Результат интеллектуальной деятельности: СПОСОБ ОПРЕДЕЛЕНИЯ ПЕРИОДИЧНОСТИ КОНТРОЛЯ ДЕТАЛЕЙ АВИАЦИОННОГО ГАЗОТУРБИННОГО ДВИГАТЕЛЯ ПРИ ЭКСПЛУАТАЦИИ ПО ЕГО ТЕХНИЧЕСКОМУ СОСТОЯНИЮ
Вид РИД
Изобретение
Изобретение относится к области эксплуатации и диагностики авиационного газотурбинного двигателя.
Способ определения периодичности контроля деталей двигателя, подвергающихся повреждению по механизму малоцикловой усталости (МЦУ). В качестве параметра, определяющего периодичность контроля, используется определенная экспериментально минимальная величина трещины МЦУ, возникающая в процессе эксплуатации и выявляемая методом неразрушающего контроля на данном ГТД в эксплуатации, и количество типовых полетных циклов, определенное экспериментально, за которое трещина увеличивается от минимальной выявляемой величины до допустимой, с точки зрения сохранения работоспособности детали.
Каждая деталь имеет свое предельно допустимое значение величины дефекта, до которого данная деталь еще может эксплуатироваться, не теряя свою работоспособность.
Обеспечение безопасной эксплуатации по техническому состоянию возможно при условии гарантированного выявления трещины до достижения предельно допустимого значения ее величины. Отсутствие методики гарантированного выявления трещины в эксплуатации, не достигающей предельной величины, приводит к необходимости отстранения от эксплуатации двигателей с деталями, не выработавшими свой ресурс, либо может привести к нелокализованному разрушению двигателя.
Известен способ безопасной эксплуатации авиационного газотурбинного двигателя по его техническому состоянию (патент РФ №2374614, МПК G01M 15/00, заявлено 11.04.2007, опубликовано 27.11.2009), при котором для предупреждения преждевременной замены деталей двигателя до полной выработки потенциально возможного ресурса сравнивают фактическое значение параметра технического состояния основных деталей двигателя во время эксплуатации с его предельно допустимым значением и последующим определением остаточного ресурса двигателя и его деталей по результатам этого сравнения.
Недостатком известного способа является то, что для определения остаточного ресурса необходимо иметь накопленные данные изменения параметров двигателя в процессе всей эксплуатации, расчетная оценка основана на большом количестве замеров косвенных параметров, что значительно повышает погрешность определения остаточного ресурса детали.
Наиболее близким к заявленному является способ эксплуатации авиационного газотурбинного двигателя по его техническому состоянию (патент РФ №2439527, МПК G01M 15/14, заявлено 23.03.2010, опубликовано 27.09.2011), при котором для повышения экономичности эксплуатации авиационного двигателя без потери надежности определяют остаточный ресурс по расчетной величине скорости роста трещины в детали.
Недостатком данного способа является большая возможная погрешность определения скорости роста трещины, т.к. она определяется расчетным путем на основе характеристик материала, полученных при испытании образцов, при этом практически невозможно учесть влияние на трещиностойкость технологии изготовления детали, выдержки в цикле нагружения, погрешность в определении эквивалентных напряжений при переходе в расчетах от плоского напряженного состояния в образцах к объемному в детали, погрешность расчетного суммирования повреждений в сложном цикле нагружения. Необходимость большого и длительного объема работ по определению характеристик материала.
Техническим результатом, на достижение которого направленно предлагаемое решение, является создание более точного способа ускоренного расчетно-экспериментального установления периодичности контроля деталей двигателя с целью обеспечения безопасной эксплуатации по техническому состоянию.
Сокращение времени испытания натурной детали достигается за счет искусственного надреза материала в месте предполагаемого появления трещины (имитация трещины).
Результаты основываются на фактически полученных исследованиях натурной детали, соответствующей по конструкции и технологии изготовления серийно применяемым.
Технический результат достигается тем, что способ определения периодичности контроля деталей авиационного двигателя при эксплуатации по его техническому состоянию включает определение предельно допустимого значения повреждаемости основных деталей двигателя, при этом в качестве параметра, характеризующего повреждаемость детали двигателя, используют длину трещины, развивающейся в зоне наибольшей концентрации напряжений при эксплуатации двигателя, в случае обнаружения трещины при контроле с помощью метода неразрушающего контроля эксплуатацию двигателя прекращают.
Новым в изобретении является то, что предварительно определяют зону наибольшей концентрации напряжений, искусственным способом наносят надрез, имитирующий трещину, ослабляющую деталь в плоскости, перпендикулярной направлению максимальных главных напряжений, производят нагружение детали ускоренным циклом с контролем трещины методом неразрушающего контроля, после обнаружения трещины цикл изменяют на цикл, соответствующий эксплуатационному, и продолжают испытание с ростом трещины до допустимого значения, при котором сохраняется несущая способность детали, далее устанавливают периодичность контроля при эксплуатации по техническому состоянию, соответствующую не более половины наработки между обнаружением трещины неразрушающим методом контроля и достижением ею предельно допустимого значения.
На фигурах показаны:
фиг. 1 - вешний вид ротора компрессора низкого давления (КНД) двигателя Д-30КУ/КП/КУ-154;
фиг. 2 - диск второй ступени КНД;
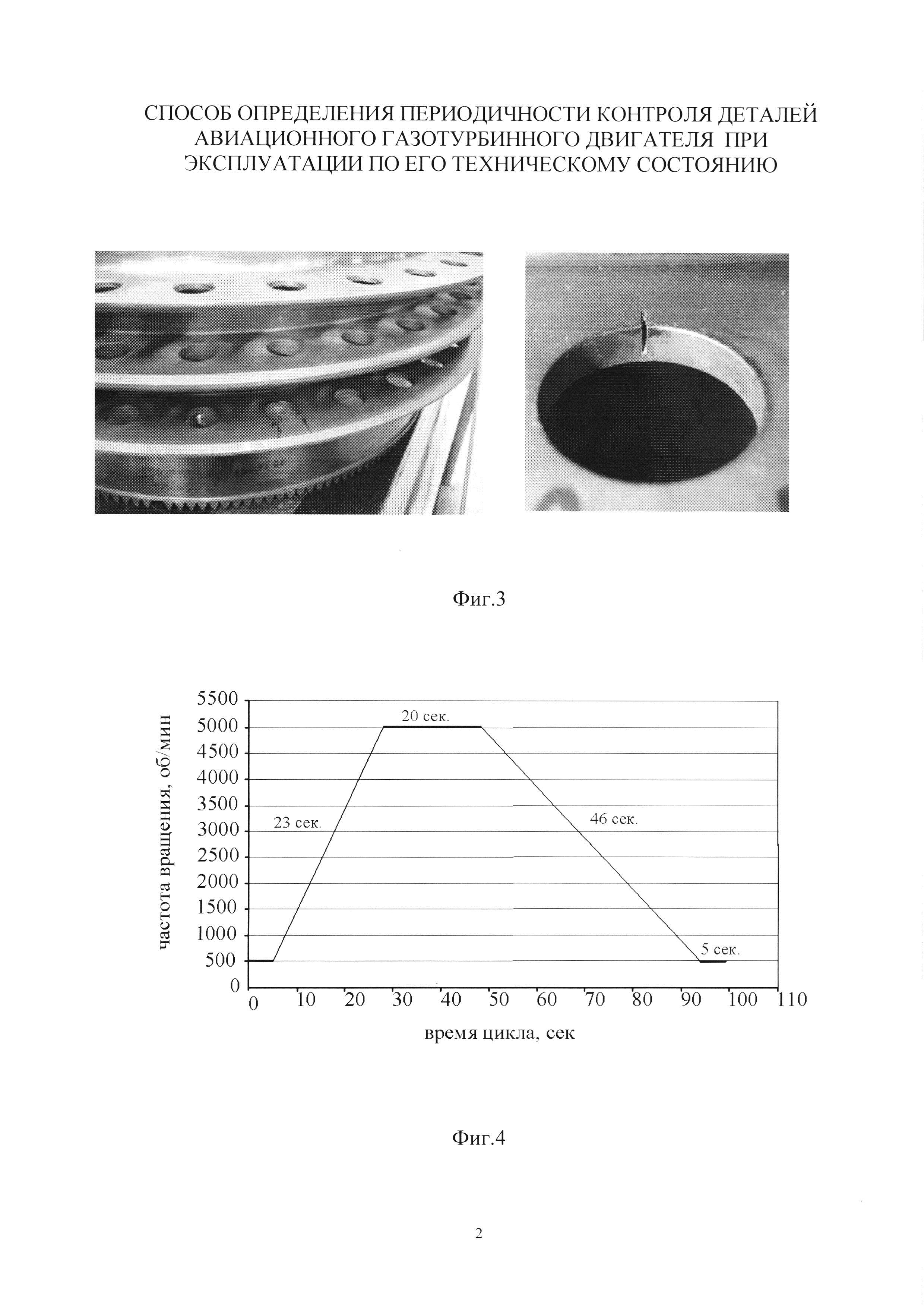
фиг. 3 - внешний вид дефекта, нанесенного искусственным способом, по внутренней боковой поверхности реборды диска второй ступени КНД двигателя;
фиг. 4 - циклограмма нагружения диска второй ступени КНД до момента выявления трещины методом неразрушающего контроля (ускоренный цикл);
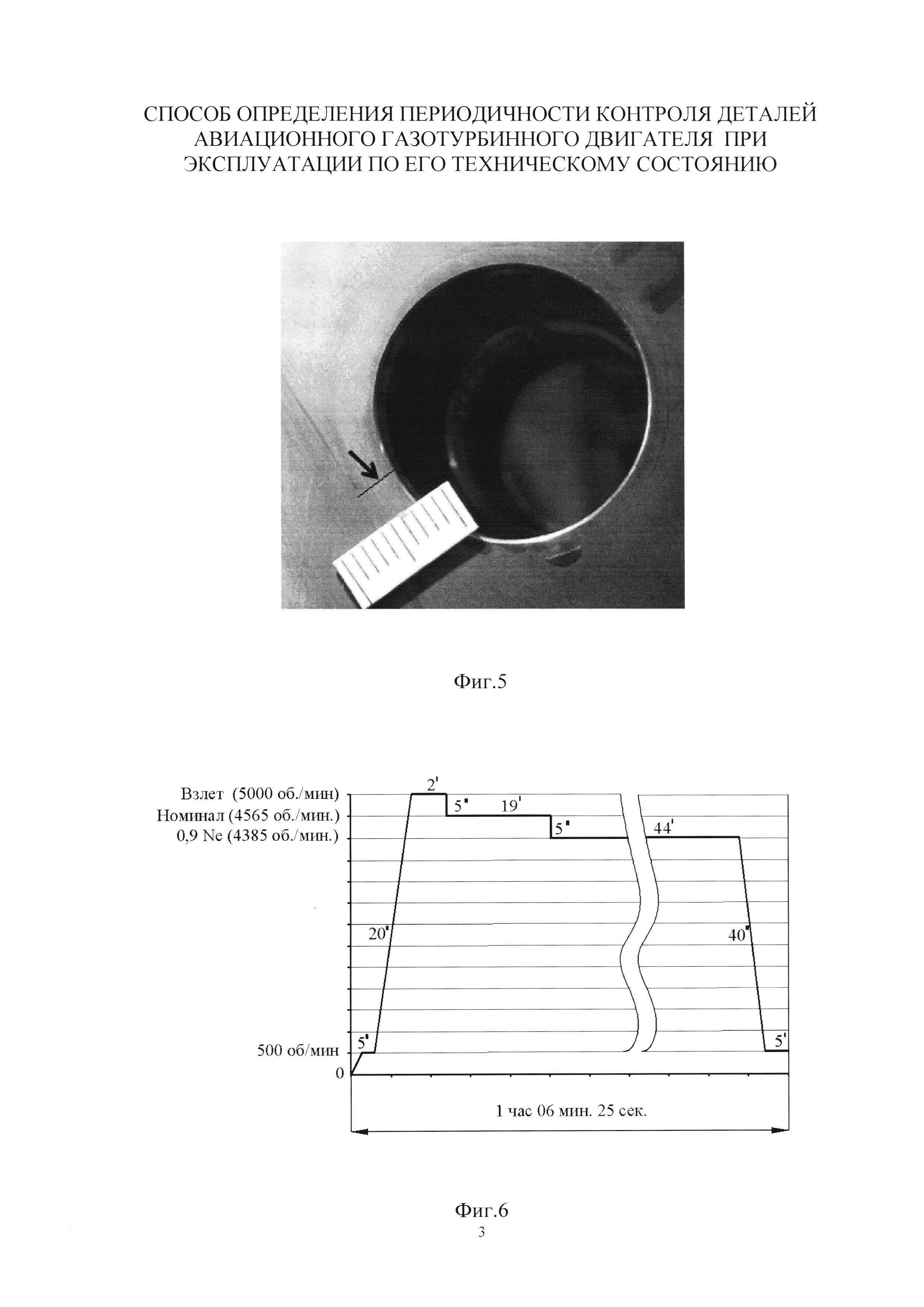
фиг. 5 - внешний вид дефекта, выявленного методом неразрушающего контроля, по наружной боковой поверхности реборды диска второй ступени КНД двигателя после нагружения ускоренным циклом;
фиг. 6 - циклограмма нагружения диска по циклу, максимально приближенному к эксплуатационному;
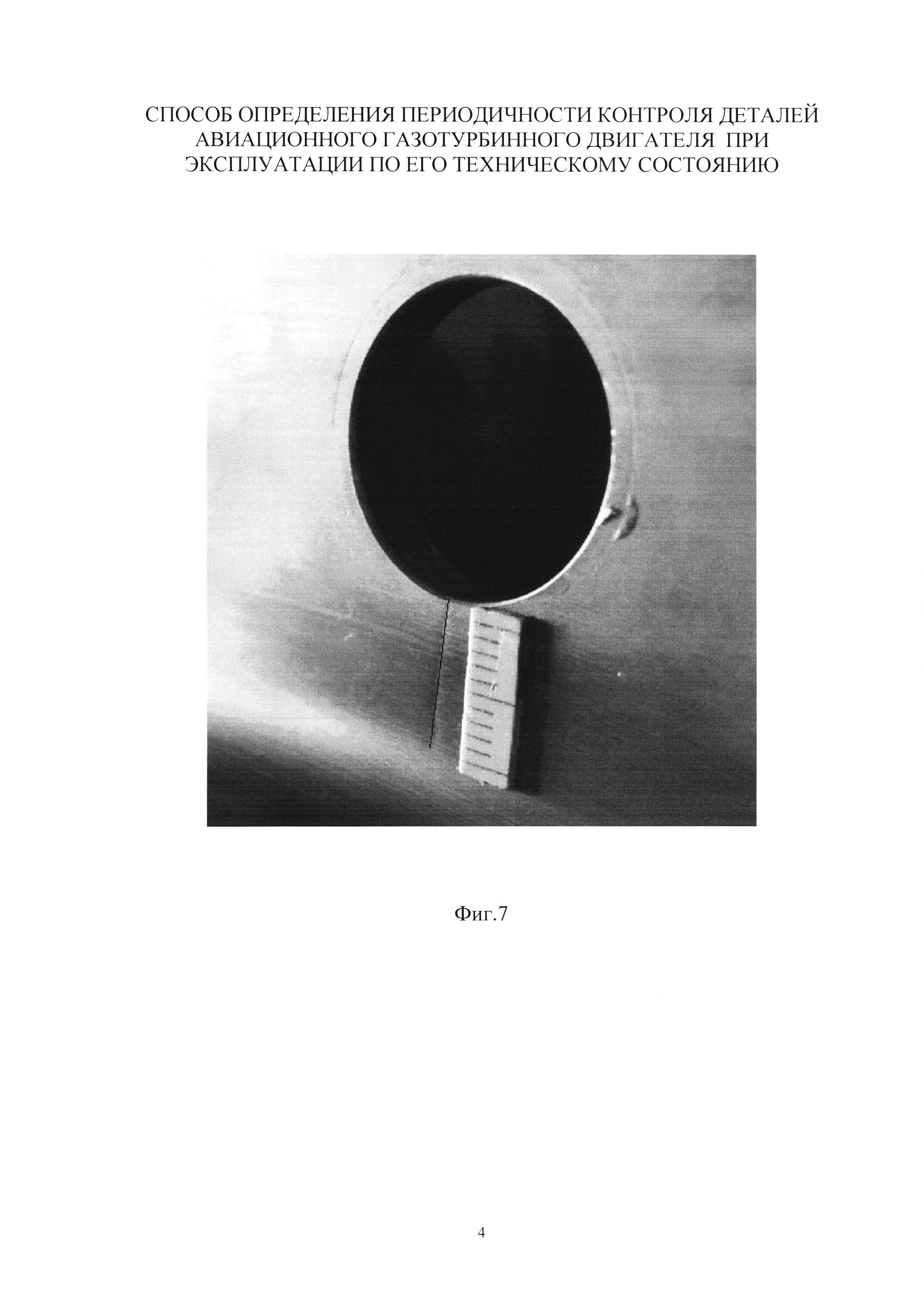
фиг. 7 - внешний вид трещины на наружной боковой поверхности реборды по окончании испытаний по циклу, максимально приближенному к эксплуатационному.
Способ определения периодичности контроля деталей авиационного двигателя при эксплуатации по его техническому состоянию осуществляется следующим образом.
Производят расчет напряженно-деформированного состояния детали для выбора зоны наиболее опасного развития трещины малоцикловой усталости и определения направления максимальных главных напряжений.
Далее искусственным способом наносят надрез, имитирующий трещину, ослабляющую деталь в плоскости, перпендикулярной направлению максимальных главных напряжений в выбранной зоне (фиг. 3).
Выбирают метод предполагаемого неразрушающего контроля в эксплуатации исходя из конструктивных особенностей детали и двигателя.
Производят нагружение детали ускоренным циклом с контролем трещины методом неразрушающего контроля (фиг. 4).
После обнаружения трещины (фиг. 5) цикл изменяют на цикл, соответствующий эксплуатационному, и продолжают испытание с ростом трещины до допустимого значения, при котором сохраняется несущая способность детали (фиг. 6).
Устанавливают периодичность контроля NОСМ при эксплуатации по техническому состоянию, соответствующую не более половины наработки между обнаружением трещины неразрушающим методом контроля и достижением предельно допустимого значения.
где NТПЦ - количество типовых полетных циклов, проведенных по циклу, соответствующему эксплуатационному, до момента достижения трещиной значения, не превышающего предельно допустимого, при котором еще была возможна эксплуатация;
KN - коэффициент запаса, KN≥2.
Пример осуществления способа.
В качестве примера определения периодичности проведения контроля в эксплуатации рассмотрен диск второй ступени компрессора низкого давления (КНД) двигателя Д-30КП (фиг. 1).
При помощи программной системы ANSYS конечно-элементного анализа напряженно-деформированного состояния математической модели рабочего колеса второй ступени КНД было определено, что максимальные напряжения находятся в нижней точке контура отверстий 1 задней реборды 2 диска 3 второй ступени КНД с внутренней стороны, где наиболее вероятно и возникнет очаг малоциклового повреждения диска (фиг. 2).
Далее с целью определения периода безопасного развития трещины был выполнен натурный эксперимент на разгонном стенде УИР-3 ОАО «НПО «Сатурн».
Для сокращения времени исследований скорости развития трещины (МЦУ) на реборде в зоне максимальных напряжений был выполнен искусственный надрез электроэрозионным способом в плоскости, перпендикулярной плоскости действия максимальных главных напряжений (фиг. 3).
Размеры искусственного дефекта: 3 мм по внутренней боковой поверхности реборды и 3 мм внутрь по толщине реборды (фиг. 3).
Состояние диска 3 (фиг. 2) в процессе испытаний периодически оценивалось по результатам вихретокового контроля (ВТК) наружной боковой поверхности реборды 2 (фиг. 2) по технологии, которая применима в эксплуатации.
Испытания диска с имитаторами рабочих лопаток были проведены в два этапа.
На первом этапе осуществлялось ускоренное выращивание начальной трещины МЦУ до величины, выявляемой ВТК.
Первый этап проведен по трапецеидальному циклу нагружения
«nmin = 500 об/мин - nmax = 5000 об/мин - nmin = 500 об/мин» с выдержкой 20 секунд на максимальной частоте вращения (фиг. 4).
В процессе испытания проводился контроль трещины методом неразрушающего контроля.
Протяженность трещины по контролируемой поверхности на момент обнаружения ВТК (окончание первого этапа испытаний) составила четыре миллиметра (4 мм) ввиду конструктивных особенностей узла и метода контроля (фиг. 5).
Далее с момента выявления трещины проведен второй этап испытаний с нагружением диска по циклу, максимально приближенному по повторяемости и нагруженности режимов к типовому (эксплутационному) полетному циклу (ТПЦ) двигателя Д-30КП (фиг. 6).
В ходе второго этапа испытаний трещина закончила свое развитие в пределах реборды и дошла до участка галтельного перехода от реборды к цилиндрической поверхности обода диска, имея глубину 11,5 мм, не превышающую предельно допустимое значение, при котором еще возможна эксплуатация диска (фиг. 7).
Рассчитывают периодичность контроля NОСМ по выражению:
В итоге была установлена периодичность вихретокового контроля дисков второй ступени КНД в эксплуатации в размере 100 часов, что соответствует форме технического обслуживания двигателей и составляет менее 150 циклов. При обнаружении трещины в детали, превышающей свое предельно допустимое значение, двигатель подлежит отстранению от эксплуатации для проведения ремонта.
Таким образом, при осуществлении способа определения периодичности контроля деталей авиационного двигателя при эксплуатации по его техническому состоянию, согласно изобретению, установление периодичности контроля деталей двигателя позволяет своевременно и близко к пределу исчерпания остаточных ресурсов основных деталей авиационного двигателя прекратить его эксплуатацию, что повышает безопасность эксплуатации двигателя, а применение ускоренного метода искусственного развития дефекта в детали позволяет более точно и экономично провести ее испытания.
Способ определения периодичности контроля деталей авиационного двигателя при эксплуатации по его техническому состоянию, включающий определение предельно допустимого значения повреждаемости основных деталей двигателя, при этом в качестве параметра, характеризующего повреждаемость детали двигателя, используют длину трещины, развивающуюся в зоне наибольшей концентрации напряжений при эксплуатации двигателя, в случае обнаружения трещины при контроле с помощью метода неразрушающего контроля эксплуатацию двигателя прекращают, отличающийся тем, что предварительно определяют зону наибольшей концентрации напряжений, искусственным способом наносят надрез, имитирующий трещину, ослабляющую деталь в плоскости, перпендикулярной направлению максимальных главных напряжений, производят нагружение детали ускоренным циклом с контролем трещины методом неразрушающего контроля, после обнаружения трещины цикл изменяют на цикл, соответствующий эксплуатационному, и продолжают испытание с ростом трещины до допустимого значения, при котором сохраняется несущая способность детали, далее устанавливают периодичность контроля при эксплуатации по техническому состоянию, соответствующую не более половины наработки между обнаружением трещины неразрушающим методом контроля и достижением ею предельно допустимого значения.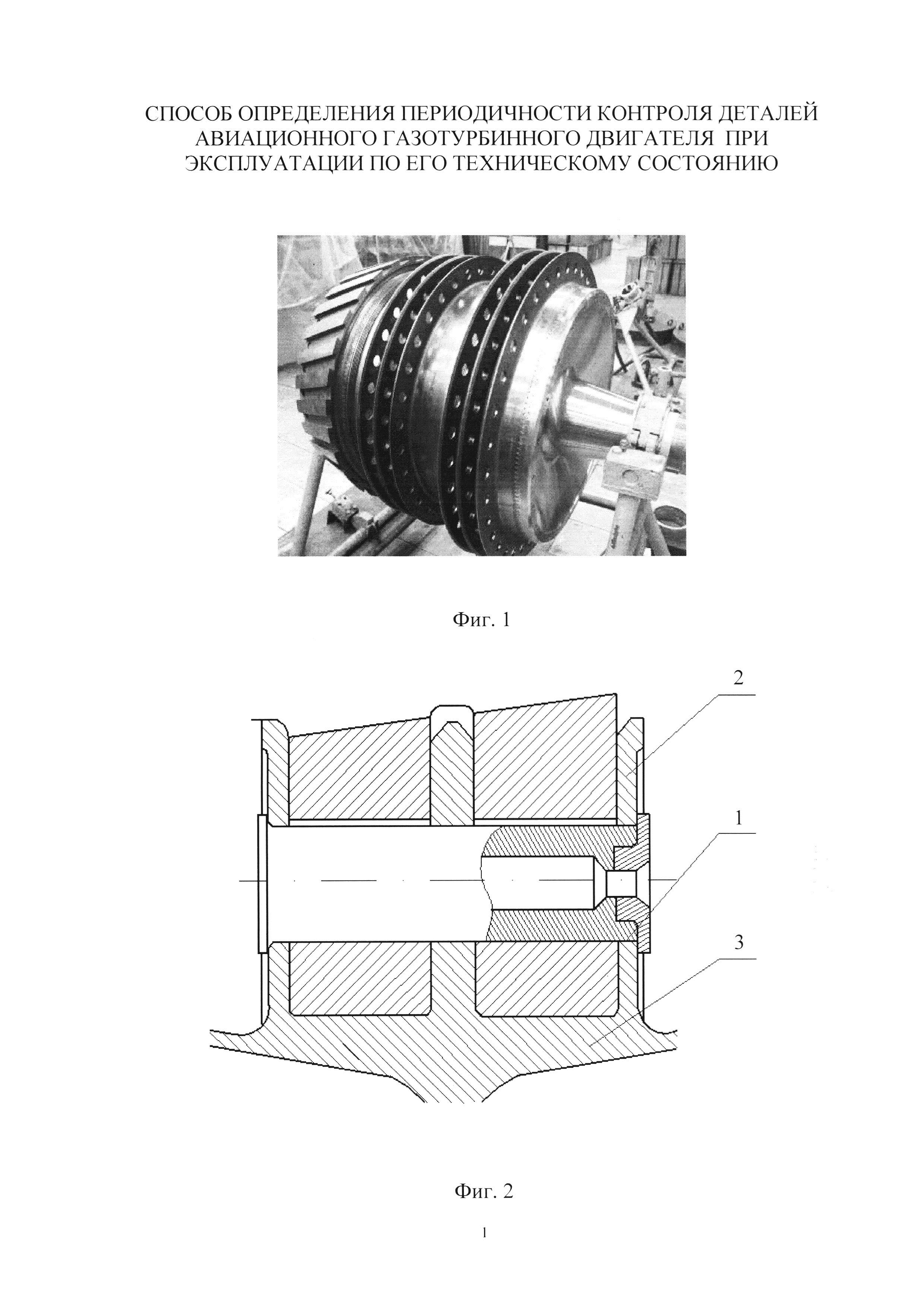
Электролит для электрохимической обработки
Способ доводки двигателя
Способ обеспечения вибрационной прочности деталей
Способ изготовления электрода-инструмента при объемной электрохимической обработке (эхо)
Приспособление для поддержки заклепок
Способ рентгеноструктурного контроля детали
Способ изготовления направляющего аппарата
Способ изготовления лопатки компрессора
Способ оценки технического состояния деталей
Способ диагностики технического состояния элементов двигателя
Электролит для электрохимической обработки
Способ доводки двигателя
Способ обеспечения вибрационной прочности деталей
Способ изготовления электрода-инструмента при объемной электрохимической обработке (эхо)
Приспособление для поддержки заклепок
Способ рентгеноструктурного контроля детали
Способ изготовления направляющего аппарата
Способ изготовления лопатки компрессора
Способ оценки технического состояния деталей
Способ диагностики технического состояния элементов двигателя

