Результат интеллектуальной деятельности: СПОСОБ ФОРМООБРАЗУЮЩЕЙ ПРАВКИ ШЛИФОВАЛЬНОГО КРУГА АЛМАЗНЫМИ РОЛИКАМИ НА ШЛИФОВАЛЬНЫХ СТАНКАХ С АВТОМАТИЧЕСКИМ ЦИКЛОМ ОБРАБОТКИ
Вид РИД
Изобретение
Изобретение относится к области машиностроения и может быть использовано для абразивной обработки зубчатых колес на станках с автоматическим циклом обработки.
Известен способ шлифования с периодической правкой круга (см. АС СССР 1535706, МПК В24В 53/00, 1987 г.), согласно которому деталь и шлифовальный круг вращают и осуществляют его периодическую правку вращающимся алмазным роликом. При этом направление вращения круга при правке выбирают совпадающим с направлением вращения шлифовального круга при обработке, а направление вращения ролика выбирают противоположенным. Абсолютное значение окружной скорости ролика выбирают больше величины окружной скорости круга при правке, что обеспечивает при правке формирование режущего рельефа зерен круга, противоположенного по направлению рельефа зерен круга при шлифовании.
Недостатком данного способа является отсутствие контроля за состоянием режущей способности шлифовального круга, что приводит к повышенному расходу шлифовальных кругов.
Наиболее близким по технической сущности является способ шлифования с периодической правкой круга на круглошлифовальных станках (патент №2424103), согласно которому момент начала и продолжительность периодической правки шлифовального круга определяют в зависимости от состояния режущей способности шлифовального круга, контролируемой по предельным порогам величины звукового давления, создаваемого в процессе шлифования и правки круга, которую предварительно устанавливают при шлифовании тестовых деталей из условия обеспечения производительности и качества.
Основным недостатком данного способа является то, что он не учитывает геометрическую точность формируемой профильной поверхность шлифовального круга, большой разброс времени подачи команды на правку, необходимость проведения тестовой обработки каждой детали, что приводит к снижению стойкости абразивного инструмента и алмазного ролика.
Техническим результатом заявляемого изобретения является достижение высокой производительности обработки, обеспечение геометрической точности и шероховатости поверхности, сокращение расхода шлифовальных кругов и увеличение периода стойкости правящего инструмента.
Это достигается тем, что используют способ формообразующей правки шлифовального круга алмазным роликом, заключающийся в том, что на начальном этапе, когда требования к томности и режущим свойствам минимальные, необходимо обеспечивать в процессе правки преобладание выкрашивания зерен абразива круга, что позволяет снизить время правки. При этом, значение окружной скорости шлифовального круга выбирается равным или большим величине окружной скорости правящего алмазного ролика. На завершающем этапе, когда профильная поверхность круга уже сформирована, а требования к режущей поверхности и геометрической точности круга высоки, необходимо обеспечивать в процессе правки раскалывание зерен абразива круга за счет изменения глубины правки и оборотной подачи инструмента. Время цикла правки на этих этапах устанавливают в зависимости от формирования полного профиля шлифовального круга и от состояния его режущей способности, которая обеспечивается амплитудой и частотой колебаний шлифовального круга возникающих в процессе правки алмазным роликом. Максимальное значение амплитуды и частоты колебаний возникает на первом этапе при выкрашивания зерен абразива круга, минимальное на завершающем этапе, когда происходит раскалывание зерен.
Вместе с тем, возможна формообразующая правка нового шлифовального круга с двусторонним коническим профилем (ДКП), с прямоугольным профилем (ПП) и перезаправки круга на другие геометрические параметры профиля, с обеспечением требуемой геометрической формы шлифовального круга и его высокой режущей способности.
Периодическая правка на всех циклах обработки зубчатых колес (черновая, получистовая и чистовая обработка) обеспечивает высокие режущие способности шлифовального круга, геометрическую точность и требуемую шероховатость поверхности. Периодичность правки в этом случае зависит от состояния режущей способности абразивного круга и контролируется по предельным значениям амплитуды колебаний, возникающим в связи с затуплением абразивных зерен и засаливанием кругов.
Глубина правки и оборотная контурная подача правящего алмазного ролика взаимосвязаны с геометрическими характеристиками режущей кромки последнего, т.е. зависят от радиуса режущей кромки, которая может колебаться в пределах 0,25…1,0 мм, что влияет на амплитуду колебаний при обработке и точность профилирования рабочей поверхности шлифовального круга. Это учитывается в технологических параметрах станка.
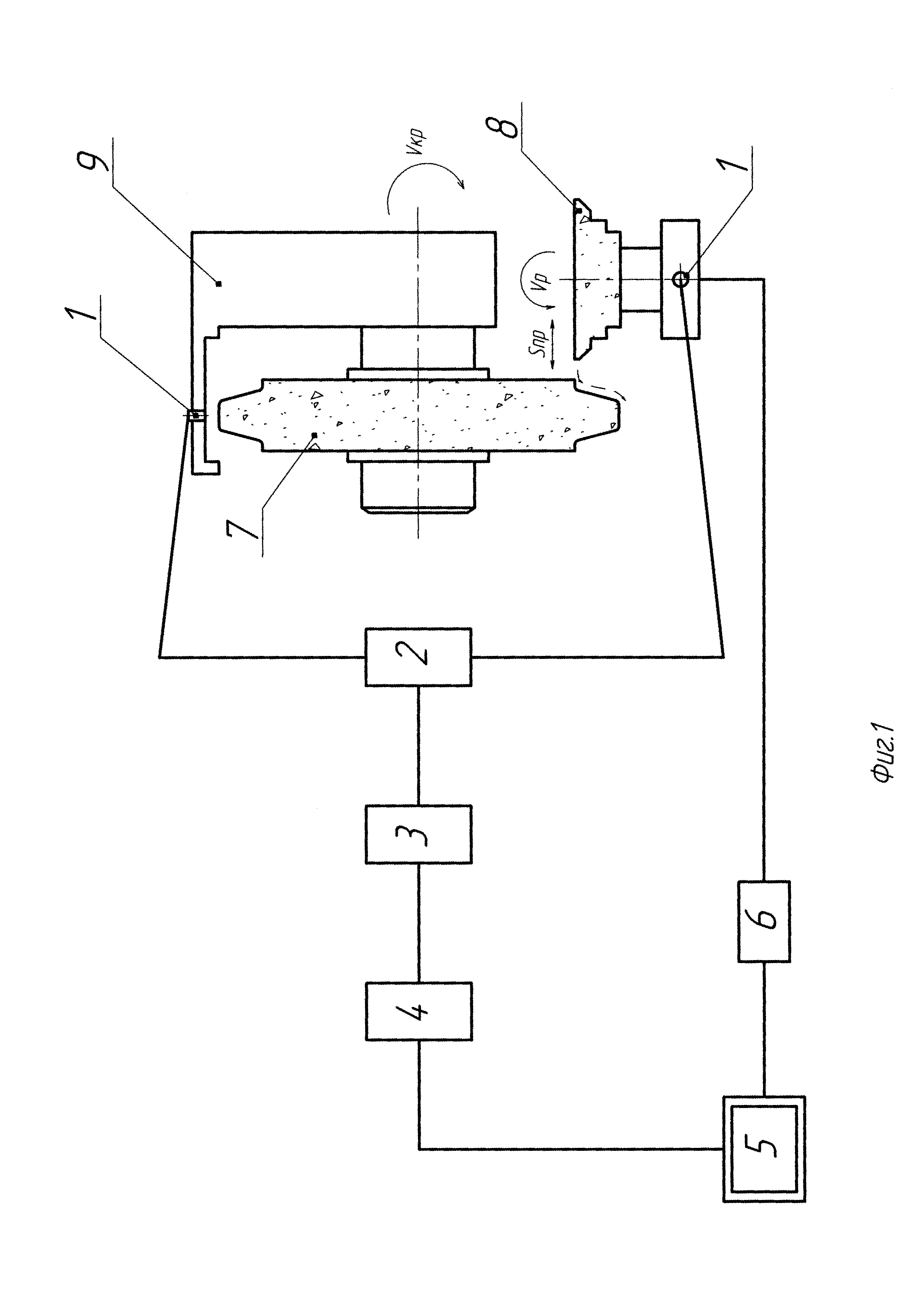
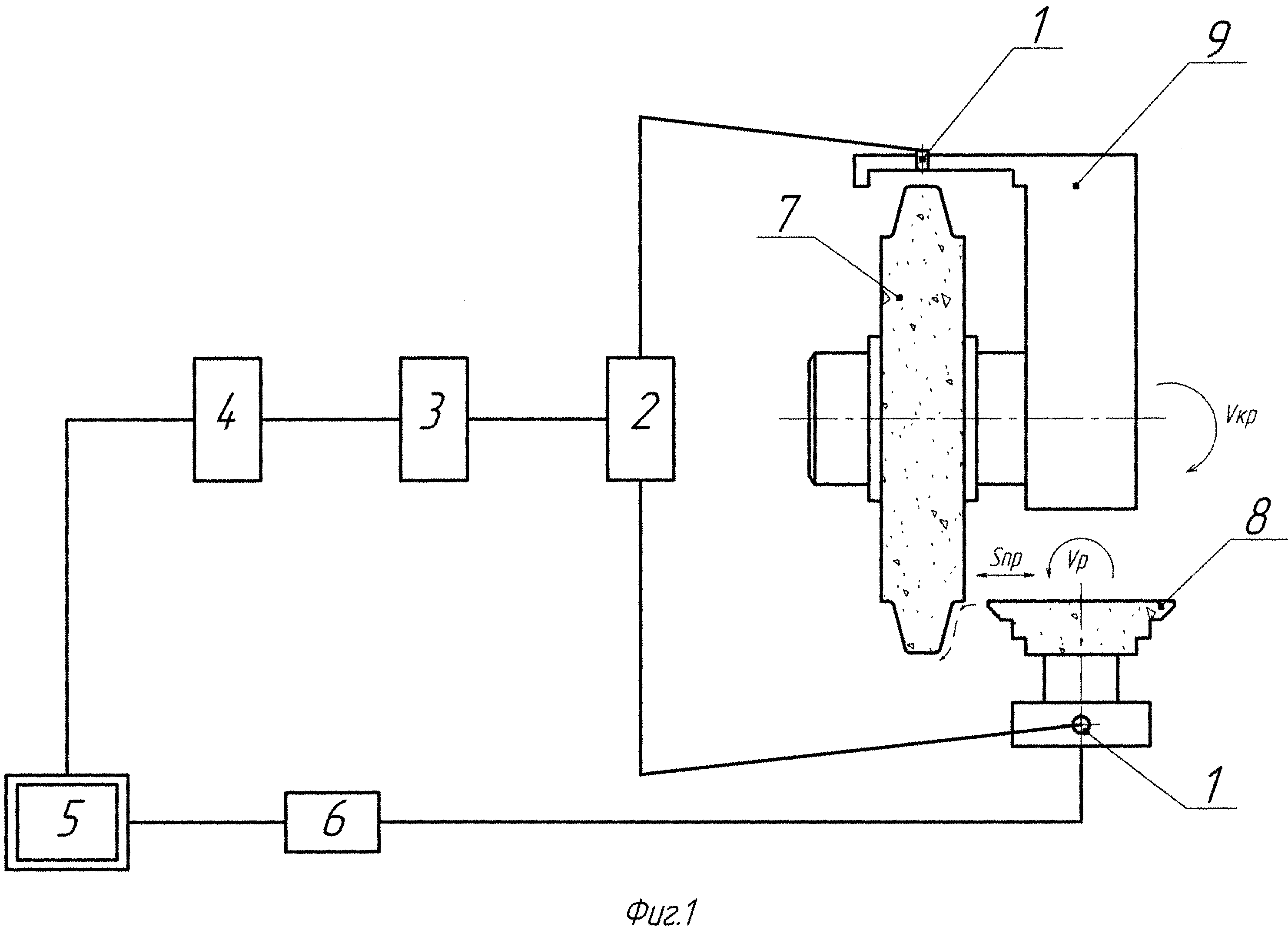
На фиг. 1 изображена функциональная схема способа формообразующей правки шлифовального круга алмазным роликом.
При формообразующей правке шлифовального круга алмазным роликом возникают высокочастотные колебания. На нервом этапе, когда необходимо сформировать геометрический профиль шлифовального круга, происходит большой съем абразива с большой глубиной резания и подачей алмазного ролика. Возникает максимальная амплитуда колебаний шлифовального круга. На втором этапе, когда необходимо обеспечить высокие режущие свойства шлифовального круга, глубина резания и подача минимальны. Соответственно амплитуда колебаний уменьшается. При формировании профиля шлифовального круга 7 алмазным роликом 8 с большой глубиной правки и подачи происходит затупление круга, рост высокочастотных колебаний при этом максимальный и он фиксируется акселерометрами 1, устанавливаемыми на ограждении 9 шлифовального круга и на поверхности правящего устройства. По мере формирования профиля со снижением глубины правки и подачи происходит уменьшение высокочастотных колебаний, они становятся минимальные. Зафиксированные акселерометрами 1, они поступают в сумматор 2, затем, проходя через усилитель 3, попадают в аналогово-цифровой преобразователь 4 компьютера 5 системы управления станком. И компьютер 5 через блок управления 6 дает команду на начало чистовой правки, которая обеспечивает геометрическую точность профиля шлифовального круга и его высокие режущие свойства. Круг готов к обработки деталей.
Таким образом, заявленное изобретение при его осуществлении способно обеспечить достижение технического результата.
Источники информации
1. АС СССР 1535706, МПК В24B 53/00, 1987.
2. Патент РФ №2424103.
Способ защиты электронных блоков от инерционных ударных и вибрационных воздействий
Способ получения покрытий на поверхностях глубоких сквозных отверстий в изделиях из сплавов вентильных металлов
Теплообменный аппарат с саморегулируемой площадью поверхности нагрева
Динамическая стабилизация кузова автомобиля
Способ получения покрытий на деталях из сплавов вентильных металлов
Способ стохастической диспетчеризации очередей коммутатора и устройство, его реализующее
Система поперечной стабилизации кузова автомобиля
Способ получения покрытий на поверхностях глубоких сквозных отверстий с прямыми и искривленными осями в изделиях из сплавов вентильных металлов
Способ ультразвуковой фистулографии у пациентов с наружным свищом паренхиматозного органа
Способ упрочнения наноструктурного слоя металла путем ионной имлантации ультразвуковым воздействием
Способ и устройство для отделочно-упрочняющей обработки внутренних поверхностей деталей
Устройство и способ управления самочувствительным ультразвуковым пьезоэлектрическим двигателем
Многофункциональное транспортное средство

