Результат интеллектуальной деятельности: Способ термомеханической обработки полуфабрикатов из алюминиевых сплавов систем Al-Cu, Al-Cu-Mg и Al-Cu-Mn-Mg для получения изделий с повышенной прочностью и приемлемой пластичностью
Вид РИД
Изобретение
Изобретение относится к области металлургии, а именно к термомеханической обработке полуфабрикатов из алюминиевых сплавов систем Al-Cu, Al-Cu-Mg и Al-Cu-Mn-Mg (алюминиевых сплавов 2000-й серии по классификации Aluminum Association), и может быть использовано в авиастроении, судостроении, транспортном машиностроении и других областях промышленности для получения изделий, обладающих повышенными характеристиками прочности и приемлемой пластичностью.
К термоупрочняемым алюминиевым сплавам, применяемым в указанных выше областях промышленности, предъявляют высокие требования по уровню механических свойств, для достижения которых необходимо комбинирование термической и механической обработок. Так, применение холодной деформации в промежутке между операциями предстарения и окончательного старения может обеспечить значительное повышение прочностных свойств, сохранить пластичность термоупрочняемого сплава, а также сократить время до достижения требуемых прочностных свойств по сравнению с обработкой без деформации.
Известны способы обработки сплавов по международной классификации: Т6 - включает обработку на твердый раствор, закалку и искусственное старение; Т8ХХ - включает обработку на твердый раствор, закалку, холодную деформацию и последующее искусственное старение; Т87 - включает то же, что и Т8, но со степенью холодной деформации 7%.
Известен способ низкотемпературной термомеханической обработки (НТМО) стареющих сплавов («Теория термической обработки металлов», Новиков И.И.: Металлургия, 1986, с. 431), который включает обработку на твердый раствор, закалку, холодную деформацию и последующее старение. По сравнению со старением без предшествующей деформации, данный способ НТМО обеспечивает получение более высоких значений временного сопротивления и предела текучести и более низких показателей пластичности.
Недостатками известного способа, обнаруженными на примере холодной деформации сплава системы Al-Cu-Mn-Mg, являются малый прирост прочностных свойств (при холодной деформации со степенью 7% прирост предела текучести и временного сопротивления составил 6,7 и 24,4% соответственно) и значительное снижение (на 37,7%) удлинения до разрушения по сравнению с обработкой Т6.
Известен способ получения алюминиевых сплавов системы Al-Cu-Mg (патент US 4294625, МПК C22F 1/04, опубл. 13.10.1981), включающий горячую деформацию исходно гомогенизированных полуфабрикатов; обработку на твердый раствор; закалку в воду; промежуточное естественное старение; холодную деформацию методом прокатки с обжатием от 9 до 13%; правку растяжением с последующим возможным проведением естественного старения. Однако промежуточное естественное старение, а также степень холодной прокатки и правка растяжением не обеспечивают достаточный прирост прочностных свойств, при этом приводят к снижению пластичности даже после окончательного естественного старения.
Известен способ термомеханической ковки алюминиевых сплавов (US 4596609, МПК C22F 1/04, опубл. 24.06.1986), который включает следующие операции: обработка на твердый раствор; старение при температуре ниже температуры обработки на твердый раствор для выделения дисперсных упрочняющих частиц размером, достаточным для ограничения перемещения дислокаций и не снижающим обрабатываемость сплава; изотермическая механическая обработка при температуре старения для увеличения скорости диффузии и посредством этого ускорения зарождения и роста вышеупомянутых частиц до оптимального размера, обеспечивающего упрочнение сплава при последующем старении.
Недостатком известного способа является недостаточный прирост прочностных свойств ввиду отсутствия операций гомогенизации и горячей деформации. Кроме того, применение изотермической ковки значительно ограничивает технологичность ввиду большой длительности процесса и увеличения энерго- и ресурсозатрат на используемое технологическое оборудование (штампов, прессов и т.д.).
Задачей изобретения является разработка способа термомеханической обработки термоупрочняемых алюминиевых сплавов систем Al-Cu, Al-Cu-Mg и Al-Cu-Mn-Mg с улучшенными эксплуатационными характеристиками.
Технический результат заключается в значительном приросте прочностных свойств по сравнению с известными обработками при сохранении пластичности изделий на приемлемом уровне.
Задача решается, а технический результат достигается способом термомеханической обработки литых полуфабрикатов из алюминиевых сплавов систем Al-Cu, Al-Cu-Mg и Al-Cu-Mn-Mg, включающем отжиг отливки для снятия напряжений, механическую обработку до получения заготовки, имеющей требуемые геометрические размеры, гомогенизационный отжиг заготовки при температуре 450-520°С в течение 2-24 часов, обработку давлением при температуре 350-450°С с суммарной истинной степенью деформации, локально достигающей 1…3, обработку на твердый раствор при 490-535°С в течение 1-10 часов с последующей закалкой в воду, температура которой не превышает 100°С, предстарение при 150-200°С в течение 0,5-10 часов, холодную деформацию заготовки с суммарной истинной степенью деформации, локально достигающей 0,01-0,8, и окончательное старение при температуре от 150-200°С в течение 1-10 часов.
Согласно изобретению обработку давлением осуществляют ковкой, прокаткой, прессованием, волочением, штамповкой, а также их комбинацией; холодную деформацию заготовки осуществляют методом растяжения, ковки, прокатки, прессования, волочения, штамповки, а также их комбинацией.
Заявляемый технический результат достигается следующим образом:
- гомогенизационный отжиг слитков при температурах 450-520°С в течение 2-24 часов обеспечивает гомогенность структуры, растворение грубых эвтектических включений и равномерное распределение основных легирующих элементов по объему слитка;
- механическая обработка гомогенизированных полуфабрикатов обеспечивает получение заготовок, имеющих требуемые геометрические размеры, для дальнейшей термомеханической обработки;
- обработка давлением при Т=350-450°С с суммарной истинной степенью деформации (ε), локально достигающей 1…3, обеспечивает с учетом степени деформации на последующих этапах деформирования достижение требуемых геометрических размеров готовых изделий, устраняет дефекты литья, позволяет получить рекристаллизованную или частично рекристаллизованную структуру, более равномерное распределение легирующих элементов, а также труднорастворимых включений различных фаз эвтектического происхождения в объеме полуфабрикатов;
- обработка на твердый раствор: нагрев заготовок до 490-535°С и выдержка при заданной температуре в течение 1-10 часов. При этом максимальная температура нагрева полуфабрикатов выбирается в указанном интервале, однако ниже на 5-10°С температуры плавления сплава. Большее время выдержки выполняется в случае крупногабаритных изделий для достижения состояния, близкого к термодинамически равновесному. Отсчет продолжительности старения начинается при достижении температуры поверхности изделия, соответствующей выбранной температуре обработки на твердый раствор. Во время обработки на твердый раствор возможно протекание процессов рекристаллизации;
- закалка в охлаждающую среду (например, воду), температура которой не превышает 100°С, позволяет сформировать пересыщенный твердый раствор основных легирующих элементов;
- предстарение при повышенных температурах (150-200°С) продолжительностью от ~0,5 до ~10 часов способствует зарождению и росту частиц фаз в заготовках, при этом частицы, выделяющиеся в объеме материала, препятствуют движению дислокаций в объеме заготовок при последующей деформации; предстарение продолжают до тех пор, пока размер выделяющихся частиц будет достаточен для ограничения движения дислокаций, однако при этом не приводит к существенному упрочнению материала с существенным снижением пластичности до значений, непригодных для дальнейшей обработки;
- холодная деформация заготовки с истинной степенью деформации, достигающей в локальных областях 0,01-0,8 и обеспечивающей получение изделий, имеющих требуемые геометрические размеры, обеспечивает существенное увеличение плотности дислокаций за счет затруднения процесса их аннигиляции, а также увеличение скорости диффузии основных легирующих элементов, что приводит к уменьшению продолжительности окончательного старения для достижения показателей максимальной прочности; применение холодной деформации в промежутке между операциями предстарения и окончательного старения обеспечивает значительное повышение прочностных свойств, сохраняет пластичность термоупрочняемого сплава, а также сокращает время до достижения требуемых прочностных свойств по сравнению с обработкой без деформации;
- окончательное старение при температурах от 150-200°С для завершения процессов выделения частиц различных фаз с оптимальным размером обеспечивает достижение максимальных прочностных свойств.
Продолжительность окончательного старения колеблется в интервале от 0,5 до 10 часов в зависимости от температуры окончательного старения, степени холодной деформации, температуры и длительности предстарения.
В результате предлагаемая согласно изобретению обработка позволяет получить изделия из термоупрочняемых алюминиевых сплавов систем Al-Cu, Al-Cu-Mg и Al-Cu-Mn-Mg со структурой, которая обеспечивает значительный прирост прочностных свойств по сравнению с известными обработками и сохраняет пластичность изделий на приемлемом уровне.
Примеры конкретного выполнения
ПРИМЕР 1
Термоупрочняемый алюминиевый сплав АА2519 (системы Al-Cu-Mn-Mg), химический состав которого в масс. % приведен в таблице 1, был поставлен в виде прямоугольной отливки размерами 450×150×1000 мм, прошедшей отжиг при 400°С в течение 6 часов для снятия напряжений. Из данной отливки путем механической обработки была получена заготовка размерами 120×120×200 мм, которую подвергли термомеханической обработке по заявляемому способу:
1. Гомогенизационный отжиг заготовки при 510±5°С в течение 24 часов с последующим охлаждением с печью.
2. Деформационная обработка методом ковки при 400±10°С с суммарной истинной степенью деформации ε~1,2 (осадка вдоль главной оси с поворотом заготовки на 90° между проходами).
3. Получение резанием или фрезерованием из деформированных заготовок листов размерами 3,1×80×100 мм.
4. Обработка на твердый раствор при температуре 535°С в течение 1 часа с последующей закалкой в воду.
5. Предстарение при Т=190°С в течение 1 часа.
6. Холодная деформация методом одноосного растяжения на 7% (соответствует истинной степени деформации ε~0,07).
7. Окончательное старение при 190°С в течение 1 часа.

Пример 2. Термоупрочняемый алюминиевый сплав АА2519, химический состав которого в масс. % приведен в таблице 1, был поставлен в виде прямоугольной отливки размерами 450×150×1000 мм, прошедшей отжиг при 400°С в течение 6 часов для снятия напряжений. Из данной отливки путем механической обработки была получена заготовка размерами 120×120×200 мм, которую подвергли термомеханической обработке по заявляемому способу:
1. Гомогенизационный отжиг заготовки при 510±5°С в течение 24 часов с последующим охлаждением с печью.
2. Деформационная обработка методом ковки при 400±10°С с суммарной истинной степенью деформации ε~1,2 (осадка вдоль главной оси с поворотом заготовки на 90° между проходами).
3. Получение резанием или фрезерованием из деформированных заготовок листов шириной 80 мм, длиной 100 мм и различной толщины - 4,3 мм, 5 мм и 6 мм.
4. Обработка на твердый раствор при температуре 535°С в течение 1 часа с последующей закалкой в воду.
5. Предстарение при Т=190°С в течение 1 часа.
6. Холодная деформация методом прокатки со степенями обжатия 30% (ε~0,36), 40% (ε~0,51) и 50% (ε~0,69) соответственно.
7. Окончательное старение при 190°С в течение 0,5 часа для листов после холодной прокатки с обжатиями 30%, 40% и 50%.
Испытание механических свойств на растяжение при комнатной температуре проводили с использованием плоских образцов, полученных в соответствии с примерами 1 и 2, имеющих размер рабочей части 3×7×35 мм.
В таблице 2 приведены результаты выполненных испытаний (механические свойства на растяжение полуфабрикатов из термоупрочняемого сплава АА2519 при начальной скорости деформирования - 1,3×10-3 с-1). Для сравнения также приведены результаты испытаний механических свойств на растяжение образцов сплава после обработок Т6 и Т87. При данных обработках последовательность операций аналогична пунктам 1-4 примера 1. При обработке Т6 окончательное старение на максимальную прочность осуществляли при 190°С в течение 1 часа. При обработке Т87 выполняли следующие операции: холодная деформация методом одноосного растяжения на 7% (истинная степень составила ε~0,07); старение на максимальную прочность при 190°С в течение 1 часа.
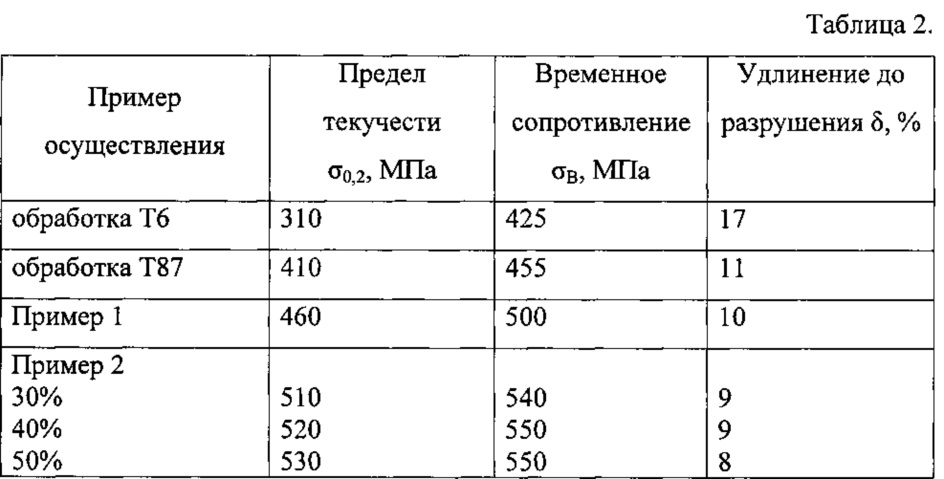
Из приведенных в таблице данных следует, что термомеханическая обработка по предлагаемому способу обеспечивает существенное повышение значений прочностных свойств по сравнению с известными обработками, при этом удлинение до разрушения (пластичность) сохраняется на приемлемом уровне.
Таким образом, изобретение позволяет улучшить эксплуатационные характеристики термоупрочняемых алюминиевых сплавов систем Al-Cu, Al-Cu-Mg и Al-Cu-Mn-Mg для использования их в ответственных областях промышленности.
Способ локальной обработки материала при азотировании в тлеющем разряде
Способ термомеханической обработки для повышения технологической пластичности объемных полуфабрикатов из al-cu-mg-ag сплавов
Способ определения критической температуры резания
Устройство для защиты покрытия сооружения от атмосферных воздействий
Способ определения массы сжиженного газа в сливном рукаве и устройство для его осуществления
Способ оценки силы и коэффициента трения при холодной обработке металлов давлением и устройство для его реализации
Способ бессенсорного управления положением ротора в бесконтактных подшипниках
Гибридный магнитный подшипник с осевым управлением
Способ определения толщины покрытия в ходе процесса плазменно-электролитического оксидирования
Высокоскоростная электрическая машина с вертикальным валом
Ветроустановка
Система подзарядки аккумулятора электрического беспилотного летательного аппарата
Способ аргонодуговой обработки сварных соединений, полученных линейной сваркой трением
Способ термомеханической обработки сталей аустенитного класса
Заготовка для изготовления полой лопатки турбомашины способом сверхпластической формовки
Электрическое устройство приготовления пищи (варианты)
Автономное зарядное устройство
Способ комплексной оценки эффекта геомагнитной псевдобури
Способ диагностики помпажа компрессора газотурбинного двигателя
Ветроэнергетическая установка

