансформациям (не показаны) на той же технологической линии. Например, волокна могут быть собраны и затем извиты, подвергнуты структурированию и/или и нарезаны на волокна, средняя длина которых составляет от приблизительно 3 до приблизительно 80 миллиметров, в некоторых примерах осуществления от приблизительно 4 до приблизительно 65 миллиметров, и в некоторых примерах осуществления от приблизительно 5 до приблизительно 50 миллиметров. Как известно в данной области техники, в нетканое полотно, например, скрепленные кардочесанные полотна, полотна, полученные аэродинамическим формованием, и т.д. могут быть введены штапельные волокна. Волокна также могут быть осаждены на перфорированную поверхность, на которой они образуют нетканое полотно, например, как более подробно описано ниже.
Независимо от конкретного способа образования волокон, получаемые волокна затем вытягивают при температуре, лежащей ниже температуры стеклования возобновляемого сложного полиэфира (подвергают “холодной вытяжке”) с образованием требуемой пористой сетчатой структуры. Холодная вытяжка может быть проведена в продольном направлении (например, в машинном направлении, т.е. в направлении перемещения материала при обработке), поперечном направлении (например, в направлении, перпендикулярном перемещению материала при обработке) или в комбинации направлений. Согласно настоящему изобретению степень растяжения обычно выбирают таким образом, который позволяет получить требуемую пористую сетчатую структуру, но не ухудшает механических свойств получаемых волокон. Таким образом, волокна обычно вытягивают (например, в машинном направлении) до “степени растяжения”, составляющей от приблизительно 1,1 до приблизительно 3,5, в некоторых примерах осуществления от приблизительно 1,2 до приблизительно 3,0, и в некоторых примерах осуществления от приблизительно 1,5 до приблизительно 2,5. “Степень растяжения” может быть определена как отношение длины растянутого волокна к его длине до растягивания. Для получения требуемых свойств может быть выбрана различная скорость вытяжки, например, скорость вытяжки, составляющая от приблизительно 5% до приблизительно 1500% деформации в минуту, в некоторых примерах осуществления от приблизительно 10% до приблизительно 1000% деформации в минуту, и в некоторых примерах осуществления от приблизительно 100% до приблизительно 850% деформации в минуту. Во время вытяжки температуру волокон обычно поддерживают ниже температуры стеклования возобновляемого сложного полиэфира. Кроме создания других полезных эффектов, при такой выдержке цепочки сложного полиэфира не изменяются до такой степени, что содержащая поры сетчатая структура становится нестабильной. Обычно волокна вытягивают при температуре, которая по меньшей мере приблизительно на 10°C, в некоторых примерах осуществления по меньшей мере приблизительно на 20°C, и в некоторых примерах осуществления по меньшей мере приблизительно на 30°C ниже температуры стеклования. Например, вытяжка волокон может быть произведена при температуре, составляющей от приблизительно 0°C до приблизительно 50°C, в некоторых примерах осуществления от приблизительно 15°C до приблизительно 40°C, и в некоторых примерах осуществления от приблизительно 20°C до приблизительно 30°C. При необходимости, вытяжка волокон может быть произведена без внешнего подвода тепла.
Вытягивание волокон может быть произведено в течение одного или множества этапов. Например, в одном из примеров осуществления вытягивание осуществляют на той же технологической линии, не извлекая волокна для отдельной обработки. Однако, в других случаях волокна могут быть вытянуты до определенной степени на той же технологической линии, на которой из изготовляют, и затем извлечены из оборудования для формования волокон и направлены в этап дополнительной вытяжки. Независимо от вышеуказанного, для осуществления вытяжки могут быть применены различные методики, например, воздушное вытягивание (аспирация) (например, устройства для вытягивания волокна), вытягивание с помощью раздвижной рамы, двухосная вытяжка, многоосная вытяжка, профильная вытяжка, вакуумная вытяжка и т.д.
Холодная вытяжка, осуществляемая образом, рассмотренным выше, обычно приводит к образованию пор, которые имеют относительно небольшой осевой размер в направлении растяжения (например, в продольном или машинном направлении). Например, в одном из примеров осуществления осевой размер пор может составлять приблизительно 5 микрометров или менее, в некоторых примерах осуществления приблизительно 2 микрометра или менее, и в некоторых примерах осуществления от приблизительно 25 нанометров до приблизительно 1 микрометра. В некоторых случаях поры могут представлять собой “микропоры” в том смысле, что по меньшей мере один из размеров таких пор составляет приблизительно 1 микрометр или более. Например, такие микропоры могут иметь размер в направлении, перпендикулярном осевому размеру (т.е. в поперечном или перпендикулярном направлении), который составляет приблизительно 1 микрометр или более, в некоторых примерах осуществления приблизительно 1,5 микрометра или более, и в некоторых примерах осуществления от приблизительно 2 микрометров до приблизительно 5 микрометров. При этом аспектное отношение микропор (отношение осевого размера к размеру, перпендикулярному осевому размеру) составляет от приблизительно 0,1 до приблизительно 1, в некоторых примерах осуществления от приблизительно 0,2 до приблизительно 0,9, и в некоторых примерах осуществления от приблизительно 0,3 до приблизительно 0,8. Соответственно, материал также может содержать “нанопоры”, как таковые или в сочетании с микропорами. Каждый размер нанопоры обычно составляет менее приблизительно 1 микрометра, и в некоторых примерах осуществления он составляет от приблизительно 25 до приблизительно 500 нанометров.
Кроме образования рассмотренной выше сетчатой структуры, содержащей поры, вытяжка также может значительно увеличивать осевой размер первичных доменов, в результате чего они приобретают линейную удлиненную форму. Например, осевой размер удлиненных доменов может приблизительно на 10% или более, в некоторых примерах осуществления на величину от приблизительно 20% до приблизительно 500%, и в некоторых примерах осуществления на величину от приблизительно 50% до приблизительно 250% превышать осевой размер доменов перед вытяжкой. Осевой размер после вытяжки может, например, составлять от приблизительно 1 мкм до приблизительно 400 мкм, в некоторых примерах осуществления от приблизительно 5 мкм до приблизительно 200 мкм, и в некоторых примерах осуществления от приблизительно 10 мкм до приблизительно 150 мкм. Домены также могут иметь относительно малую толщину и, таким образом, иметь малые размеры в направлении, перпендикулярном осевому размеру (т.е. малый размер поперечного сечения). Например, продольный размер поперечного сечения может составлять от приблизительно 0,02 до приблизительно 75 микрометров, в некоторых примерах осуществления от приблизительно 0,1 до приблизительно 40 микрометров, и в некоторых примерах осуществления от 0,4 до приблизительно 20 микрометров. Таким образом, аспектное отношение доменов (отношение осевого размера к размеру, перпендикулярному осевому размеру) составляет от приблизительно 2 до приблизительно 150, в некоторых примерах осуществления от приблизительно 3 до приблизительно 100, и в некоторых примерах осуществления от приблизительно 4 до приблизительно 50.
Авторами настоящего изобретения также было обнаружено, что из-за образования после холодной вытяжки структуры, содержащей поры и удлиненные домены, расширение получаемой композиции при вытяжке в продольном направлении может происходить равномерно по всему объему, что подтверждается низким “коэффициентом Пуассона”, который определяют согласно следующему уравнению:
Коэффициент Пуассона = -Епоперечн/Епродольн
где Епоперечн представляет собой деформацию материала в поперечном направлении, и Епродольн представляет собой деформацию материала в продольном направлении. В частности, коэффициент Пуассона материала может составлять приблизительно 0 или даже быть отрицательным. Например, коэффициент Пуассона может составлять приблизительно 0,1 или менее, в некоторых примерах осуществления приблизительно 0,08 или менее, и в некоторых примерах осуществления от приблизительно -0,1 до приблизительно 0,04. Если коэффициент Пуассона равен нулю, то при расширении материала в продольном направлении не происходит сжатия материала в поперечном направлении. Если коэффициент Пуассона является отрицательной величиной, то при вытяжке материала в продольном направлении поперечные или боковые размеры материала также увеличиваются. Таким образом, ширина материалов, имеющих отрицательный коэффициент Пуассона, может увеличиваться при их растяжении в продольном направлении, что может приводить к повышению поглощения энергии в поперечном направлении.
Во время проведения холодной вытяжки вдоль продольной оси волокна могут образовываться один или более локализованных суженных участков (“шеек”), располагающихся между несуженными участками. Такие суженные участки могут содержать меньшее количество пор, чем несуженные участки, обеспечивающие достаточную прочность волокна, несмотря на его общую низкую плотность и высокий объем порового пространства. Кроме того, на протяжении всей длины суженного волокна диаметр его поперечного сечения может быть неодинаковым, что приводит к получению ряда различных полезных эффектов, например, к повышению площади поверхности и т.д. Обычно количество суженных участков может быть различным, и его можно регулировать с помощью выбранной степени растяжения. Однако обычно количество суженных участков может составлять от приблизительно 1 до приблизительно 400 суженных участков на сантиметр, в некоторых примерах осуществления от приблизительно 2 до приблизительно 200 суженных участков на сантиметр, и в некоторых примерах осуществления от приблизительно 5 до приблизительно 50 суженных участков на сантиметр. Количество суженных участков может быть определено согласно следующей формуле:
N=(1-L2)/(L1+L2)
где N - количество суженных участков, L1 - средняя длина суженного участка, и L2 - средняя длина несуженного участка (включая переход от суженного участка к несуженному участку). Так, на Фиг. 2 представлен пример волокна 200, которое включает суженные участки 202, расположенные между несуженными участками 204, где длина суженных участков 202 обозначена как длина L1, а длина несуженных участков 204 обозначена как длина L2.
Даже при очень низких плотностях, создаваемых согласно настоящему изобретению, получаемые волокна не настолько хрупки, как чистый полимер, и, таким образом, при наложении напряжения могут деформироваться, а не разрушаться. Таким образом, волокна могут продолжать функционировать как несущий нагрузку элемент даже после существенного удлинения. Таким образом, волокна согласно настоящему изобретению могут иметь повышенное “максимальное удлинение”, т.е. процентное удлинение волокна при максимальной нагрузке. Например, максимальное удлинение волокон согласно настоящему изобретению, определенное в соответствии со стандартом ASTM D638-10 при 23°C, может составлять приблизительно 50% или более, в некоторых примерах осуществления приблизительно 100% или более, в некоторых примерах осуществления от приблизительно 200% до приблизительно 1500%, и в некоторых примерах осуществления от приблизительно 400% до приблизительно 800%. Такое удлинение может быть характерно для волокон, имеющих множество различных средних диаметров, например, составляющих от приблизительно 0,1 до приблизительно 50 микрометров, в некоторых примерах осуществления от приблизительно 1 до приблизительно 40 микрометров, в некоторых примерах осуществления от приблизительно 2 до приблизительно 25 микрометров, и в некоторых примерах осуществления от приблизительно 5 до приблизительно 15 микрометров.
Наряду со способностью удлиняться под действием напряжения, волокна согласно настоящему изобретению также могут оставаться относительно прочными. Например, максимальное напряжение при растяжении для волокон, такое как определяемое в соответствии со стандартом ASTM D638-10 при 23°C, может составлять от приблизительно 25 до приблизительно 200 МегаПаскаль (МПа), в некоторых примерах осуществления от приблизительно 50 до приблизительно 150 МПа, и в некоторых примерах осуществления от приблизительно 60 до приблизительно 150 МПа. Другим параметром, который может быть показателем относительной прочности волокон согласно настоящему изобретению является “прочность на разрыв”, которая показывает прочность волокна на растяжение, выраженную в виде отношения прилагаемой силы к единице линейной плотности. Например, прочность на разрыв волокон согласно настоящему изобретению может составлять от приблизительно 0,75 до приблизительно 6,0 грамм-силы (gf) на денье (что приблизительно составляет от 7,35⋅10-3 до 58,8⋅10-3 Н на денье), в некоторых примерах осуществления от приблизительно 1,0 до приблизительно 4,5 gf на денье (что приблизительно составляет от 9,8⋅10-3 до 44,1⋅10-3 Н на денье), и в некоторых примерах осуществления от приблизительно 1,5 до приблизительно 4,0 gf на денье (что приблизительно составляет от 14,75⋅10-3 до 39,2⋅10-3 Н на денье). В зависимости от предполагаемого применения, денье волокон может быть различным. Обычно получают волокна, которые имеют денье на нить (т.е. единица линейной плотности равна массе в граммах 9000 метров волокна), составляющее менее приблизительно 6, в некоторых примерах осуществления менее приблизительно 3, и в некоторых примерах осуществления от приблизительно 0,5 до приблизительно 3.
При необходимости, до и/или после проведения холодной вытяжки, волокна согласно настоящему изобретению могут быть введены в один или более этапов дополнительной обработки. Примеры таких способов включают, например, растяжение с помощью рифленых валков, тиснение, нанесение покрытия и т.д. Кроме того, с целью улучшения свойств поверхности поверхность волокон может быть подвергнута обработке с помощью различных известных методик. Например, для удаления или уменьшения любого из наружных слоев, образующихся на волокнах, для изменения полярности, пористости, топографии поверхности и т.д., могут быть применены пучки излучения с высокой энергией (например, плазменное излучение, рентгеновское излучение, облучение электронным пучком и т.д.). При необходимости и в альтернативном варианте такая обработка поверхности может быть произведена до и/или после холодной вытяжки волокон.
Из волокон согласно настоящему изобретению также может быть образовано полотно, например, тканое полотно, трикотажная ткань, нетканое полотно и т.д. Например, волокна могут быть уложены с образованием структуры нетканого полотна посредством неупорядоченного осаждения волокон на формующую поверхность (необязательно с приложением вакуума) с последующим скреплением получаемого полотна с помощью любой известной методики. Нетканое полотно может быть образовано до или после вытяжки волокон. Например, в некоторых примерах осуществления может быть желательным получение нетканого полотна из множества волокон и последующая вытяжка волокон посредством растягивания нетканого полотна до требуемой степени с образованием пористой сетчатой структуры. В альтернативном примере осуществления бесконечная формующая поверхность просто может быть расположена ниже установки для воздушной вытяжки волокон, в которой производят вытяжку волокон до требуемого состояния до формования полотна.
После формования нетканое полотно может быть скреплено с помощью любой традиционной методики, например, при помощи клеящего вещества или автогенной склейкой (например, сплавлением и/или при аутоадгезии волокон без применения дополнительного клеящего вещества). Автогенная склейка, например, может быть произведена посредством контакта волокон, пока они еще находятся в полурасплавленном или клейком состоянии, или простым смешиванием полимера, повышающего клейкость, и/или растворителя с полимером, из которого формуют волокна. Подходящие методики автогенной склейки могут включать ультразвуковое скрепление, термическое скрепление, скрепление горячим воздухом, каландрирование и т.д. Например, полотно может быть дополнительно скреплено или на нем может быть вытеснен шаблон термомеханическим способом, в соответствии с которым полотно пропускают между нагретым опорным валком и нагретым валком для тиснения. На валок для тиснения может быть нанесен любой выпуклый шаблон, который обеспечивает получение полотна с требуемыми свойствами или внешним видом. Предпочтительно, на валок для тиснения наносят выпуклый шаблон, ограничивающий множество участков скрепления, которые ограничивают область скрепления, составляющую от приблизительно 2% до 30% от общей площади валка. Примеры шаблонов включают, например, шаблоны, описанные в патентах US 3855046, Hansen с соавт., US 5620779, Levy с соавт., US 5962112, Haynes с соавт., US 6093665, Sayovitz с соавт., а также в патентах на промышленный образец US 428267, Romano с соавт.; US 390708, Brown; US 418305, Zander с соавт.; US 384508, Zander с соавт.; US 384819, Zander с соавт.; US 358035, Zander с соавт.; и US 315990, Blenke1 с соавт. Давление между валками может составлять от приблизительно 5 до приблизительно 2000 фунтов на линейный дюйм (что приблизительно составляет от 89 до 3,57⋅104 кг/м). Давление между валками и температуру валков устанавливают таким образом, чтобы получить требуемые свойства или внешний вид полотна и сохранить тканеподобные свойства. Как хорошо известно специалистам в данной области техники, требуемые значения температуры и давления могут колебаться в широких пределах в зависимости от множества факторов, неограничивающие примеры которых включают область скрепления шаблона, свойства полимера, свойства волокон и свойства нетканого полотна.
Кроме полотен спанбонд, из термопластической композиции согласно настоящему изобретению также может быть получено множество других нетканых полотен, например, полотна, получаемые из расплава аэродинамическим способом (полотна мелтблаун), скрепленные кардочесанные полотна, полотна, получаемые мокрым формованием, полотна, получаемые суховоздушным формованием, коформные полотна, полотна, спутанные гидравлическим способом и т.д. Например, термопластическая композиция может быть экструдирована через множество мелких капилляров фильеры в сходящийся в одну точку поток газа (например, воздуха), движущийся с высокой скоростью, в результате чего происходит уменьшение диаметра волокон. Затем полученные аэродинамическим способом из расплава волокна транспортируют с помощью высокоскоростного потока газа и размещают на сборной поверхности с образованием полотна из неупорядоченно распределенных волокон мелтблаун. В альтернативном варианте кардочесанное полотно может быть сформовано из полимера посредством транспортировки жгутов волокон, полученных из термопластической композиции, в трепальную машину, в которой производят разделение волокон. Затем волокна пропускают через чесальный или кардочесальный узел, в котором производят дополнительное разделение и выравнивание волокон в машинном (продольном) направлении с образованием волокнистого нетканого полотна, ориентированного в машинном направлении. После формования нетканое полотно обычно стабилизируют с помощью одной или более известных методик скрепления.
При необходимости нетканое полотно также может представлять собой композиционный материал, содержащий комбинацию волокон из термопластической композиции и волокон других типов (например, штапельного волокна, нитей и т.д.). Например, может быть введено дополнительное синтетическое волокно, например, волокна, полученные из полиолефинов, например, полиэтилена, полипропилена, полибутилена и т.д.; политетрафторэтилена; сложных полиэфиров, например, полиэтилентерефталата и т.д.; поливинилацетата; поливинилхлоридацетата; поливинилбутираля; акриловых полимеров, например, полиакрилата, полиметилакрилата, полиметилметакрилата и т.д.; полиамидов, например, нейлона; поливинилхлорида; поливинилиденхлорида; полистирола; поливинилового спирта; полиуретанов; полимолочной кислоты; и т.д. При необходимости также могут быть использованы биоразлагаемые полимеры. Некоторые примеры известных синтетических волокон включают двухкомпонентное волокно типа оболочка-сердечник, поставляемое KoSa Inc., Charlotte, Северная Каролина, под наименованиями Т-255 и Т-256, где оба продукта включают полиолефиновую оболочку, или Т-254, оболочка которого состоит из низкоплавкого сложноэфирного сополимера. Также могут быть использованы другие известные двухкомпонентные волокна, которые включают волокна, поставляемые Chisso Corporation, Moriyama, Япония, или Fibervisions LLC, Wilmington, Делавэр. Также могут быть использованы штапельные волокна из полимолочной кислоты, например, волокна, поставляемые Far Eastern Textile, Ltd., Тайвань.
Композитный материал также может содержать целлюлозные волокна, например, целлюлозные волокна большой и средней длины, целлюлозные волокна малой и средней длины или их смеси. Один из примеров подходящих распушенных целлюлозных волокон большой и средней длины включает крафт-целлюлозные волокна из мягкой древесины. Крафт-целлюлозные волокна из мягкой древесины получают из деревьев хвойных пород, неограничивающие примеры которых включают целлюлозные волокна из мягкой древесины деревьев северных, западных и южных областей, которая включает красное дерево (сосну обыкновенную), можжевельник виргинский, канадскую ель, дугласову пихту, ель обыкновенную, сосну (например, южную сосну), американскую ель (например, черную ель), бамбук, их комбинации и т.д. Для осуществления настоящего изобретения могут быть использованы волокна из крафт-целлюлозы, полученной из мягкой древесины деревьев северных пород. Один из примеров коммерчески доступных волокон из крафт-целлюлозы, полученной из мягкой древесины деревьев южных пород, подходящих для применения согласно настоящему изобретению, включает продукты, поставляемые под торговым наименованием “NF-405” Компанией Weyerhaeuser Company, офисы которой находятся в Federal Way, Вашингтон. Другой пример целлюлозы, подходящей для применения согласно настоящему изобретению, представляет собой беленую сульфатную целлюлозу, в основном содержащую волокна из мягкой древесины, которую поставляет Bowater Corp., офисы которой находятся в Greenville, Южная Каролина, под торговым наименованием целлюлоза CoosAbsorb S. Согласно настоящему изобретению также могут быть применены волокна малой и средней длины. Одним из примеров подходящих целлюлозных волокон малой и средней длины являются волокна из крафт-целлюлозы, полученные из древесины твердых пород. Волокна из крафт-целлюлозы, полученные из древесины твердых пород, получают из лиственных деревьев, и они включают целлюлозные волокна, полученные из пород деревьев, неограничивающие примеры которых включают эвкалипт, клен, березу, осину и т.д. Для повышения мягкости, усиления яркости, повышения непрозрачности и изменения пористости структуры полотна с целью повышения его способности к капиллярному впитыванию, особенно предпочтительными являются волокна из эвкалиптовой крафт-целлюлозы. Также могут быть использованы волокна из бамбука или хлопка.
Нетканые композиционные материалы могут быть получены с помощью разнообразных известных методик. Например, нетканый композиционный материал может представлять собой “коформный материал”, который содержит смесь или стабилизированную матрицу волокон из термопластической композиции и абсорбирующий материал. Например, коформные материалы могут быть получены способом, в котором по меньшей мере одна экструзионная головка для получения волокон аэродинамическим способом из расплава расположена вблизи трубопровода, через который в полотно во время его формования добавляют абсорбирующие материалы. Неограничивающие примеры таких абсорбирующих материалов могут включать целлюлозные волокна, суперабсорбирующие частицы, неорганические и/или органические абсорбирующие материалы, обработанное полимерное штапельное волокно и т.д. В зависимости от требуемых характеристик нетканого композиционного материала относительное процентное содержание абсорбирующего материала может колебаться в широком диапазоне. Например, нетканый композиционный материал может содержать от приблизительно 1% масс. до приблизительно 60% масс., в некоторых примерах осуществления от 5% масс. до приблизительно 50% масс., и в некоторых примерах осуществления от приблизительно 10% масс. до приблизительно 40% масс. волокон из термопластической композиции. Нетканый композиционный материал также может содержать от приблизительно 40% масс. до приблизительно 99% масс., в некоторых примерах осуществления от 50% масс. до приблизительно 95% масс., и в некоторых примерах осуществления от приблизительно 60% масс. до приблизительно 90% масс. абсорбирующего материала. Некоторые примеры подобных коформных материалов описаны в патентах US 4100324, Anderson с соавт.; US 5284703, Everhart с соавт., и US 5350624, Georger, с соавт.
Настоящее изобретение также включает получение нетканых многослойных материалов, в которых один или более слой получен из термопластической композиции. Например, нетканое полотно, составляющее один слой, может представлять собой полотно спанбонд, содержащее термопластическую композицию, а нетканое полотно, составляющее другой слой, может содержать термопластическую композицию, другой возобновляемый полимер (полимеры) и/или любой другой полимер (например, полиолефин). В одном из примеров осуществления нетканый многослойный материал содержит слой материала мелтблаун, расположенный между двумя слоями спанбонд, образуя многослойный материал типа “слой спанбонд/слой мелтблаун/слой спанбонд” (англ. spunbond/meltblown/spunbond, сокращенно “SMS”). При необходимости слой (слои) спанбонд может быть образован из термопластической композиции. Слой мелтблаун может быть получен из термопластической композиции, другого возобновляемого полимера (полимеров) и/или любого другого полимера (например, полиолефина). Различные методики получения многослойных материалов типа SMS описаны в патентах US 4041203, Brock с соавт.; US 5213881, Timmons с соавт.; US 5464688, Timmons с соавт.; US 4374888, Bornslaeqer; US 5169706, Collier с соавт.; и US 4766029, Brock с соавт.; а также в опубликованной патентной заявке US 2004/0002273, Fitting с соавт. Разумеется, нетканый многослойный материал может иметь другую конфигурацию и включать любое требуемое количество слоев, полученных аэродинамическим способом и полученных высокоскоростным формованием, например, представлять собой многослойный материал, включающий: слой спанбонд/слой мелтблаун/слой мелтблаун/слой спанбонд (тип SMMS), или представлять собой многослойный материал, включающий: слой спанбонд/слой мелтблаун (тип SM) и т.д. Несмотря на то, что значения поверхностной плотности нетканого многослойного материала могут быть подобраны специально для определенного применения, эти значения обычно составляют от приблизительно 10 до приблизительно 300 граммов на квадратный метр (г/м2), в некоторых примерах осуществления от приблизительно 25 до приблизительно 200 г/м2, и в некоторых примерах осуществления от приблизительно 40 до приблизительно 150 г/м2.
При необходимости волокна, нетканое полотно и т.д., также могут быть подвергнуты отжигу для сохранения ими требуемой формы. Отжиг обычно производят при температурах, превышающих температуру стеклования возобновляемого сложного полиэфира, например, при температурах от приблизительно 65° до приблизительно 120°C, в некоторых примерах осуществления от приблизительно 70°C до приблизительно 110°C, и в некоторых примерах осуществления от приблизительно 80°C до приблизительно 100°C. Для улучшения свойств волокон они могут быть подвергнуты поверхностной обработке с помощью любой из множества известных методик. Например, для удаления или уменьшения любого из наружных слоев, образующихся на волокнах, для изменения полярности поверхности, придания хрупкости поверхностному слою и т.д. могут быть применены пучки излучения с высокой энергией (например, плазменное излучение, рентгеновское излучение, облучение электронным пучком и т.д.). При необходимости такая обработка поверхности может быть произведена до и/или после формования полотна, а также до и/или после холодной вытяжки волокон.
IV. Изделия
Волокна и/или полученное из них полотно могут иметь множество применений. Например, волокна могут быть введены в “медицинское изделие”, например, халат, хирургические простыни, защитные маски, головные уборы, хирургические шапочки, бахилы, обертки для стерилизации, одеяла с подогревом, греющие маты (грелки-матрацы) и т.д. Разумеется, волокна также могут быть использованы для изготовления различных других изделий. Например, волокна могут быть введены в “поглощающее изделие”, которое может поглощать воду или другие текучие среды. Неограничивающие примеры некоторых поглощающих изделий включают поглощающие изделия для личного пользования, например, подгузники, трусы для приучения ребенка к туалету, поглощающие нижние брюки, изделия для больных недержанием, изделия женской гигиены (например, гигиенические салфетки), купальные костюмы, гигиенические салфетки для младенцев, гигиенические салфетки для вытирания рук и т.д.; медицинские поглощающие изделия, например, одежду, материалы для ограничения операционного поля, нижнее белье, наматрасники, перевязочные материалы, поглощающие простыни и медицинские салфетки; салфетки для подачи пищи; одежду; сумочки и т.д. Материалы и способы, подходящие для изготовления таких изделий, хорошо известны специалистам в данной области техники. Например, поглощающие изделия обычно включают слой, по существу непроницаемый для жидкости (например, внешнюю оболочку), слой, проницаемый для жидкости (например, слой, прилегающий к телу, слой, расположенный со стороны потока жидкости, и т.д.) и поглощающую внутреннюю часть. Например, в одном из примеров осуществления нетканое полотно, полученное из волокон согласно настоящему изобретению, может быть использовано для получения внешней оболочки поглощающего изделия. При необходимости, нетканое полотно может быть присоединено ламинированием к непроницаемой для жидкости пленке, которая может быть как проницаема, так и непроницаема для паров.
Для лучшего понимания настоящего изобретения ниже представлены соответствующие примеры.
Способы испытаний
Скорость течения расплава
Скорость течения расплава (англ. melt flow rate, сокращенно “MFR”) представляет собой массу полимера (в граммах), продавливаемую через отверстие экструзионного реометра (диаметром 0,0825 дюйма, что приблизительно составляет 2 мм) под действием нагрузки 2160 граммов в течение 10 минут, обычно при 190°C или 230°C. Если не указано иное, то скорость течения расплава измеряют в соответствии со Способом испытаний D1239 стандарта ASTM с помощью экструзионного пластометра Tinius Olsen.
Термические свойства
Температура стеклования (Tg) может быть определена способом динамомеханического анализа (сокращенно ДМА) в соответствии со стандартом ASTM Е1640-09. Для этого может быть применено устройство Q800, поставляемое ТА Instruments. Экспериментальные измерения могут быть проведены в геометрическом режиме натяжение-натяжение, в диапазоне температур от -120°C до 150°C с шагом 3°C/мин. При проведении испытаний частота амплитуды деформации может быть установлена постоянной (2 Гц). Для получения средней температуры стеклования, могут быть исследованы три (3) независимых образца, после чего среднюю температуру стеклования определяют как максимальное значение на кривой тангенса δ (tan δ), где tan δ представляет собой отношение модуля потерь к динамическому модулю упругости (tan δ = Е”/Е').
Температура плавления может быть определена с помощью дифференциальной сканирующей калориметрии (ДСК). Дифференциальный сканирующий калориметр может представлять собой калориметр ДСК Q100, снабженный охлаждающей приставкой с жидким азотом и аналитическим программным обеспечением Universal Analysis 2000 (версия 4.6.6), поставляемым Т.А. Instruments Inc., New Castle, Delaware. Для предотвращения непосредственного контакта с образцами используют пинцет или другие устройства. Образцы помещают в алюминиевую чашку и взвешивают с точностью 0,01 миллиграмма на аналитических весах. Поверх материала образца чашку закрывают сминаемой крышкой. Обычно гранулы полимера помещают непосредственно в чашку для взвешивания.
Дифференциальный сканирующий калориметр калибруют, используя эталон из металлического индия, после чего выполняют уточнение линии отсчета, как указано в руководстве по эксплуатации дифференциального сканирующего калориметра. Образец материала помещают в камеру для испытаний дифференциального сканирующего калориметра, используя в качестве образца сравнения пустую чашку. Все испытания могут быть проведены при продувке камеры для испытаний азотом (промышленной чистоты) со скоростью 55 кубических сантиметров в минуту. Для образцов, состоящих из гранул полимера, программа нагревания и охлаждения состояла из 2 циклов испытаний, которые начинали с уравновешивания камеры до -30°C, после чего выполняли первый период нагревания при скорости нагревания, составляющей 10°C в минуту, до температуры, составляющей 200°C; затем уравновешивали образец при 200°C в течение 3 минут и проводили первый период охлаждения при скорости охлаждения, составляющей 10°C в минуту, до температуры, составляющей -30°C; затем уравновешивали образец при -30°C в течение 3 минут и выполняли второй период нагревания при скорости нагревания, составляющей 10°C в минуту, до температуры, составляющей 200°C. Для образцов волокна программа нагревания и охлаждения могла включать испытание, состоящее из одного цикла, который начинали с уравновешивания камеры до -25°C, после чего выполняли первый период нагревания при скорости нагревания, составляющей 10°C в минуту, до температуры, составляющей 200°C, после чего уравновешивали образец при 200°C в течение 3 минут и проводили первый период охлаждения при скорости охлаждения, составляющей 10°C в минуту, до температуры, составляющей -30°C. Все операции испытания могут быть проведены при продувке камеры для испытаний азотом (промышленной чистоты) со скоростью 55 кубических сантиметров в минуту.
Результаты могут быть оценены с помощью программного обеспечения Universal Analysis 2000, которое позволяет устанавливать и определять температуру стеклования (Tg) перегиба, эндотермические и экзотермические пики и площади под пиками на полученных с помощью ДСК кривых. Температура стеклования может быть определена по участку на кривой, имеющему отчетливый перегиб, а температура плавления может быть определена с помощью автоматизированного вычисления перегиба.
Механические свойства при растяжении
Способность к растяжению может быть определена в соответствии со стандартом ASTM 638-10 при 23°C. Например, отдельные образцы волокон сначала могут быть укорочены (например, обрезаны ножницами) до 38 миллиметров в длину и по отдельности помещены на черную бархатную ткань. Таким образом могут быть собраны от 10 до 15 образцов волокон. Затем образцы волокон могут быть зафиксированы в по существу выпрямленном состоянии на прямоугольной бумажной рамке, внешние размеры которой составляют 51 миллиметр × 51 миллиметр, а внутренние размеры - 25 миллиметров × 25 миллиметров. Концы каждого из образцов волокон могут быть функционально закреплены на рамке осторожным закреплением концов волокон к сторонам рамки клейкой лентой. Внешний, относительно более короткий размер поперечного сечения каждого из образцов волокон может быть измерен с помощью традиционного лабораторного микроскопа, который может быть откалиброван соответствующим образом и установлен на 40-кратное увеличение. Размер поперечного сечения волокна может быть записан в виде диаметра отдельного образца волокна. Рамка позволяет фиксировать концы образцов волокон в верхнем и нижнем зажимах устройства для испытаний на растяжение с постоянной скоростью вытяжки, не повреждая образцы волокон.
Для испытаний могут быть применены устройство для испытаний на растяжение с постоянной скоростью вытяжки и подходящий датчик измерения нагрузки. Датчик измерения нагрузки (например, 10 Н) может быть выбран таким образом, чтобы получаемые при испытаниях величины находились в диапазоне 10-90% от полной шкалы нагрузки. Устройство для испытаний на растяжение (т.е. MTS SYNERGY 200) и датчик измерения нагрузки могут быть предоставлены MTS Systems Corporation, Eden Prairie, Мичиган. Затем образцы волокон, закрепленные в рамке, могут быть зафиксированы между зажимами устройства для испытаний на растяжение таким образом, что концы волокон могут быть функционально заключены в зажимах устройства для испытаний на растяжение. Затем стороны бумажной рамки, параллельные продольному размеру волокон, могут быть обрезаны или иным образом отделены, чтобы усилие, создаваемое в устройстве для испытаний на растяжение, прикладывалось только к волокнам. Волокна могут быть подвергнуты испытанию на растяжение при скорости вытяжки и скорости перемещения зажимов, составляющей 12 дюймов (что приблизительно составляет 0,3 м) в минуту. Получаемые данные могут быть проанализированы с использованием программного обеспечения TESTWORKS 4, поставляемого MTS Corporation, при следующих установочных параметрах:
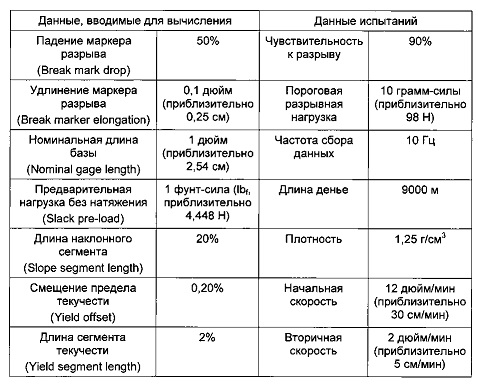
Значения прочности на разрыв могут быть выражены в единицах грамм-силы на денье. Также могут быть измерены максимальное удлинение (% удлинения при разрыве) и максимальная нагрузка.
Степень расширения, плотность и процентный объем пор
Для определения степени расширения, плотности и процентного объема пор сначала измеряли ширину (Wi) и толщину (Ti) образца перед проведением холодной вытяжки. Также определяли длину (Li) до вытяжки, измеряя расстояние между двумя отметками на поверхности образца. Затем, для инициирования образования пор, образец подвергали холодной вытяжке. Затем измеряли с точностью до 0,01 мм ширину (Wf), толщину (Tf) и длину (Lf) образца, применяя толщинометр Digimatic Caliper (Mitutoyo Corporation). Объем (Vi) до холодной вытяжки вычисляли по формуле Wi×Тi×Li=Vi. Объем (Vf) после холодной вытяжки также вычисляли по формуле Wf×Tf×Lf=Vf. Степень расширения (Ф) вычисляли по формуле Ф=Vf/Vi; плотность (Pf) вычисляли по формуле: Pf=Рi/Ф, где Рi - плотность материала предшественника; и процентный объем пор (% Vv) вычисляли по формуле: %Vv=(1-1/Ф)×100.
Содержание влаги
Содержание влаги может быть определено с помощью анализатора влаги Arizona Instruments Computrac Vapor Pro (Модель No. 3100) по существу в соответствии со стандартом ASTM D 7191-05, содержание которого полностью включено в настоящее описание посредством ссылки для всех целей. Температура при проведении испытаний (§Х2.1.2) может составлять 130°C, размер образца (§Х2.1.1) может составлять от 2 до 4 граммов, и время продувки флакона (§Х2.1,4) может составлять 30 секунд. Дополнительно, критерий окончания (§Х2.1.3) может быть определен как режим “предвидения”, что означает, что испытание заканчивают, когда удовлетворяются встроенные программные критерии (с помощью которых математически высчитывают конечную точку содержания влаги).
ОПИСАНИЕ ПРИМЕРОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Пример 1
PLA 6201 D (Natureworks®, скорость течения расплава 10 г/10 минут при 190°C) продавливали при 240°C и расходе 0,40 граммов на одно отверстие в минуту через фильеру диаметром 0,6 мм. Волокна собирали в свободном падении (под действием одной лишь силы тяжести), и механические свойства волокон определяли при скорости вытягивания, составляющей 50 миллиметров в минуту. Полученные волокна PLA не увеличивались в объеме, поскольку деформация при разрыве волокон PLA составила лишь 3,8%.
Пример 2
Из смеси, содержащей 85,3% масс. полимолочной кислоты (PLA 6201D, Natureworks®), 9,5% масс. добавки, повышающей ударную прочность, 1,4% масс. полиэпоксидного модификатора и 3,8% масс. модификатора границы раздела фаз (PLURIOL® WI 285, поставляемого BASF), прядением получали волокна. Добавка, повышающая ударную прочность, представляла собой Vistamaxx™ 2120 (ExxonMobil), который является сополимерным полиолефиновым эластомером, имеющим скорость течения расплава, составляющую 29 г/10 мин (190°C, 2160 г), и плотность, составляющую 0,866 г/см3. Полиэпоксидный модификатор представлял собой сополимер этилена, метилакрилата и глицидилметакрилата (Lotader® АХ8900, Arkema), который имеет скорость течения расплава, составляющую 70-100 г/10 мин (190°C, 2160 г), содержание глицидилметакрилата от 7 до 11% масс., содержание метилакрилата от 13 до 17% масс. и содержание этилена от 72 до 80% масс. Для смешивания полимеры подавали в двухшнековый экструдер со шнеками, вращающимися в одном направлении (ZSK-30, диаметр 30 мм, длина 1328 миллиметров), который поставляет Werner and Pfleiderer Corporation, Ramsey, New Jersey. Экструдер включал 14 зон, последовательно пронумерованных 1-14, начиная от подающего бункера до экструзионной головки. Полимеры направляли в первую зону #1 цилиндра через весовой дозатор при общем расходе, составляющем 15 фунтов в час (что приблизительно составляет 6,8 кг в час); при этом PLURIOL® WI285 добавляли посредством инжекторного насоса в зону #2 цилиндра. В экструзионной головке, применяемой для экструдирования полимеров, имелось 3 отверстия (диаметром 6 миллиметров), расположенных на расстоянии 4 миллиметра друг от друга. После формования экструдированный полимер охлаждали на охлаждаемой воздуходувкой конвейерной ленте и превращали в гранулы на грануляторе Conair. Скорость шнека экструдера составляла 200 оборотов в минуту (“об./мин.”). Гранулы затем направляли самотеком в одношнековый экструдер, в котором поддерживали температуру 240°C, где происходило их плавление, и расплав пропускали через насос для расплава со скоростью, составляющей 0,40 граммов на одно отверстие в минуту, через фильеру диаметром 0,6 мм. Волокна собирали в свободном падении (под действием одной лишь силы тяжести), и механические свойства волокон определяли при скорости вытягивания, составляющей 50 миллиметров в минуту. Волокна затем подвергали холодной вытяжке при 23°C на раздвижной рамке MTS Synergie со скоростью, составляющей 50 мм/мин. Волокна вытягивали до предварительно заданных значений деформации: 50%, 100%, 150%, 200% и 250%.
После вытяжки для различных степеней деформации вычисляли степень расширения, объем пор и получаемую плотность, которые представлены в нижеследующих таблицах.

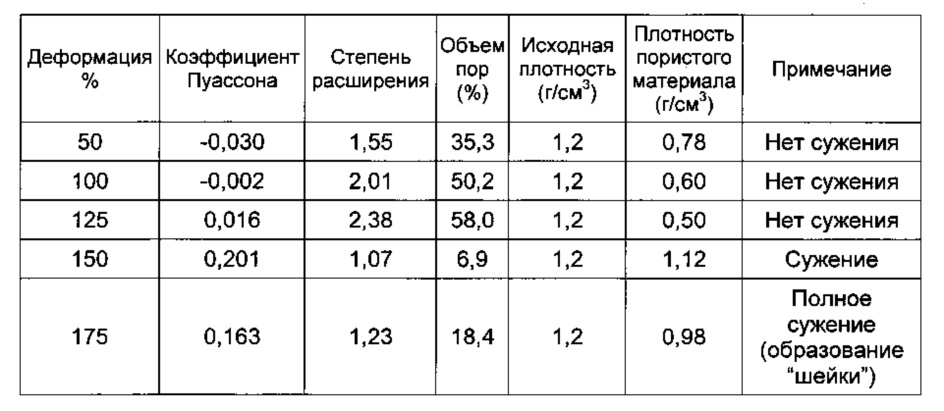
Пример 3
Волокна были получены, как описано в Примере 2, за исключением того, что их собирали на приемный валок, вращающийся со скоростью 100 метров в минуту, в результате чего степень вытягивания волокон составила 77. Механические свойства волокон определяли при скорости вытягивания, составляющей 50 миллиметров в минуту. Затем волокна подвергали холодной вытяжке при 23°C на раздвижной рамке MTS Synergie со скоростью, составляющей 50 мм/мин. Волокна вытягивали до предварительно заданных значений деформации: 50%, 100%, 150%, 200% и 250%. После вытяжки для различных степеней деформации вычисляли степень расширения, объем пор и получаемую плотность, которые представлены в нижеследующих таблицах.

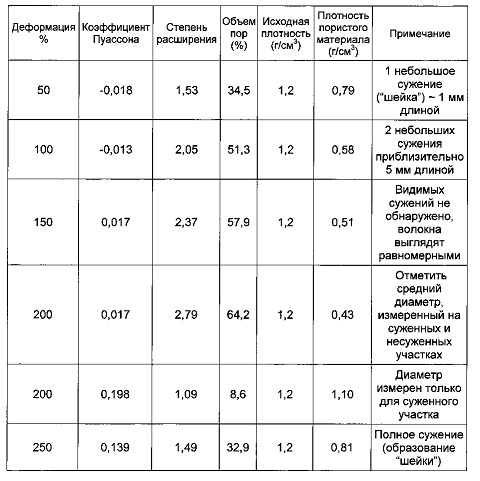
Пример 4
Волокна были получены, как описано в Примере 2, за исключением того, что смесь состояла из 84,6% масс. полимолочной кислоты (PLA 6201D, Natureworks®), 9,4% масс. добавки, повышающей ударную прочность, Vistamaxx™ 2120 (ExxonMobil), 1,3% масс. полиэпоксидного модификатора (Lotader® АХ8900, Arkema) и 4,5% масс. модификатора границы раздела фаз HALLGREEN® IM-8830, поставляемого Hallstar. HALLGREEN® IM-8830 добавляли через инжекторный насос в зону #2 цилиндра. Волокна собирали при 240°C, 0,40 граммов на одно отверстие в минуту, в условиях свободного падения.
Пример 5
Волокна были получены, как описано в Примере 4, за исключением того, что их собирали на приемный валок, вращающийся со скоростью 100 метров в минуту, в результате чего степень вытягивания волокон составила 77. Затем волокна подвергали холодной вытяжке при 23°C на раздвижной рамке MTS Synergie со скоростью, составляющей 50 мм/мин. Волокна вытягивали до предварительно заданного значения деформации, составляющего 100%.
Пример 6
Волокна были получены, как описано в Примере 2, за исключением того, что смесь состояла из 85,3% масс. полимолочной кислоты (PLA 6201D, Natureworks®), 9,5% масс. добавки, повышающей ударную прочность, полимер Exceed™ 3512СВ (ExxonMobil), 1,4% масс. полиэпоксидного модификатора (Lotader® АХ8900, Arkema) и 3,8% масс. модификатора границы раздела фаз (PLURIOL® WI 285, поставляемого BASF). PLURIOL® WI285 добавляли через инжекторный насос в зону #2 цилиндра. Волокна собирали при 240°C, 0,40 граммов на одно отверстие в минуту, в условиях свободного падения.
Пример 7
Волокна были получены, как описано в Примере 6, за исключением того, что их собирали на приемный валок, вращающийся со скоростью 100 метров в минуту, в результате чего степень вытягивания волокон составила 77. Затем волокна подвергали холодной вытяжке при 23°C на раздвижной рамке MTS Synergie со скоростью, составляющей 50 мм/мин. Волокна вытягивали до предварительно заданного значения деформации, составляющего 100%.
Пример 8
Волокна были получены, как описано в Примере 2, за исключением того, что смесь состояла из 85,3% масс. полимолочной кислоты (PLA 6201D, Natureworks®), 9,5% масс. добавки, повышающей ударную прочность, Escorene™ UL EVA 7720 (ExxonMobil), 1,4% масс. полиэпоксидного модификатора (Lotader® АХ8900, Arkema) и 3,8% масс. модификатора границы раздела фаз (PLURIOL® WI 285, поставляемого BASF). PLURIOL® WI285 добавляли через инжекторный насос в зону #2 цилиндра. Волокна собирали при 240°C, 0,40 граммов на одно отверстие в минуту, в условиях свободного падения.
Пример 9
Волокна были получены, как описано в Примере 8, за исключением того, что их собирали на приемный валок, вращающийся со скоростью 100 метров в минуту, в результате чего степень вытягивания волокон составила 77. Механические свойства волокон определяли при скорости вытягивания, составляющей 50 миллиметров в минуту. Затем волокна подвергали холодной вытяжке при 23°C на раздвижной рамке MTS Synergie со скоростью, составляющей 50 мм/мин. Волокна вытягивали до предварительно заданного значения деформации, составляющего 100%.
Пример 10
Волокна были получены, как описано в Примере 2, за исключением того, что смесь состояла из 83,7% масс. полимолочной кислоты (PLA 6201D, Natureworks®), 9,3% масс. добавки, повышающей ударную прочность, Vistamaxx™ 2120 (ExxonMobil), 1,4% масс. полиэпоксидного модификатора (Lotader® АХ8900, Arkema), 3,7% масс. модификатора внутренней границы раздела фаз (PLURIOL® WI 285, поставляемого BASF) и 1,9% гидрофильного поверхностно-активного вещества (Masil SF-19). PLURIOL® WI285 и Masil SF-19 предварительно смешивали в соотношении 2:1 (WI-285:SF-19) и добавляли посредством инжекторного насоса в зону #2 цилиндра. Волокна собирали при 240°C, 0,40 граммов на одно отверстие в минуту, в условиях свободного падения.
Пример 11
Волокна были получены, как описано в Примере 10, за исключением того, что их собирали на приемный валок, вращающийся со скоростью 100 метров в минуту, в результате чего степень вытягивания волокон составила 77. Механические свойства волокон определяли при скорости вытягивания, составляющей 50 миллиметров в минуту. Затем волокна подвергали холодной вытяжке при 23°C на раздвижной рамке MTS Synergie со скоростью, составляющей 50 мм/мин. Волокна вытягивали до предварительно заданного значения деформации, составляющего 100%.
После вытяжки для волокон, полученных в Примерах 6, 7, 9 и 11, вычисляли степень расширения, объем пор и плотность, которые представлены в нижеследующих таблицах.
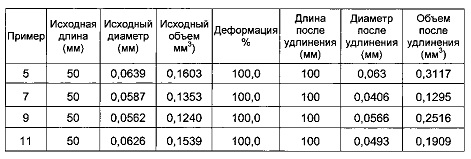
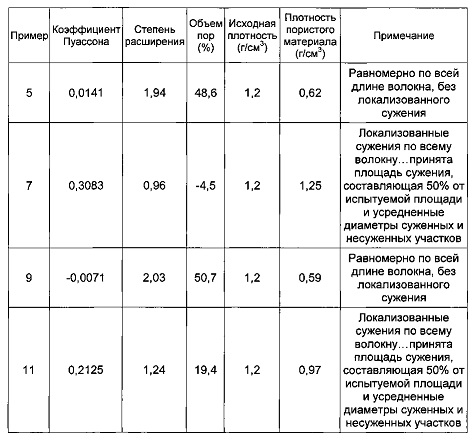
Пример 12
Волокна, полученные в Примере 10, растягивали на раздвижной рамке MTS Synergie со скоростью, составляющей 50 миллиметров в минуту до величины 5 деформации, составляющей 250%. Это привело к образованию пористой структуры, в результате чего волокна стали белыми. Из деформированной, побелевшей части волокна вырезали образец длиной один дюйм (приблизительно 2,54 см). Затем вновь полученное волокно подвергали испытаниям, описанным выше. По результатам испытаний плотность составила 0,75 грамма на кубический сантиметр при скорости вытягивания в испытаниях на растяжение, составляющей 305 мм/мин.
Пример 13
Для отжига волокон, полученных в Примере 3, волокна нагревали в печи при температуре, составляющей 50°C в течение 30 минут.
Пример 14
Для отжига и кристаллизации волокон, полученных в Примере 3, волокна нагревали в печи при температуре, составляющей 90°C в течение 5 минут.
Пример 15
Волокна были получены, как описано в Примере 8, за исключением того, что их собирали на приемный валок, вращающийся со скоростью 500 метров в минуту. Это привело к достижению степени вытягивания, составляющей 387.
Пример 16
Волокна были получены, как описано в Примере 8, за исключением того, что их собирали на приемный валок, вращающийся со скоростью 1000 метров в минуту. Это привело к достижению степени вытягивания, составляющей 775.
Пример 17
Механические свойства волокон, полученных в Примерах 1-16, определяли при скорости вытягивания, составляющей 50 миллиметров в минуту. Результаты представлены в нижеследующей таблице.
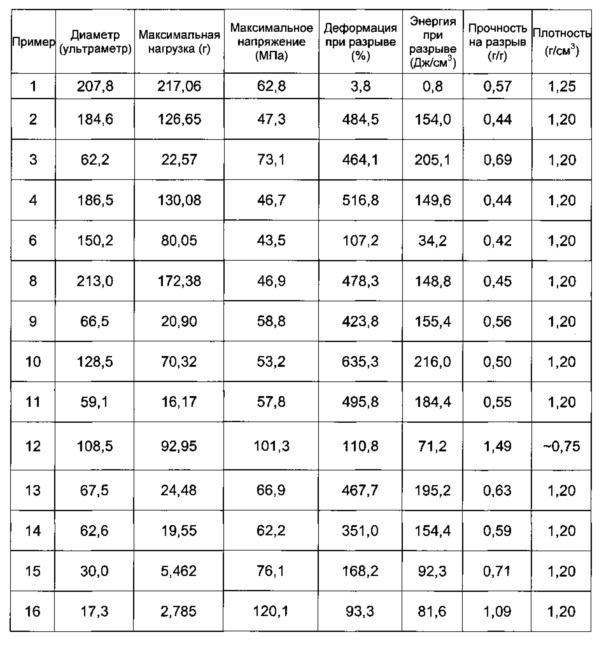
Несмотря на то, что изобретение было подробно описано с помощью конкретных примеров осуществления, после прочтения предлагаемого описания специалистам в данной области техники должно быть понятно, что представленные примеры осуществления могут иметь эквиваленты, а также в них могут быть внесены изменения и модификации. Соответственно, объем настоящего изобретения определяется пунктами прилагаемой формулы изобретения и любыми их эквивалентами.
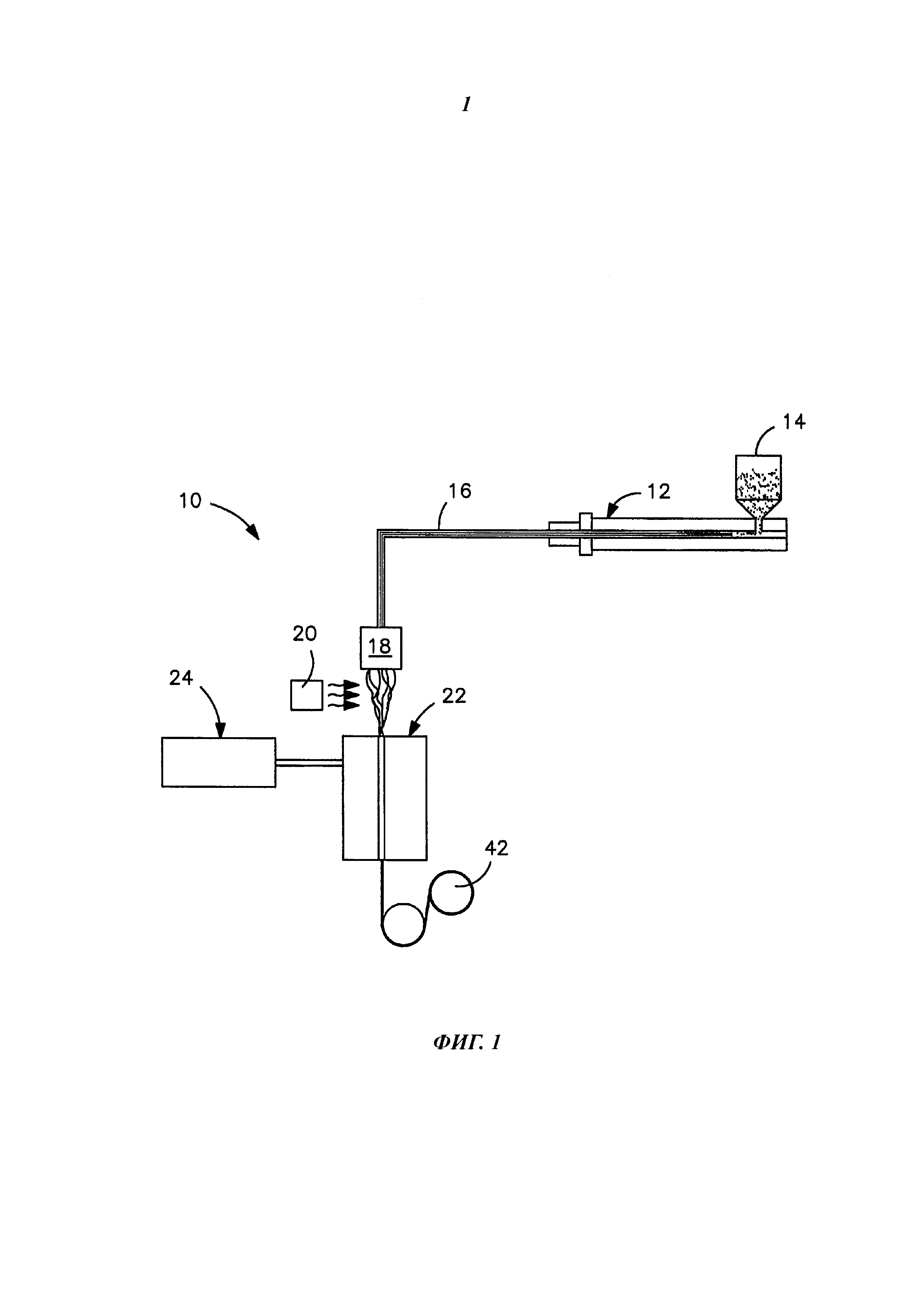
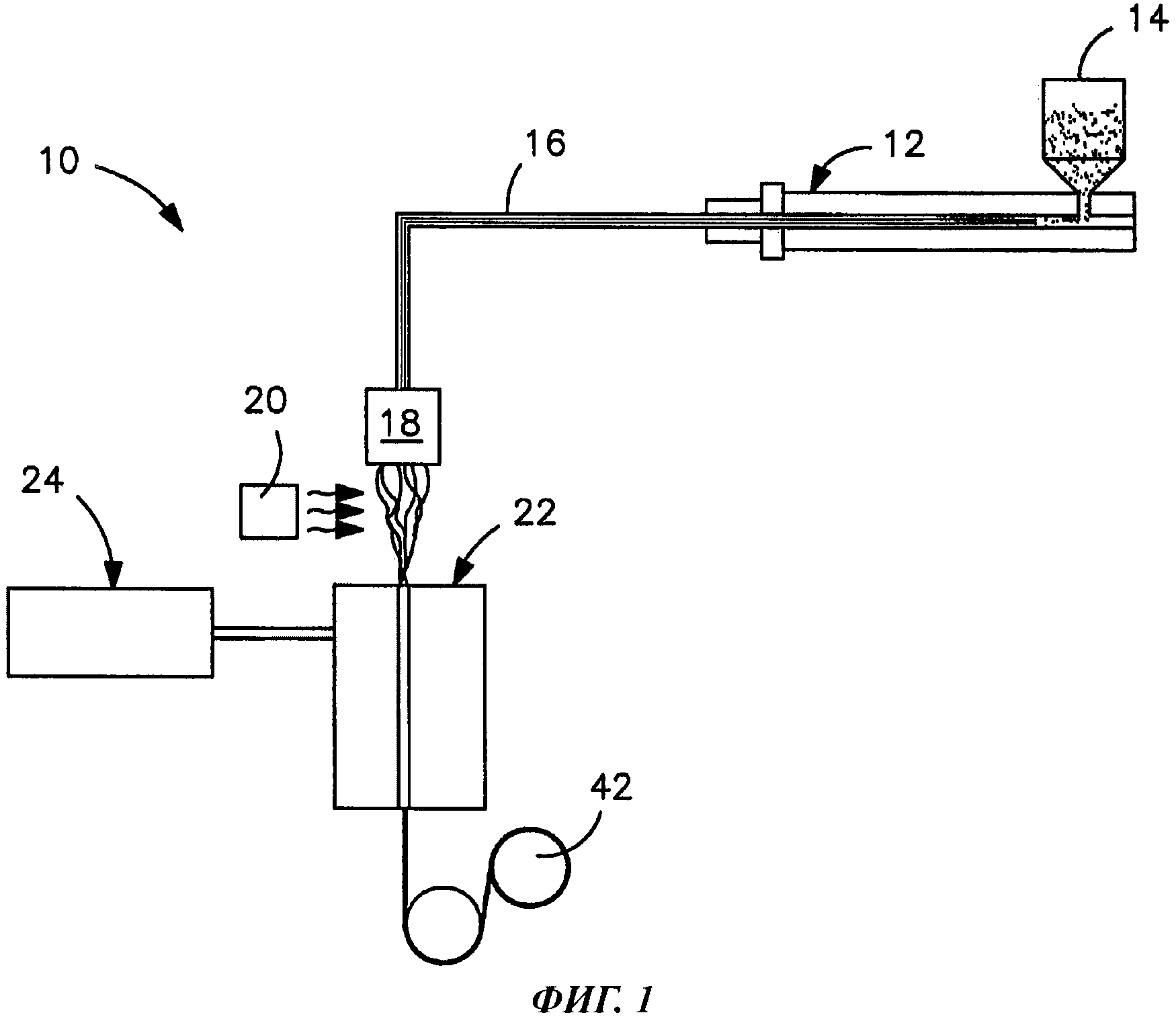
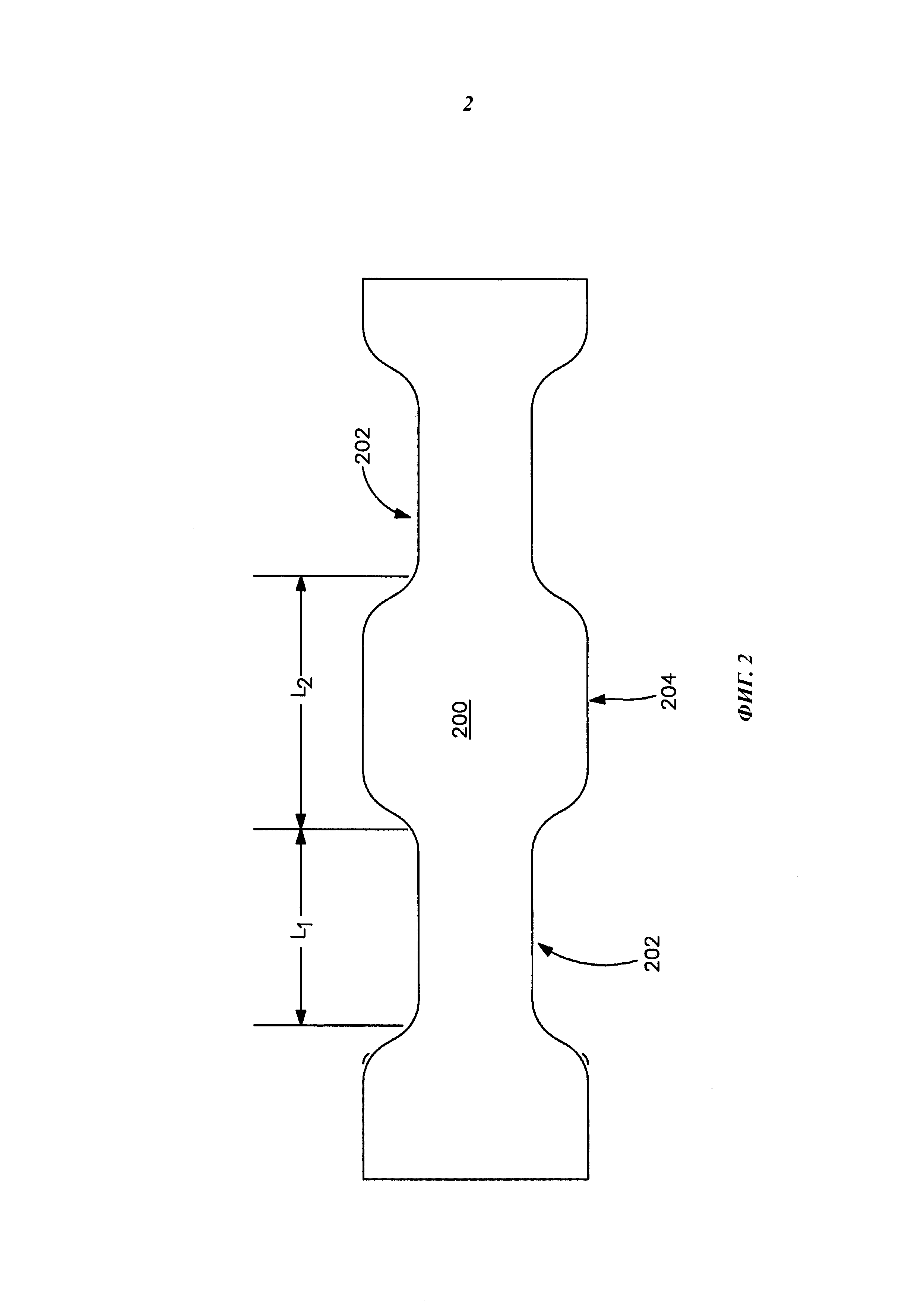
Узел с портом для доступа к дыхательным путям с блокировкой нажимной кнопкой и способ его использования
Проводящие полотна и способ их изготовления
Атравматический отсасывающий катетер
Система поддержания посадки на теле
Изделие с барьерами, активируемыми жидкостью
Способ изготовления одноразовых впитывающих предметов одежды с использованием панелей корпуса из многослойной эластомерной пленки
Эластичное впитывающее нетканое полотно, изготовленное совместным формованием
Компоненты впитывающего изделия с печатным изображением для единообразного внешнего вида
Удаление окрашенных веществ из водных жидкостей
Впитывающее изделие, включающее сигнальный композиционный материал
Аппликатор для тампона
Узел с портом для доступа к дыхательным путям с блокировкой нажимной кнопкой и способ его использования
Проводящие полотна и способ их изготовления
Атравматический отсасывающий катетер
Система поддержания посадки на теле
Изделие с барьерами, активируемыми жидкостью
Способ изготовления одноразовых впитывающих предметов одежды с использованием панелей корпуса из многослойной эластомерной пленки
Эластичное впитывающее нетканое полотно, изготовленное совместным формованием
Компоненты впитывающего изделия с печатным изображением для единообразного внешнего вида
Удаление окрашенных веществ из водных жидкостей

