Результат интеллектуальной деятельности: ПЛЕНКА С КОМПОСТИРУЕМЫМ ТЕРМОСВАРИВАЕМЫМ СЛОЕМ
Вид РИД
Изобретение
Предпосылки создания изобретения
Область техники, к которой относится изобретение
Настоящее изобретение относится к гибкой упаковочной пленке с компостируемым, термосвариваемым слоем на биооснове, которая может использоваться в упаковочной продукции, и к способу изготовления упаковочного материала на биооснове.
Описание уровня техники
Многослойные пленочные структуры, изготавливаемые из нефтепродуктов, источником которых является ископаемое топливо, часто применяются в гибких упаковках, в которых требуются их барьерные, герметизирующие свойства и способность отображать графическую информацию. Барьерные свойства одного или нескольких слоев важны для защиты находящегося внутри упаковки продукта от света, кислорода или влаги. Это необходимо, например, для защиты пищевых продуктов, которые подвержены риску потери вкуса и аромата или порчи в случае недостаточных барьерных свойств для предотвращения пропускания света, кислорода или влаги внутрь упаковки. Герметизирующие свойства важны для того, чтобы гибкая упаковка обеспечивала воздухонепроницаемое или герметичное уплотнение. Без герметичного уплотнения любые барьерные свойства пленки не предотвращают пропускание кислорода, влаги или аромата из продукта в упаковке наружу и наоборот. Способность отображать графическую информацию необходима, поскольку позволяет потребителю быстро идентифицировать продукт, который он желает приобрести, позволяет производителям пищевых продуктов указывать содержание питательных веществ в упакованном продукте и размещать на продукте информацию о цене, такую как штриховые коды.
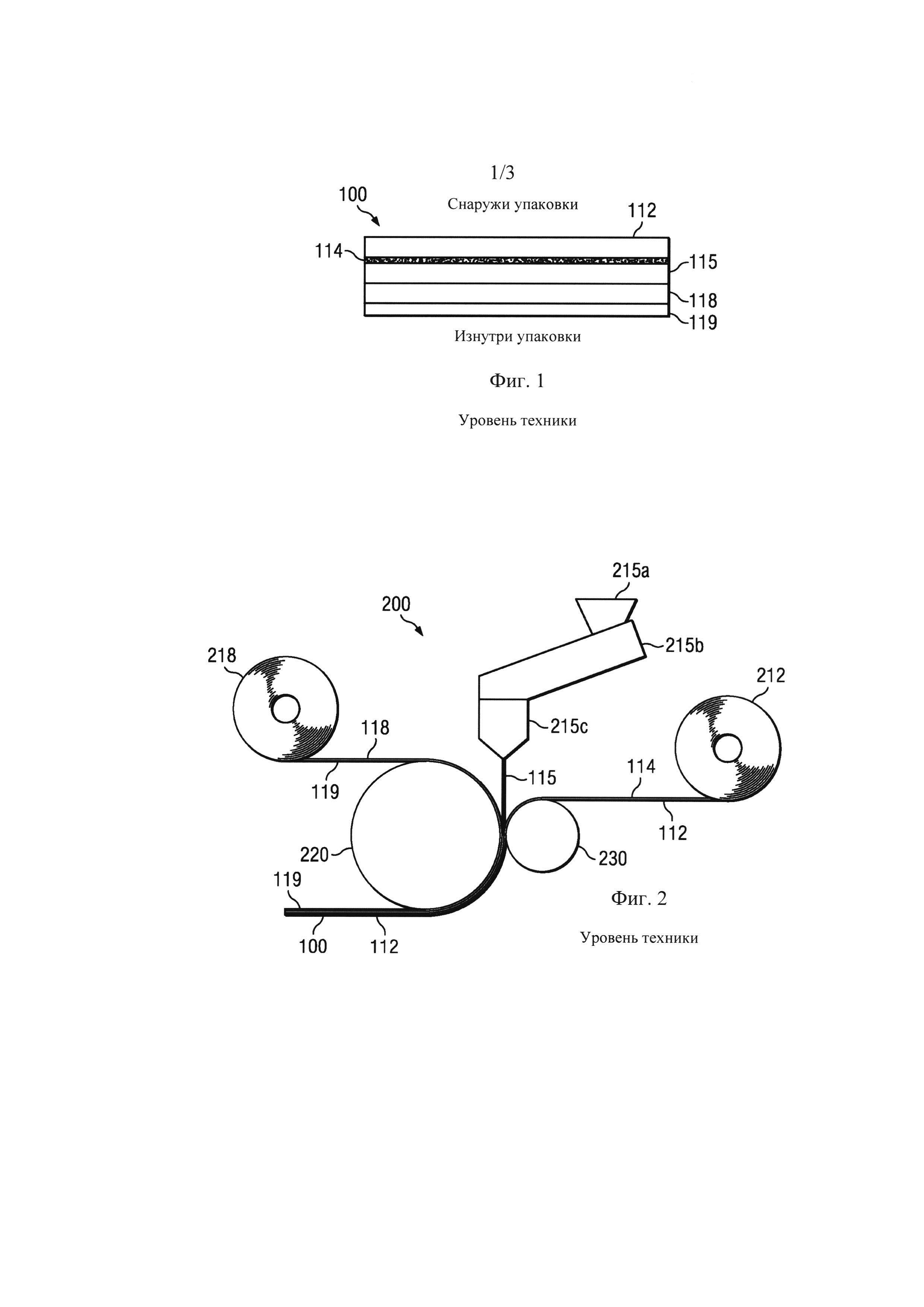
Одна из известных из техники многослойных или композиционных пленок, используемых для упаковывания картофельных чипсов и подобных продуктов, проиллюстрирована на фиг. 1, на которой схематически показано поперечное сечение многослойной пленки 100, и проиллюстрирован каждый отдельный самостоятельный слой. Каждый из этих слоев действует определенным образом, обеспечивая необходимые барьерные свойства (слой 118), герметизирующие свойства (слой 119) и способность отображать графическую информацию. Например, графический слой 114 обычно используется для представления графической информации, которая может быть напечатана на обороте и видна через прозрачный наружный несущий слой 112. Одинаковыми позициями в описании обозначены сходные или идентичные элементы, если не указано иное. Наружным несущим слоем 112 обычно является ориентированный полипропилен (ОПП) или полиэтилентерефталат (ПЭТФ). Металлический слой, находящийся на внутреннем несущем слое 118, обеспечивает требуемые барьерные свойства. Было обнаружено и хорошо известно из уровня техники, что в результате металлизации полиолефина на нефтяной основе, такого как ОПП или ПЭТФ приблизительно на три порядка величины сокращается пропускание влаги и кислорода через пленку. ОПП на нефтяной основе обычно используется в качестве несущих слоев 112, 118 благодаря своей более низкой стоимости. Герметизирующий слой 119, находящийся на слое 118 ОПП, обеспечивает формирование герметичного уплотнения. Типичные известные из техники герметизирующие слои 119 включают сополимер этилена и пропилена и тройной сополимер этилена, пропилена и бутена-1. Для сцепления наружного несущего слоя 112 с обращенным к продукту внутренним несущим слоем 118 иногда требуется клей или слоистый материал 115, обычно из экструдированного полиэтилена.
Другими материалами, используемыми для упаковывания, обычно являются материалы на нефтяной основе, такие как сложный полиэфир, экструдированные полиолефины, клейкие слоистые материалы и другие такие материалы или многослойное сочетание перечисленного.
На фиг. 2 схематически проиллюстрирован способ формирования материала, в котором по отдельности изготавливают состоящие из ОПП слои 112, 118 упаковочного материала, из которых затем формируют готовый материал 100 в экструзионном ламинаторе 200. С рулона 212 подают слой 112 из ОПП, содержащий графическую информацию 114, ранее нанесенную известным способом нанесения графической информации, таким как флексография или ротогравюра, а с рулона 218 подают слой 118 из ОПП. В то же время, через воронку 215а подают смолу для формирования слоистого материала 115 из полиэтилена (ПЭ) в экструдер 215b, в котором ее нагревают приблизительно до 600°F и экструдируют через матрицу 215с в виде расплавленного полиэтилена 115. Экструдируют этот расплавленный полиэтилен 115 со скоростью, согласующейся со скоростью, с которой загружают слои 112, 118 из ОПП на нефтяной основе, в результате чего он оказывается посередине между этими двумя материалами. Затем слоистый материал 100 проходит между охлаждающим барабаном 220 и прижимным роликом 230, за счет чего по мере его охлаждения обеспечивается формирование равномерного слоя. Обычно устанавливают давление между роликами ламинатора в интервале от 0,5 до 5 фунтов на линейный фунт по ширине материала. Охлаждающий барабан 220 большего размера изготовленный из нержавеющей стали, охлаждают до около 50-60°F для предотвращения конденсации во время быстрого охлаждения материала. Прижимной ролик 230 меньшего размера обычно выполнен из резины или другого упругого материала. Следует отметить, что слоистый материал 100 соприкасается с охлаждающим барабаном 220 в течение определенного периода времени после того, как он проходит через ролики, чтобы смола могла в достаточной степени охладиться. Затем материал может быть смотан в рулоны (конкретно не показанные) для транспортировки до места, где он будет использован для упаковывания. Обычно экономически целесообразно изготавливать материал в виде широких листов, которые затем разрезают дисковыми ножницами для продольной резки на листы желаемой ширины по мере сматывания материала в рулоны для отгрузки.
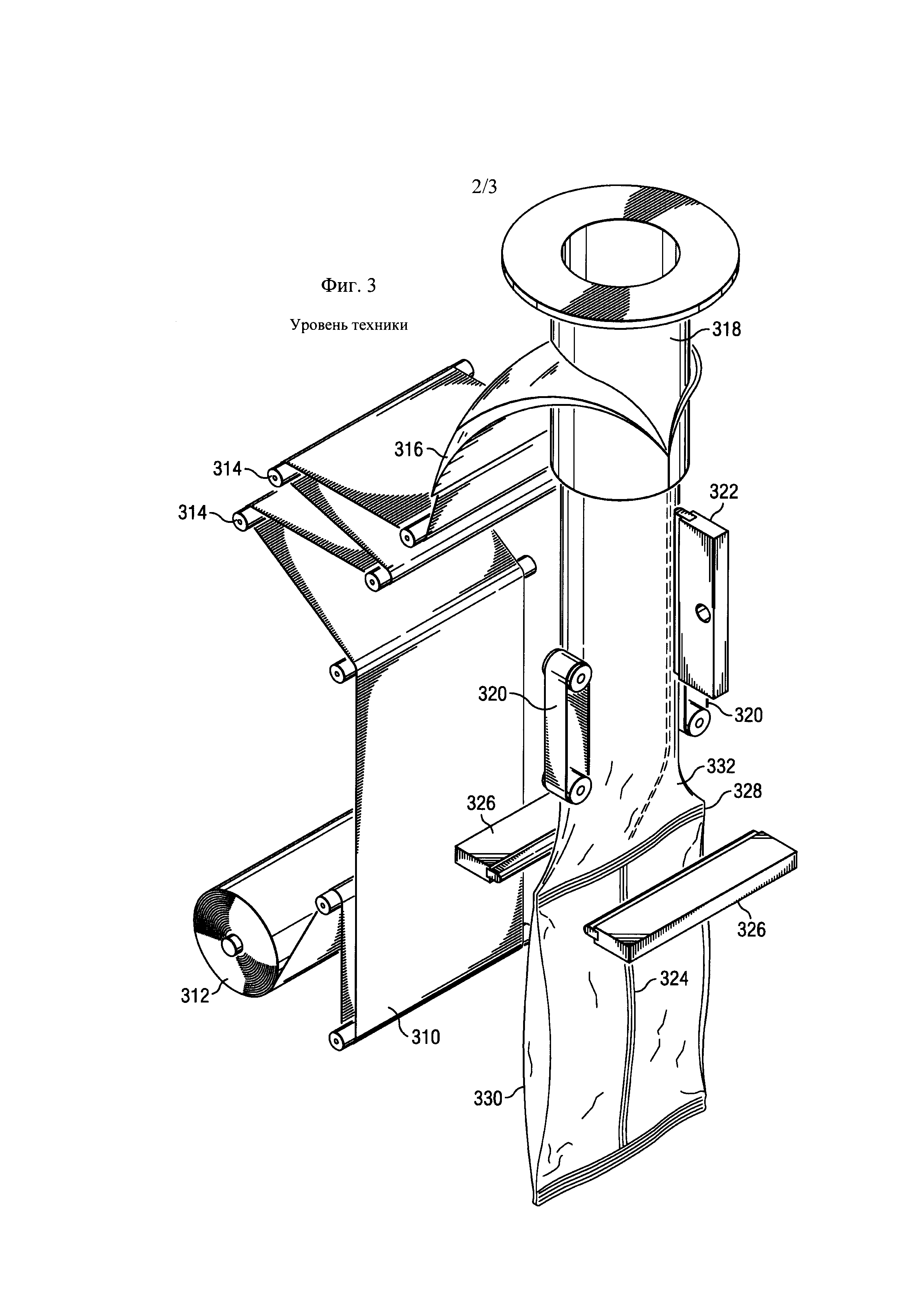
После того, как материал сформирован и разрезан на листы желаемой ширины, он может быть загружен в вертикальный формовочно-фасовочно-укупорочный автомат для использования при упаковывании множества продуктов, которые упаковывают этим способом. На фиг. 3 проиллюстрирован один из примеров вертикального формовочно-фасовочно-укупорочного автомата, который может использоваться для упаковывания закусочных продуктов, таких как чипсы. Этот чертеж упрощен, и на нем не показан корпус и опорные конструкции, которые обычно окружают такой автомат, но хорошо продемонстрировано, как действует автомат. Упаковочную пленку 310 подают с рулона 312 через натяжные приспособления 314, которые сохраняют ее натяжение. Затем пленка проходит над формующим устройством 316, которое направляет пленку по мере того, как она образует вертикальный рукав вокруг подающего продукт цилиндра 318. Этот подающий продукт цилиндр 318 обычно имеет круглое или отчасти овальное поперечное сечение. По мере того как, приводные ремни 320 тянут вниз рукав упаковочного материала, вертикальная 322 сварочная машина герметизирует края пленки по ее длине, в результате чего образуется изнаночное уплотнение 324. Затем автомат сдавливает рукав с помощью пары термосварочных клещей 326, чтобы сформировать поперечное уплотнение 328. Это поперечное уплотнение 328 служит верхним уплотнением для пакета 330 ниже сварочных клещей 326 и нижним уплотнением для пакета 332, который заполняется и формируется выше клещей 326. После того, как сформировано поперечное уплотнение 328, уплотненную область разрезают, чтобы отделить готовый пакет 330 ниже уплотнения 328 от частично сформированного пакета 332 выше уплотнения. Затем протягивают вниз пленочный рукав, чтобы вытянуть еще один отрезок упаковочной пленки. До того, как сварочные клещи формируют каждое поперечное уплотнение, упаковываемый продукт падает через подающий продукт цилиндр 318 и оказывается внутри рукава выше поперечного уплотнения 328.
На известные гибкие пленки на нефтяной основе приходится относительно небольшая часть общего объема образующихся отходов по сравнению с упаковкой других типов. Тем не менее, поскольку пленки на нефтяной основе устойчивы к воздействиям окружающей среды, они имеют относительно низкую скорость распада. Соответственно, такие пленки способны в течение долгого времени сохраняться на мусорных свалках. Другим недостатком пленок на нефтяной основе является то, что их изготавливают из нефти, которую относят к ограниченным невозобновляемым ресурсам. Следовательно, существует потребность в биоразлагаемой или компостируемой гибкой пленке, изготавливаемой из возобновляемых ресурсов. В одном из вариантов осуществления такая пленка должна быть безопасной для пищевых продуктов и обладать барьерными свойствами, которые требуются для хранения в течение длительного времени стойкого в хранении пищевого продукта с низким содержанием влаги без потери им свежести. Пленка должна обладать требуемыми свойствами герметизируемости и коэффициента трения, которые позволяют применять ее в существующих вертикальных формовочно-фасовочно-укупорочных автоматах.
Краткое изложение сущности изобретения
В настоящем изобретении предложена гибкая упаковочная пленка с компостируемым термосвариваемым слоем на биооснове, которая может применяться в упаковочной продукции. Термосвариваемый слой на биооснове содержит по меньшей мере смолу с высоким содержанием полигидроксибутиратвалерата (ПГБВ) или смолу на основе полигидроксиалканоата (ПГА) с определенными свойствами, позволяющими совместно экструдировать ее в качестве термосвариваемого слоя двухосно ориентированной многослойной полимерной пленки.
В одном из вариантов осуществления композиционная многослойная обращенная к продукту пленка содержит барьерный адгезионный слой и термосвариваемый слой, сцепленный с противоположными сторонами барьерного рулонного слоя, при этом термосвариваемый слой содержит термосвариваемый полимер на биооснове с первой температурой плавления и второй температурой плавления более низкой, чем его первая температура плавления. В другом варианте осуществления барьерный рулонный слой содержит барьерный рулонный полимер на биооснове с первой температурой плавления в пределах 20°C первой температуры плавления термосвариваемого полимера на биооснове.
В другом варианте осуществления барьерный адгезионный слой содержит барьерный адгезионный полимер на биооснове с первой температурой плавления в пределах 20°C первой температуры плавления термосвариваемого полимера на биооснове. В еще одном варианте осуществления термосвариваемый полимер на биооснове имеет вторую температуру плавления по меньшей мере на 20°C ниже первой температуры плавления.
В одном из вариантов осуществления барьерный рулонный слой содержит барьерный рулонный полимер со второй температурой плавления, превышающей вторую температуру плавления термосвариваемого полимера на биооснове. В другом варианте осуществления барьерный адгезионный слой содержит барьерный адгезионный полимер со второй температурой плавления, превышающей вторую температуру плавления термосвариваемого полимера на биооснове.
В еще одном варианте осуществления барьерный рулонный слой содержит аморфный полимер на биооснове, а термосвариваемый полимер содержит кристаллический полимер на биооснове.
В одном из вариантов осуществления предложен способ изготовления обращенной к продукту композиционной пленки, включающий совместную экструзию барьерного рулонного слоя между барьерным адгезионным слоем и термосвариваемым слоем, который содержит термосвариваемый полимер на биооснове с первой температурой плавления и второй температурой плавления, при этом вторая температура плавления термосвариваемого полимера на биооснове является более низкой, чем его первая температура плавления.
Другие особенности, варианты осуществления и признаки изобретения станут ясны из следующего далее подробного описания изобретения при рассмотрении в сочетании с сопровождающими чертежами. Сопровождающие чертежи являются схематическими и представлены не в масштабе. Идентичные или преимущественно сходные элементы, проиллюстрированные на различных фигурах, обозначены одинаковыми позициями. Для ясности не каждый элемент обозначен на каждой фигуре. Также представлены не все элементы каждого варианта осуществления, когда это не требуется для обеспечения понимания изобретения специалистами в данной области техники. Все упоминаемые патентные заявки и патенты во всей полноте в порядке ссылки включены в настоящую заявку.
В случае противоречий предпочтение отдается настоящему описанию, включая определения.
Краткое описание чертежей
В прилагаемой формуле изобретения изложены предполагаемые элементы новизны, характеризующие изобретение. Тем не менее, само изобретение, а также предпочтительный способ его применения, его дополнительные задачи и преимущества будут лучше всего поняты из следующего далее подробного описания наглядных вариантов осуществления со ссылкой на сопровождающие чертежи, на которых:
на фиг. 1 показан вид в поперечном разрезе одного из примеров известной из техники упаковочной пленки,
на фиг. 2 показан один примеров формирования известной из техники упаковочной пленки,
на фиг. 3 показан известный из техники вертикальный формовочно-фасовочно-укупорочный автомат,
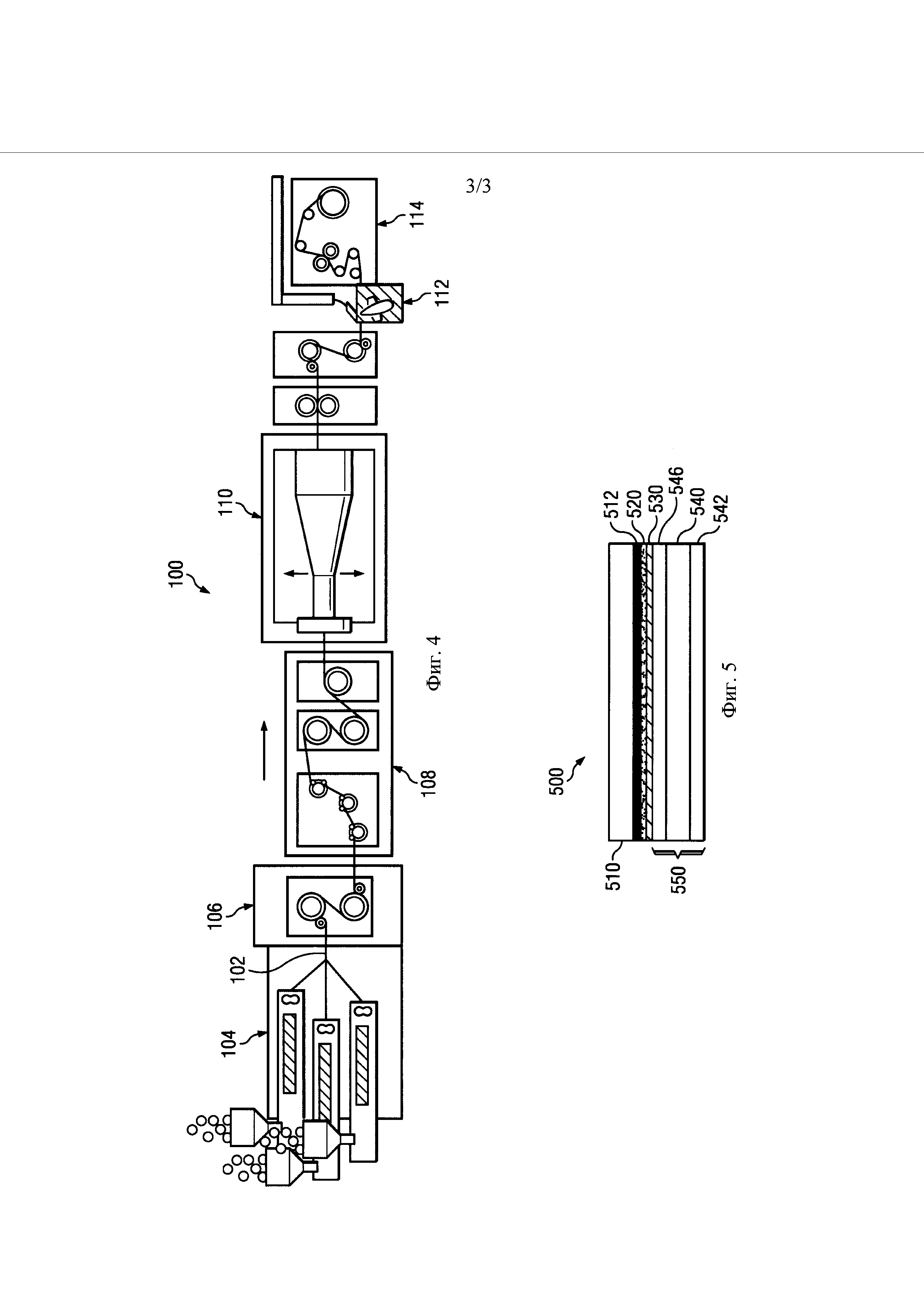
на фиг. 4 схематически показана совместная экструзия многослойной полимерной пленки согласно одному из вариантов осуществления настоящего изобретения, и
на фиг. 5 схематически показано увеличенный вид в поперечном разрезе упаковочной пленки, изготовленной согласно одному из вариантов осуществления изобретения.
Подробное описание
В настоящем изобретении предложено применение компостируемой полимерной смолы на биооснове в качестве термосвариваемого слоя многослойной полимерной пленки. Используемый термин "полимер на биооснове" означает полимер, по меньшей мере 80% по весу которого получено из ненефтяного или биовозобновляемого сырья. В одном из вариантов осуществления до около 20% пленки на биооснове может составлять традиционный полимер, источником которого является нефть.
Одним из недостатков полимерных смол на биооснове, таких как ПГБВ, ПГА и ПЛА, является то, что из таких смол сложно формировать совместно экструдированные многослойные полимерные пленки. В результате, в настоящее время такие пленки как таковые не могут использоваться для упаковывания. Смолы на биооснове ранее не применялись в качестве термосвариваемого слоя из-за сложности в обработке.
На фиг. 5 проиллюстрирован один из вариантов осуществления многослойной полимерной пленки 500, частично образованной обращенной к продукту композиционной пленкой 550 согласно настоящему изобретению с термосвариваемым слоем на биооснове. Обращенная к продукту композиционная пленка 550 содержит барьерный адгезионный слой 546, барьерный рулонный слой 540 и герметизирующий слой 542. Барьерный слой 530 нанесен на барьерный адгезионный слой 546, который адгезионным слоем 520 сцеплен с рулонным слоем 510 для печати графической информации, который, если он является прозрачным, может дополнительно содержать слой 512 напечатанной на обороте графической информации.
На фиг. 4 проиллюстрирован один из способов изготовления обращенной к продукту композиционной многослойной пленки 550 согласно настоящему изобретению. Нагревают и совместно экструдируют три полимерные смолы в экструдере 104, чтобы сформировать многослойную композиционную пленку 102. Охлаждают композиционную пленку 102 на охлаждающих барабанах в охладителе 106, а затем растягивают (ориентируют) в направлении обработки в устройстве 108 для растягивания в направлении обработки. Композиционную пленку обычно растягивают в направлении обработки придания каждому следующему ролику более высокой частоты вращения, чем у предыдущего ролика. Затем растягивают (ориентируют) растянутую в направлении обработки композиционную пленку в поперечном направлении в устройстве 110 для растягивания в поперечном направлении. Обычно композиционную пленку растягивают в поперечном направлении с использованием рамы для растягивания, которая по существу растягивают ее между подвижными кромочными захватами внутри рамы переменной ширины по мере перемещения пленки через устройство 110 для растягивания в поперечном направлении, которое также обычно нагревают, чтобы облегчить растягивание. Затем двухосно ориентированную пленку необязательно разрезают на листы и штабелируют, наматывают на рулон 114 или подвергают дополнительной обработке, такой как нанесение дополнительного барьерного слоя и/или сочетание с графическим слоем, чтобы изготовить пленку, проиллюстрированную на фиг. 5.
Согласно одной из особенностей изобретения полимерной смолой, используемой в качестве термосвариваемого слоя 542, является полимерная смола на биооснове с определенными характеристиками, позволяющими применять ее в качестве термосвариваемого слоя. Например, после того, как термосвариваемый слой экструдирован и отлит с барьерным рулонным слоем, термосвариваемый слой должен иметь более низкую температуру стеклования и температуру плавления, чем температура стеклования и температура плавления барьерного рулонного слоя. Это важно, потому что, когда термосварочное оборудование 322 и 326, проиллюстрированное на фиг. 3, создает верхнее уплотнение и нижнее уплотнение, термосвариваемый слой должен растекаться и герметизироваться раньше, чем барьерный рулонный слой, поскольку изменения барьерного рулонного слоя могут разрушать барьерный слой и, соответственно, функциональные возможности пленки в качестве барьера против влаги и кислорода.
Тем не менее, полимерные смолы, которые подают в экструдер 104, могут обладать различающимися физическими свойствами до и после экструзии. Это объясняется тем, что при первом нагреве полимерной смолы в дифференциальном сканирующем калориметре (ДСК) до температуры выше температуры ее плавления условия обработки, используемые для получения полимерной смолы, влияют на температуру стеклования и температуры плавления. Первый цикл нагревания называется "первым нагревом". Когда ту же самую полимерную смолу, уже подвергнутую первому нагреву, повторно нагревают в ДСК до температуры выше температуры ее плавления, она может иметь отличающуюся температуру плавления.
Второй цикл нагревания называется "вторым нагревом". Соответственно, первая температура плавления и вторая температура плавления могут иметь различающиеся значения. Определение температуры стеклования и температуры плавления полимеров методами ДСК известно из техники.
Аналогичным образом, температура плавления полимерной смолы до экструзионного литья или совместной экструзии может отличаться от температуры плавления полимерной пленки после экструзии. Заявители обнаружили несколько смол на биооснове, которые могут эффективно применяться в качестве термосвариваемого слоя в сочетании с другими полимерами на биооснове, поскольку они обладают по меньшей мере двумя характеристиками:
(1) первая температура плавления термосвариваемых смол на биооснове приблизительно равна температуре плавления смол на биооснове, которые могут использоваться в качестве барьерного рулонного слоя и барьерного адгезивного слоя, что позволяет применять при совместной экструзии, и
(2) вторая температура термосвариваемых смол на биооснове является значительно более низкой, чем первая температура плавления, что позволяет двухосно ориентировать их, расплавлять и формировать уплотнение при температурах ниже температуры плавления и растекания барьерного рулонного и барьерного адгезивного слоев.
Другой важной особенностью термосвариваемых смол на биооснове согласно настоящему изобретению является то, что они могут подвергаться обработке на существующем оборудовании для изготовления полимерной пленки. Заявители обнаружили, что высококристаллические полимерные смолы на биооснове имеют более низкий коэффициент трения о стальные поверхности при изготовлении полимерных пленок, что повышает их пригодность для обработки. Полимеры с большей кристалличностью также имеют температуру плавления, выраженную в виде более резкого пика, чем у полимеров с меньшей кристалличностью. Это свойство помогает предотвращать прилипание пленки к горячим металлическим поверхностям и ее застревание во время операций упаковывания и формирования уплотнений. Наконец, пленки из полимеров с большей кристалличностью, смотанные в рулоны после формирования, реже заклиниваются. Хотя при этом также может требоваться добавление противозаклинивающих частиц, но в меньших количествах, чем требуется в технике.
Тем не менее, высококристаллические и медленно кристаллизующиеся полимеры не так легко поддаются растяжению, как аморфные полимеры с частичной или регулируемой кристалличностью из-за образования волокон и пустот внутри кристаллического полимера. Соответственно, заявители обнаружили, что при использовании в качестве термосвариваемого слоя высококристаллического полимера на биооснове его следует сочетать с барьерным рулонным слоем, содержащим аморфный полимер на биооснове, который легче поддается растягиванию и служит опорой для кристаллического слоя во время обработки. Аморфный барьерный рулонный слоя и термосвариваемый слой с большей кристалличностью в сочетании образуют композиционную пленку с желаемыми свойствами. В одном из вариантов осуществления пленку растягивают по меньшей мере в 2,7 раза в направлении обработки и по меньшей мере в 5 раз в поперечном направлении.
В одном из вариантов осуществления настоящего изобретения термосвариваемый слой на биооснове содержит менее 20% по общему весу обращенной к продукту композиционной пленки. При использовании более 20% по весу высококристаллического термосвариваемого слоя на биооснове пленку слишком сложно обрабатывать, и она не будет обладать желаемыми свойствами термосваривания. В другом варианте осуществления термосвариваемый слой на биооснове имеет толщину более 0,5 мкм. При меньшей толщине не достигается надлежащее термосваривание. В одном из вариантов осуществления практический верхний предел толщины термосвариваемого слоя составляет около 2 мкм.
Заявители изготовили несколько листов многослойной пленки согласно настоящему изобретению. Все листы многослойной пленки имели барьерный рулонный слой из NatureWorks 4032D (полилактидная (ПЛА) смола) и барьерный адгезионный слой из NatureWorks 4042D (также ПЛА смола). Для формирования эффективного термосвариваемого слоя при изготовлении примеров пленок согласно изобретению были использованы следующие полимерные смолы на биооснове: Enmat 5010Р, ПГБВ смола; Enmat 601 OP, ПГБВ смола; Metabolix Р5001, ПГА смола; Metabolix Р5001-НС, ПГА смола и Meridian 11209, ПГА смола. Эти термосвариваемые смолы на биооснове имеют первую температуру плавления от около 150°C до 170°C и вторую температуру плавления от около 50°C до 130°C. Первая и вторая температуры плавления ПЛА смол, использованных в качестве барьерного рулонного слоя и барьерного адгезивного слоя, составляли от около 150°C до 170°C. Технический результат, достигаемый за счет разности первой и второй температур плавления термосвариваемого полимера на биооснове, состоит в том, что при изготовлении упаковок его можно эффективно совместно экструдировать с остальными полимерами на биооснове, формировать двухосно ориентированную пленку и при этом расплавлять и создавать уплотнение при более низкой температуре.
Так, в одном из вариантов осуществления обращенный к продукту композиционная пленка содержит барьерный адгезионный слой и термосвариваемый слой, сцепленный с сцепленный с противоположными сторонами барьерного рулонного слоя, при этом термосвариваемый слой содержит термосвариваемый полимер на биооснове с первой температурой плавления и второй температурой плавления более низкой, чем его первая температура плавления. В другом варианте осуществления барьерный рулонный слой содержит барьерный рулонный полимер на биооснове с первой температурой плавления в пределах 20°C первой температуры плавления термосвариваемого полимера на биооснове. В другом варианте осуществления барьерный адгезионный слой содержит барьерный адгезионный полимер на биооснове с первой температурой плавления в пределах 20°C первой температуры плавления термосвариваемого полимера на биооснове. В еще одном варианте осуществления термосвариваемый полимер на биооснове имеет вторую температуру плавления по меньшей мере на 20°C ниже первой температуры плавления. В другом варианте осуществления барьерный рулонный полимер имеет вторую температуру плавления, превышающую вторую температуру плавления термосвариваемого полимера на биооснове. В другом варианте осуществления барьерный адгезионный полимер имеет вторую температуру плавления, превышающую вторую температуру плавления термосвариваемого полимера на биооснове.
В одном из вариантов осуществления биоразлагаемая пленка на биооснове, используемая в качестве термосвариваемого слоя 542, содержит полигидроксиалканоат (ПГА) производства компании Archer Daniels Midland (Декейтер, шт. Иллинойс, США). ПГА является полимером, относящимся к классу сложных полиэфиров, и может синтезироваться микроорганизмами (например, Alcaligenes eutrophus) в качестве одной из форм накопления энергии. В одном из вариантов осуществления микробный биосинтез ПГА начинается с конденсации двух молекул ацетил-CoA, в результате чего образуется ацетоацетил-CoA, который впоследствии восстанавливается до гидроксибутирила-CoA. Затем гидроксибутирил-CoA используется в качестве мономера для полимеризации поли-бета-гидроксибутирата (ПГБ), который представляет собой ПГА наиболее распространенного типа.
В варианте осуществления, проиллюстрированном на фиг. 5, термосвариваемый слой 542 может быть согнут, после чего его края могут быть уплотнены друг с другом, в результате чего образуется рукав с соединяющим края сварным швом в качестве изнаночного уплотнения. Соединяющий края сварной шов формируется путем воздействия на пленку теплом и давлением. В качестве альтернативы, требуемый участок пленки на биооснове может быть снабжен теплочувствительной полоской для формирования уплотнения внахлестку.
В одном из вариантов осуществления настоящего изобретения предложена пленка на биооснове с приемлемыми барьерными свойствами. В контексте настоящего изобретения пленка с приемлемыми свойствами кислородонепроницаемого барьера имеет скорость пропускания кислорода менее около 150 куб см/м2/сутки. В контексте настоящего изобретения пленка с приемлемыми свойствами влагонепроницаемого барьера имеет скорость пропускания водяного пара менее около 5 грамм/м2/сутки.
Металлизированный барьерный/улучшающий сцепление пленочный слой 546, прилегающий к барьерному рулонному слою 540 на биооснове, может представлять собой один или несколько полимеров, выбранных из полипропилена, сополимера этилена и винилового спирта (EVOH), поливинилового спирта (PVOH), полиэтилен, полиэтилентерефталата, нейлона и нанокомпозиционного покрытия.
Далее приведены формулы EVOH согласно различным вариантам осуществления настоящего изобретения.
EVOH согласно настоящему изобретению может представлять собой EVOH, содержание этилена, в котором составляет от высокого до низкого. В контексте настоящего изобретения EVOH с высоким содержанием этилена является EVOH приведенной выше формулы, в которой n=25. В контексте настоящего изобретения EVOH с низким содержанием этилена является EVOH приведенной выше формулы, в которой n=80. EVOH с низким содержанием этилена обеспечивает свойства кислородонепроницаемого барьера, но труднее поддается обработке. В случае металлизации EVOH обеспечивает приемлемые свойства влагонепроницаемого барьера. В одном из вариантов осуществления EVOH может быть совместно экструдирован с пленочным слоем 540 на биооснове, содержащим ПЛА, после чего EVOH может быть металлизирован известными из техники способами, включая вакуумное осаждение.
В одном из вариантов осуществления металлизированный барьерный/улучшающий сцепление пленочный слой содержит металлизированный аморфный сложный полиэфир АПЭТ 416 с калибром толщины менее около 10, предпочтительно от около 2 до около 4. АПЭТ может быть совместно экструдирован с пленочным слоем 540 на биооснове, содержащим ПЛА, после чего АПЭТ может быть металлизирован известными из техники способами. В одном из вариантов осуществления металлизированная пленка 416 имеет покрытие из PVOH, которое наносится на ПЛА в жидком виде, а затем высушивается и растягивается при ориентации пленки, или наносится на пленку и сушится.
В одном из вариантов осуществления одна или обе пленки 510, 540 на биооснове состоят только из ПЛА или преимущественно из ПЛА. В качестве альтернативы, во время изготовления пленки в наружный несущий пленочный слой 540 из ПЛА или в барьерный пленочный слой 540 на биооснове могут быть включены добавки с целью улучшения свойств пленки, таких как скорость биологического распада, такие как описаны в публикации патентной заявки US 2008/0038560 и в патентной заявке US 12/707368. Другими необязательными добавками, которые могут быть включены в полимер, являются наполнители, повышающие непрозрачность пленочного слоя, такие как двуокись титана (TiO2).
Если не указано иное, подразумевается, что ко всем используемым в описании и формуле изобретения численным величинам, выражающим количества ингредиентов, свойства, такие как молекулярная масса, условия реакций и т.п., применим термин "около". Соответственно, если не указано иное, приведенные в описании и прилагаемой формуле изобретения числовые параметры, являются приблизительными и могут варьировать в зависимости от желаемых свойств, достижение которых имеет целью настоящее изобретение. Без намерения ограничить применимость доктрины эквивалентов к объему притязаний каждый числовой параметр следует трактовать по меньшей мере с учетом количества приведенных значащих разрядов и путем применения обычных методик округления.
Хотя настоящее изобретение конкретно рассмотрено и описано со ссылкой на предпочтительный вариант осуществления, специалистами в области техники могут быть предложены различные изменения по форме и содержанию, не выходящие за пределы существа и объема изобретения.
Усовершенствованный способ и устройство для изготовления плоскодонного пакета типа подушечки
Способ выявления дефектов в продукте питания в режиме реального времени
Удаление масла при низком давлении из обжаренного пищевого продукта
Усовершенствованный способ и устройство для изготовления плоскодонного пакета типа подушечки
Устройство для скатывания теста, способ и продукт
Усовершенствованная резка ломтиками
Способ, устройство и система изготовления пищевого продукта путем экструзии с использованием сверхкритической жидкотекучей среды
Способ снижения содержания акриламида посредством обработки пищевого продукта
Способ улучшения свойств текстуры печеных закусочных пищевых продуктов
Выбор белкового ингредиента и манипуляция им для производства закусочных продуктов питания
Усовершенствованный способ и устройство для изготовления плоскодонного пакета типа подушечки
Рисовые закусочные чипсы с высоким содержанием видимых включений, изготавливаемые на оборудовании для раскатки листов тортильи
Усовершенствованный способ инфузии для производства жареных под вакуумом фруктовых и овощных закусочных продуктов питания
Способ выявления дефектов в продукте питания в режиме реального времени
Способ уменьшения изменчивости показаний анализатора влажности
Удаление масла при низком давлении из обжаренного пищевого продукта
Усовершенствованный способ и устройство для изготовления плоскодонного пакета типа подушечки
Система и способ синхронизированной резки и наполнения
Устройство для скатывания теста, способ и продукт
Усовершенствованная резка ломтиками

