Результат интеллектуальной деятельности: СПОСОБ ПЛАЗМЕННОГО НАПЫЛЕНИЯ ПОКРЫТИЯ
Вид РИД
Изобретение
Предлагаемый способ относится к области машиностроения и может быть использован для упрочнения режущего инструмента и металлических деталей машин.
Известен способ [1, стр. 435] нанесения покрытий ионно-плазменным напылением, по которому перед нанесением покрытия заготовку нагревают.
Недостатком способа является неконтролируемый нагрев заготовки, что вызывает дефекты покрытия в виде растрескивания, отслаивания, особенно при использовании покрытий с коэффициентом термического расширения, сильно отличающего от такого же параметра материала заготовки.
Известен способ [1, стр. 436] охлаждения заготовок с покрытием, по которому нагретую заготовку и покрытие охлаждают при различных скоростях охлаждения.
Недостатком способа является отсутствие регулирования расхождения между температурой покрытия и заготовки в месте расположения покрытия, что вызывает различную скорость укорачивания при охлаждении участка заготовки и покрытия, появление растрескиваний и отслоений покрытия.
Наиболее близким аналогом предлагаемого способа является способ [1, стр. 438] нанесения покрытия, при котором перед нанесением покрытия на первом этапе процесса материал нагревают и далее на него плазменным потоком напыляют из нужного материала слой покрытия.
К недостаткам способа относится нагрев заготовки из любого материала до предельной температуры (вплоть до оплавления), что не позволяет начать нанесение покрытия на расширенную тепловым потоком поверхность до получения размера, равного размеру наносимого покрытия в начале процесса, и вызывает нарушение адгезии и трещинообразование покрытия после его остывания с заготовкой, а скорость остывания поверхности заготовки в зоне покрытия не связана со скоростью остывания покрытия, что также вызывает нарушение качества покрытия.
Изобретение направлено на повышение качества покрытий, наносимых плазменным напылением для упрочнения инструмента и металлических деталей машин.
Способ осуществляют путем нагрева участка поверхности, на который наносят покрытие, при этом нагрев осуществляют плазменной струей до температуры, при которой размер расширенного тепловым потоком участка поверхности будет равен размеру наносимого покрытия на упомянутом участке при температуре напыления, после напыления требуемого слоя напыление прекращают, измеряют температуру поверхности покрытия и температуру поверхности заготовки на границе напыленного слоя и устраняют разницу в температурах путем регулирования подачи охлаждающей среды на границу напыленного слоя и заготовки до их остывания.
Сущность способа поясняется фиг. 1 и 2. На фиг. 1 приведена схема выполнения способа, на фиг. 2 показано изменение температуры заготовки и покрытия при остывании без регулирования температуры.
Для осуществления способа используют плазмотрон, включающий верхнюю часть 1 и нижнюю часть 2. В верхней части 1 установлен катод 3, способный перемещаться при настройке плазменной струи 4 вдоль оси верхней части 1. Катод 3 соединен с источником тока 5, который подает ток на нижнюю часть 2, служащую анодом плазмотрона. На заготовку 6 напыляют слой покрытия 7. Процесс происходит в среде плазмообразующего газа 8, поступающего в плазмотрон через патрубок 9 к плазменной струе 4 и к заготовке 6. Расход газа регулируется клапаном 10, управляемым блоком преобразования 11 сигналов о температуре к клапану 10 и временем напыления слоя покрытия 7. Температура на поверхности покрытия 7 (кривая 1 на фиг. 2) замеряется безинерционным бесконтактным датчиком 12, а на поверхности заготовки 6 на границе участка напыления покрытия 7 (кривая 2 на фиг. 2) измеряют таким же датчиком 13. Между кривыми 1 и 2 может образоваться разница температур ΔT.
Верхняя часть 1 отделена от нижней части 2 диэлектрической прокладкой 14. Для управления плазменной струей 4 применяется магнитное устройство 15.
Способ осуществляют следующим образом: через патрубок 9 (фиг. 1) подают плазмообразующий газ 8, расход которого регулируется клапаном 10. Газ 8 поступает (показано стрелками на фиг. 1) в пространство между верхней частью 1 и нижней частью 2 плазмотрона, далее к плазменной струе 4 и к месту напыления слоя поверхности 7 на заготовку 6. Катод 3 регулируют относительно нижней части 2, служащей анодом, на расстояние, обеспечивающее стабильное горение плазменной струи 4. Для этого от источника тока 5 на катод 3, нижнюю часть 2, разделенные прокладкой 14, подают постоянный ток. Плазменную струю 4 регулируют магнитным полем устройства 15. Температуру нагрева поверхности заготовки 6 перед напылением слоя покрытия 7 измеряют датчиком 13, откуда сигнал поступает в блок преобразования 11.
Под действием плазменной струи 4 в зоне напыления слоя покрытия 7 поверхность заготовки 6 расширяется до величины, которую имеет на этом же участке покрытие 7 при температуре напыления. Сигнал о достижении такой температуры от датчика 13 поступает на блок преобразования 11, откуда поступает сигнал на начало напыления слоя покрытия 7. После напыления требуемого слоя напыление покрытия 7 прекращают, замеряют температуру покрытия датчиком 12 и заготовки 6 на границе участка напыления датчиком 13, передают замеры на блок преобразования 11, в котором результаты измерений сравниваются (фиг. 2), оценивается разница температур ΔT, на клапан 10 подаются команды на увеличение или снижение расхода газа 8 через патрубок 9 к заготовке 6, которая без такого регулирования остывает медленнее (кривая 1 на фиг. 2), чем покрытие (кривая 2 на фиг. 2). За счет регулирования подачи газа перепад температур ΔT устраняется и размеры покрытия 7 становятся одинаковыми с размерами напыляемого участка заготовки 6 до охлаждения заготовки 6 и покрытия 7. Устраняются температурные напряжения в покрытии 7, вызывающие трещинообразование и отслаивание покрытия 7.
Пример использования способа
С целью повышения режущих свойств и снижения трения на рабочую поверхность спирального сверла диаметром 3 мм из стали У10А ионно-плазменным напылением на установке УФПУ-111 в среде плазмообразующего газа аргон наносят слой оксида кремния толщиной 6-10 мкм. Нагрев поверхности сверла до 3500 K, после чего последовательно на участок наносится требуемый слой покрытия, который охлаждают струей аргона после отхода от места нанесения плазменной струи. Охлаждение идет до температуры ниже фазовых превращений материалов покрытия и заготовки.
После полного остывания покрытия при его увеличении в 500 раз микротрещин не обнаружено. Исследование покрытия на излом не выявило его отслаивание от поверхности заготовки.
Источники
1. Наукоемкие технологии в машиностроении /Под ред. А.Г. Суслова, М: Машиностроение, 2012 - 528 с.
Способ плазменного нанесения покрытия на металлическую заготовку, включающий нагрев поверхности заготовки и плазменное напыление слоя покрытия на ее поверхность, отличающийся тем, что осуществляют нагрев участка поверхности, на который наносят покрытие, при этом нагрев осуществляют плазменной струей до температуры, при которой размер расширенного тепловым потоком участка поверхности будет равен размеру наносимого покрытия на упомянутом участке при температуре напыления, после напыления требуемого слоя напыление прекращают и измеряют температуру поверхности покрытия и температуру поверхности заготовки на границе напыленного слоя и устраняют разницу в температурах путем регулирования подачи охлаждающей среды на границу напыленного слоя и заготовки до их остывания.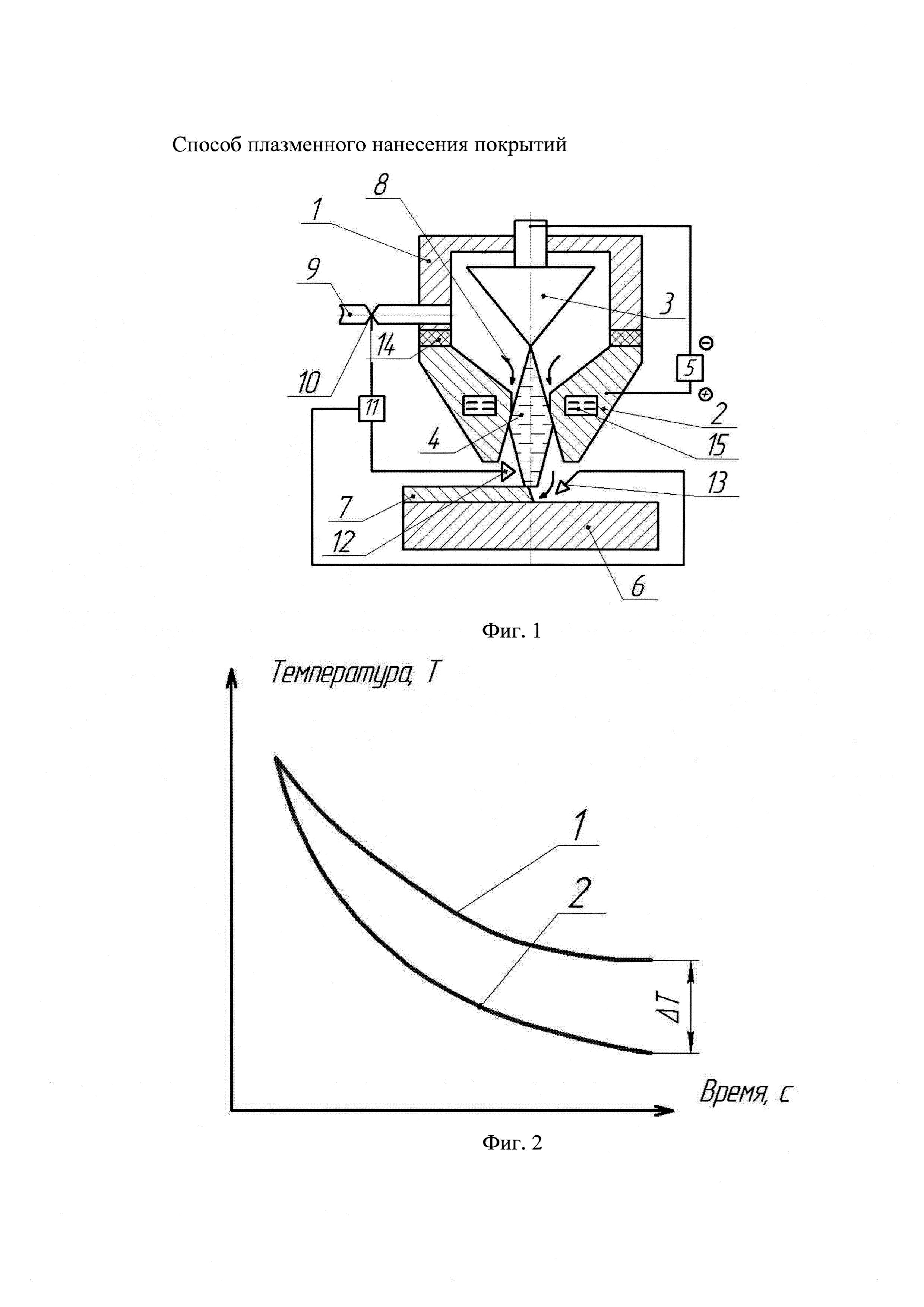
Штамп для формообразования панелей
Способ упрочняющей обработки локальных участков поверхностей деталей роторов
Способ изготовления металлического многослойного фильтра и устройство для его осуществления
Ротор сегментного ветроэлектрогенератора
Регулятор переменного напряжения
Способ вакуумной сборки комплектов с нежесткой обечайкой и устройство для его осуществления
Отвал бульдозера
Ветроколесо
Ветроколесо
Несимметричный балансирный привод ведущих колес наземных транспортно-технологических машин
Способ вакуумной сборки комплектов с нежесткой обечайкой и устройство для его осуществления
Способ комбинированной многоэлектродной электрохимической и эрозионно-химической прошивки глубоких отверстий малого сечения в металлической детали и устройство для его осуществления
Электрод-щетка и способ ее применения для удаления заусенцев в пазах детали
Инструмент и способ комбинированной анодно-механической чистовой обработки теплозащитных многокомпонентных покрытий

