Результат интеллектуальной деятельности: ПРОЕКТИРОВАНИЕ ДЕТАЛИ, ИЗГОТАВЛИВАЕМОЙ ИЗ ТРЕХМЕРНОГО ТКАНОГО КОМПОЗИТНОГО МАТЕРИАЛА
Вид РИД
Изобретение
Уровень техники
Настоящее изобретение относится к области деталей, изготавливаемых из трехмерного тканого композитного материала. Настоящее изобретение относится, в частности, к оценке толщины, придаваемой такой детали при проектировании этой детали.
В документе FR 2892339 описано изготовление композитной лопатки турбинного двигателя с использованием трехмерного тканого композитного материала. Основные этапы изготовления представляют собой следующие:
изготовляют пресс-форму, имеющую внутреннюю поверхность, которая соответствует внешней поверхности лопатки, которая должна быть изготовлена;
затем вкладывают трехмерную тканую заготовку в пресс-форму; и
в конечном итоге, впрыскивают смолу в пресс-форму и затем отверждают смолу.
Во время предшествующего этапа автоматизированного проектирования (CAD) множество слоев в заготовке и формы выходов слоев в заготовке, которая должна быть вложена в пресс-форму, определяют, в частности в зависимости от формы пресс-формы. Существуют алгоритмы для выполнения таких расчетов. В известных алгоритмах используются, в качестве входных данных, средний профиль, также называемый скелетным профилем, представляющим форму детали, которая должна быть изготовлена, в соотнесении с полем толщины, представляющим толщину детали. На основе формы пресс-формы, поэтому, необходимо определить средний профиль детали и соответствующее поле толщины.
С этой целью, в контексте изготовления детали, выполненной из двухмерного тканого композитного материала, в документе EP 2327538 предложено определять толщину лопатки путем проецирования точки ее внешней поверхности на плоскость, параллельную корню лопатки, в направлении, которое является нормальным к кривой, определенной взаимным пересечением между упомянутой выше плоскостью и средним профилем лопатки.
Однако поведение трехмерного тканого композитного материала отличается от поведения складок композитного материал двухмерного тканого материала, и было обнаружено, что оценка толщины, таким образом, является не соответствующей и может привести к вариациям содержания волокна и, таким образом, к получению детали, которая является не достаточно однородной.
В документе FR 2916529 описан оптический способ измерения контура детали. Такой документ не относится, никоим образом, к проектированию детали, изготавливаемой из трехмерного тканого композитного материала. В части этого документа описано определение контура детали, но при этом не упоминаются трехмерные тканые заготовки и не упомянуто никоим образом определение количества слоев или выходных положений для таких слоев.
Сущность изобретения
В настоящем изобретении предложен способ проектирования детали, изготавливаемой из трехмерного тканого композитного материала, способ проектирования, выполняемый с помощью компьютера, и содержащий:
этап получения данных формы, представляющих внешнюю поверхность детали;
для каждой точки из набора точек внешней поверхности, этап определения расстояния между упомянутой точкой и проекцией упомянутой точки на целевую поверхность, проекция расположена вдоль заданного направления проекции; и
этап определения структуры трехмерной тканой заготовки в зависимости от определенных расстояний.
Способ разработки, отличающийся тем, что он также содержит этап получения данных проекции, устанавливающих направление проекции в зависимости от положения точки на внешней поверхности детали, в котором направление проекции, которое используется для, по меньшей мере, некоторых из точек из набора точек, определяют во время этапа определения расстояния в зависимости от упомянутой проекции и в зависимости от положения упомянутой точки.
В зависимости от целевой поверхности, определенное расстояние может соответствовать толщине детали или половине толщины детали. Используя направление проекции, как определено данными проекции, например, в заданном файле, определенная толщина может представлять собой толщину, которую действительно можно наблюдать посредством столбца основы после формования заготовки в пресс-форме. Таким образом, в определенной структуре заготовки могут учитываться деформации, которым подвергается заготовка при ее формовании в пресс-форме. Это приводит к более равномерному содержанию волокна.
Данные проекции могут устанавливать направление проекции в зависимости от положения упомянутой точки вдоль оси высоты детали. В варианте данные проекции могут устанавливать направление проекции в зависимости от положения упомянутой точки вдоль оси высоты детали и в зависимости от положения вдоль оси ширины детали.
Целевая поверхность может представлять собой средний профиль детали.
В другом варианте осуществления внешняя поверхность детали имеет первую сторону и вторую сторону, противоположную первой стороне, упомянутый набор точек представляет собой набор точек первой стороны, и целевая поверхность представляет собой вторую сторону.
В другом варианте осуществления, для, по меньшей мере, некоторых из точек из набора точек, во время этапа определения расстояния, используемое направление проекции представляет собой направление, нормальное к целевой поверхности.
Этап определения структуры трехмерной тканой заготовки может содержать:
этап расчета целевой поверхности, уложенной плоско; и
этап определения количества слоев и выходных положений для слоев в зависимости от рассчитанной плоской поверхности, в зависимости от определенных расстояний, и в зависимости от целевых параметров тканья.
В качестве примера, целевые параметры тканья представляют собой целевое содержание волокна, целевое отношение основы/утка, заданное переплетение, целевой промежуток основы, целевой промежуток утка, целевую центровку и заданный размер прядей.
Изобретение также направлено на способ изготовления детали из трехмерного тканого композитного материала, способ, содержащий:
этап определения структуры трехмерной тканой заготовки, используя способ проектирования, в соответствии с изобретением; и
этап изготовления детали в зависимости от определенной структуры.
Способ изготовления может содержать:
этап изготовления прототипа упомянутой детали; и
этап сохранения упомянутых данных проекции в зависимости от деформаций, наблюдаемых в упомянутом прототипе.
Изобретение также направлено на компьютерную программу, включающую в себя инструкции для исполнения способа проектирования, в соответствии с изобретением, когда упомянутая программа исполняется компьютером.
В конечном итоге, изобретение также направлено на устройство для проектирования детали, изготавливаемой из трехмерного тканого композитного материала, устройство, содержащее:
средство для получения данных формы, представляющих внешнюю поверхность детали;
средства определения расстояния для определения, для каждой точки в наборе из точек на внешней поверхности, расстояния между указанной точкой и проекцией указанной точки на целевую поверхность, при этом проекция расположена вдоль заданного направления проекции; и
средство определения структуры для определения поверхности трехмерной тканой заготовки в зависимости от определенных расстояний;
устройство, отличающееся тем, что дополнительно содержит средства для получения данных проекции, устанавливающих направление проекции в зависимости от положения точки на внешней поверхности детали, в котором средства определения расстояния выполнены с возможностью использования, в качестве направления проекции, для, по меньшей мере, некоторых из точек набора, направления, которое определено в зависимости от упомянутых данных проекции и в зависимости от положения упомянутой точки.
Краткое описание чертежей
Другие характеристики и преимущества настоящего изобретения будут понятны из следующего описания, представленного со ссылкой на приложенные чертежи, на которых показаны варианты осуществления, не имеющие ограничительного характера. На чертежах:
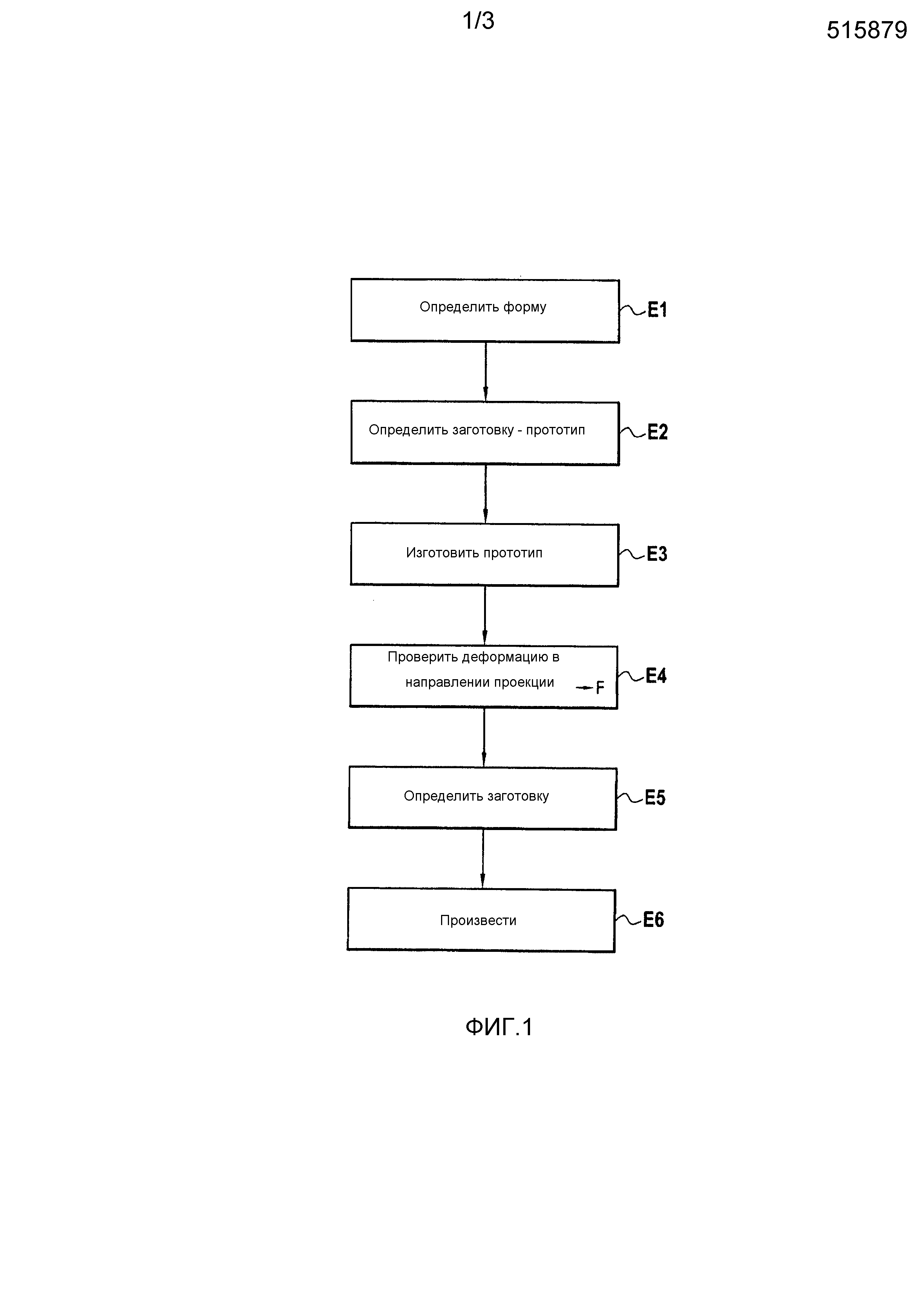
на фиг. 1 показаны основные этапы способа изготовления детали, изготавливаемой из трехмерного тканого композитного материала, в варианте осуществления изобретения;
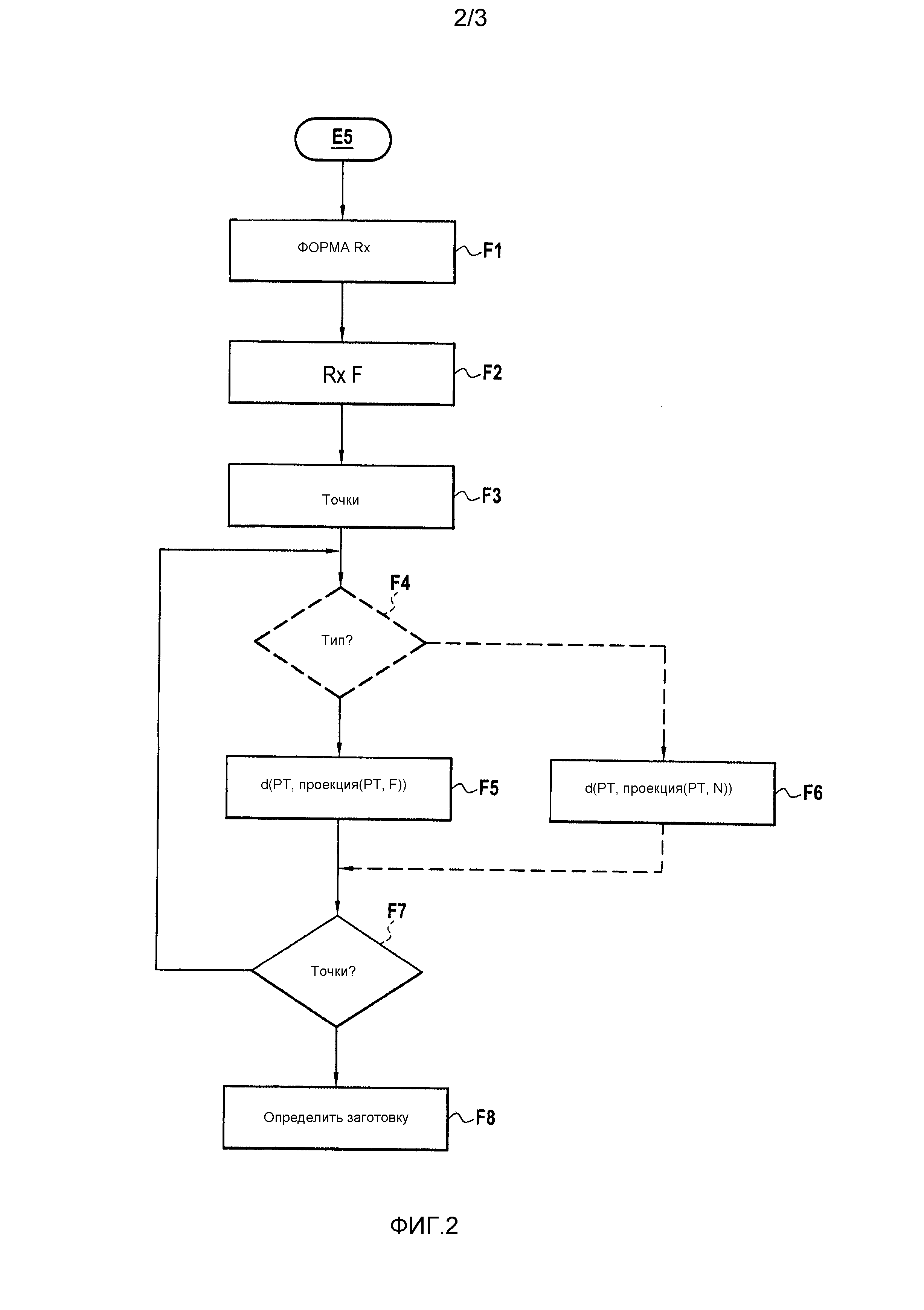
на фиг. 2 показаны основные этапы для этапа определения заготовки на фиг. 1;
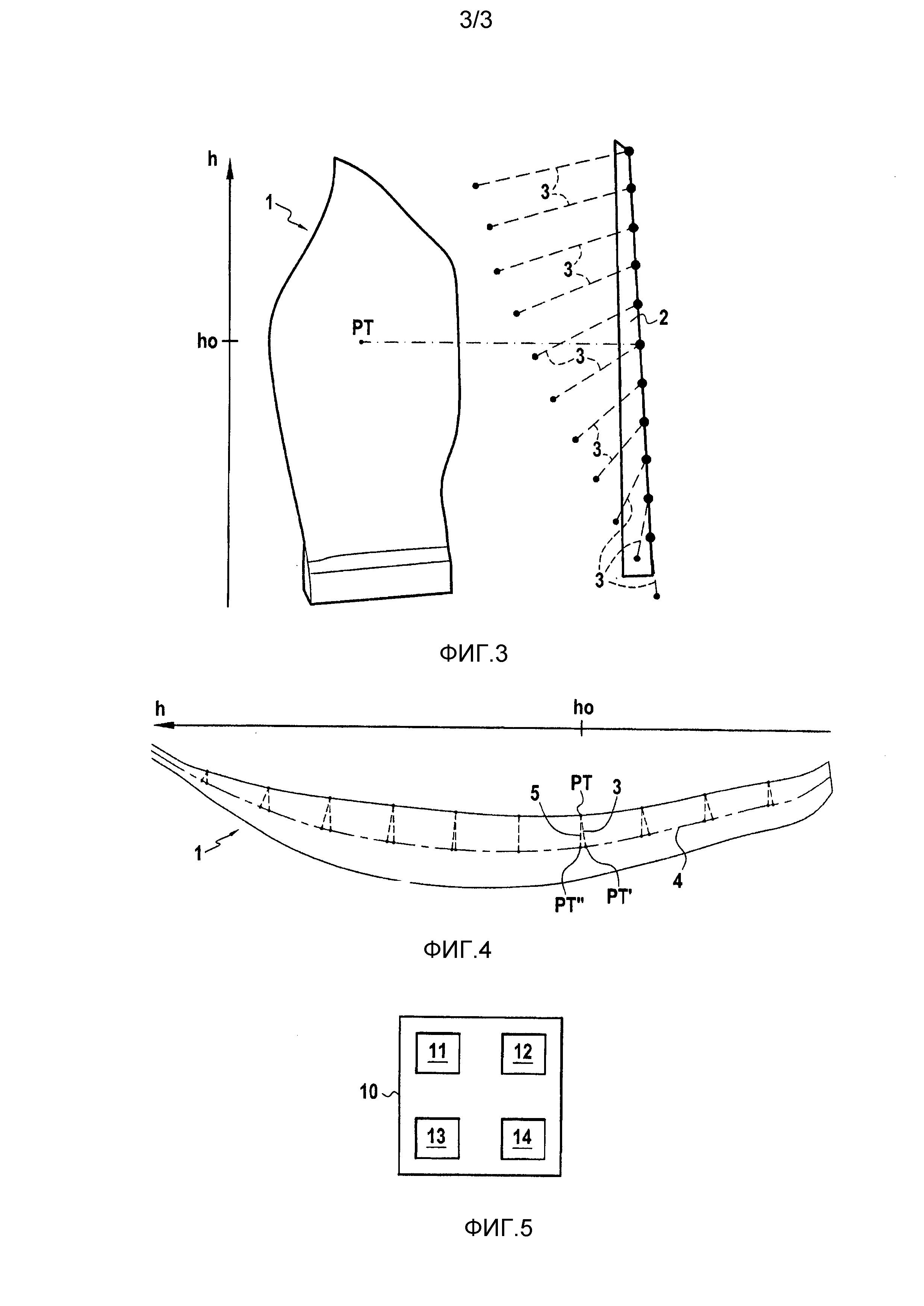
на фиг. 3 показан вид в перспективе лопатки, представляющий точку, проецируемую вдоль направления проекции, которое зависит от высоты;
на фиг. 4 показан вид сечения лопатки по фиг. 3, представляющий точку, проецируемую вдоль направления проекции, которое зависит от высоты, или вдоль нормального направления; и
на фиг. 5 показана архитектура аппаратных средств компьютера, обеспечивающего возможность выполнения этапов, показанных на фиг. 2.
Подробное описание изобретения
На фиг. 1 показаны основные этапы способа изготовления детали из трехмерного тканого композитного материала.
В представленном ниже описании, деталь представляет собой лопатку вентилятора для турбинного двигателя. Естественно, изобретение относится к любой другой детали, изготовляемой из трехмерного тканого композитного материала.
Способ начинается с этапа E1, во время которого определяют форму лопатки. Как правило, конструктор детали представляет форму внешней поверхности лопатки, используя программное обеспечение CAD. Форму внешней поверхности лопатки затем сохраняют в файле, называемом SHAPE.
После этого, на этапе E2, определяют структуру трехмерной тканой заготовки, которая соответствует форме по этапу E1. Специалисту в данной области техники известны способы и программное обеспечение, пригодные для определения структуры такой заготовки, и этот этап, поэтому, не описан подробно. В одном варианте осуществления этап E2 содержит, в частности, определение среднего профиля для детали и соответствующего поля толщины, и определение выходов слоев из заготовки в зависимости от основного профиля и в зависимости от определенного поля толщины. В документе EP 2327538, упомянутом во вводной части, приведен пример определения поля толщины, который можно использовать на этом этапе.
В качестве примера положения выходов слоев определяют следующим образом:
начиная со среднего профиля, выполняют расчет выравнивания. Поскольку средний профиль получают из трехмерной формы детали и поскольку выполняют тканье на плоской заготовке, то есть в 2D, необходимо определить плоскую форму, которая соответствует трехмерной форме;
после этого определенное поле толщины преобразуют в плоскую форму; и
количество слоев и положений выходов слоя определяют в зависимости от поля толщины на плоской форме, в зависимости от целевого содержания волокна и в зависимости от целевого отношения основы/утка.
Содержание волокна зависит от количества слоев, вида переплетения, промежутков основы, промежутков утка, центровки и размера прядей. Поскольку другие параметры являются фиксированными, остается отрегулировать количество слоев для получения требуемого содержания волокна.
Лопатку-прототип затем изготавливают на этапе E3, используя структуру заготовки, как определено на этапе E2. Как правило, этап E3 содержит этапы, на которых: изготавливают пресс-форму, соответствующую форме, полученной на этапе E1, выполняют трехмерное тканье заготовки, как определено на этапе E2, вкладывают заготовку в пресс-форму, выполняют впрыск смолы в пресс-форму, и отверждение смолы. Могут использоваться другие способы изготовления.
После этого, на этапе E4, наблюдают деформацию тканых волокон в лопатке прототипа по этапу E3. В качестве примера прототип может быть нарезан, или деформация волокон может наблюдаться с использованием томографии.
Авторы изобретения определили, что деформация ткани во время формирования изменяется в зависимости от высоты в пределах лопатки. Таким образом, в прототипе, толщина, определяемая столбцом основы, соответствует толщине, направление которой получается из такого переменного количества деформации, и при этом необязательно делать толщину равной толщине, которую учитывают при определении заготовки на этапе E2. Содержание волокна, таким образом, не является постоянным, и лопатка, таким образом, не является однородной, что является нежелательным.
Таким образом, на этапе E4, выбирают разные направления проекции для разных высот лопатки, в зависимости от наблюдаемых направлений деформации. Выбранные направления проекции сохраняют в файле F.
После этого, на этапе E5, структуру заготовки определяют для трехмерного тканого композитного материала в зависимости от формы этапа E1 и в зависимости от направления проекции, выбранного на этапе E4. Этап E5 соответствует способу проектирования детали в смысле изобретения, и подробно описан ниже со ссылкой на фиг. 2.
В конечном итоге, лопатку (или последовательность лопаток) изготовляют на этапе E6, используя структуру заготовки, как определено на этапе E5. Аналогично этапу E3, этап E6 обычно содержит трехмерное тканье заготовки, как определено на этапе E5, вкладывание заготовки в пресс-форму, впрыск смолы в пресс-форму, и отверждение смолы. Могут использоваться другие способы производства.
Со ссылкой на фиг. 2, будет более подробно представлено описание выполнения этапа E5.
На этапе F1 получают файл SHAPE, как упомянуто выше со ссылкой на этап E2. На этапе F2 получают файл F, как упомянуто выше со ссылкой на этап E4.
После этого, на этапе F3, выбирают набор точек на поверхности лопатки, например, точек, которые распределены с постоянным шагом.
На этапе F5 расстояние d определяют между точкой PT на этапе F3 и проекцию этой точки в заданном направлении на целевую поверхность.
В одном варианте осуществления целевая поверхность представляет собой средний профиль лопатки, также называемый скелетным профилем. Средний профиль может, например, быть определен, как поверхность, определенная центрами кругов, вписанных в объем лопатки, или точками, расположенными на полпути между двумя противоположными сторонами лопатки в заданном направлении.
В другом варианте осуществления точки этапа F3 выбирают на одной стороне лопатки, например, на ее стороне повышенного давления, и целевая поверхность представляет собой противоположную сторону, например, ее сторону пониженного давления.
Точку PT проецируют на этапе F5 в направлении проекции, установленном файлом F. Это показано более подробно на фиг. 3 и 4.
На фиг. 3 показана лопатка 1 в виде в перспективе, и также представлена поверхность 2. Поверхность 2 представляет собой графическую иллюстрацию содержания файла F. Таким образом, поверхность 2 можно рассматривать, как искривленную прямоугольную полоску, которая продолжается параллельно оси h высоты лопатки 1.
Для каждой высоты h, направление 3, нормальное к поверхности 2, представляет направление проекции, которое соответствует рассматриваемой высоте.
Таким образом, точку PT, расположенную на высоте h0, проецируют на этапе F5 вдоль соответствующего направления 3 проекции, установленного поверхностью 2.
На фиг. 4 показан вид в разрезе лопатки 1, представляющий средний профиль 4 лопатки 1. Точка PT на высоте h0, расположенной на стороне повышенного давления лопатки 1, проецируется на средний профиль 4 вдоль направления 3 проекции, установленного поверхностью 2. Проекция точки PT в этом направлении обозначена, как PT'.
Расстояние d между точками PT и PT' представляет половину толщины лопатки 1 в направлении 3.
В варианте осуществления, все точки, выбранные на этапе F3, проецируют, как поясняется выше.
В другом варианте осуществления, в соответствии с этапами, показанными пунктирными линиями на фиг. 2, некоторые точки проецируют, как пояснялось выше, в то время как другие точки проецируют в направлении, нормальном к целевой поверхности (среднему профилю 4 в примере на фиг. 4).
Таким образом, в данном варианте осуществления, после этапа F3 и перед этапом F5, на этапе F4 определяют, является ли точка PT точкой такого типа, которая должна быть спроецирована вдоль нормального направления или вдоль направления, установленного в файле F. В качестве примера, тип точки PT определяют в зависимости от данных, содержащихся в файле F. Например, файл F содержит не только определение поверхности 2, но также и список диапазонов высоты, и для каждого диапазона спецификацию типа точки.
В зависимости от типа точки, как определено на этапе F4, точку PT подвергают либо проекции, как описано выше на этапе F5, или нормальной проекции на этапе F6.
Нормальная проекция на этапе F6 показана на фиг. 4. Точку PT проецируют на средний профиль 4 в направлении 5, которое нормально среднему профилю 4. Проекция точки PT в направлении 5 обозначена, как PTʺ.
Расстояние d между точками PT и PTʺ составляет половину толщины лопатки 1 вдоль направления 5.
Этап F5 (или набор этапов F4, F5, F6) повторяют для всех точек этапа F3. Если на этапе F7 будет определено, что этап F5 (или набор этапов F4, F5, F6) был выполнен для всех точек этапа F3, тогда способ переходит на этап F8.
В конечном итоге, на этапе F8, структуру заготовки для трехмерного тканого композитного материала и в соответствии с формой, заданной в файле SHAPE, определяют, учитывая поле толщины, представленное определенными расстояниями d.
Этапы на фиг. 2 соответствуют способу проектирования лопатки 1, который выполняется компьютером. В таких обстоятельствах этапы на фиг. 2 соответствуют исполнению компьютерной программы. На фиг. 5 показана архитектура аппаратных средств компьютера 10, обеспечивающая возможность выполнения этапов на фиг. 2.
Компьютер 10 содержит процессор 11, энергонезависимое запоминающее устройство 12, энергозависимое запоминающее устройство 13 и интерфейс 14 пользователя. Процессор 10 служит для исполнения программ, сохраняемых в энергонезависимом запоминающем устройстве 12, при использовании энергозависимого запоминающего устройства 13. Интерфейс 14 пользователя позволяет пользователю вводить данные в компьютер 10, в частности, данные упомянутого выше файла SHAPE и файла F. Компьютерная программа, включающая в себя инструкции для исполнения этапов F1-F8, сохраняется в энергонезависимом запоминающем устройстве 12.
В описанном выше варианте осуществления файл F устанавливает направление проекции в зависимости от высоты h точки на поверхности детали. В варианте направление проекции также может изменяться в зависимости от положения ширины точки на детали. Таким образом, в общих чертах, файл F устанавливает направление проекции в зависимости от положения точки.
Способ ремонта лопатки из титана путем лазерной наплавки и умеренного hip прессования
Двигатель на основе эффекта холла с регулируемой температурой устройства нагрева катода
Лопасть со встроенным композитным лонжероном
Способ определения неисправности средств устранения обледенения зонда для измерения физического параметра
Сопло холодного потока турбореактивного двухконтурного двигателя с раздельными потоками, содержащее решетчатый реверсор тяги
Способ изготовления вставки удлиненной формы из композиционного материала с металлической матрицей
Система и способ измерения усталости для механических деталей летательного аппарата и способ технического обслуживания летательного аппарата
Способ и система для регулирования зазора на кромках лопаток ротора турбины
Узел для турбомашины летательного аппарата и турбомашина летательного аппарата
Способ получения мартенситной стали со смешанным упрочнением
Компрессор для двигателя, в частности, турбореактивного двигателя летательного аппарата, снабженный системой отбора воздуха
Способ ремонта лопатки из титана путем лазерной наплавки и умеренного hip прессования
Двигатель на основе эффекта холла с регулируемой температурой устройства нагрева катода
Лопасть со встроенным композитным лонжероном
Способ определения неисправности средств устранения обледенения зонда для измерения физического параметра
Сопло холодного потока турбореактивного двухконтурного двигателя с раздельными потоками, содержащее решетчатый реверсор тяги
Способ изготовления вставки удлиненной формы из композиционного материала с металлической матрицей
Система и способ измерения усталости для механических деталей летательного аппарата и способ технического обслуживания летательного аппарата
Способ и система для регулирования зазора на кромках лопаток ротора турбины
Узел для турбомашины летательного аппарата и турбомашина летательного аппарата

