Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ ИСКУССТВЕННОЙ ШЕРОХОВАТОСТИ НА ПОВЕРХНОСТИ ДЕТАЛИ КОМБИНИРОВАННЫМ МЕТОДОМ ОБРАБОТКИ
Вид РИД
Изобретение
Способ относится к области машиностроения и может быть использован при нанесении искусственной шероховатости на поверхности детали, например на прямых участках и боковых поверхностях каналов охлаждения теплонагруженной детали - оболочки, входящей в состав ракетного двигателя.
Известен способ [1], в котором для регулируемых шероховатых поверхностей используют электротермическое воздействие движущихся катодных пятен в вакуумном дуговом разряде. Размеры шероховатости регулируются током и временем воздействия разряда, давлением в вакуумной камере и рядом других параметров.
Недостатками способа являются возможное нарушение качества поверхностного слоя (например, боковых поверхностей пазов в теплонагруженных деталях) при импульсе большой энергии, ограничение площади теплопередачи, низкая производительность.
Наиболее близким способом нанесения искусственной шероховатости является способ [2], включающий обработку детали электродом-инструментом на электроэрозионном оборудовании, при этом обработку выполняют в два этапа, на первом этапе на грубом режиме электроимпульсным методом на рабочей части электрода-инструмента наносят неровности в виде соприкасающихся углублений, после чего на чистовом режиме электроискровой обработкой электродом-инструментом формируют шероховатость на обрабатываемом участке.
Недостатками способа являются относительно большой износ электрода-инструмента (например, величина износа латунных электродов составляет 25-30% объема металла, снятого с детали), что значительно удорожает этот вид обработки и затрудняет получение необходимой точности, требует большого расхода энергоресурсов, производительность сравнительно низка.
Техническим результатом предлагаемого способа является получение искусственной шероховатости высокопроизводительным способом с использованием импульсного волоконного лазера без снижения качества поверхностного слоя изделия с необходимыми технологическими параметрами и расширение области использования способа.
Способ получения искусственной шероховатости на поверхности детали комбинированным методом обработки включает обработку детали в два этапа: первоначально формируют шероховатость на поверхности детали, затем на чистовом режиме выполняют окончательную обработку, причем на первом этапе осуществляют импульсным волоконным лазером обработку детали на прецизионном лазерном комплексе, а на втором этапе выполняют электрохимическую обработку поверхности детали.
На фиг. 1 показана схема лазерной обработки импульсным волоконным лазером для получения искусственной шероховатости. На фиг. - 2 схема электрохимической обработки.
На фиг. 1 деталь 1 и импульсный волоконный лазер 2 устанавливают на рабочий стол 3 прецизионного лазерного комплекса с роторным устройством 4. Лазер 2 на первом этапе обработки располагается на определенном фокусном расстоянии L, в зависимости от типа волоконного лазера. После чего подают энергию на лазер 2 и производят обработку рабочей части 5. Регулирование расположения детали 1 и лазера 2 относительно друг друга осуществляется за счет роторного устройства 4.
На фиг.2 на втором этапе обработки рабочую часть 5 детали 1 выставляют относительно катодного устройства 6 на рабочем столе 3 напротив рабочей части 5, полученной на первом этапе волоконным лазером 2. Электролит 7 подают в пространство между деталью 1 и катодным устройством 6. Через выпрямитель подают ток на электролит 7, при этом деталь 1 и катодное устройство 6 включают по схеме прямой полярности.
Способ осуществляют следующим образом. Устанавливают деталь 1 и волоконный лазер 2 на рабочий стол 3 прецизионного лазерного комплекса с роторным устройством 4. Выставляют лазер 2 на необходимом фокусном расстоянии от детали 1 (фиг. 1). Управление происходит за счет роторного устройства 4. Крепление, юстировка и автоматическая регулировка лазера 2 предусмотрены на оборудовании. Затем подводят лазер 2 к детали 1, регулируют фокусное расстояние между ними, при этом формируется профиль в форме неровностей.
На втором этапе (фиг. 2) деталь 1 помещают на рабочем столе 3. Устанавливают катодное устройство 6 с обеспечением получения на рабочей части 5 детали 1 профиля неровностей. Подключают деталь 1 и катодное устройство 6 по схеме прямой полярности, при этом деталь 1 является анодом (+). Устанавливают на выпрямителе режим чистовой обработки, обеспечивающий получение на рабочей части 5 детали 1 профиля неровностей с бездефектным слоем поверхности. Подают электролит 7 в пространство между деталью 1 и катодным устройством 6. Осуществляют подачу тока через выпрямитель до получения необходимых неровностей на рабочей части 5.
Пример осуществления способа.
В каналах охлаждения оболочки камеры сгорания из сплава БрХЦрТВ ракетного двигателя необходимо выполнить локальный участок в донной части канала для дополнительного охлаждения. По требованиям технической документации глубина выступов должна быть 0,4±0,03 мм, ширина 0,8±0,1 мм. Комбинированные методы лазерной и электрохимической обработки для этих целей ранее не использовались. Применялись менее производительные способы механической, электроэрозионной и электрохимической обработки. Использование вышеуказанных методов весьма трудоемко и требует существенных затрат на технологическую подготовку перед началом выполнения работ.
Проведенные эксперименты показали, что при мощности лазера до 50 Вт на рабочей части детали в канале охлаждения формируются участки с высотой неровностей 0,41 мм и шириной 0,82 мм в течение 0,1 минуты. При образовании поверхностного слоя, подверженного температурным воздействиям, его удаление происходит электрохимической обработкой на следующих технологических режимах: напряжение 12 В, сила тока 70…190 А, давление 3…6 кг⋅с/см2, межэлектродный зазор 0,5 мм. Металлографические и рентгеноструктурные исследования не выявили нарушения качества поверхностного слоя в канале на окончательно обработанной детали. Измерение профиля участков показало соответствие требованиям технической документации.
Таким образом, сократилось время на технологическую подготовку перед обработкой, производительность возросла не менее чем в 2 раза по отношению к механической, электроэрозионной и эрозионно-химической обработке без снижения качества поверхностного слоя изделия.
Источники информации
1. Получение регулируемой шероховатости металлических поверхностей в вакуумном дуговом разряде. / Аникеев В.Н., Докукин М.Ю. // Инженерный вестник: ФГБОУ ВПО «Московский государственный технический университет им. Н.Э. Баумана», 02.02.2013.
2. Патент РФ №2464137. Способ получения локального участка охлаждения теплонагруженной детали. / В.П. Смоленцев и др. Опубликован 20.10.2012, бюллетень №29.
Способ получения искусственной шероховатости на поверхности детали комбинированным методом обработки, включающий обработку детали в два этапа, при которой первоначально формируют шероховатость на поверхности детали, а затем на чистовом режиме выполняют окончательную обработку, отличающийся тем, что на первом этапе осуществляют обработку детали импульсным волоконным лазером прецизионного лазерного комплекса, а на втором этапе выполняют электрохимическую обработку поверхности детали.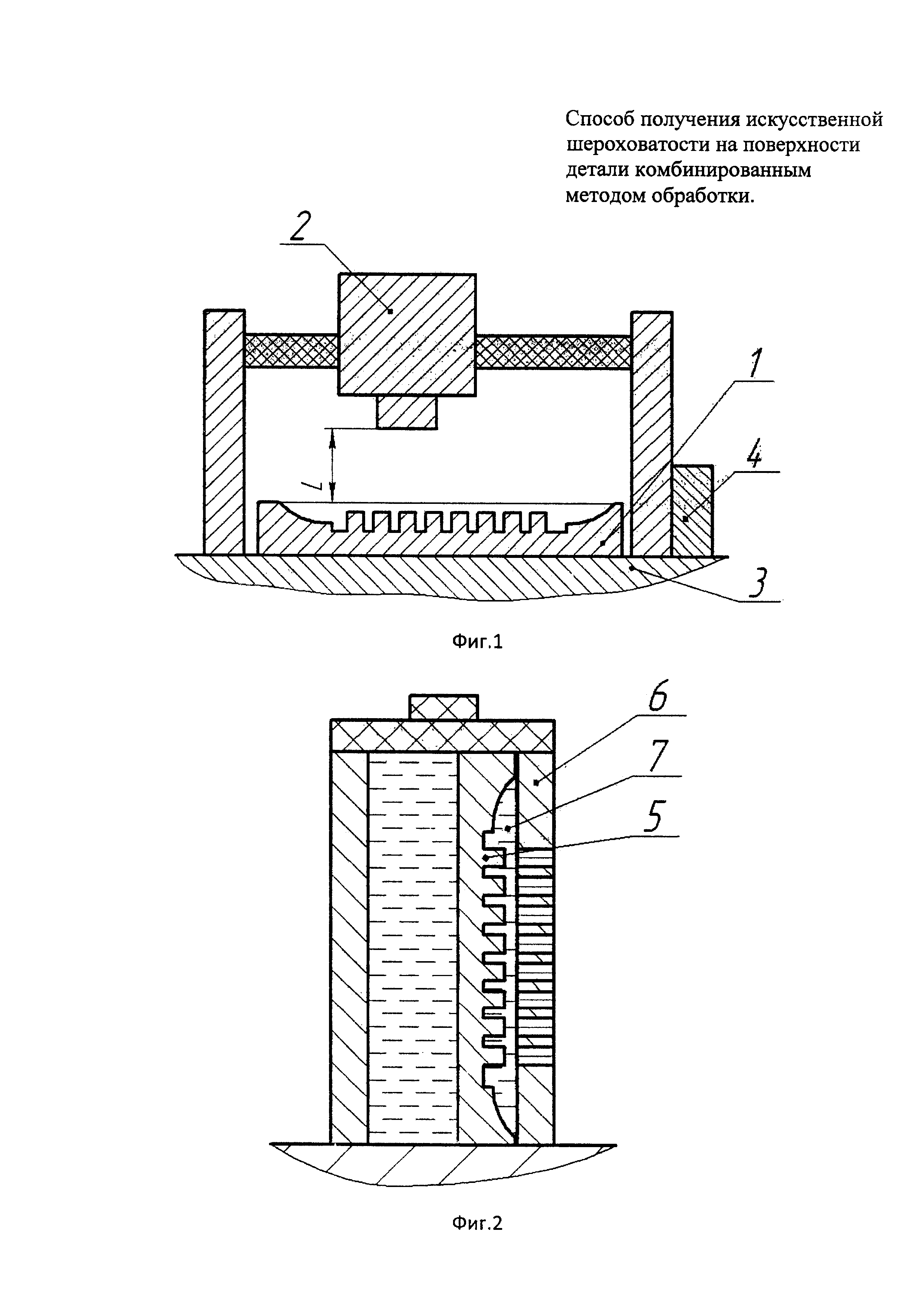
Способ обработки сопрягаемых поверхностей запорного устройства и устройство для его осуществления
Способ изготовления толстостенной крупногабаритной оболочки оживальной формы из материалов с интенсивным упрочнением
Ножевой штамп для вырезки деталей из толстостенной резины
Способ изготовления смесительной головки камеры сгорания жидкостного ракетного двигателя (жрд)
Способ изготовления внутренней оболочки сопла камеры сгорания жидкостного ракетного двигателя (жрд)
Способ установки ступени ракеты-носителя на испытательный стенд и устройство для его осуществления
Способ изготовления шаблона из эластичного гибкого листового диэлектрического материала для электрохимической размерной обработки
Способ электрохимического маркирования и устройство для его осуществления
Способ формообразования пакета крупногабаритных эквидистантных оболочек оживальной формы
Система отделения космического аппарата и способ ее сборки и установки
Способ изготовления форм для литья по выплавляемым моделям
Система отделения космического аппарата
Способ испытаний многозвенной механической системы космического аппарата на функционирование и устройство для его осуществления
Способ фрезерования крупногабаритных нежестких оживальных оболочек сопел жидкостных ракетных двигателей (жрд)
Способ изготовления шаробаллона
Способ изготовления сопла жидкостного ракетного двигателя оживальной формы (варианты)
Транспортировочный контейнер
Способ обработки сопрягаемых поверхностей запорного устройства и устройство для его осуществления
Способ изготовления толстостенной крупногабаритной оболочки оживальной формы из материалов с интенсивным упрочнением
Ножевой штамп для вырезки деталей из толстостенной резины

