Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗЬБОВОГО СОЕДИНЕНИЯ И СНИЖЕНИЯ НАГРУЗКИ НА ЕГО ВИТКИ У ОПОРНОГО ТОРЦА ГАЙКИ
Вид РИД
Изобретение
Изобретение относится к машиностроению и может найти применение при разработке и изготовлении ответственных резьбовых соединений в области автомобилестроения, авиастроения, ракетостроения и в других отраслях промышленности, а также при выполнении исследований и проектировании резьбовых соединений с целью обеспечения их надежности и прочности.
Почти все современные машины применяют ответственные резьбовые детали, требующие повышения их надежности и долговечности в условиях вибраций. Только в автомобильной промышленности при производстве легковых машин ежегодно применяется до 6⋅1010 шт. болтов. В конструкции современного самолета количество резьбовых соединений составляет до 250 тыс. штук. В результате действия осевой нагрузки тело болта на участке длины свинчивания удлиняется, а тело гайки по оси укорачивается. Согласно условию совместности деформаций по теории сопротивления материалов разность осевых деформаций тел болта и гайки переходит в разность перемещений витков, что и является причиной неравномерности распределения нагрузки по виткам и снижения надежности резьбового соединения (Жуковский Н.Е. Распределение давлений на нарезках винта и гайки // Бюллютени политехнического общества при Императорском Техническом Училище, №1, 1902 г.; Биргер И.Α., Иосилевич Г.Б. Резьбовые соединения. М. - Машиностроение. - 1973, с. 74-75). Экспериментальные исследования резьбовых соединений подтверждают неравномерность распределения нагрузки по виткам. Установлено, что наибольшая нагрузка приходится на витки болта у опорного торца гайки (патент на полезную модель RU 114525, патент на изобретение RU 2436053, М.К. Дюсебаев, А.Г. Плотников «Резьбовые соединения, способы стопорения и обеспечение безопасности работы подвижного транспорта», УДК 621.001.66, http://e-lib.kazntu.kz). Такая неравномерность распределения нагрузки приводит к тому, что в процессе эксплуатации усилие затяжки ослабевает и, как следствие, снижает эффект стопорения и надежность резьбового соединения. Существуют разные способы и методы повышения надежности резьбовых соединений, в том числе с использованием материалов с эффектом памяти формы.
Известный способ затяжки резьбового соединения по патенту на изобретение RU 2537061, МПК В23Р 19/06, опубл. 27.12.2014, включает установку тарельчатой пружины из никелида титана, которую предварительно охлаждают до температуры от минус 80°С до минус 120°С. Затяжку гайки осуществляют до деформации охлажденной тарельчатой пружины в плоскую шайбу. При повышении температуры до температуры окружающей среды плоская шайба стремится вернуться в свое исходное состояние и обеспечивает гарантированное усилие затяжки резьбового соединения. Необходимое и достаточное усилие затяжки резьбового соединения и снижение крутящего момента достигаются благодаря проявлению эффекта памяти формы сплава на основе никелида титана.
Однако этим способом не удается выровнять нагрузку на витки резьбового соединения путем снижения ее у опорного торца гайки.
Известен способ изготовления и стопорения резьбового соединения по патенту на изобретение RU 2011045, МПК F16B 39/00, опубл. 15.04.1994, в котором оба элемента выполняют из термочувствительного материала, обладающего свойствами памяти формы, например из никелида титана. Каждый элемент резьбового соединения получают с помощью высокотемпературной деформации заготовки до образования сечения круглой формы в зоне предполагаемого резьбового сопряжения. После этого осуществляют отжиг. Затем заготовки охлаждают до температуры не выше температуры возврата материала с эффектом памяти формы и подвергают пластической деформации участки предполагаемого сопряжения до изменения формы сечений на выбранную, отличную от имеющейся. Нагревают заготовки до температуры срабатывания и при температуре срабатывания формируют резьбу. Способ направлен на повышение надежности стопорения резьбового соединения. Но изготовление элементов резьбового соединения полностью из никелида титана нетехнологично и неэкономично.
Известен способ изготовления болтового соединения по патенту на изобретение RU 2256108, МПК F16B 31/00, F16B 39/00, опубл. 10.07.2005, который выбран за прототип и включает нанесение на рабочую часть заготовки болта материала с эффектом памяти формы (нитинола). Слой нитинола (никелида титана) наносят аргонно-дуговой наплавкой шликерной обмазки, или аргонно-дуговой наплавкой проволоки, или плазменным напылением, или термическим переносом масс, или с помощью лазерной наплавки. После нанесения слоя нитинола при температуре мартенситных превращений нитинола, например -150°С, проводят накатку резьбы на поверхности полученной заготовки болта и при этой же температуре производят сборку резьбового соединения. После сборки охлажденное резьбовое соединение нагревают до температуры 80-120°С до возникновения между резьбовой частью болта, покрытой нитинолом, и резьбовой частью соединяемых элементов прессовой посадки. За счет использования эффекта памяти формы и прессовой посадки добиваются эффекта стопорения в резьбовом соединении и тем самым повышения надежности болтового соединения в условиях вибрации. Недостатком способа является сложная технология. К тому же способ не решает задачи снижения нагрузки у опорного торца гайки и выравнивания ее по виткам резьбы.
Задачей изобретения является повышение прочности, надежности и долговечности резьбовых соединений путем выравнивания нагрузки по виткам резьбы.
Технический результат, позволяющий решить поставленную задачу, заключается в перераспределении нагрузки по виткам резьбы за счет уменьшения нагрузки на наиболее нагруженные витки и распределения этой части на остальные витки.
Задача решена следующим образом
Общим у заявляемого способа со способом по прототипу является то, что рабочую часть заготовки болта выполняют с применением никелида титана, производят нарезку резьбы на поверхности полученной заготовки болта и осуществляют сборку резьбового соединения при температуре мартенситных превращений никелида титана.
В отличие от прототипа предварительно на рабочей части заготовки болта выполняют продольные пазы, в которые запрессовывают вставки, например три, выполненные из никелида титана, а нарезку резьбы на поверхности полученной заготовки болта с запрессованными вставками производят при температуре окружающей среды.
Сборку резьбового соединения производят в интервале температур от минус 80°С до минус 120°С, охлаждая резьбовое соединение парами жидкого азота.
В предлагаемом изобретении при нагрузке образца резьбового соединения до усилия затяжки при температуре от минус 80 до минус 120°С витки резьбы на вставках деформируются совместно с витками резьбового соединения. При этом витки на вставках испытывают состояние сверхпластичности и они деформируются, как и витки болта. Когда температура резьбового соединения восстанавливается до температуры окружающей среды, витки вставок стремятся «вспомнить» свою первоначальную форму до затяжки и принять свою первоначальную форму, тем самым разгружая остальные витки и перераспределяя осевую нагрузку на витки болта. Эффект заключается в том, что в интервале температур от минус 80° до минус 120°С происходит термоупругий мартенситный переход, который приводит к сверхпластичности вставок и они при осевой нагрузке пластично деформируются подобно виткам болта. При нагреве соединения до температуры окружающей среды линейные размеры вставок увеличатся, их витки воспримут дополнительно осевые усилия и тем самым перераспределится нагрузка на все витки резьбы.
Поиск технических решений показал, что заявляемый способ явным образом не следует из уровня техники. Из информационных источников не выявлены способы и методы повышения надежности, прочности и долговечности резьбовых соединений за счет снижения нагрузки наиболее нагруженных витков (у опорного торца гайки) и перераспределения ее на другие витки резьбового соединения путем использования продольных вставок из никелида титана на рабочей поверхности болта, имеющих единую резьбу с поверхностью болта и собранных до полной затяжки при температуре от минус 80°С до минус 120°С.
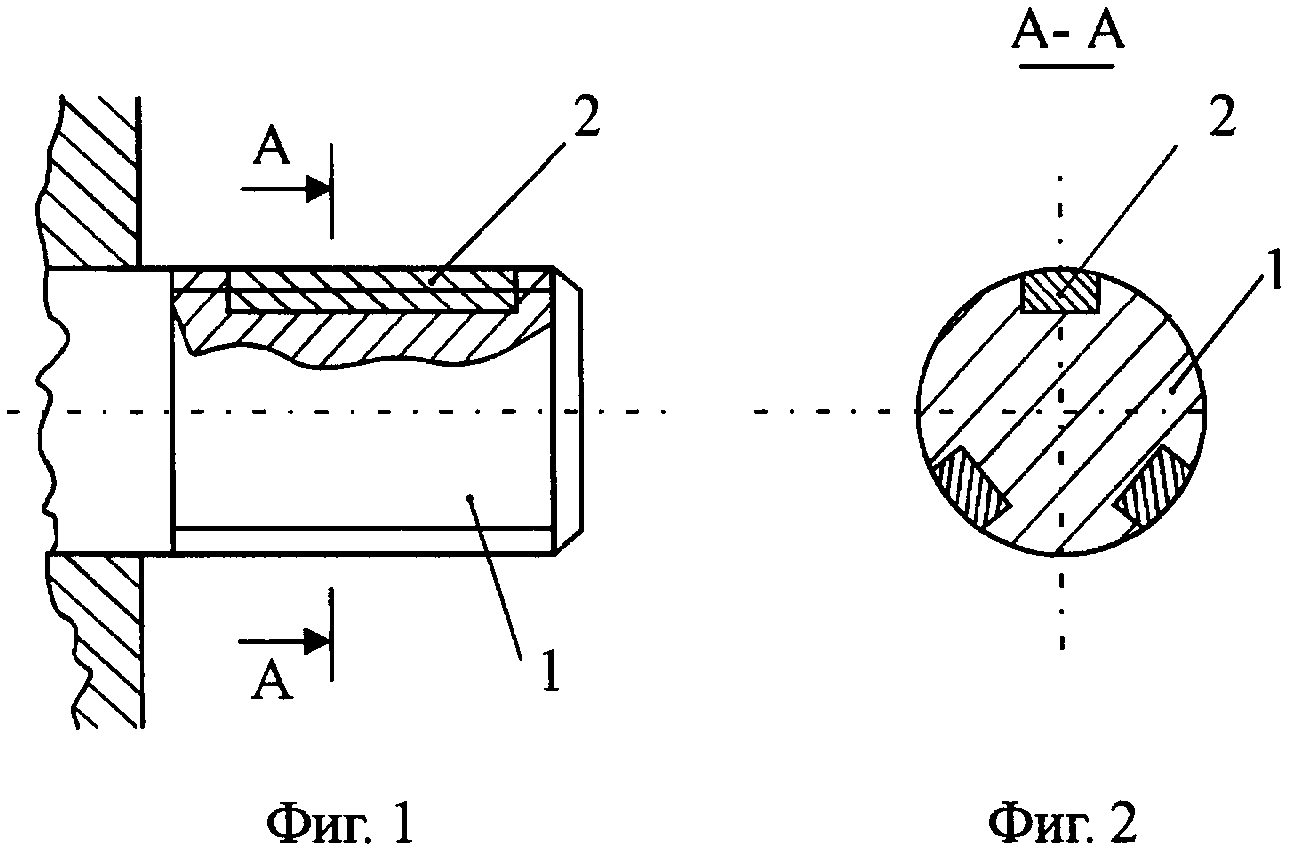
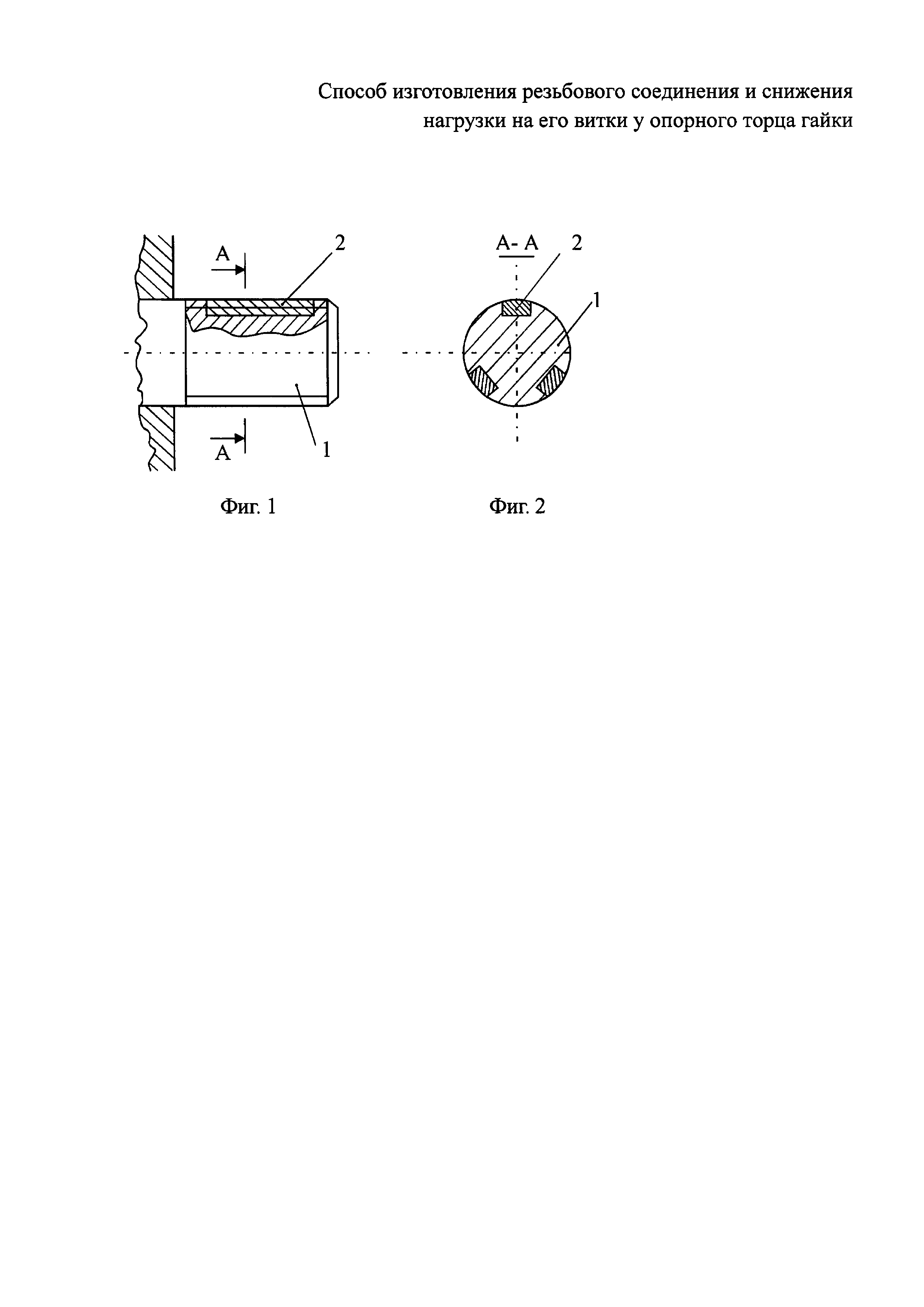
На фиг. 1 изображен общий вид резьбового соединения с тремя продольными вставками, на фиг. 2 - вид Α-A фиг. 1.
На чертежах позицией 1 отмечено тело болта; 2 - продольная вставка.
Способ промышленно применим. Реализация способа не вызывает затруднений у специалистов данной области. Он может быть многократно реализован с достижением указанного технического результата.
Способ осуществляется следующим образом.
До сборки резьбового соединения в заготовке болта 1 выполняют продольные пазы для запрессовки в них вставок 2 из сплава на основе никелида титана. Количество вставок 2 выбирается в каждом конкретном случае и в зависимости от габаритов резьбового соединения. Эксперименты показывают, что наилучший эффект достигается при наличии трех и более вставок. После запрессовки вставок 2 заготовку болта 1 со вставками 2 протачивают и нарезают резьбу. Затем производят сборку резьбового соединения с использованием, например, динамометрического ключа для контроля усилия затяжки, при этом резьбовое соединение охлаждают парами жидкого азота до температуры не выше минус 80°С, т.к. в температурном интервале от минус 80° и ниже в низкотемпературных сплавах, обладающих эффектом памяти формы, происходит термоупругий мартенситный переход, который приводит к сверхпластичности материала вставок 2, т.е. они потеряют необходимые упругие характеристики. Охлаждение резьбового соединения до температуры не выше минус 80°С обусловлено тем, что обычно температура окружающей среды значительно выше и не достигает этого значения. При повышении температуры вставок до температуры окружающей среды витки резьбы на вставках «вспоминают» свою форму и принимают на себя часть осевой нагрузки, разгружая витки резьбы болта и тем самым повышая надежность, прочность и долговечность резьбового соединения.
Способ выбора резьбовых соединений с оптимальными демпфирующими характеристиками
Способ затяжки резьбового соединения
Способ выбора наилучшего образца гайки для обеспечения прочности резьбового соединения
Стенд для испытаний арматуры
Способ неразрушающего контроля физического состояния зданий и сооружений
Покрытие из трехгранных ферм
Плазмотрон
Способ устройства инъекционной сваи
Клеевая композиция на основе полиакриламида для изготовления древесных материалов
Свинцовоглицератный цемент
Способ затяжки резьбового соединения
Способ выбора наилучшего образца гайки для обеспечения прочности резьбового соединения
Стенд для испытаний арматуры
Способ неразрушающего контроля физического состояния зданий и сооружений
Покрытие из трехгранных ферм
Плазмотрон
Способ устройства инъекционной сваи
Клеевая композиция на основе полиакриламида для изготовления древесных материалов
Свинцовоглицератный цемент
Способ испытания строительной конструкции при сверхнормативном ударном воздействии

