Результат интеллектуальной деятельности: СПОСОБ ДЛЯ БАЛАНСИРОВКИ КОНСТРУКТИВНОГО ЭЛЕМЕНТА
Вид РИД
Изобретение
Изобретение касается способа для балансировки конструктивного элемента, в частности ротора электрической машины. Далее, изобретение касается конструктивного элемента электрической машины, который подвергнут балансировке посредством такого способа, а также электрической машины, которая имеет такой конструктивный элемент. Кроме того, изобретение касается устройства, с помощью которого конструктивный элемент подвергается балансировке посредством соответствующего изобретению способа.
Конструктивные элементы, которые вращаются во время своего использования, как правило, нуждаются в балансировке. В случае балансировки имеет место – аксиально и радиально относительно оси вращения – уравновешивание массы, так что ось вращения конструктивного элемента совпадает с главной осью инерции конструктивного элемента. Если ось вращения и главная ось инерции не совпадают, то при вращении конструктивного элемента возникают центробежные моменты (инерции), которые нагружают, в частности, подвеску вращающегося конструктивного элемента. Это действие часто называется как эффект дисбаланса конструктивного элемента. Центробежные моменты вызывают периодически повторяющийся вращающий момент, перпендикулярный оси вращения конструктивного элемента. Эти вращающие моменты при высоких энергиях вращения могут приводить к значительному нагружению подвески конструктивного элемента. Это нагружение может приводить к разрушению всей электрической машины. Поэтому конструктивные элементы, которые предусмотрены для вращательного использования, подвергают балансировке.
Чтобы компенсировать центробежные моменты, вращающиеся конструктивные элементы либо подвергают балансировке посредством закрепления заданных масс в определенных позициях либо вводят цилиндрические штифты в предварительно изготовленные отверстия. Эти цилиндрические штифты позволяют только грубую балансировку. Более точная балансировка возможна, например, в случае использования балансировочной клеевой массы, причем балансировочная клеевая масса наносится на соответствующие места подлежащего балансировке конструктивного элемента. Балансировочная клеевая масса может очень точно позиционироваться и может наноситься почти на любое место конструктивного элемента. Поэтому посредством балансировочной клеевой массы может достигаться очень высокое качество балансировки. Однако этот способ предъявляет повышенные требования к тому персоналу, который должен осуществлять балансировку. Кроме того, не всегда достигается одинаковое качество балансировки.
В основу изобретения положена задача улучшения балансировки конструктивных элементов.
Эта задача в случае способа названного в начале типа решается за счет того, что конструктивный элемент уравновешивается за счет того, что штифты с отличающейся величиной их площади поперечного сечения фиксируются в соответствующих отверстиях в конструктивном элементе.
Далее, эта задача решается посредством конструктивного элемента электрической машины, а также посредством электрической машины с подобного рода конструктивным элементом.
Далее, эта задача решается посредством устройства для балансировки конструктивного элемента, в частности, ротора электрической машины. При этом устройство после определения дисбаланса фиксирует штифты различной по величине площади поперечного сечения в предусмотренных для этого отверстиях. При недостаточном качестве балансировки этот процесс повторяется.
В основу изобретения положен полученный опыт того, что при использовании предварительно изготовленных штифтов с постоянной величиной площади поперечного сечения может получаться недостаточное качество балансировки. Высокое качество имеет высокое значение, в частности, для электродвигателей в работающих на электричестве автомобилях. Посредством комбинации штифтов с большой площадью поперечного сечения, а также штифтов с малой площадью поперечного сечения, которые фиксируются рядом друг с другом в предусмотренных для них отверстиях, может повышаться качество балансировки. В качестве площади поперечного сечения понимается площадь, которая после фиксации штифтов лежит параллельно поверхности конструктивного элемента. Край площади поперечного сечения может иметь как скругления, так и угловые области. Однако, в качестве особенно предпочтительного оказались цилиндрически отформованные штифты. Для фиксации штифтов может служить соединение с силовым замыканием посредством процесса запрессовки, соединение посредством склеивания, а также резьбовое соединение. Резьбовое соединение может выбираться, в частности, в случае цилиндрически отформованных штифтов и может комбинироваться с клеевым соединением. Наиболее пригодной для этого способа оказалась фиксация штифтов посредством клеевого соединения в соответствующих отверстиях. Преимущество этого способа – наряду с достигаемым высоким качеством балансировки – состоит в возможности автоматизировать этот способ. Если качество балансировки после однократного осуществления способа оказывается недостаточным, то процесс может повторяться и дополнительные штифты с меньшей площадью поперечного сечения фиксируются в еще свободных отверстиях. В дальнейшем это называется как многоступенчатый способ. Многоступенчатый способ также может автоматизироваться. Достигаемое высокое качество балансировки приводит к значительно более долгому сроку службы при менее значительной стоимости производства по сравнению с ручной балансировкой.
В случае одного предпочтительного осуществления этого способа отверстия расположены так, что в непосредственной близости с отверстиями с первой площадью поперечного сечения соответственно расположено по меньшей мере одно другое отверстие со второй площадью поперечного сечения, причем первая площадь поперечного сечения уменьшена по сравнению с первой площадью поперечного сечения. Посредством этой комбинации отверстий, которые предусмотрены для соответствующих штифтов, при незначительной потребности в месте может достигаться высокое качество балансировки. Балансировка посредством штифтов с малой площадью поперечного сечения является более точной, чем с помощью штифтов с большой площадью поперечного сечения, так как точность глубины внедрения после фиксации штифтов является ограниченной. Локализация отверстий с большой и малой площадями поперечного сечения приводит к более высокой стабильности конструктивного элемента по сравнению с более равномерным распределением отверстий по поверхности конструктивного элемента.
В случае одного другого предпочтительного варианта осуществления вокруг кругового отверстия с первой площадью поперечного сечения соответственно расположены три других круговых отверстия со второй площадью поперечного сечения. При этом края упомянутых других отверстий находятся в непосредственной близости с краем того отверстия, которое имеет первую площадь поперечного сечения. Соединительные линии между средней точкой кругового отверстия с большой площадью поперечного сечения и средней точкой других круговых отверстий заключают между собой предпочтительно угол приблизительно 120 градусов. Это расположение позволяет балансировку повышенного качества, так как штифты с малой площадью поперечного сечения дополняют штифт с большой площадью поперечного сечение. Кроме того, это расположение имеет преимущество незначительного размера отверстия или области, которая включает в себя отверстия для всех штифтов. Это компактное расположение лишь несущественно уменьшает стабильность конструктивного элемента. Это имеет решающее значение, в частности, для ротора электрической машины, так как в этом случае отверстия могу располагаться между выемками для обмоток или постоянных магнитов.
В случае одного другого предпочтительного варианта осуществления штифты имеют различные размеры, различные формы поперечного сечения и различные площади поперечного сечения и/или соответственно изготовлены из материалов различной плотности, в частности из алюминия, стали, цинка, вольфрама, свинца, смолы или полимера. Различные материалы при одинаковом размере характеризуются различными весами и прочностями. При использовании штифтов из стали может возникать соединение с силовым замыканием высокой прочности между штифтом и конструктивным элементом. Это имеет место, в частности, если посредством непосредственно взаимосвязанного расположения отверстий эти отверстия сходятся и возникает составное отверстие с частично вогнутым и частично выпуклым краем. Использование мягких материалов, как, например, алюминий, медь, полимеры или свинец, дает хорошее геометрическое замыкание между штифтом и соответствующим отверстием. Дополнительно, посредством мягких материалов за счет геометрического замыкания могут компенсироваться неровности внутренних поверхностей тех отверстий, которые имеют обусловленное изготовлением низкое качество поверхности, и при необходимости могут устраняться возникающие неплотные места. При использовании полимеров или смол обеспечивается возможность того, что эти материалы вводятся в жидкой форме в соответствующее отверстие, а затем они отверждаются и таким образом создают жесткое соединение с конструктивным элементом.
В случае одного другого предпочтительного варианта осуществления штифты собираются из нескольких элементов с одной и той же площадью поперечного сечения, которые (элементы) фиксируются в соответствующих отверстиях. Составление штифтов из нескольких элементов повышает достигаемую точность, в частности, потому, что могут комбинироваться несколько элементов различной высоты и плотности. Так, является возможным осуществлять подгонку штифтов к имеющемуся дисбалансу. Одновременно, при балансировке может уменьшаться количество отверстий, в которых фиксируются штифты, так как более точная подгонка к требуемому распределению массы часто может достигаться уже посредством одного или двух, собранных из различных элементов штифта или штифтов. Посредством этого осуществления способа может создаваться – по аналогии с модульным принципом конструирования – множество различающихся по своим свойствам штифтов из нескольких различных элементов. Кроме того, может достигаться еще более точная балансировка, так как могут собираться более точно соответствующие требованиям штифты, чем, если бы использовался только один штифт неизменной длины и материала. В частности, для штифтов малого диаметра подогнанная сборка штифтов повышает качество балансировки.
В случае одного другого предпочтительного варианта осуществления штифты после определения дисбаланса автоматизированно вводятся в предусмотренные для них отверстия. В случае недостаточного качества балансировки процесс балансировки повторяется. Автоматизация балансировки представляет собой значительный прогресс при серийном производстве конструктивных элементов, в частности при высокой штучной производительности. Сама возможность многоступенчатой балансировки посредством этого способа возможна без использования квалифицированного персонала и поэтому содержит в себе высокие преимущества в отношении затрат в производственном процессе по сравнению с ручной балансировкой. Кроме того, посредством автоматизации гарантировано неизменно высокое качество балансировки, которое лишь очень тяжело может быть достигнуто посредством ручной балансировки.
В случае одного другого предпочтительного варианта осуществления в качестве штифтов используются цилиндрические штифты и/или многогранно отформованные штифты и/или штифты, которые фиксируют комбинацию из различных форм площадей поперечного сечения для балансировки в соответствующих отверстиях. Регулярно цилиндрически отформованные штифты используются для балансировки конструктивных элементов.
Предпочтительным также является использование штифтов других форм поперечного сечения. Отклонение от круглой площади поперечного сечения может представлять, например, более высокую стабильность конструктивного элемента. Повышенная стабильность за счет, например, многогранной формы вызвана, например, более высокой устойчивостью формы. Это имеет место, в частности, тогда, когда отверстия не заполняются соответствующими штифтами. Кроме того, здесь также допустимо, цилиндрически отформованные штифты позиционировать в треугольных или квадратных отверстиях.
В дальнейшем изобретение описывается и поясняется более подробно посредством примеров осуществления, представленных на фигурах, на которых:
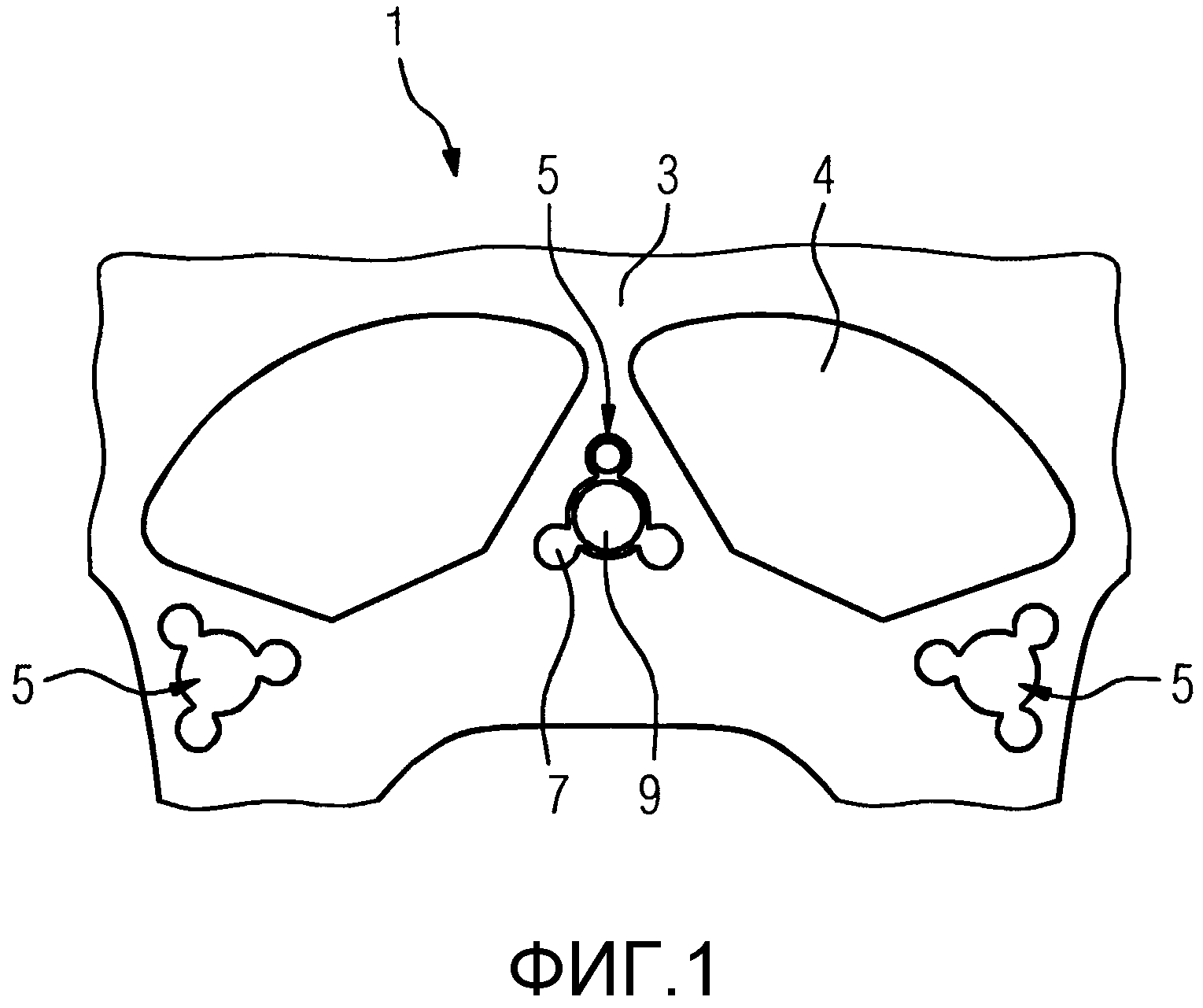
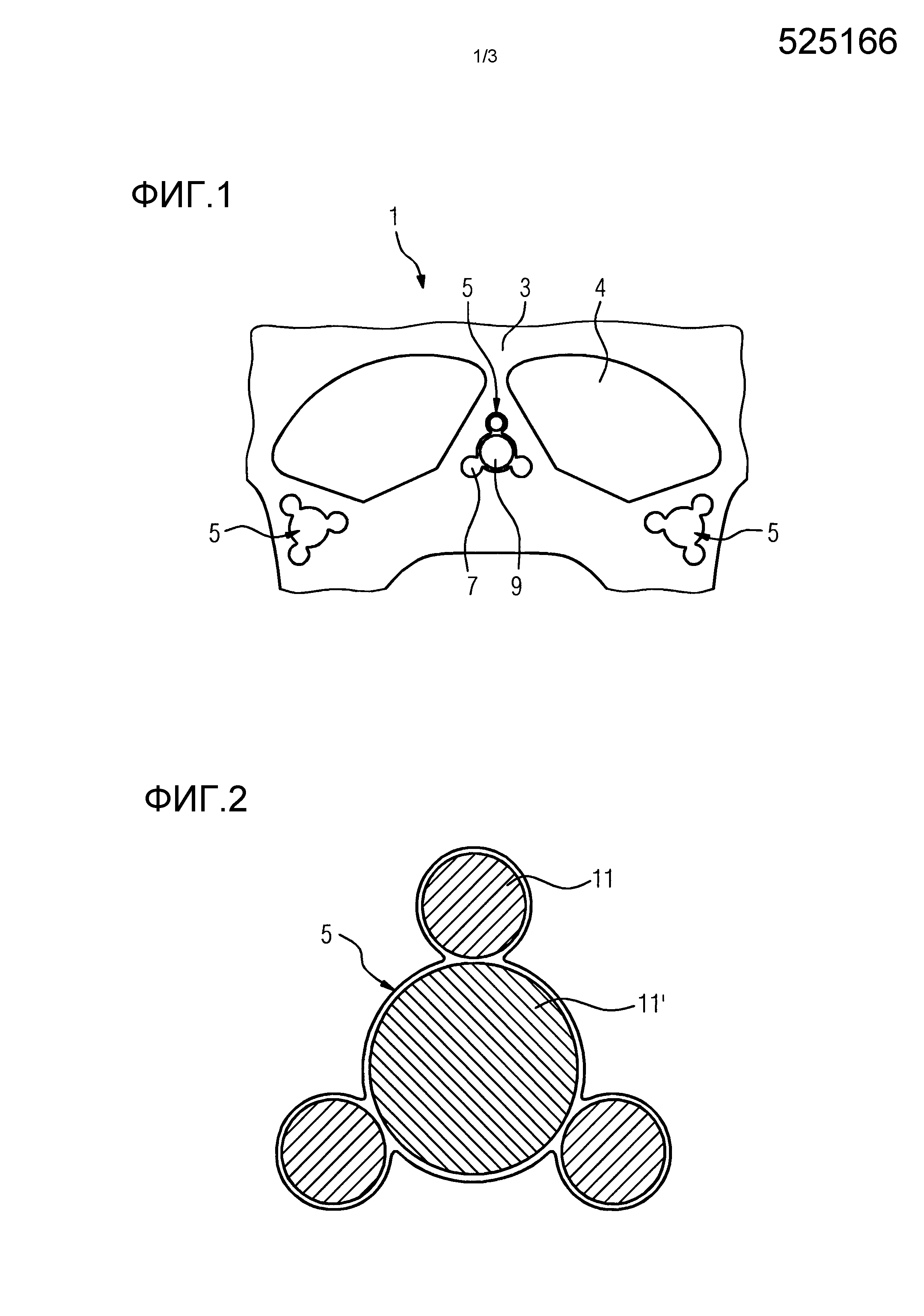
Фиг.1 – вид сверху сектора конструктивного элемента,
Фиг.2 – предпочтительная форма отверстия для приема штифтов различной величины,
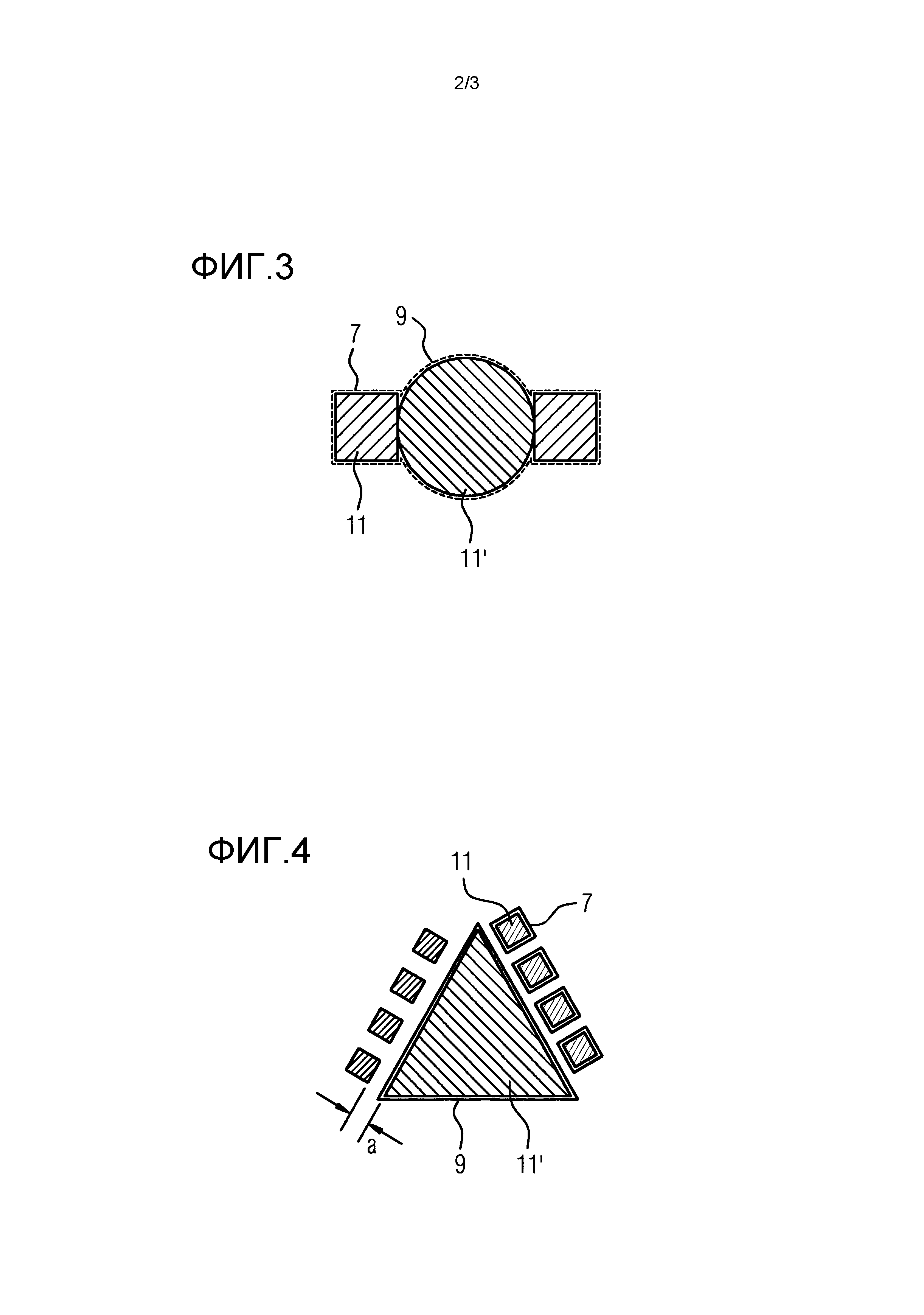
Фиг.3 – другая предпочтительная форма отверстия для приема штифтов различной величины,
Фиг.4 – другая предпочтительная форма отверстия для приема штифтов различной величины,
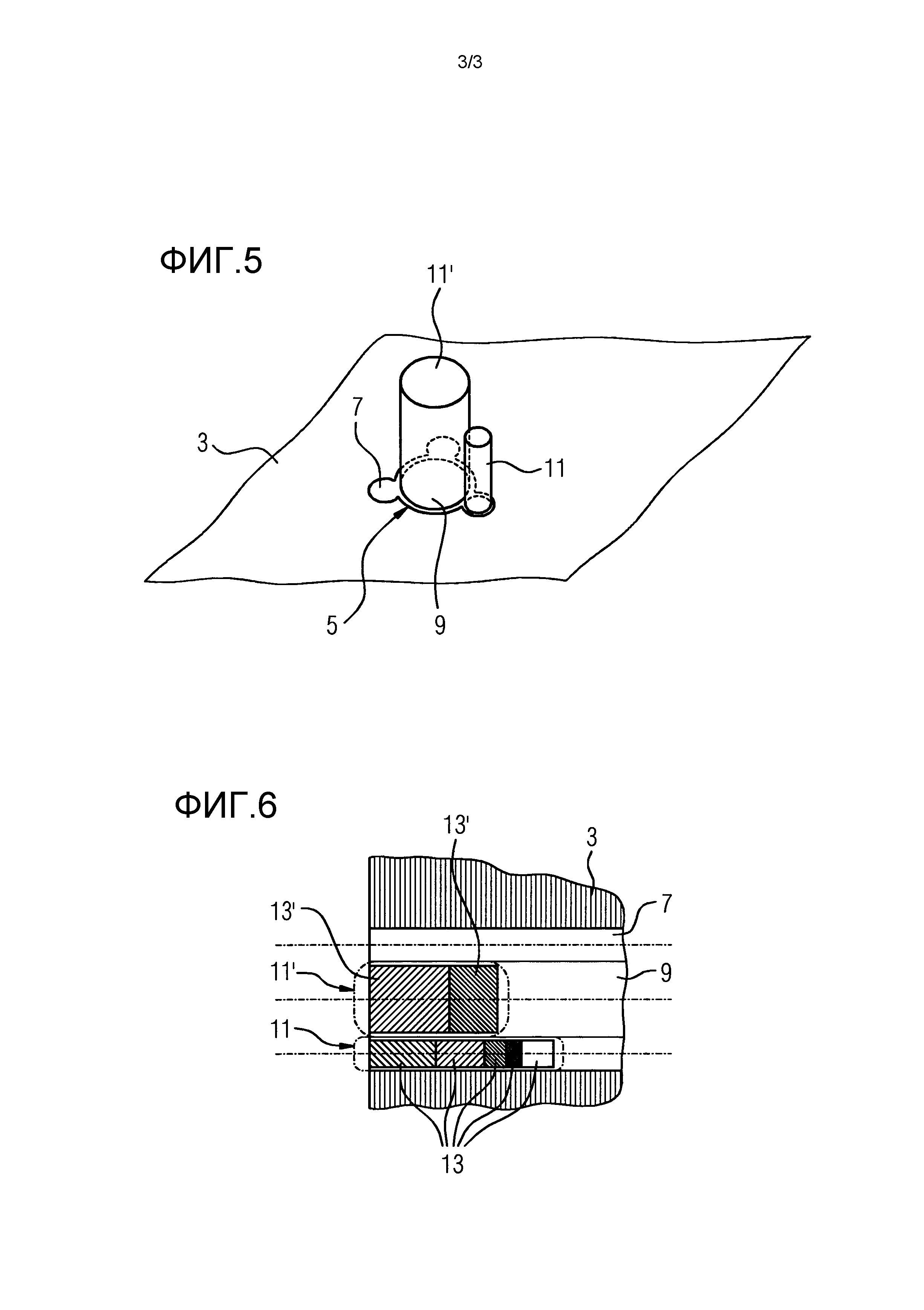
Фиг.5 – перспективный вид цилиндрически отформованных штифтов перед фиксацией в соответствующих отверстиях, а также
Фиг.6 – поперечное сечение конструктивного элемента после балансировки.
Фиг.1 показывает сверху сектора конструктивного элемента 1. В случае этого конструктивного элемента 1 речь идет о секторе пакете 3 сердечника (шихтованный сердечник) ротора электрической машины. Пакет сердечника имеет выемки 4, например, для уменьшения веса, а также отверстия 5, 7, 9. Отверстия 5 составляются, как также еще раз поясняется на фиг.2, из круговых отверстий 7, 9. Круговые отверстия 7, 9 служат для приема соответствующих цилиндрически отформованных штифтов 11, 11‘. Показанное расположение, в котором соответственно между двумя выемками 4 находится отверстие 5 для приема цилиндрически отформованных штифтов 11, 11‘, оказывается требующим особенно мало места. Так, показанное расположение способствует уменьшению веса, модуля инерции и потребности в месте пакета 3 сердечника. Для балансировки конструктивного элемента он приводится во вращение и измеряются возникающие при этом центробежные моменты. Затем рассчитываются веса штифтов 11, 11‘ для отдельных отверстий 7, 9 и соответствующие штифты 11, 11‘ фиксируются в предусмотренных отверстиях 7, 9.
Фиг.2 показывает разрез через отверстие 5, которое составлено из кругового отверстия 9 для цилиндрически отформованных штифтов 11‘ с большой площадью поперечного сечения и трех круговых отверстий 7 для цилиндрически отформованных штифтов 11 с малой площадью поперечного сечения. В этих круговых отверстиях 7, 9 уже зафиксированы отформованные цилиндрически штифты 11, 11‘. По центру находится штифт 11‘ с большой площадью поперечного сечения, а вокруг него расположено три штифта 11 с малой площадью поперечного сечения. При этом штифты 11, 11‘ могут либо соприкасаться друг с другом либо, как здесь представлено, находиться на малом расстоянии (а) друг от друга. Расстояние (а) должно выбираться при этом не слишком большим, так как в противном случае отверстие 5 потребует слишком много места в конструктивном элементе 1. При этом край отверстия 5 охватывает все четыре цилиндрически отформованных штифта 11, 11‘. В области между каждыми двумя цилиндрически отформованными штифтами 11, 11‘ край отверстия 5 в вогнутом участке охватывает соответствующие цилиндрически отформованные штифты 11, 11‘. Эта вогнутая область отверстия 5 служит для улучшенного удержания цилиндрически отформованных штифтов с малой площадью поперечного сечения. Расстояние (а) хотя и должно выбираться по возможности незначительным, однако следует учитывать, что должна быть гарантирована достаточная стабильность/устойчивость формы отверстия 5. Это имеет место, в частности, если не во всех круговых отверстиях 7, 9 зафиксированы цилиндрические штифты 11, 11‘.
Фиг.3 показывает одну другую предпочтительную форму отверстия 5 - круговое отверстие 9 для цилиндрически отформованного штифта 11‘ с большой площадью поперечного сечение. В примыкании к нему находятся два квадратных отверстия 7, в каждом из которых зафиксирован соответствующий один штифт с малой площадью поперечного сечения. Если в этом конкретном выполнении только штифты 11, 11‘ с квадратной площадью поперечного сечения фиксируются в соответствующем отверстии 7, 9, то целесообразно для фиксации штифтов выбирать клеевое соединение или соединение посредством силового замыкания.
Фиг.4 показывает одну другую предпочтительную форму отверстия 5, причем расположенное по центру отверстие 9 предусмотрено для треугольного штифта 11‘ с большой площадью поперечного сечения, а вдоль двух сторон на расстоянии (а) расположены квадратные отверстия 7 для штифтов 11 с малой площадью поперечного сечения. При этом отверстия 7, 9 не взаимосвязаны. Это обеспечивает повышенную стабильность и независимость отдельных штифтов 11, 11‘ в их закреплении. Однако недостатком является повышенная потребность в месте, если расстояние (а) выбирается большего размера. В свою очередь, для фиксации штифтов 11, 11‘ в соответствующих отверстиях 7, 9 является целесообразным клеевое соединение.
Фиг.5 показывает перспективный вид двух цилиндрически отформованных штифтов 11, 11‘ перед фиксацией в соответствующих отверстиях 7, 9. Можно видеть, что штифты 11, 11‘ имеют различную длину. Более того, не каждое из круговых отверстий 7, 9 снабжено соответствующим штифтом 11, 11‘. Это является предпочтительным, в частности, в случае многоступенчатого способа балансировки конструктивного элемента, так как еще дополнительные цилиндрически отформованные штифты 11, 11‘ могут фиксироваться в свободных отверстиях 5, 7. После ввода штифтов 11, 11‘ в соответствующие отверстия 7, 9 они могут фиксироваться посредством резьбового соединения, посредством клеевого соединения или посредством соединения с силовым замыканием в соответствующем круговом отверстии 7, 9.
Фиг.6 показывает поперечное сечение конструктивного элемента 1. При этом видна проекция трех отверстий 7, 9. В середине находится отверстие 9 с большой площадью поперечного сечения и соответственно на его стороне расположено два отверстия 7 с малой площадью поперечного сечения. В отверстии 9 с большой площадью поперечного сечения находятся два элемента 13‘ с малой площадью поперечного сечения, которые вместе образуют штифт 11‘. В обозначенном под ним отверстии 7 с малой площадью поперечного сечения находятся пять элементов 13 с малой площадью поперечного сечения. Они также сообща образуют штифт 11 с малой площадью поперечного сечения. Различная штриховка соответствующих элементов 13, 13‘ указывает на использование различных материалов. При этом применение элементов 13, 13‘ из различных материалов, которые имеют различную плотность, соответственно улучшает качество балансировки. В находящемся выше отверстии 7 с малой площадью поперечного сечения еще не зафиксировался никакой штифт 11 или элемент 13. Здесь отдельные элементы 13, 13‘, в свою очередь, могут предпочтительно с помощью клеевого соединения фиксироваться в соответствующем отверстии 7, 9. Несмотря на то, что соединение посредством склеивания оказалось особенно предпочтительным, оно в последующем является плохо разъемным. Поэтому, в частности, в случае многоступенчатого способа балансировки, решающее значение имеют дополнительные элементы 13, 13‘ или штифты 11, 11‘. На этой фигуре при необходимости имеющиеся, следующие отверстия 7 с малой площадью поперечного сечения, которые показаны, например, на фиг.2, перекрыты другими отверстиями (здесь 9) и для лучшего обзора не показаны.
Резюмируя изложенное, изобретение касается способа балансировки конструктивного элемента 1, в частности, ротора электрической машины, посредством штифтов 11, 11‘, которые вводятся в предварительно изготовленные отверстия 5, 7, 9 в конструктивном элементе 1, причем конструктивный элемент 1 подвергается балансировке за счет того, что штифты 11, 11‘ различных длин, площадей поперечного сечения и форм поперечного сечения фиксируются в соответствующих отверстиях 7, 9 в конструктивном элементе 1. Кроме того, штифты 11, 11‘ могут собираться из нескольких элементов 13, 13‘ и способ используется в одном или нескольких этапах для пошагово (постепенно) осуществляющегося повышения качества балансировки. Посредством этого способа может значительно сокращаться дисбаланс конструктивного элемента 1 и одновременно происходит выигрыш в весе, потребности в месте и в моменте инерции конструктивного элемента 1. Кроме того, существует возможность автоматизировать способ.
Способ автоматизированного ремонта детали машин
Установка для добычи на месте содержащего углеводороды вещества
Газовая турбина, снабженная предохранительной пластиной между ножкой лопатки и диском
Способ и устройство для бесконтактного определения температуры т металлического расплава
Быстродействующее переключающее устройство для аккумуляторной батареи высокой мощности в изолированной сети постоянного тока
Регулятор трехфазного тока
Способ функционирования прокатного стана холодной прокатки с улучшенной динамикой
Гамма/гамма' -суперсплав на основе никеля с многочисленными реакционно-активными элементами и применение указанного суперсплава в сложных системах материалов
Преобразующая энергию текучей среды машина
Система с газонепроницаемым измерительным вводом
Осевая турбомашина с малыми потерями через зазоры
Горелка для газотурбинного двигателя
Ступенчатый завихритель для динамического управления
Электрическая машина с радиальными металлическими перегородками для направления охлаждающего воздуха
Дизель-электрическая система привода
Способ эксплуатации санитарного бака для рельсового транспортного средства
Колейное транспортное средство с сенсорным устройством
Пропиточная смоляная система для изоляционных материалов в распределительных устройствах
Подшипниковое устройство (варианты) и подшипниковый кронштейн с магнитным радиальным и поддерживающим подшипниками для вращающейся машины (варианты)
Ротор и способ изготовления ротора электрической машины

