Результат интеллектуальной деятельности: КОКИЛЬ
Вид РИД
Изобретение
Изобретение относится к области литейного производства, а именно к кокилям, и может быть использовано для получения шихтовых мерных заготовок из сплавов на основе никеля, титана, циркония для последующего передела, в том числе с применением технологии быстрой закалки.
Известен кокиль (DE 10317441, опубл. 04.11.2004), в котором формообразующая полость формируется посредством установки множества прямоугольных направляющих элементов с резьбой с наружной стороны, используемых для их позиционирования относительного сборного корпуса кокиля. Сборный корпус выполнен из металлического сплава и состоит из четырех соединенных попарно боковых сегментов прямоугольной формы, один из которых, по крайней мере, подвижный, поджимаемых усилием пружины и в свою очередь крепящихся посредством болтов зажимного приспособления. Кокиль используется для отливки инструментальных заготовок для последующей механической обработки. Поджатие прямоугольных сегментов относительно друг друга и стенок кокиля производится после заливки расплава в формообразующую полость с усилием, достаточным для преодоления силы гидростатического давления расплава. Для облегчения процесса поджатия, на сопряженные поверхности наносят слой смазки для литейных форм. Кокиль предназначен для формирования отливок из низкотемпературных расплавов, с температурой плавления в несколько сотен градусов (например, сплав ZAMAK с температурой плавления 400°С), что является существенным его недостатком. Недостатком конструкции данного кокиля также является использование большого количества вставных элементов, что в совокупности с трудностью их позиционирования относительно друг друга, в значительной мере затрудняет процесс сборки и использования кокиля.
Также известен кокиль (US 6354561, опубл. 22.01.1998) регулируемого типа, состоящий из множества, расположенных по оси кокиля формовочных стержней, удерживаемых в опорной плите посредством резьбового соединения. Опорная плита в свою очередь соединена с корпусным элементом, причем предусмотрена возможность перемещения плиты в направлении, перпендикулярном направлению разъема кокиля. Для образования ровной поверхности отливки на торцы формовочных стержней допускается нанесение смазочного материала, облегчающего отделение отливки от поверхности кокиля. К недостаткам данного кокиля следует отнести сложность его конструкции и невозможность его использования для отливки сплавов с высокой температурой плавления.
Аналогом предлагаемого изобретения может служить кокиль (SU 1409407, опубл. 15.07.88) для изготовления чугунных отливок с выступами, целью которого является получение отливок высокого качества, достигаемого за счет выравнивания скоростей охлаждения. В состав кокиля входят формообразующие части, ограничивающие рабочую полость с пазами для теплового экранирования полостей малого сечения. Пазы заполняют металлическими пластинами, расположенными перпендикулярно поверхности разъема формообразующих частей кокиля. Снижением интенсивности отвода тепла полостей малого сечения исключали возможность формирования в них белого чугуна. К недостаткам следует отнести отсутствие конструктивных элементов, посредством которых производится разъем и извлечение отливки, а также невозможность его использования для формирования отливок из сплавов с температурой плавления выше 1300°С.
Наиболее близким аналогом предлагаемого изобретения, который может быть взят за прототип, является кокиль (RU 2188741, опубл. 10.09.2002), который предназначен для получения образцов из сплавов на основе алюминия и магния, который содержит две формообразующие части, по плоскостям которых соосно вертикальной оси выполнены формообразующие полости, соединенные друг с другом и другими полостями литниковыми каналами, которые в свою очередь сообщаются с прибылью. К существенным недостаткам изобретения можно отнести формирование образцов-отливок из легких сплавов на основе магния и алюминия, а также его конструктивное исполнение, предусматривающее использование лишь двух формообразующей частей с развитой литниковой системой, что ограничивает количество получаемых отливок, усложняет конструкцию кокиля, требует его нагрев до относительно высоких температур непосредственно перед заливкой расплава, увеличивает расход металла и насыщение расплава газовыми включениями.
Техническая задача заключается в создании кокиля, обеспечивающего формирование качественных безоблойных беспористых отливок преимущественно цилиндрической формы диаметром 20-30 мм и длиной 200-220 мм из сплавов на основе железа, никеля, титана, циркония и гафния со скоростью охлаждения не менее 300 градусов в секунду с низким уровнем содержания газовых включений и без загрязнений керамическим материалом.
Технический результат, достигаемый в результате реализации данного изобретения, заключается в повышении чистоты и качества материала отливок за счет исключения использования керамических формовочных материалов, повышении производительности процесса отливки мерных шихтовых расходуемых заготовок с возможностью формирования до 30 кг отливок контролируемой формы с минимальным облоем за одну плавку, а также в повышении коэффициента использования материала за счет снижения совокупной массы прибыльной части.
Для достижения описанного выше технического результата предлагается кокиль для изготовления мерных заготовок, содержащий по меньшей мере две формообразующие части, по плоскостям которых выполнены сегменты формообразующих полостей и прибыльной части. Кокиль снабжен установленной в прибыльной части керамической воронкой, в которой выполнены отверстия, соосные отверстиям формообразующих полостей. По меньшей мере двумя центрирующими элементами цилиндрической формы, установленными в выточках сопряженных формообразующих частей, и зажимным приспособлением. При этом кокиль выполнен из меди или ее сплавов, а на кромках формообразующих полостей выполнены фаски, обеспечивающие формирование облоя заданной формы и размера.
Предпочтительно между двумя формообразующими частями установлена по меньшей мере одна дополнительная формообразующая часть.
Предпочтительно каждая пара вставных цилиндрических элементов расположена под углом 90 градусов относительно друг друга.
Предпочтительно формообразующие полости имеют круглую, овальную, треугольную, прямоугольную или многогранную форму.
Предпочтительно формообразующие полости расположены в шахматном порядке относительно друг друга.
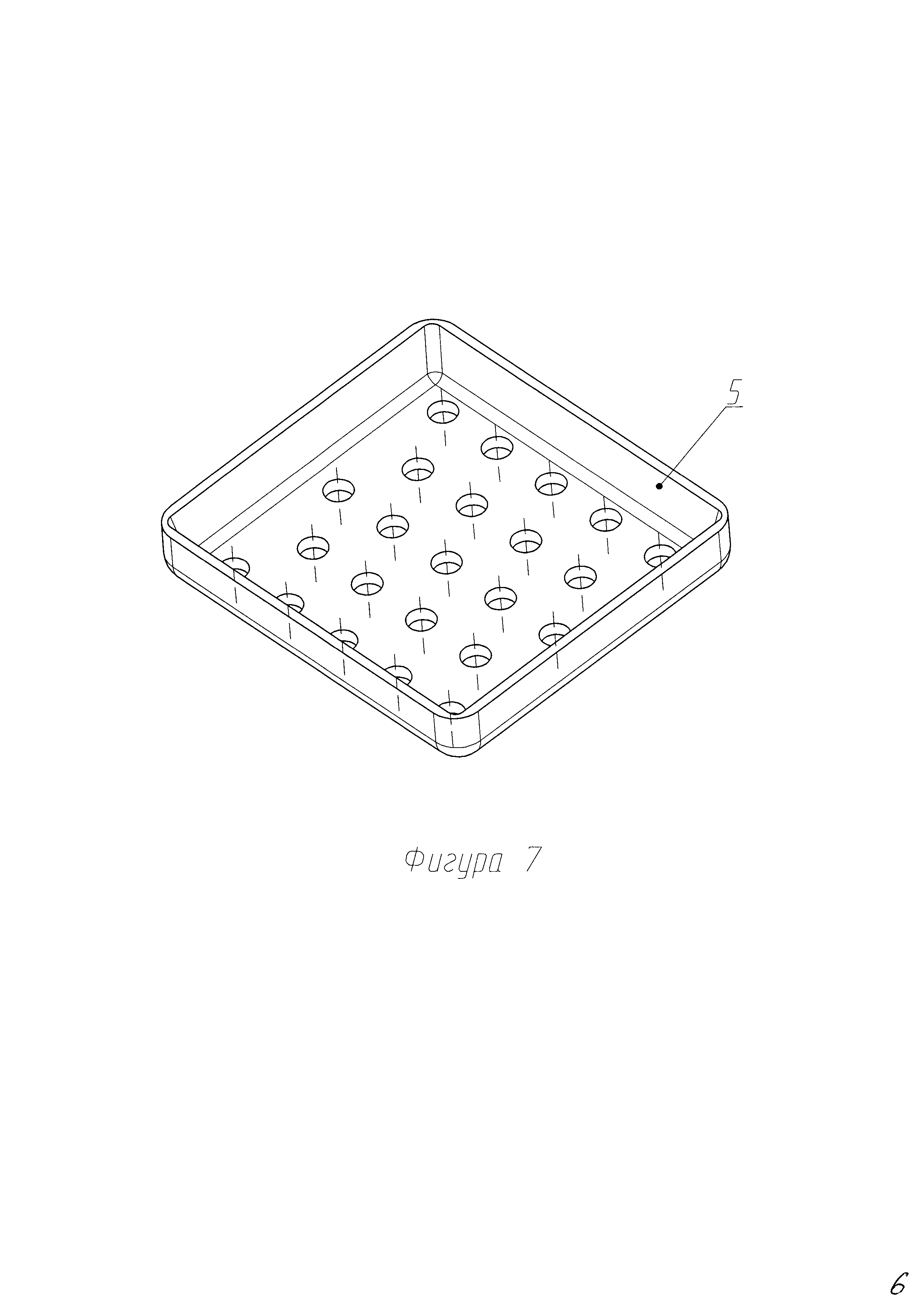
Предпочтительно керамическая воронка выполнена из оксидов циркония и/или иттрия.
Предпочтительно внутренние поверхности формообразующих частей имеют покрытие из комплексного оксида циркония с оксидом гадолиния, самария, тербия, иттербия, лантана, стабилизированного оксидом иттрия.
Предпочтительно зажимное приспособление содержит клиновидные элементы, с возможностью поджима по плоскостям сопряжения формообразующих частей.
Настоящее изобретение поясняется чертежами:
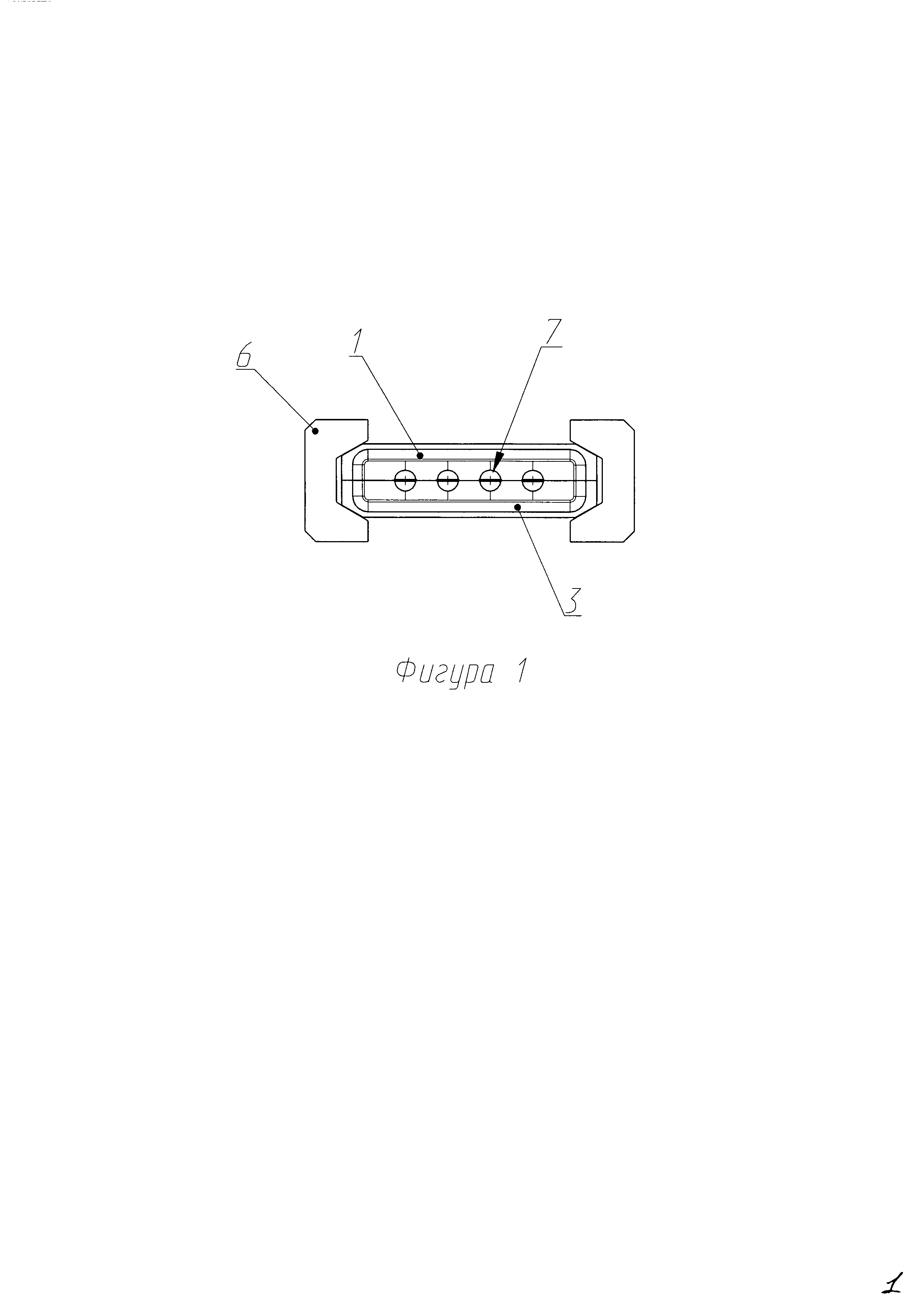
Фигура 1 - кокиль в зажимном приспособлении;
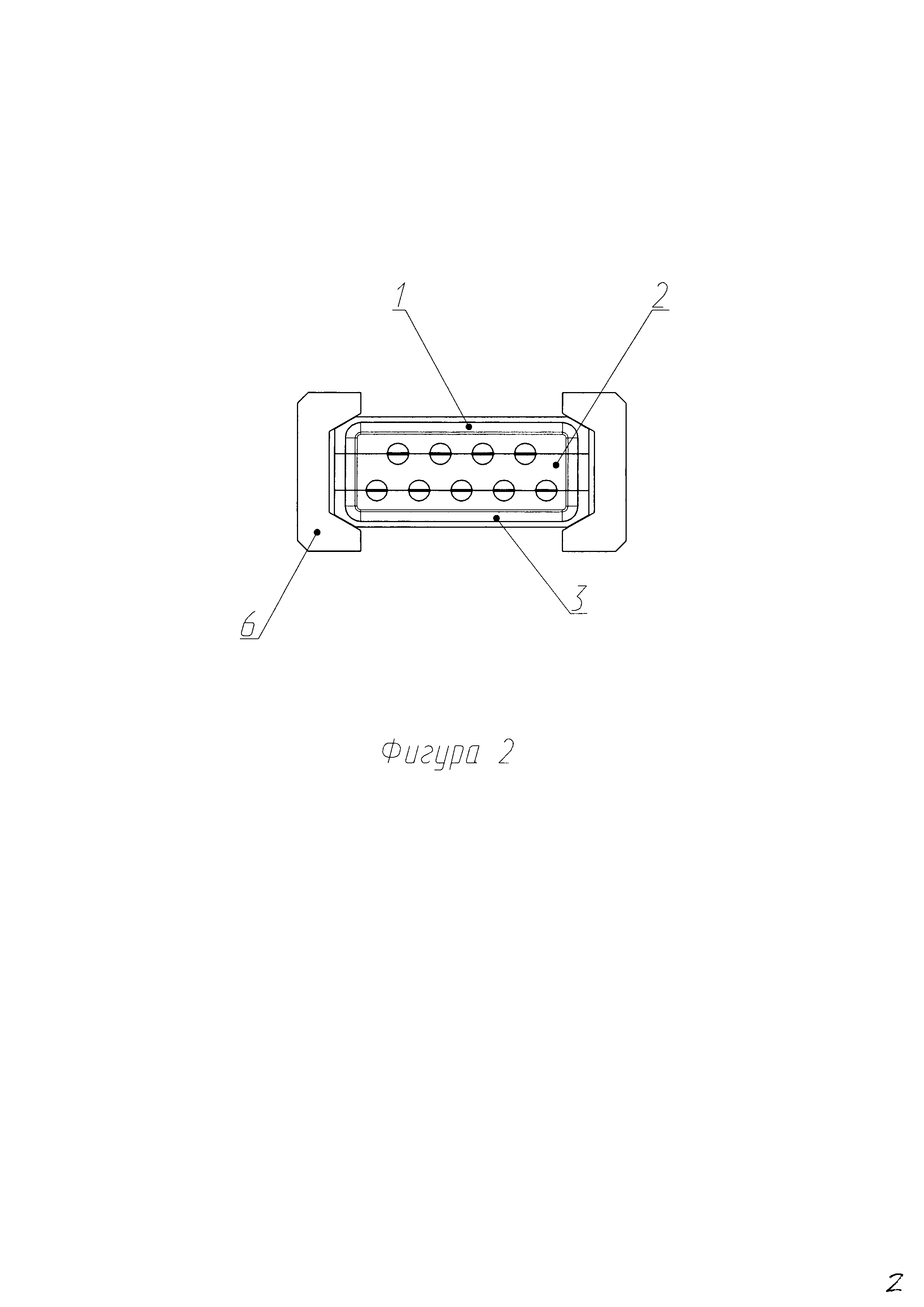
Фигура 2 - двухрядный кокиль со вставной формообразующей частью;
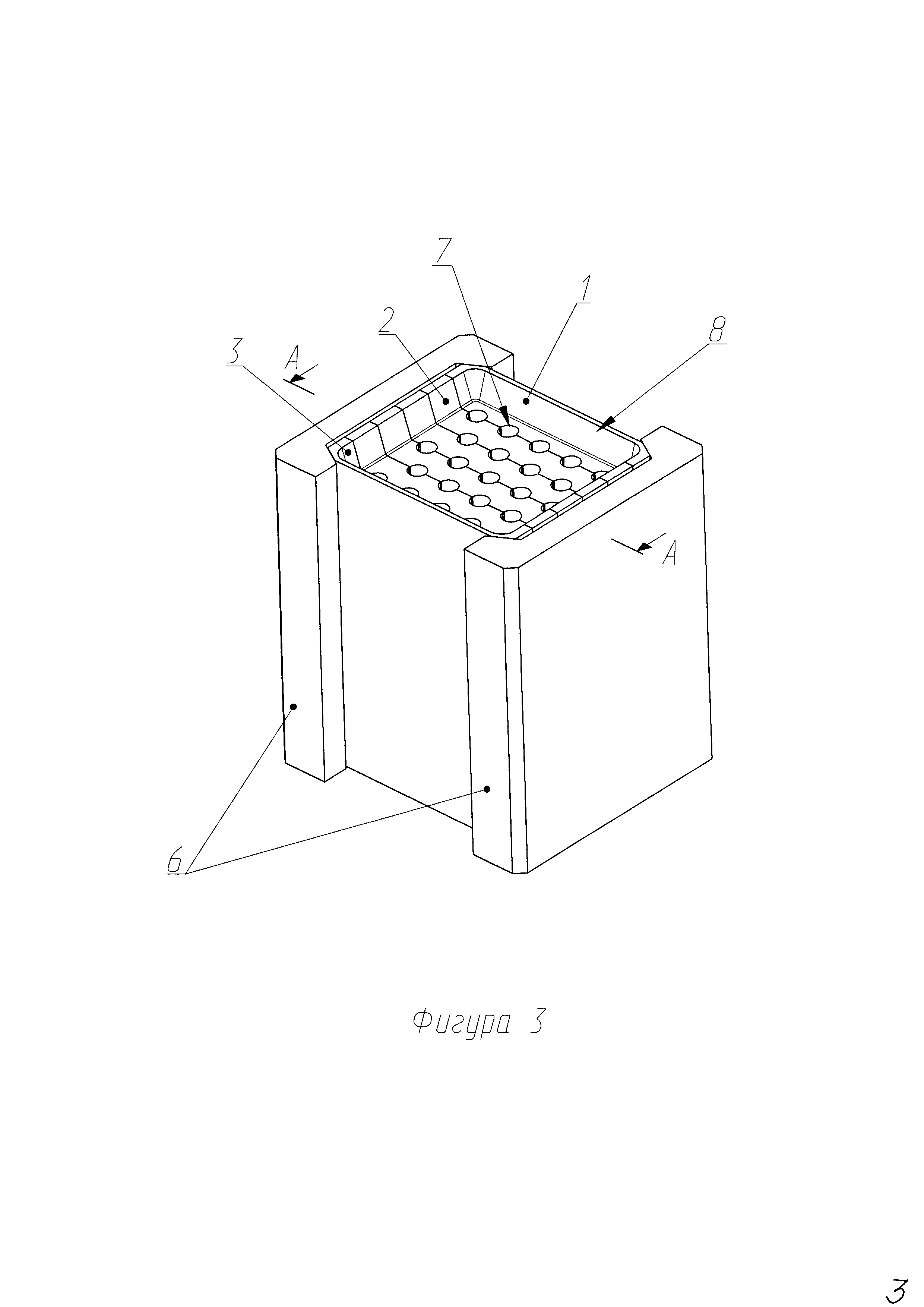
Фигура 3 - общий вид многорядного кокиля;
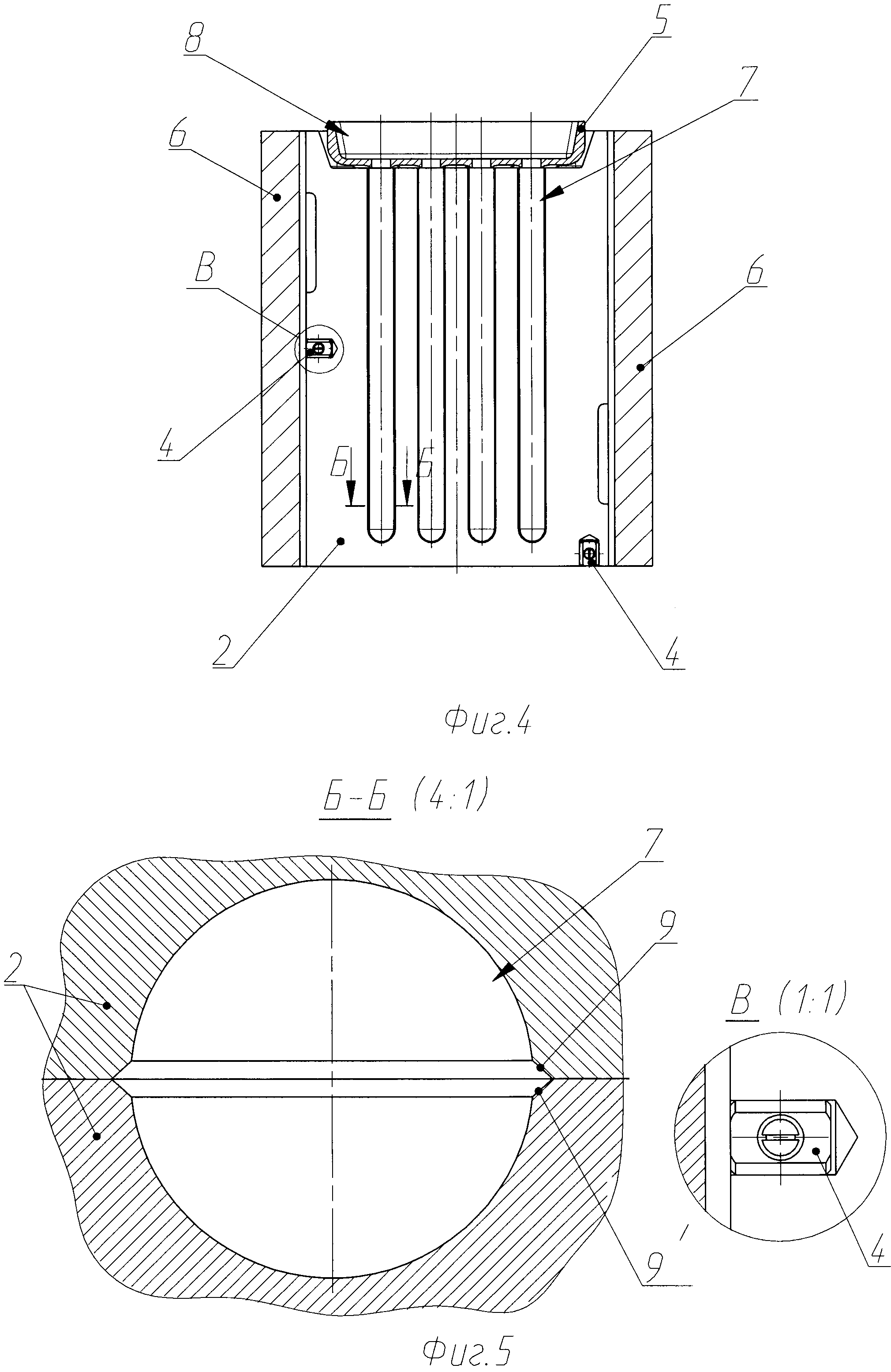
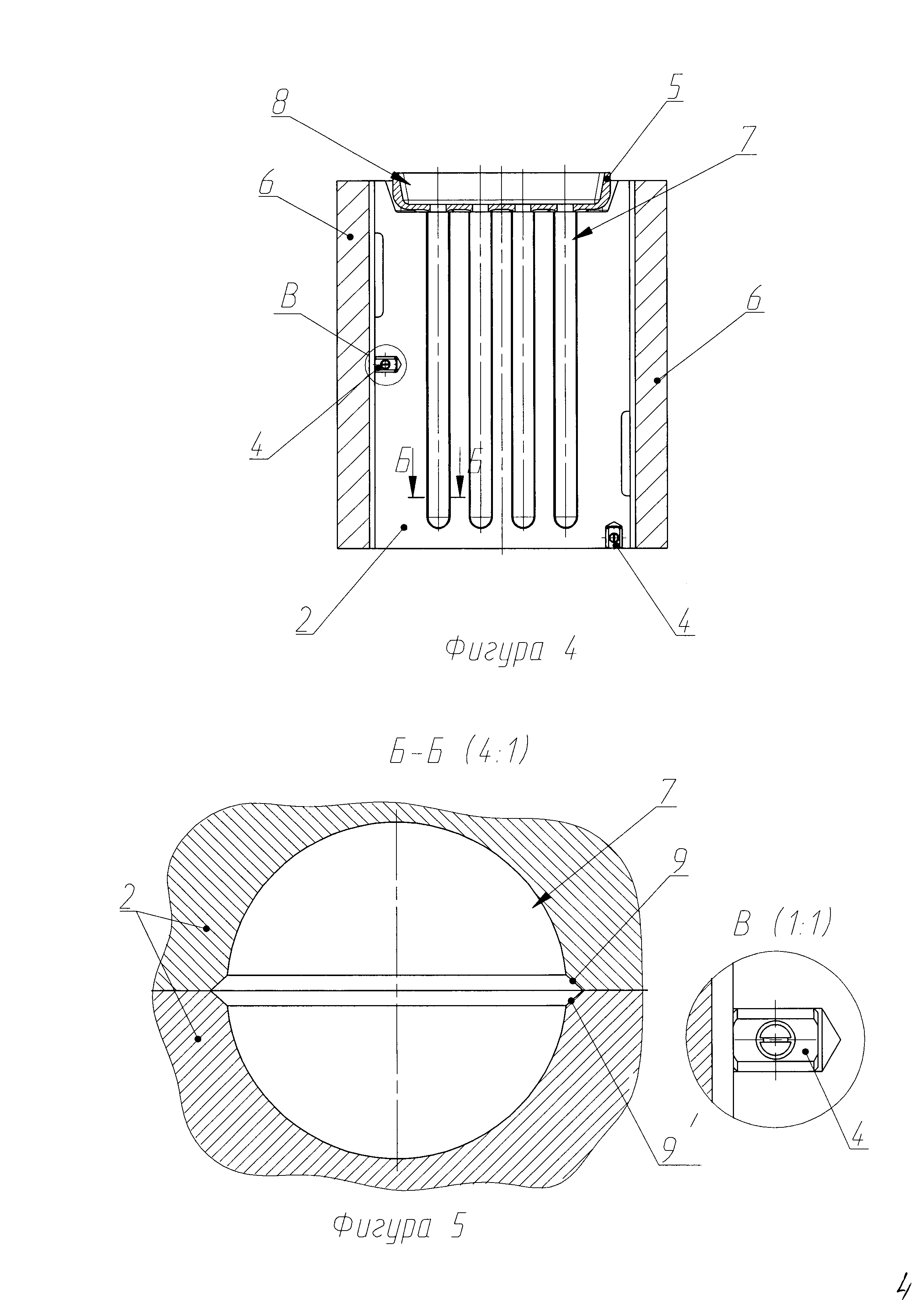
Фигура 4 - поперечное сечение формообразующей части;
Фигура 5 - формообразующая полость с фаской;
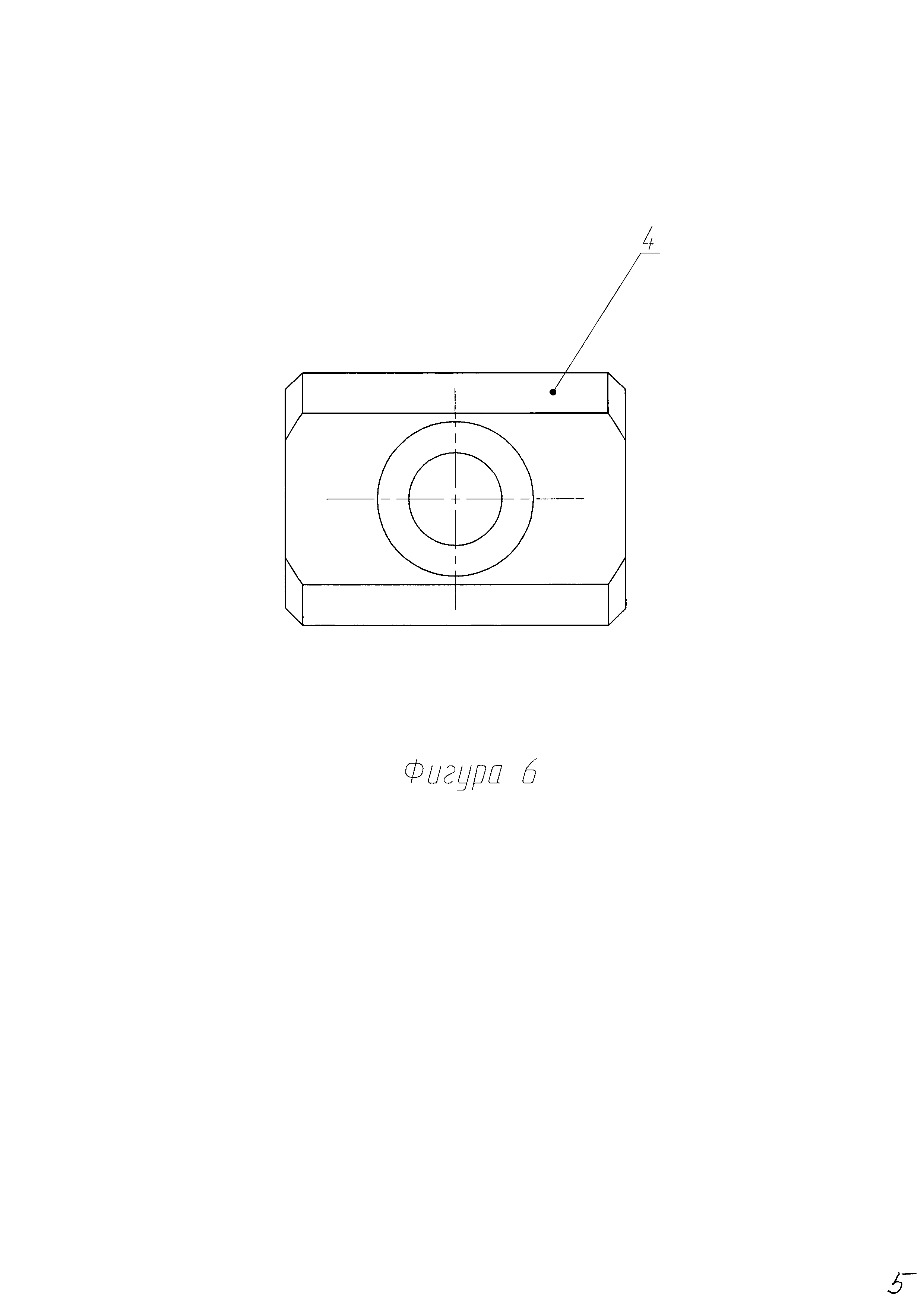
Фигура 6 - вставной центрирующий элемент;
Фигура 7 - заливочная керамическая воронка.
Как показано на фигурах 1 и 2, предлагаемый кокиль состоит из по крайне мере двух формообразующих частей (1) и (3), по плоскостям которых выполнены сегменты рабочих полостей, в совокупности представляющие собой формообразующие полости (7). Между формообразующими частями может быть расположена по крайне мере одна вставная формообразующая часть (2). Формообразующие полости (7) могут иметь произвольную форму, например круглую, овальную, треугольную, прямоугольную, многогранную форму и др. Добавлением вставных формообразующих частей (2) повышают вместимость кокиля (см. фигуру 3). Как показано на фиг. 5, по периметру кромки каждой формообразующей части снята фаска (9), которая в сочетании с ответной фаской (9'), выполненной в сопряженной формообразующей части, образует формообразующую полость (7) заданного формы и размера, предотвращающую образование неконтролируемого облоя произвольной неправильной формы, а также облегчает процесс сборки и центрирования формообразующих частей. Для изготовления кокиля выбрана медь или ее сплавы, которая обеспечивает требуемый уровень скорости охлаждения расплава, что, в свою очередь, определяет структуру слитка, а также обеспечивает высокую чистоту материала, благодаря исключению керамических материалов из состава кокиля. Как показано на фиг. 4, каждая из формообразующих частей снабжена по крайней мере одной выточкой (4) цилиндрической формы, предназначенной для установки цилиндрических вставных элементов (см. фигуру 6), в свою очередь используемых для центрирования сопряженных формообразующих. Для фиксации формообразующих частей относительно друг друга по плоскостям сопряжения смежных формообразующих частей использовано зажимное приспособление (6), состоящее из двух боковин, сопряженных по конусной поверхности с боковыми формообразующими частями. Боковины могут быть выполнены различных типоразмеров. Поджатие боковин осуществляется, например, посредством усилия винтового соединения, достаточного для исключения образования зазора между формообразующими частями в процессе формирования отливки под действием гидростатического давления расплава. При соединении всех формообразующих частей кокиля (см. фигуру 4) в верхней части кокиля формируется прибыльная часть (8, фигура 3). В образованную таким образом формообразующими частями прибыльную часть установлена керамическая воронка (5), предотвращающая размытие поверхности прибыльной части формообразующих частей струей расплава. Отверстия в керамической воронке формируют в соответствии с количеством, размером и расположением формообразующих полостей, образованных формообразующими частями кокиля, в месте их перехода в прибыльную часть. В процессе литья керамическая воронка (см. фигуру 7) всплывает под действием силы выталкивания из расплава (флотации), препятствуя в том числе интенсивному отводу тепла и, таким образом, обеспечивая формирование бездефектных отливок.
Примеры исполнения кокиля для отливки мерных заготовок.
Пример 1
Медный кокиль использовался для изготовления мерных шихтовых расходуемых заготовок цилиндрической формы диаметром 20 мм из сплава на основе никеля (например, жаропрочного никелевого припоя), в количестве 27 штук. В этом случае кокиль состоял из двух боковых формообразующих частей и пяти вставных формообразующих частей, которые снабжены выточками полукруглой формы, в свою очередь образующие рабочие полости цилиндрической формы, причем формообразующие полости располагались в шахматном порядке, соосно вертикальной оси кокиля. По периметру кромки формообразующих полостей формообразующих частей была снята фаска размером 1 мм под углом 45 градусов, которая позволила сформировать облой контролируемой формы. Сопряженные формообразующие части образовали прибыльную часть, в которую устанавливалась керамическая воронка с 27 отверстиями, расположенными соосно с формообразующими полостями. Центрирование сопряженных формообразующих частей проводили при помощи двух металлических вставок цилиндрической формы, расположенных под углом 90 градусов относительно друг друга и установленных в выточки цилиндрической формы в каждой паре смежных формообразующих частей. После сборки кокиль устанавливали в зажимное приспособление (6) и крепили при помощи винтового соединения (струбцины).
Процесс литья: после сборки и крепления кокиля в зажимном приспособлении, он устанавливался в вакуумную литейную установку индукционного типа. В прибыльную часть кокиля устанавливали предварительно прокаленную при 900°С керамическую воронку. Разливка сплава в количестве 30 кг осуществлялась за один прием, причем в процессе литья керамическая воронка принимала на себя механическое и тепловое воздействие струи расплава, всплывала и под действием силы выталкивания из расплава, а после охлаждения и затвердевания расплава была удалена с верхней части прибыли.
Пример 2
Кокиль, выполненный из сплава на основе меди, использовался для отливки образцов треугольной формы из сплава на основе циркония. Кокиль состоял из двух формообразующих частей, причем формообразующие полости располагались в шахматном порядке, соосно вертикальной оси кокиля. В прибыльную частью кокиля, образованную соединенными формообразующими частями, устанавливали керамическую воронку с 4 отверстиями, расположенными соосно с формообразующими полостями. Центрирование формообразующих частей проводили при помощи пары металлических вставок цилиндрической формы, расположенных под углом 90 градусов относительно друг друга. По периметру кромки формообразующих полостей формообразующих частей была снята фаска размером 1 мм под углом 60 градусов, которая позволила сформировать облой контролируемой формы. Для предотвращения размытия расплавом материала кокиля на поверхность сегментов рабочих полостей каждой формообразующей части наносили покрытие из комплексного оксида циркония, образованного оксидом по крайней мере одного редкоземельного металла и стабилизированного оксидом иттрия. После сборки кокиль устанавливали в зажимное приспособление (6) и крепили при помощи винтового соединения (струбцины).
Процесс литья: после сборки и крепления кокиля в зажимном приспособлении, он устанавливался в вакуумную литейную установку индукционного типа. В прибыльную часть кокиля устанавливали предварительно прокаленную керамическую воронку, выполненную из оксида циркония, стабилизированного оксидом иттрия. Разливка сплава в количестве 15 кг осуществлялась за один прием, причем в процессе литья керамическая воронка принимала на себя механическое и тепловое воздействие струи расплава, всплывала под действием силы выталкивания из расплава, а после охлаждения и затвердевания расплава была удалена с верхней части прибыли.
Пример 3
Медный кокиль использовался для изготовления мерных шихтовых расходуемых заготовок прямоугольной формы с диагональю по линии разъема длиной 30 мм из сплава на основе титана (например, жаропрочного титанового припоя), в количестве 5 штук. В этом случае кокиль состоял из трех формообразующих частей с выточками треугольной формы, причем выточки располагались в шахматном порядке соосно вертикальной оси кокиля. Центрирование формообразующих частей проводили при помощи четырех (двух пар) металлических вставок цилиндрической формы, расположенных под углом 90 градусов относительно друг друга. По периметру кромки формообразующих полостей формообразующей частей была снята фаска размером 1 мм под углом 30 градусов, которая позволила сформировать облой контролируемой формы. В прибыльную часть кокиля, образованную соединенными формообразующими частями, устанавливали керамическую воронку с 5 отверстиями, расположенными соосно с формообразующими полостями прямоугольной формы. После сборки кокиль устанавливали в зажимное приспособление (6) и крепили при помощи винтового соединения (струбцины).
Процесс литья: после сборки и крепления кокиля в зажимном приспособлении, он устанавливался в вакуумную литейную установку индукционного типа. В прибыльную часть устанавливали предварительно прокаленную керамическую воронку. Разливка сплава в количестве 18 кг осуществлялась за один прием, причем в процессе литья керамическая воронка принимала на себя механическое воздействие струи расплава, всплывала и под действием силы выталкивания из расплава, а после охлаждения и затвердевания расплава была удалена с верхней части прибыли.
Способ получения композиционного материала на основе железа
Высокопрочный сплав на основе алюминия и изделие, выполненное из него
Состав для удаления продуктов атмосферной коррозии с поверхности коррозионностойких сталей
Способ производства многослойного пенопласта
Высокопрочная дисперсионно-твердеющая сталь
Способ получения деформируемой заготовки из титанового сплава
Сплав на основе магния
Способ изготовления длинномерной заготовки из титанового сплава
Способ получения высокотемпературного композиционного материала на основе никеля
Способ производства безуглеродистых литейных жаропрочных сплавов на основе никеля
Способ получения композиционного материала на основе железа
Высокопрочный сплав на основе алюминия и изделие, выполненное из него
Состав для удаления продуктов атмосферной коррозии с поверхности коррозионностойких сталей
Способ производства многослойного пенопласта
Высокопрочная дисперсионно-твердеющая сталь
Способ получения деформируемой заготовки из титанового сплава
Сплав на основе магния
Способ изготовления длинномерной заготовки из титанового сплава
Способ получения высокотемпературного композиционного материала на основе никеля
Способ производства безуглеродистых литейных жаропрочных сплавов на основе никеля

