Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА МАГНИИ И ЕГО СПЛАВАХ
Вид РИД
Изобретение
Изобретение относится к области электролитического нанесения покрытий на магний и его сплавы с помощью микродугового оксидирования в водных растворах электролитов и может быть использовано для получения защитных коррозионно-стойких покрытий с повышенной механической прочностью в машиностроении, приборостроении и аэрокосмической технике.
Прогрессивной тенденцией последнего времени в области защитной поверхностной обработки изделий из магния и магниевых сплавов является переход от традиционного анодирования к микродуговому оксидированию (микроплазменному анодированию в растворах). Данный метод позволяет формировать достаточно твердые защитные покрытия с высокой адгезией к подложке. Магниевые изделия с защитным покрытием МДО находят применение в авиа- и автомобилестроении, электротехнике и радиотехнике, компьютерной, космической и оборонной технике.
Актуальной проблемой метода остается недостаточная стойкость формируемых покрытий к внешним механическим нагрузкам. В случае с магнием даже при частичном отслаивании защитного слоя велика вероятность развития очага коррозии. Одним из известных методов улучшения физико-механических свойств покрытий является подготовка поверхности металла, на который они формируются. Для вентильных металлов, к которым относится и магний, таким методом подготовки поверхности, предшествующим проведению стандартного электрохимического анодирования, является ее текстурирование.
Известен способ, описанный в патенте US4589972 A (опубл. 20.05.1986), предусматривающий текстурирование металлической поверхности паром и последующее ее анодирование, позволяющий достичь высокой способности поверхности к поглощению инфракрасного излучения.
Выполнение операции текстурирования поверхности паром непригодно для обработки деталей сложной формы. Для обработки магниевых изделий такой подход в целом малоприменим.
В патенте US5288372 A (опубл. 22.02.1994) описан способ обработки металлической, преимущественно алюминиевой поверхности, включающий нанесение покрытия анодированием в первом растворе, его последующее стравливание и нанесение покрытия анодированием в другом растворе. Поверхность после текстурирования увеличивает свою шероховатость и обладает пониженной отражательной способностью, достигается эффект унификации поверхности перед нанесением финишного слоя покрытия.
Во-первых, конкретные режимы и составы растворов для нанесения покрытий, представленные в примерах реализации вышеописанного способа, не позволяют использовать их для формирования покрытий на магнии. Во-вторых, за счет стандартного электрохимического анодирования не достигается требуемая шероховатость поверхности металла, обеспечивающая максимальную механическую прочность сцепления наносимых на нее покрытий.
В патенте RU2424381 С1 (опубл. 20.07.2011) раскрыт способ получения износостойкого покрытия на алюминии и его сплавах с использованием метода микродугового оксидирования. Способ предусматривает нанесение на поверхность алюминия анодно-оксидного покрытия в две стадии в растворе силиката или алюмината щелочного металла при переменном токе плотностью 5-150 А/дм2, в котором на первой стадии используют раствор силиката или алюмината щелочного металла концентрацией 20-150 г/л в соединении с кремнефтористым натрием концентрацией 2-20 г/л и выдержкой в нем детали в течение 20-40 мин, а на второй стадии - щелочной раствор силиката или алюмината с концентрацией 2-10 г/л и концентрацией щелочи 0,5-4,0 г/л с выдержкой 1,5-2 ч, его последующее частичное стравливание плавиковой кислотой и нанесение финишного слоя также путем анодирования в растворе. Покрытие, полученное на первой стадии, стравливается лишь частично – стравливают только внешний «технологический» слой.
Реализация способа не предполагает управляемого текстурирования поверхности подложки. Приведенные в RU2424381 С1 режимы и растворы не позволяют формировать защитные покрытия, обладающие устойчивостью к механическим нагрузкам, на поверхности магния и магниевых сплавов.
Известен патент CN103695983 A (опубл. 02.04.2014), который описывает способ управляемого получения заданной наноразмерной текстуры алюминиевой поверхности. Средний диаметр вытравленных участков составляет 60-1080 μm. Текстурирование достигается путем нанесения слоя анодного оксида в кислых электролитах и его последующего химического стравливания смесью серной кислоты и бихромата калия.
Описанный способ не предполагает нанесения покрытия на подложку после ее текстурирования. Приведенные в CN103695983 А режимы и растворы для текстурирования алюминиевых поверхностей не позволяют аналогичным образом осуществлять текстурирование магния и его сплавов. Кроме того, использование традиционного анодирования и единственного цикла: нанесение/стравливание покрытия позволяет варьировать параметры текстуры поверхности в исключительно узком диапазоне.
В RU 2206642 С2 (опубл.20.06.2003) раскрыт способ модифицирования поверхности медицинских изделий путем воздействия на нее микродуговыми разрядами в растворе электролита и формирования в процессе такой обработки керамического покрытия. В результате такого воздействия происходит текстурирование металлической поверхности. Авторы изобретения указывают на возможность нанесения мелкопористого биокерамического покрытия на прошедшую текстурирование поверхность.
Способ предназначен для обработки преимущественно титановых изделий и описывает варианты текстурирования в растворах, содержащих хлорид и нитрат ионы. Использование приведенных в RU2206642 С2 составов растворов, в которых осуществляется обработка титана и нанесение на его поверхность биокерамических покрытий, не пригодно для проведения, управляемого текстурирования магния и одновременно нанесения на его поверхность защитных покрытий с высокой стойкостью к внешним механическим воздействиям ввиду иной химической природы данного материала (магния).
Известен раскрытый в патенте US4620904 A1 (опубл. 04.11.1986) способ получения защитного покрытия на сплаве магния, включающий электрохимическую обработку поверхности в условиях искровых разрядов в водном электролите, содержащем силикат и гидроксид щелочного металла, а также фторсодержащий компонент (фторид щелочного металла или плавиковую кислоту). Обработку проводят при температуре раствора 20-40 оC, рН 12-14 при разности потенциалов между обрабатываемым магниевым изделием и противоэлектродом 150-400 В в течение времени, необходимого для формирования покрытия требуемой толщины.
Покрытие по данному способу наносится на магниевую поверхность без какой-либо ее предварительной подготовки, что не позволяет достичь стойкости формируемого покрытия к внешним механическим воздействиям.
В качестве прототипа выбран раскрытый в патенте US5240589 A (опубл. 31.08.1993) способ получения защитного покрытия на сплаве магния, включающий предварительную химическую обработку магниевой поверхности и последующую электрохимическую обработку. Предварительную обработку проводят при температуре 40-100о C в растворе фторида аммония с целью формирования первичной фторидной пленки на магниевой поверхности. Последующую электрохимическую обработку осуществляют по существу как описано в предыдущем аналоге - патенте US4620904 А. Электрохимическую обработку проводят в водном растворе, содержащем силикат и гидроксид щелочного металла, а также фторсодержащий компонент (фторид щелочного металла, и/или фторосиликат щелочного металла, и/или плавиковая кислота) при разности потенциалов между обрабатываемым магниевым изделием и противоэлектродом равной по меньшей мере 100 В, в течение времени, требующегося для формирования покрытия желаемой толщины.
Недостатками вышеприведенного аналога являются:
- использование предварительной химической обработки магниевой поверхности, представляющей собой по существу химическое травление в кислом фторид-содержащем растворе, которое не приводит к формированию на магниевой поверхности заметной текстуры;
- предварительная химическая обработка позволяет лишь сформировать очень тонкую (1-2 мкм) фторидную пленку, обеспечивающую последующее достижение повышенной коррозионной стойкости финишного покрытия, однако при этом не решается задача улучшения прочности сцепления покрытия с материалом основы и получения покрытия, обладающего стойкостью к внешним механическим воздействиям.
Задачей изобретения является разработка способа, позволяющего сформировать на поверхности магния и его сплавов защитное наноструктурное неметаллическое неорганическое покрытие, обладающее повышенной прочностью сцепления с материалом основы и устойчивостью к воздействию внешних факторов (в первую очередь к внешним механическим воздействиям), с использованием метода микродугового оксидирования (МДО), представляющего собой микроплазменную обработку поверхности в растворах электролитов.
Поставленная задача достигается тем, что, как и известный, предлагаемый способ получения защитного покрытия на магнии или его сплавах осуществляют путем его микродугового оксидирования. Новым является то, что способ включает следующие три этапа формирования покрытия:
- на первом этапе на подложке из магния или его сплава формируют первичное наноструктурное неметаллическое неорганическое покрытие толщиной не менее 15 мкм, которое получают микродуговым оксидированием подложки в первом водном растворе электролита, содержащем в своем составе по меньшей мере водорастворимые силикаты, фториды щелочных металлов и щелочь;
- на втором этапе осуществляют первое химическое стравливание полученного на первом этапе первичного покрытия во втором водном растворе электролита, содержащем в своем составе по меньшей мере фосфорную кислоту, затем, последовательно применяя приемы и режимы, аналогичные формированию покрытия на первом этапе, формируют на подложке вторичное наноструктурное неметаллическое неорганическое покрытие, после чего осуществляют второе химическое стравливание покрытия во втором водном растворе электролита;
- на третьем этапе, используя приемы и режимы, аналогичные формированию покрытия на первом этапе, формируют на подложке финишное наноструктурное неметаллическое неорганическое покрытие.
Таким образом, способ получения включает этапы нанесения и этапы стравливания покрытия, которые чередуют друг за другом, при этом процедуру нанесения (формирования) покрытия выполняют 3 раза: первое формирование покрытия на подложке и его последующее первое химическое стравливание; второе формирование покрытия, аналогичное формированию покрытия на первом этапе, и его последующее второе химическое стравливание; третье (финишное) формирование покрытия, аналогичное формированию покрытия на первом этапе. На каждом из трех этапов формирования покрытия процесс осуществляют путем микродугового оксидирования магниевой подложки в водном растворе электролита, содержащего в своем составе водорастворимые силикаты, фториды щелочных металлов и щелочь.
Формирование покрытия на каждом этапе осуществляется до достижения толщины по меньшей мере 15 мкм, в предпочтительном варианте до толщины 30 мкм.
При некотором воплощении способа по изобретению первый раствор электролита может представлять собой водный раствор, содержащий от 10 до 40 г/л водорастворимых метасиликатов щелочных металлов, от 2 до 10 г/л водорастворимых фторидов щелочных металлов и от 3 до 15 г/л гидроксидов щелочных металлов.
В предпочтительном воплощении способа по изобретению первый раствор электролита содержит 30 г/л девятиводного метасиликата натрия, 4 г/л фторида натрия, 6 г/л гидроксида калия.
В любом из конкретных воплощений способа при формировании покрытия на первом, втором и третьем этапах может быть использован импульсный ток следующих параметров: амплитуда импульсов напряжения – 400-450 В, длительность импульсов – 250-350 мкс.
На каждой из двух процедур химического стравливания покрытий, сформированных на первом и втором этапе, процесс осуществляется в водном растворе электролита путем воздействия растворами кислот, при этом второй водный раствор электролита может представлять собой смесь фосфорной и плавиковой кислот либо смесь фосфорной кислоты и водорастворимых фторидов и/или гидрофторидов.
В другом предпочтительном воплощении способа по изобретению второй раствор электролита представляет собой водный раствор, содержащий от 0,5 до 1,5 моль/л фосфорной кислоты и от 0,5 до 1,5 моль/л фтороводорода или водорастворимого фторида.
В оптимальном варианте способа продолжительность первого этапа и третьего этапа (этапа формирования финишного покрытии) составляет 20 минут, а продолжительность второго этапа составляет 5 минут. В оптимальном варианте способа температура второго раствора электролита составляет от 20 до 25°С.
Заявляемая последовательность приемов позволяет сформировать покрытие на подложке, выполненной из магния или его сплава, с текстурированой границей раздела металл–покрытие. Такое покрытие ввиду лучшего сцепления с материалом подложки обладает устойчивостью к воздействию внешних факторов (внешним механическим воздействиям).
Заявляемый способ включает в себя чередование процедур нанесения покрытия методом микродугового оксидирования (МДО) и процедур его химического стравливания, что позволяет проводить пошаговое текстурирование до достижения требуемой текстуры границы раздела металл – наноструктурное неметаллическое покрытие. При нанесении покрытия методом МДО за счет множества микроплазменных разрядов и сопутствующих процессов происходит текстурирование границы раздела металл – наноструктурное неметаллическое покрытие.
Под текстурированием мы понимаем совокупность операций, в результате которых изменяется структура поверхности металла и возникают требуемые параметры профиля поверхности, включая его шероховатость.
Под наноструктурным неметаллическим покрытием в настоящем изобретении понимают керамическое силикатно-оксидное покрытие, сформированное на поверхности изделия/образца из магния или магниевого сплава методом МДО.
Выбор состава первого раствора электролита, включающего водорастворимые метасиликаты, фториды и щелочь, обусловлен возможностью формирования в нем наноструктурных неметаллических покрытий с высокой скоростью и быстрым переходом процесса в микроплазменный режим, дешевизной и доступностью реактивов. Кроме того, использование данного состава электролита для нанесения финишного слоя покрытия позволяет получать плотные наноструктурные неметаллические покрытия, обеспечивающие надежную защиту магниевых изделий от коррозии и износа [US4620904, US5240589, US5264113, US5266412, US5470664, RU2357016]. Формирование покрытия на поверхности магния в данном электролите происходит в соответствии со следующими основными реакциями:
 ;
;
 ;
;
 .
.
Формирующееся покрытие обладает микропористостью и нанопористостью.
Последующее стравливание полученного на первом этапе заявляемого способа первичного наноструктурного неметаллического покрытия обеспечивает получение металлической поверхности с заданной текстурой. Один из возможных вариантов такой текстуры соответствует изображению на фиг. 2. В процессе стравливания также происходит дополнительное текстурирование за счет более активного проникновения травильного раствора (второй раствор) через поры покрытия. Многократное чередование этапов нанесения и стравливания покрытия позволяет добиваться требуемых параметров поверхности, что позволяет считать количество операций нанесение–стравливание фактором управления текстурой поверхности магниевого материала.
Выбор состава второго раствора, включающего фосфорную кислоту, плавиковую кислоту и/или водорастворимые фториды, обусловлен возможностью данной композиции растворять сформированное на первом этапе оксидно-силикатное покрытие. Наличие ионов фтора в составе второго раствора минимизирует воздействие непосредственно на магниевую основу вследствие образования пассивирующей фторидной пленки.
Микроплазменное текстурирование (микроплазменное осаждение покрытия с последующим стравливанием) содержит значительное количество управляющих факторов, включающее в себя как состав электролита и продолжительность воздействия, так и способы его организации, а также электрические параметры.
На третьем этапе – этапе нанесения финишного покрытия - магниевая поверхность с достигнутой определенной текстурой вновь покрывается, что позволяет, с учетом дополнительного этапа микроплазменного воздействия, согласно заявляемому способу, сформировать двухслойный материал с текстурованной границей раздела металл – керамическое покрытие.
Сформированная текстура границы раздела с максимальными параметрами шероховатости Ra позволяет достичь максимальной площади и прочности сцепления покрытия с магниевым материалом основы, что, в свою очередь, обуславливает устойчивость покрытия к внешним механическим воздействиям. На текстурированной поверхности распределение отрывающей и растягивающей сил, возникающих при внешних воздействиях (механических либо термических), существенно отличается от их распределения на гладкой границе раздела слоев [Мамаев А.И., Мамаева В.А., Дорофеева Т.И., Емельянова Е.Ю. Механизм моделирования нагрузок деформации и разрушения слоистых неметаллических неорганических материалов с нано- и микроразмерным волновым текстурированием поверхности // Известия высших учебных заведений. Физика. 2012. Т. 55. № 9/3. С. 78 – 86], что позволяет избежать отслоения покрытия.
Покрытия, полученные по заявляемому способу, характеризуются стойкостью к внешним механическим воздействиям и повышенной прочностью сцепления с материалом основы.
Изобретение поясняется графическими материалами и примерами его конкретного выполнения.
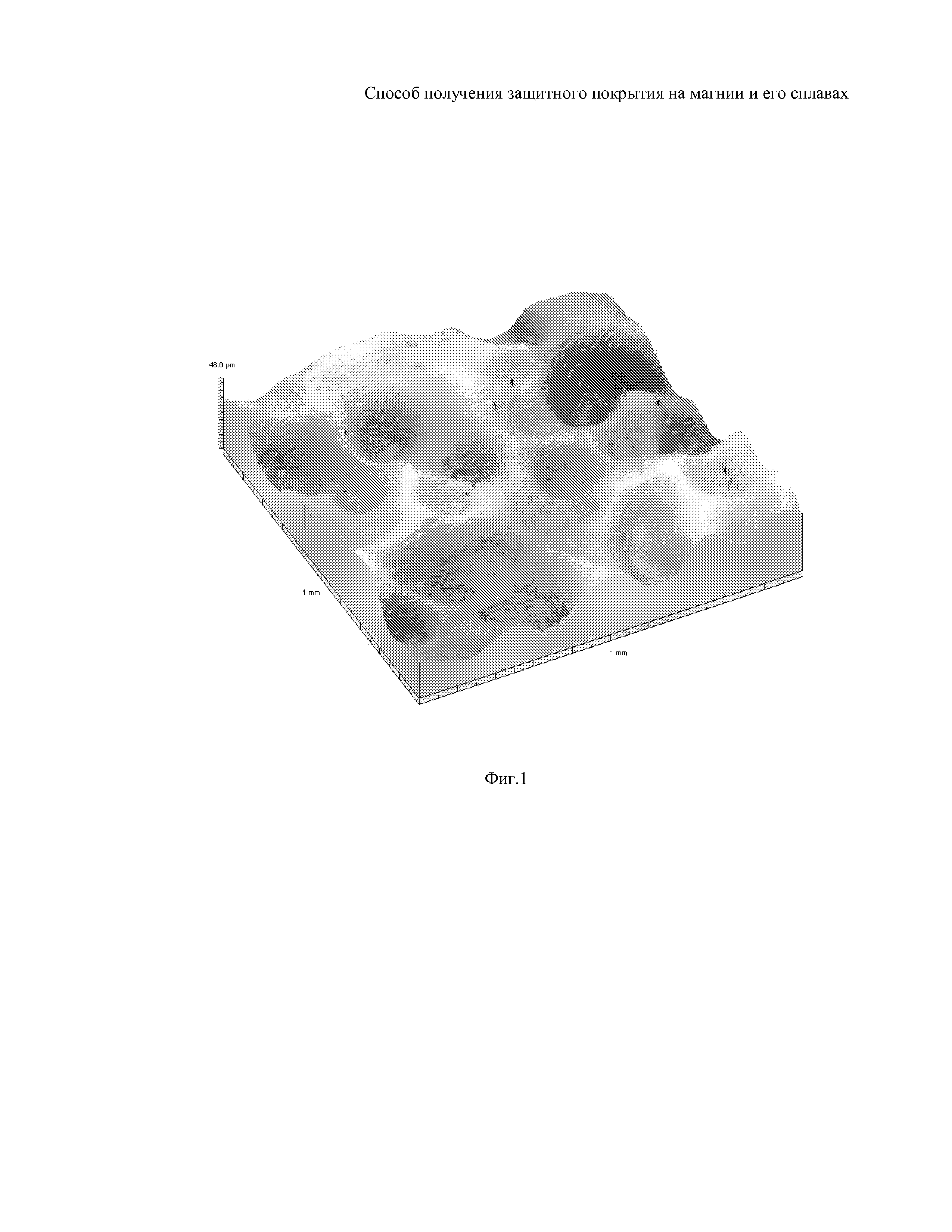
На фиг. 1 представлена проекция профиля поверхности магниевого образца № 4 (Таблица 1) с максимальной шероховатостью Ra, полученной по заявляемому способу после трех этапов нанесения/стравливания покрытия МДО, демонстрирующая реальность получения текстурированной поверхности в соответствии с заявляемым способом.
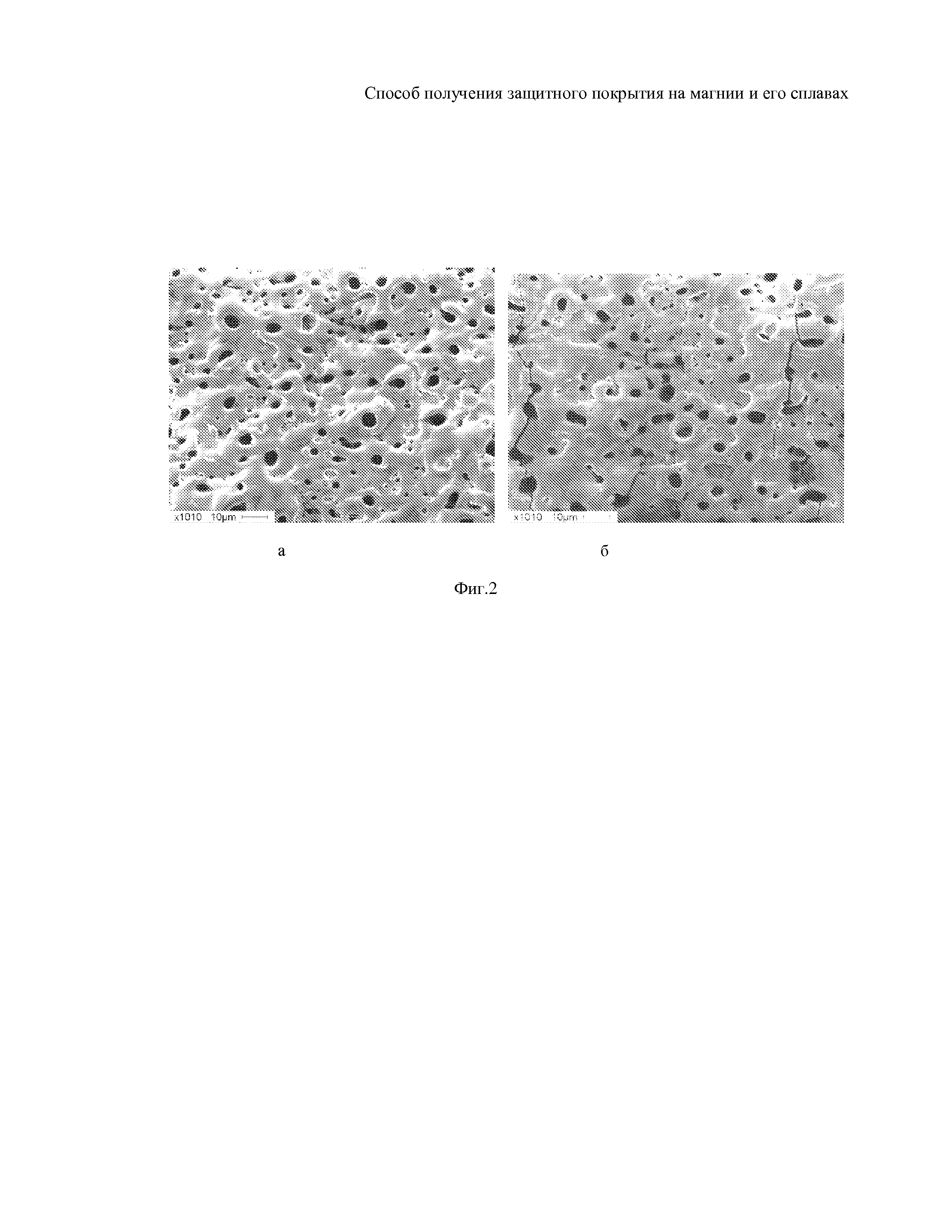
На фиг. 2 представлена микрофотография поверхности образца №4′ (Таблица 1) до механической нагрузки (а) и после механической нагрузки (б).
Примеры
Образцы (в форме плоских пластин шириной 7 мм и толщиной 1мм), выполненные из сплава магния марки МА2-1 шлифовали до 10 класса, шероховатости. Затем 1 М раствором Na3PO4 при температуре не ниже 60оС проводили очистку поверхности образцов от органических загрязнений. После промывки дистиллированной водой, спиртом и снова дистиллированной водой образцы высушивали в сушильном шкафу при температуре 70°С.
Затем на поверхностях образцов в микродуговом режиме формировались покрытия. Образец служил анодом, в качестве катода выступала ванна из нержавеющей стали, снабженная рубашкой водяного охлаждения. Состав раствора для нанесения покрытия: фторид натрия (NaF) 4г/л, гидроксид калия (KOH) 4 г/л, метасиликат натрия (Na2SiO3⋅9H2О) 30 г/л, остальное дистиллированная вода.
Образцы обрабатывались при пропускании импульсного тока следующих параметров: амплитуда импульсов напряжения 400-450 В, длительность импульсов 200 мкс, длительность обработки 20 минут. Толщина покрытия после первого этапа нанесения составляла (20±5) мкм. Покрытия стравливались раствором, содержащим 1 моль/л ортофосфорной кислоты и 0,5 моль/л фторида натрия в течение 5 минут.
Путем поэтапного осаждения покрытия методом МДО с последующим его стравливанием достигалось текстурирование поверхности. Образец, обозначенный №1, подвергали травлению в растворе для снятия покрытий (второй раствор) без предварительного нанесения покрытия для выявления влияния собственно химического травления на текстуру поверхности.
Определение величин шероховатости и построение профиля поверхности после текстурирования проводилось при помощи коммерчески доступного трехмерного бесконтактного профилометра Micro Measure 3D Station производства фирмы STIL и программного обеспечения Mountains Map Universal (Version 2.0.13), позволяющего строить проекции профиля поверхности и определять параметры шероховатости в соответствии с ISO 25178 и ISO 4287. Перед определением величин шероховатости текстурированных металлических поверхностей продукты реакции удалялись путем кратковременного погружения в 30 % раствор азотной кислоты.
Количество циклов нанесения/стравливания покрытия и достигнутые параметры шероховатости текстурированных образцов приведены в таблице 1.
Таблица 1 – Параметры обработки и свойства образцов (для образцов с покрытием 2′-6′ приведены предполагаемые величины Ra подложки на границе раздела)
|
Полученные образцы покрытий с текстурированной границей раздела фаз были подвергнуты испытаниям на разрушение при растяжении. Испытания проводились на испытательной машине INSTRON 5948 в соответствии с ISO 21180–201. К образцам прикладывали нагрузку при постоянной скорости растяжения 5 мм/мин до достижения относительного удлинения 15%, после чего проводили оценку характера разрушения покрытий.
Анализ микрофотографий образца 4′ (фиг. 2), полученного по заявляемому способу, говорит о наличии характерных продольных трещин, соответствующих шагу текстурирования и позволяющих релаксировать возникающие механические напряжения без отслаивания покрытия.
Таким образом, приведенные в таблице результаты свидетельствуют о достижении оптимальной стойкости покрытий к механическим воздействиям при проведении двух циклов нанесения–стравливания перед нанесением финишного покрытия. Аналогичный результат может быть достигнут при проведении трех циклов нанесения–стравливания перед нанесением финишного покрытия, однако с точки зрения трудозатрат предпочтительным представляется проведение именно двух циклов нанесения–стравливания.
Пять образцов с полученным по заявляемому способу покрытием (образцы типа 4′ – Таблица 1) также были подвергнуты испытаниям на коррозионную стойкость в камере солевого тумана при температуре (35±2)°С согласно ГОСТ 9.308-85, метод 1. Результаты испытаний показали отсутствие коррозионных разрушений после 400 часов нахождения в камере солевого тумана для всех пяти образцов.
Таким образом, получаемые по заявляемому способу покрытия являются устойчивыми к воздействию внешних механических нагрузок и являются защитными по отношению к воздействию коррозионной среды.
Способ определения электрических характеристик и/или идентификации биологических объектов и устройство для его осуществления
Способ идентификации металлов и сплавов и устройство для его осуществления
Способ для очистки, дезинфекции и стерилизации медицинских инструментов и устройство для его осуществления
Способ получения композиционного металлокерамического покрытия на вентильных металлах и их сплавах
Способ получения катализатора на основе ceo-snо на стеклотканном носителе
Катализатор переработки этанола и способ получения ацетальдегида и водорода из этанола с использованием этого катализатора
Способ подготовки культур сульфидогенных бактерий для выделения днк
Способ очистки донных отложений и воды от нефти и нефтепродуктов под ледовым покровом в водоемах
Способ получения сложного алюмината кальция-магния
Способ предпосевной обработки семян зерновых культур
Способ определения электрических характеристик и/или идентификации биологических объектов и устройство для его осуществления
Способ идентификации металлов и сплавов и устройство для его осуществления
Способ для очистки, дезинфекции и стерилизации медицинских инструментов и устройство для его осуществления
Способ получения композиционного металлокерамического покрытия на вентильных металлах и их сплавах
Способ получения катализатора на основе ceo-snо на стеклотканном носителе
Катализатор переработки этанола и способ получения ацетальдегида и водорода из этанола с использованием этого катализатора
Способ подготовки культур сульфидогенных бактерий для выделения днк
Способ очистки донных отложений и воды от нефти и нефтепродуктов под ледовым покровом в водоемах
Способ получения сложного алюмината кальция-магния
Способ предпосевной обработки семян зерновых культур

