Результат интеллектуальной деятельности: РОТОР ЧАСОВ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Изобретение относится к роторам часов для самоподзавода часов. Изобретение, в частности, относится к роторам часов, изготавливаемым из пластика или полимера.
Уровень техники
Известно, что существуют детали часов, изготавливаемые из пластиков или синтетических смол. Эти детали могут изготавливаться с помощью способов литья под давлением, которые позволят получать различные, иногда очень сложные, формы без операций механической доработки. Эти детали также имеют плотность, близкую к 1, и небольшую массу, что, большей частью, является преимуществом.
Однако должно быть понятно, что небольшой вес пластиковых деталей также может быть серьезным недостатком. Это имеет место, в частности, когда пластиковая деталь предназначена для использования в качестве ротора в часовом механизме с самоподзаводом. Фактически, в часовом механизме с самоподзаводом крутящий момент заводной пружины пропорционален дисбалансу ротора.
Для устранения вышеуказанного недостатка в патенте США №3,942,317 предлагается формование деталей, имеющих плотность выше 7. Эти детали изготавливаются из массы пластика, в которой было распределено большое количество частиц из тяжелого металла. Предлагаемый способ, в частности, предназначен для изготовления роторов для часовых механизмов с самоподзаводом. Недостаток этих деталей, изготавливаемых указанным способом, состоит в том, что они являются хрупкими. Фактически, испытания, выполненные заявителем, показали, что ротор имеет тенденцию к разрушению, когда часы подвергаются ударному воздействию.
Для повышения ударной прочности роторов, изготавливаемых вышеуказанным способом, предлагается решение, состоящее в том, чтобы к массе пластика, в состав которого входят частицы из тяжелого металла, также добавлять волокна (например, стекловолокна или угольные волокна). Присутствие волокон оказывает влияние как на повышение жесткости, так и на повышение ударной прочности литых пластиковых деталей. Однако недостатком этого решения является то, что одновременное добавление волокон и частиц тяжелого металла значительно увеличивает вязкость пластика, подвергаемого литью. В случае превышения определенной концентрации волокон и частиц металла вязкость смеси становится такой высокой, что операция нагнетания материала в форму больше не сможет продолжаться при нормальных условиях. Таким образом, понятно, что практические причины ограничивают максимальную плотность и, как следствие, дисбаланс роторов, изготавливаемых из пластика, в состав которого входят частицы тяжелого металла.
Раскрытие изобретения
Задача настоящего изобретения состоит в том, чтобы устранить вышеуказанные недостатки с помощью пластикового ротора, плотность которого и, в частности, дисбаланс превышают вышеуказанные параметры известных пластиковых роторов. Настоящее изобретение решает эту задачу с помощью ротора часового механизма с самоподзаводом по п.1 приложенной формулы изобретения.
Следует указать, что выражение «тяжелый металл» означает здесь металл, удельный вес которого превышает 11 и предпочтительно превышает 17. Кроме того, выражение «композитный материал», в общем, означает здесь материал, образованный из пластиковой матрицы и усиливающей части (предпочтительно в форме волокон), что обеспечивает получение требуемых механических характеристик.
Для образования ротора согласно изобретению композитный материал, прежде всего, нагнетается в форму в жидком состоянии для образования основной части. По преимущественному варианту настоящего изобретения по меньшей мере периферийный участок основной части изготавливается из композитного материала, в состав которого предварительно включены частицы тяжелого металла, предпочтительно частицы вольфрама. Затем в отверстия периферийного участка основной части устанавливаются элементы из тяжелого металла согласно изобретению.
Краткое описание чертежей
Другие отличительные характеристики и преимущества изобретения станут понятными после изучения представленного ниже описания, которое приводится исключительно в виде неограничивающего примера со ссылкой на приложенные чертежи.
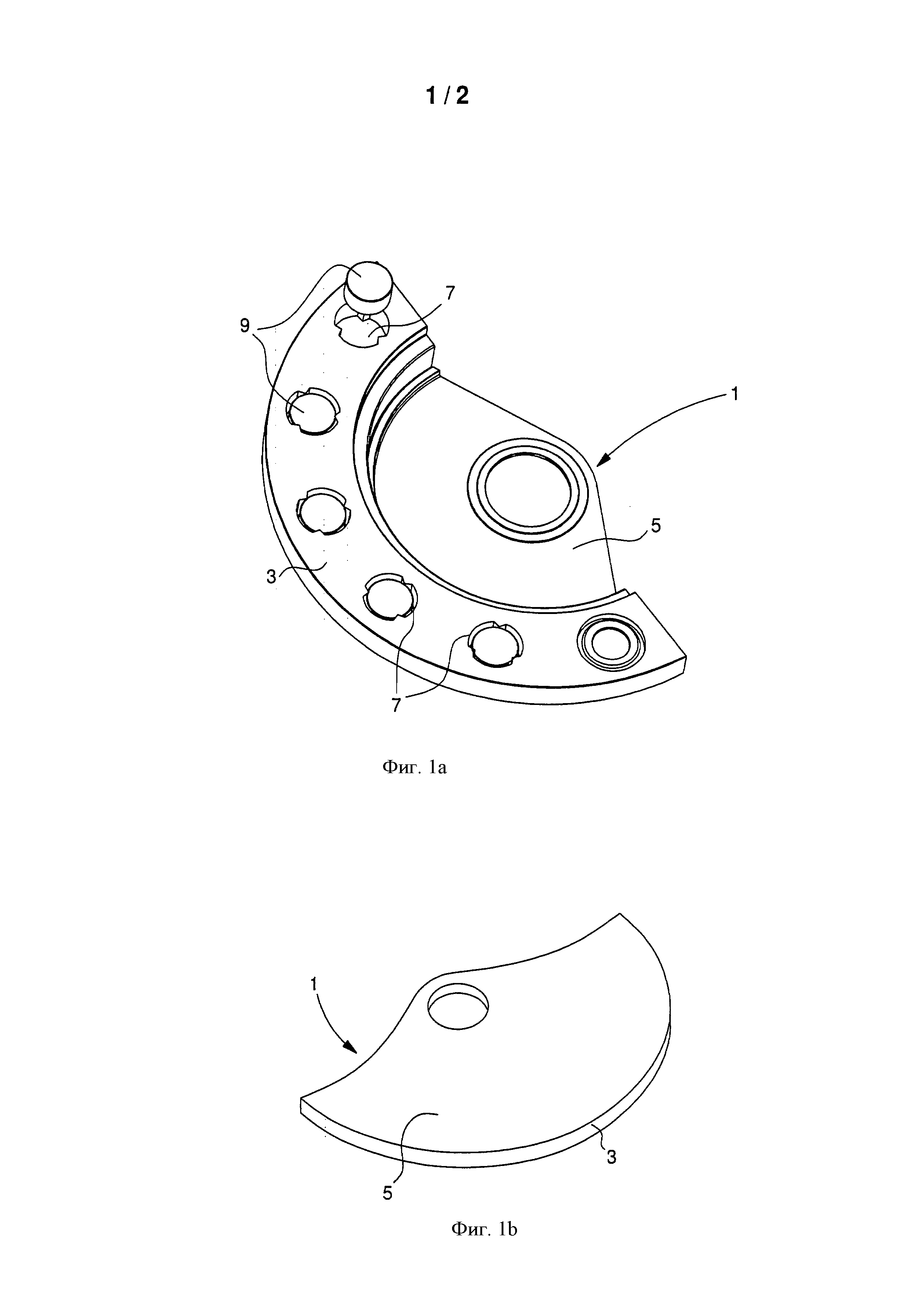
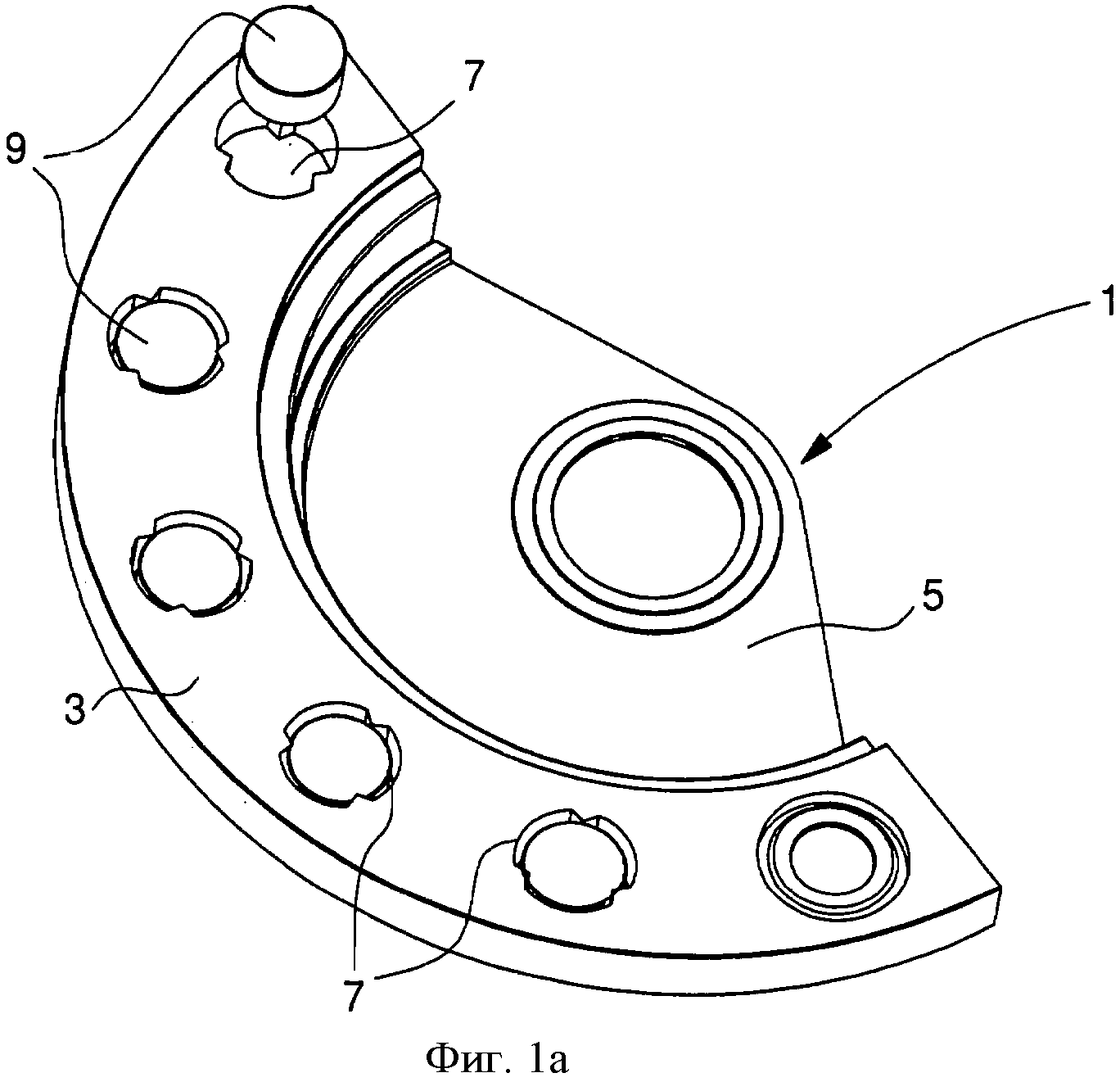
На фиг.1а показана сторона ротора, обращенная к часовому механизму согласно конкретному варианту осуществления изобретения, вид в перспективе;
на фиг.1b показана сторона ротора, показанного фиг. 1а, обращенная к задней крышке, вид в перспективе;
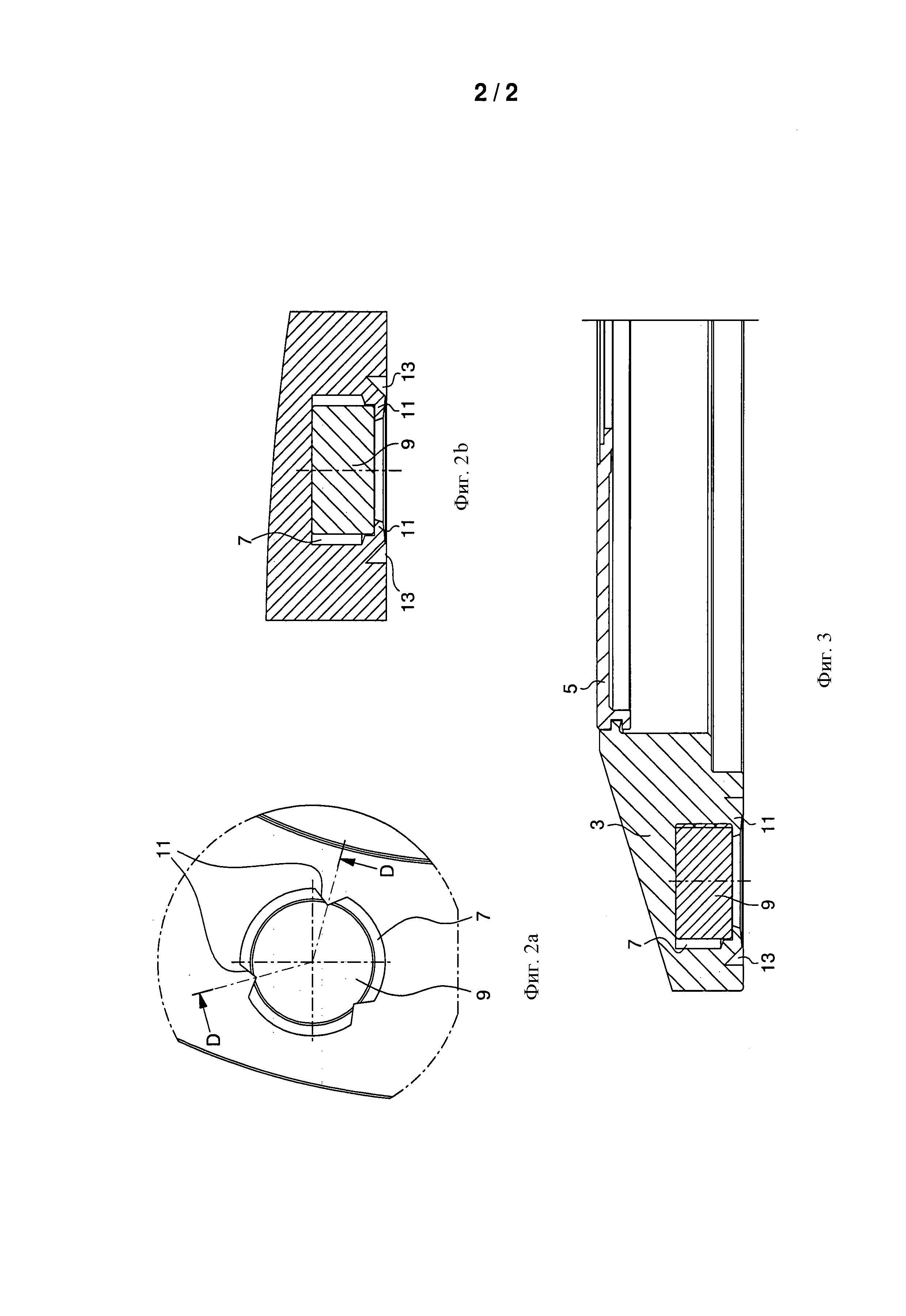
на фиг.2а показаны конструктивные особенности диска из тяжелого металла, упруго удерживаемого в отверстии тремя выступами, частичный вид сверху;
на фиг.2b представлен разрез по линии D-D на фиг 2а;
на фиг.3 показан частичный разрез ротора из фиг.1а и 1b, при этом разрез проходит через ось вращения ротора и продолжается радиально через периферийную часть.
Осуществление изобретения
В представленном варианте осуществления основная часть ротора согласно изобретению изготавливается из композитного материала, в состав которого входят частицы из тяжелого металла. Однако необходимо напомнить, что по другим вариантам изобретения основная часть может изготавливаться из композитного материала, который не содержит частиц из тяжелого металла. Способ образования ротора без частиц из тяжелого металла подробно не описывается, поскольку специалисты в этой области без труда смогут обеспечить изготовление основных частей такого типа по настоящему изобретению.
Основная часть композитного материала, в состав которого входят частицы из тяжелого металла, изготавливается следующим образом.
Прежде всего, приготавливается однородный материал, содержащий пластик, частицы из тяжелого металла и усиливающую часть в виде волокон. Эта смесь находится в жидком состоянии. Преимущественно для приготовления смеси можно использовать имеющиеся в продаже продукты.
Например, может быть получен материал в виде гранул полиамида 12 (плотность 1,02), смешанного с вольфрамовым порошком (удельный вес 19,2). Эти гранулы под торговой маркой Gravi-Tech® GRV-NJ-110-W можно приобрести у компании PoleOne Corporation. Смесь, образованная из гранул, имеет плотность 11,0 и пригодна для литья под давлением. Аналогично, волокна, смешанные с полиамидом-12 и имеющие наименование Grilamid® TRVX-50X9 Natur, можно приобрести, например, у компании EMS-GRIVORY. Они также изготавливаются в виде гранул. Они состоят из стекловолокон, приблизительно 50% (по объему), и остальное - полиамид 12.
Смесь согласно изобретению может быть приготовлена посредством смешивания Grilamid® TR и Gravi-Tech®, так чтобы Grilamid предпочтительно содержал 2,5-5% общей массы смеси. Эта смесь гранул подается в формовочный бак устройства, которое может быть обычным устройством. Понятно, что плотности гранул Grilamid® TR и Gravi-Tech® значительно отличаются. Гранулы Grilamid® TR имеют тенденцию концентрироваться в верхней части смеси. Следовательно, важно обеспечить, чтобы смесь была однородной с целью надлежащей воспроизводимости формованных изделий.
При выполнении литья под давлением пластика, в состав которого входит тяжелый металл и волокна, подразумевается, что основные части, имеющие относительно сложные формы, могут изготавливаться за одну формообразующую операцию без необходимости каких-либо корректировочных или отделочных операций. К примеру, посредством литья под давлением можно изготавливать основную часть ротора, показанного на чертежах. Этот ротор включает в себя основную часть 1, содержащую обод 3, продолжающийся по дуге окружности приблизительно 180°, и пластинчатый сектор 5, соединяющий обод 3 с осью вращения ротора. Понятно, что обод 3 образует периферийную часть основной части, и пластинчатый сектор 5 образует внутренний участок вышеуказанной части. На фиг.1а также показано, что периферийная часть 3 содержит отверстия 7, в которых установлены диски из тяжелого металла 9. В показанном примере видно, что все отверстия расположены на стороне ротора, обращенной к часовому механизму, и что сторона ротора, обращенная к задней крышке (см. фиг.1b), имеет совершенно гладкую поверхность. Эта компоновка создает особо привлекательный внешний вид часового механизма, снабженного таким ротором.
В показанном примере диски 9 из тяжелого металла защелкиваются в цилиндрические отверстия 7 основной части 1 после извлечения вышеуказанных дисков из формы и охлаждения дисков. Преимущество этого способа состоит в том, что с его помощью можно изготавливать роторы с различными дисбалансами относительно одной и той же основной части. Фактически, понятно, что дисбаланс ротора в большой степени зависит от количества дисков 9 из тяжелого металла, установленных на периферийном участке основной части. Например, опять же со ссылкой на чертежи, понятно, что ротор будет иметь наибольший дисбаланс при установке диска 9 из тяжелого металла в каждое из шести отверстий 7, образованных в периферийной части. Ротор будет иметь наименьший дисбаланс, например, в случае, если с каждого конца оставить по одному пустому отверстию 7. При такой компоновке в ротор вставляется всего четыре диска 9 из тяжелого металла вместо шести.
Как детально показано на фиг.2а и 2b, в этом варианте осуществления отверстия 7 частично закрываются небольшими выступами 11, выполненными как одно целое с периферийным участком 3 основной части. Как показано в разрезе на фиг.2b, выступы предназначены для упругой блокировки дисков после того, как диски 9 из тяжелого металла были запрессованы или защелкнуты на месте. В показанном примере каждый диск 9 упруго удерживается тремя выступами, равномерно распределенными по окружности отверстия 7. Однако понятно, что каждое отверстие может быть снабжено любым количеством выступов. Например, вместо трех выступов, расположенных под углом 120° друг к другу, отверстие 7 могло бы иметь четыре выступа, расположенных под углом 90° друг к другу, или даже два выступа, расположенных под углом 180° друг к другу, или даже один выступ.
Со ссылкой на разрезы из фиг.2b и фиг.3 видно, что выступы 11 имеют углубление 13 у основания, чтобы сделать выступ более гибким. Специалистам в этой области понятно, что размер выступа и наличие или отсутствие углубления у основания в значительной степени зависит от упругости и гибкости композитного материала, используемого для изготовления периферийного участка 3 основной части 1.
Однако понятно, что вместо упругой фиксации на месте элементы из тяжелого металла могли бы быть приклеены к нижней части отверстий или даже удерживаться в отверстиях с помощью уплотнительных прокладок, играющих роль крышки, закрывающей отверстие. По конкретному варианту отверстия 7 с дисками 9 из тяжелого металла могли бы быть закрыты одним куском липкой ленты.
По конкретному преимущественному варианту настоящего изобретения элементы или диски 9 из тяжелого металла могли бы изготавливаться посредством прессования и спекания металлического порошка (без необходимости чистовой механической обработки за исключением регулирования толщины). Известно, что диски, изготавливаемые прессованием и спеканием порошка, могут иметь очень высокую плотность. Кроме того, в этом варианте повторно используется некоторая часть отходов порошка. Это является особенно выгодным с экономической точки зрения.
Также понятно, что в отношении описанных здесь вариантов осуществления могут быть предусмотрены различные изменения и/или усовершенствования без отклонения от объема защиты настоящего изобретения, установленного в приложенной формуле изобретения. Основная часть могла бы иметь форму целого диска, а не сектора диска. По этому последнему варианту обод основной части (периферийный участок) продолжался бы на 360°. Однако элементы из тяжелого металла находились бы в ограниченном секторе обода, так чтобы обеспечить дисбаланс ротора.
По еще одному варианту осуществления периферийный участок 3 и внутренний участок 5 основной части 1 могли бы быть изготовлены из двух различных пластиков. Пластик, в состав которого входит вольфрам, мог бы быть, к примеру, получен литьем для образования периферийного сегмента во время первой операции. Затем во время второй операции мог бы быть отлит пластик, в состав которого входят только волокна, для образования внутреннего участка ротора.
Обойма часов
Механический часовой механизм с магнитным спуском
Управляющий механизм с надёжно извлекаемым штоком
Модульный механический часовой механизм с функциональными модулями
Балансовая пружина часов
Способ синхронизации двух осцилляторов часов с одной зубчатой передачей
Механический часовой механизм с поворотным резонатором, являющийся изохронным и не чувствительным к расположению
Часовой колебательный механизм
Изохронный параксиальный часовой резонатор
Автономный регулирующий механизм часов
Обойма часов
Модульный механический часовой механизм с функциональными модулями

