Результат интеллектуальной деятельности: СПОСОБ ЭЛЕКТРОИСКРОВОГО НАНЕСЕНИЯ ПОКРЫТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
Вид РИД
Изобретение
Изобретение относится к области электрофизических методов обработки материалов, в частности к электроискровому легированию, и может быть использовано в машиностроительном и ремонтном производстве для получения износостойких покрытий на деталях узлов трения и неподвижных соединений.
Известен "Способ нанесения металлических покрытий" по SU 89933, класс: 49m, 48b, 10, заявл. 27.05.1943 322390, в котором нанесение покрытия на поверхность детали осуществляется ручным вибратором с вибрирующим электродом. В дальнейшем на основании этого способа был создан ряд устройств (SU 703282, 15.12.1979; RU 2245767 С1, 10.02.2005; RU 73257 U1, 20.05.2008) и способов (SU 1086623, 15.12.1983; RU 2140834 С1, 10.11.1989; RU 2279337 С2, 10.07.2006) для электроискрового нанесения покрытий.
Основным недостатком способа электроискрового нанесения покрытий с помощью ручного вибратора является неустойчивость и зависимость результатов от усилия, с которым оператор нажимает вибратором на обрабатываемую поверхность детали. "Стабильность процесса ручного легирования в значительной степени зависит от навыка оператора, так как установленный режим может быть легко нарушен неверным выбором давления легирующего электрода на деталь" (Типовые операции ЭЭО. Часть 8. http://metallicheckiy-portal.ru/articles/obrabotka/elektro-zionnaya/tipovoperacii/9)
Наиболее близким по технической сущности к предлагаемому изобретению и принятым за прототип является "Способ электроискрового легирования поверхностей токопроводящих материалов" по SU 250341, В23Р 1/08, опубл. 21.06.1973, при котором процесс ведут ручным вибратором с электродом, периодически контактирующим с поверхностью детали, и в момент контакта производят разряд, предварительно заряженного накопительного конденсатора, а амплитуду вибрации электрода регулируют в зависимости от значения технологического тока или напряжения на электродах.
Недостатком данного способа является его применение только с резистивно-емкостными (RC) генераторами (см. SU 250341, В23р 1/08, опубл. 21.06.1973), которые в настоящее время не применяются (см. Электроискровые технологии восстановления и упрочнения деталей машин и инструментов (теория и практика) / Ф.X. Бурумкулов [и др.]. - Саранск: Тип. «Крас. Окт.», 2003. - С. 321, 322). Способ не может быть осуществлен для применяемых в настоящее время транзисторно-тиристорных и тиристорно-тиристорных генераторов из-за различия процесса заряд-разряд накопительного конденсатора генераторов.
Наиболее близким к устройству, реализующему данный способ и принятому за прототип, является "Генератор импульсов тока для электроискрового легирования" по SU 563257, В23Р, опубл. 30.06.1977, содержащий накопительный конденсатор, один вывод которого соединен через зарядный тиристор и токоограничивающее сопротивление с положительной клеммой источника питания технологического тока и через разрядный тиристор с электродом, другой вывод соединен с отрицательной клеммой источника питания технологического тока и деталью, а также блок управления тиристорами и ручной вибратор.
К недостаткам устройства относится то, что устройство не обеспечивает стабилизацию разрядного тока при работе с ручным вибратором, что при восстановлении деталей приводит к появлению участков покрытия различной толщины, а при упрочнении - участков различной твердости.
Технической задачей изобретения является стабилизация разрядного тока при электроискровом нанесении покрытий на поверхность детали ручным вибратором и за счет этого улучшение качества покрытия и увеличение производительности процесса электроискрового нанесения покрытий.
Поставленная задача решена следующим образом: в способе электроискрового нанесения покрытий на поверхность детали вибрирующим электродом, включающий нанесение покрытия при периодическом контактировании электрода с поверхностью детали, в момент контакта которых производят разряд предварительно заряженного накопительного конденсатора, при этом в процессе нанесения покрытия осуществляют стабилизацию разрядного тока путем корректировки длительности контакта электрода с поверхностью детали, для чего сравнивают время текущего контакта с оптимальным временем контакта, равным времени полного разряда полностью заряженного накопительного конденсатора, и изменяют длительность контакта электрода с поверхностью детали путем приведения длительности времени текущего контакта к длительности оптимального времени контакта.
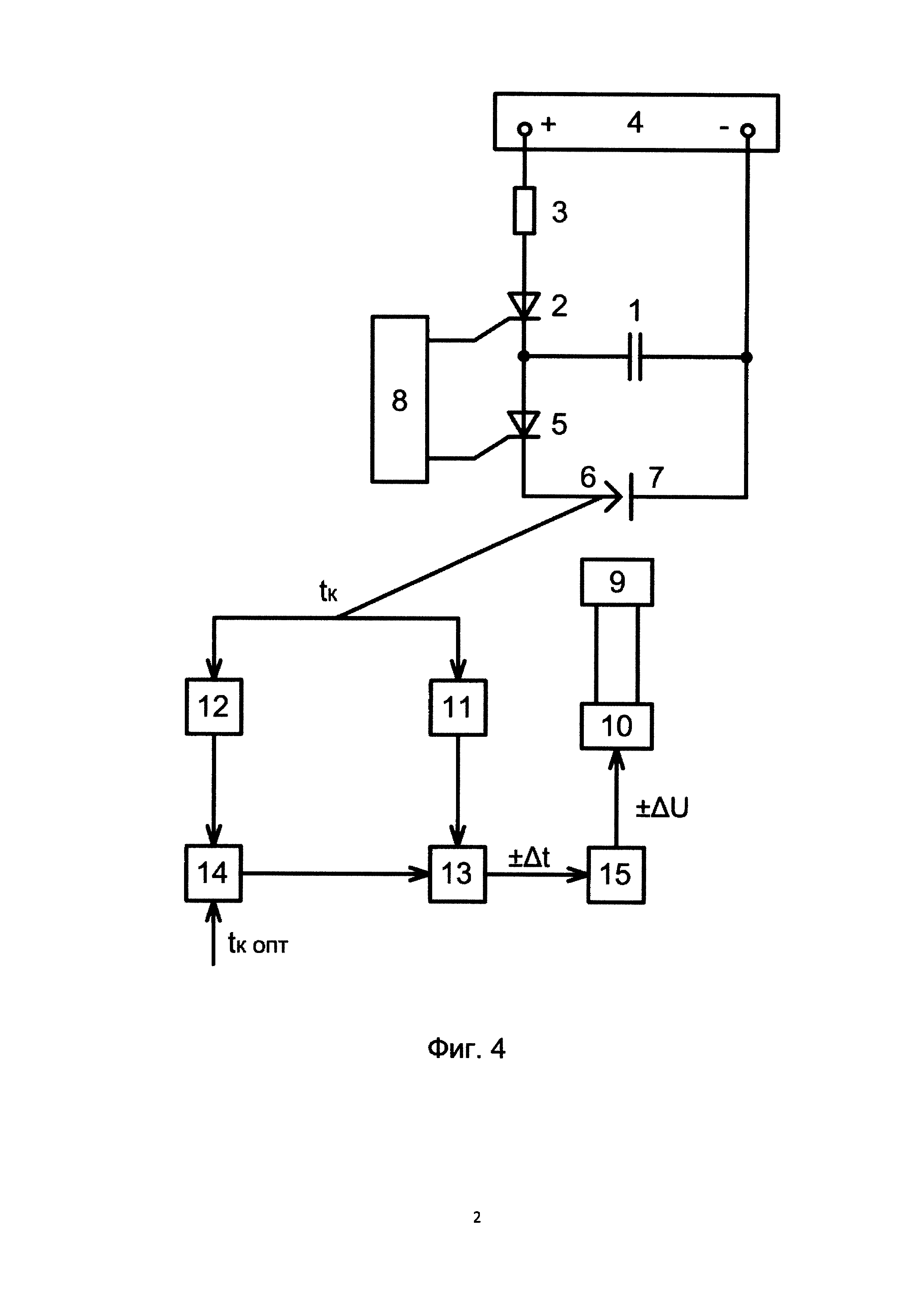
Устройство для электроискрового нанесения покрытия на поверхность детали вибрирующим электродом, содержащее накопительный конденсатор, один вывод которого соединен через зарядный тиристор и токоограничивающее сопротивление с положительной клеммой источника питания технологического тока и через разрядный тиристор с электродом, другой вывод соединен с отрицательной клеммой источника питания технологического тока и деталью, а также блок управления тиристорами и ручной электромагнитный вибратор, при этом оно содержит датчик контакта, дифференциатор, блок сравнения, задатчик и преобразователь время-напряжение, а катушка электромагнита вибратора подсоединена к импульсному генератору, выполненному с возможностью регулировки скважности, причем вход датчика контакта и дифференциатора соединены с электродом, выход датчика контакта соединен с одним из входов блока сравнения, а выход дифференциатора с входом включения задатчика, выход которого поступает на другой вход блока сравнения, выход блока сравнения соединен с входом преобразователя время-напряжение, а его выход подключен к входу управляемого импульсного генератора.
Изобретение поясняется чертежами.
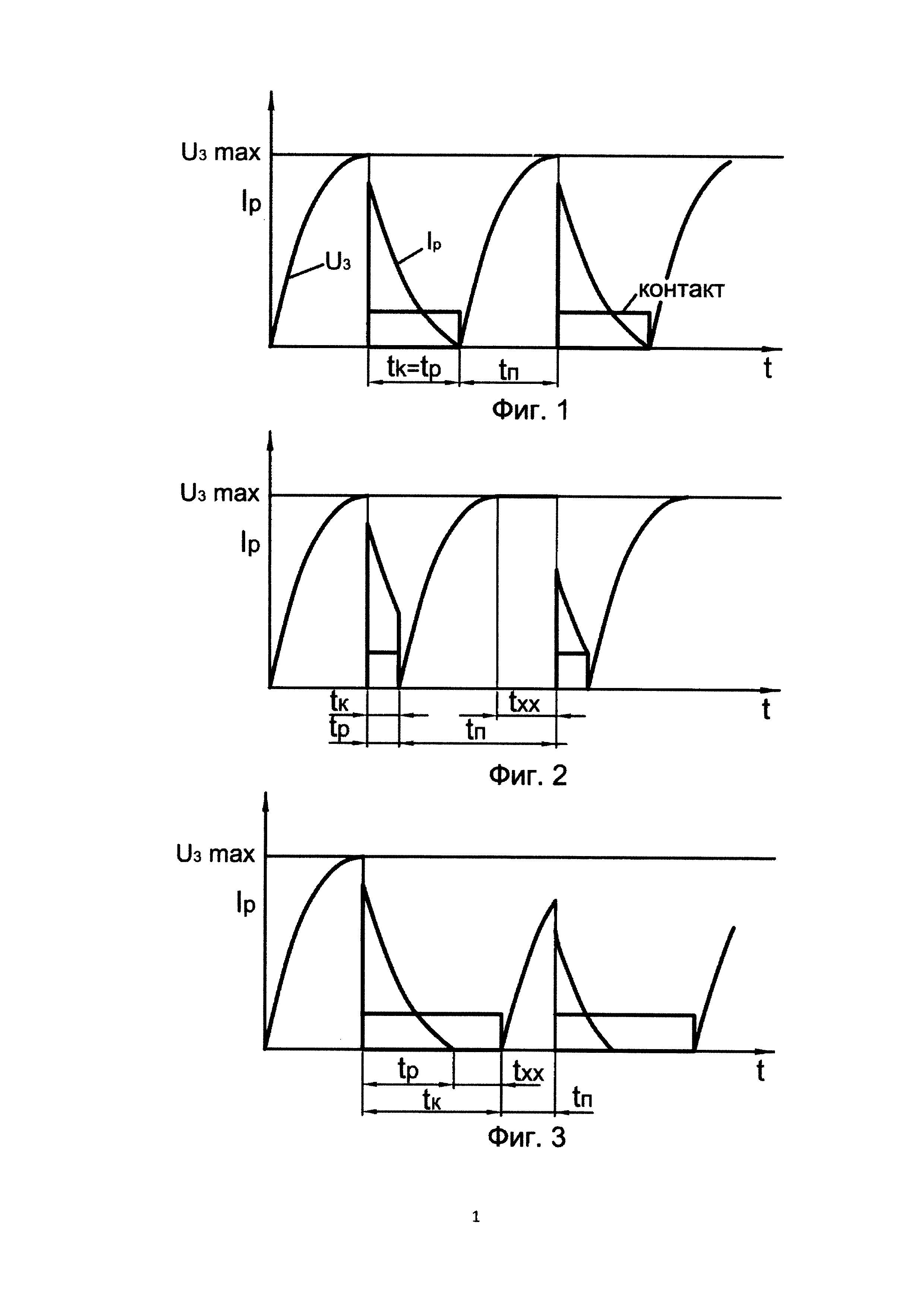
На Фиг. 1, Фиг. 2, Фиг. 3 представлены графики зависимости контакта электрода с поверхностью детали, а также графики разрядного тока и зарядного напряжения накопительного конденсатора от времени; на Фиг. 4 - структурная схема устройства. На Фиг. 1, Фиг. 2, Фиг. 3 введены следующие обозначения:
Iр - разрядный ток;
Uз - напряжение заряда накопительного конденсатора;
t - время процесса электроискрового нанесения покрытий;
tк - время контакта электрода поверхности детали;
tp - время разряда накопительного конденсатора;
tп - время паузы между контактами;
txx - время холостого хода.
Во время txx холостого хода не происходит ни заряд, ни разряд накопительного конденсатора. Время txx холостого хода снижает производительность процесса нанесения покрытия.
На фигурах 1, 2, 3 показан процесс электроискрового нанесения покрытий ручным вибратором на базе разобщенных (транзисторно-тиристорного, тиристорно-тиристорного) генераторов. У этих генераторов величина токоограничивающего сопротивления, для заданной частоты вибрации
электрода, выбирается такой, чтобы заряд конденсатора проходил за время паузы tп и заканчивался к концу паузы до начала следующего контакта (см. напряжение Uз). Во время контакта электрода с поверхностью детали заряд конденсатора не происходит.
На Фиг. 1 показаны графики процесса нанесения покрытия когда время разряда tp конденсатора равно времени контакта tк. В случае когда происходит полный заряд, а затем полный разряд конденсатора, время txx холостого хода отсутствует, что является оптимальным режимом электроискрового нанесения покрытий, а время контакта является оптимальным tк опт. При этом процесс нанесения покрытия проходит при максимальной производительности с образованием покрытия максимальной толщины.
На Фиг. 2 показаны графики процесса нанесения покрытия при слабом нажиме оператора на вибратор. Время контакта tк электрода с поверхностью детали сокращается и процесс разряда конденсатора прерывается при отходе электрода от поверхности, время паузы tп удлиняется, разрядный ток уменьшается, соответственно уменьшается и толщина нанесенного покрытия. В накопительном конденсаторе остается часть энергии и при наступлении паузы конденсатор быстро заряжается. Во время паузы tп возникает время холостого хода txx, время от полного заряда конденсатора до времени начала контакта, которое снижает производительность процесса.
На Фиг. 3 представлены графики при усиленном нажатии оператора на вибратор. Время контакта tк увеличивается, время паузы tп сокращается. При первом касании происходит разряд конденсатора, заряженного на полную величину напряжения. В дальнейшем, за время сокращенной паузы tп, происходит неполный заряд накопительного конденсатора и разрядный ток Iр уменьшается, что приводит к уменьшению толщины нанесенного покрытия. После окончания прохождения разрядного тока Iр до отрыва электрода от поверхности детали возникает время холостого хода txx, которое приводит к уменьшению производительности процесса нанесения покрытия.
Анализ приведенных графиков показывает, что величина разрядного тока, толщина покрытия и производительность процесса зависят от времени контакта электрода и поверхности детали. Для стабилизации разрядного тока при электроискровом нанесении покрытий ручным вибратором необходимо проведение коррекции сравнением времени касания tк электрода и поверхности детали с оптимальным временем касания tк опт, причем, если tк равно tк опт, то корректировка не требуется, если tк меньше чем tк опт, то необходимо увеличить время контакта tк, если tк больше чем tк опт, то надо уменьшить tк.
Устройство для реализации данного способа (Фиг. 4) содержит накопительный конденсатор 1, один вывод которого соединен через зарядный тиристор 2 и токоограничивающее сопротивление 3 с положительной клеммой источника 4 питания технологического тока, с другой стороны вывод соединен через разрядный тиристор 5 с обрабатывающим электродом 6. Другой вывод конденсатора 1 подключен к отрицательной клемме источника 4 и детали 7. Управление тиристорами 2 и 5 производится блоком 8. Катушка 9 электромагнита вибратора получает питание от импульсного генератора 10 с возможностью регулировки скважности. Входы датчика 11 контакта и дифференциатора 12 соединены с электродом 6. Выход датчика 11 соединен с одним из входов блока 13 сравнения, а выход дифференциатора 12 с входом включения задатчика 14, выход которого поступает на другой вход блока 13. Выход блока 13 соединен с входом преобразователя 15 время-напряжение, а его выход подключен к входу управления генератора 10.
Устройство работает следующим образом.
Предварительно, перед включением устройства в задатчик 14 вводится величина оптимального времени контакта, ранее определяемого для данного режима нанесения покрытия. При включении устройства блок 8 управления тиристорами открывает зарядный тиристор 2 и конденсатор 1 заряжается от источника 4 через токоограничивающее сопротивление 3. По окончании заряда конденсатора 1 тиристор 2 закрывается. На катушку 9 вибратора поступает импульс напряжения от генератора 10, электрод касается поверхности детали 7, по сигналу касания блок 8 открывает разрядный тиристор 5, и происходит разряд накопительного конденсатора 1 в промежуток торец электрода 6 - поверхность детали 7. Сигнал о касании электрода 6 детали 7 поступает на вход дифференциатора 12, который по переднему фронту сигнала формирует импульс, поступающий на вход включения задатчика 14, и включает его. С задатчика 14 ранее установленное оптимальное время контакта поступает на один из входов блока сравнения 13. На другой вход блока 13 сравнения через датчик 11 контакта поступает временная длительность текущего контакта электрода 6 с поверхностью детали 7. В блоке 13 происходит сравнивание двух поступивших величин времени. Если текущее значение времени контакта меньше оптимального времени контакта, то на выходе блока 13 возникает положительная разность времен (+Δt), а если больше, то отрицательная разность (-Δt). Временная разность поступает на вход преобразователя 15 и преобразуется в величину напряжения, пропорциональную величине поступившей длительности и полярности временной разности. При поступлении на управляющий вход генератора 10 положительное напряжение увеличивает длительность контакта электрод-деталь, а отрицательное уменьшает. За счет этого производится стабилизация разрядного тока. Цикл нанесения покрытий повторяется.
На базе установки для электроискрового легирования ЭЛИТРОН-22 АИИ3.299.184 ТУ (транзисторно-тиристорный генератор) было создано устройство для электроискрового нанесения покрытий, по предлагаемому изобретению, с целью определения эффективности предлагаемого способа. Эффективность предлагаемого изобретения определялась сравнением распределения толщины покрытия по поверхности образца и времени обработки 1 см2 поверхности детали при нанесении покрытия установкой ЭЛИТРОН-22 и предлагаемым устройством для электроискрового нанесения покрытий.
Технические характеристики установки ЭЛИТРОН-22:
- питание 220 В.
- потребляемая мощность 400 В⋅А.
- частота вибрации электрода 100 Гц.
- максимальный размах виброперемещений 0,3 мм.
- максимальное напряжение накопительных конденсаторов 90 В.
- максимальный рабочий ток 2,8 А.
- максимальная емкость накопительных конденсаторов 360 мкФ.
- максимальная производительность 5 см2/мин.
- максимальная толщина нанесенного слоя 0,12 мм.
- максимальная высота микронеровностей 60 мкм.
Устройство было выполнено согласно вышеприведенной структурной схеме (Фиг. 4). Питание катушки электромагнита вибратора осуществлялось от импульсного генератора с возможностью регулирования длительности выходного импульса (регулирование скважности), выполненного на таймере и компараторе напряжения (см. Генератор) импульсов с независимым регулированием частоты и скважности. http://www.radioradar.net/radiofan/radiofantechnology/pulse_generator_independentcontrol_frequency.html). Дифференциатор был выполнен на дискретных элементах по типовой схеме. Датчик контакта был создан на базе операционного усилителя по схеме, приведенной в SU 618235. В23Р 1/04, опубл. 05.08.1978, вырабатывающей постоянный сигнал при контакте электрода с поверхностью детали. В качестве задатчика был применен одновибратор на D-триггере с регулируемой длительностью выходного импульса (см. Самойленко А. Управляемый одновибратор / А. Самойленко // Радио. – 1999. - №5). Блок сравнения был собран на пороговом элементе сравнения аналогично схеме, приведенной в SU 649133, Н03К 5/20, опубл. 25.02.1979, а преобразователь время-напряжение был собран на сдвоенном компараторе, полупроводниковом ключе и операционном усилителе по схеме статьи Преобразователь время-напряжение: http://madelectronics.ru/gadget/302/4.26.
Нанесение покрытия было проведено на максимальном режиме установки ЭЛИТРОН-22. Материал электрода - Т15К6 ГОСТ 3882-74, сечением 4×4 мм. В качестве образца использовалась пластина из стали 45 ГОСТ 1050-88 размером 10×5×2 см. Для определения толщины покрытия прибором профилограф-профилометром, в узкой части образца на расстоянии 1.5 см обработка не проводилась.
В задатчик предлагаемого устройства была введена величина длительности оптимального контакта, соответствующая максимальному режиму установки ЭЛИТРОН-22 и равная 148 мксек.
Толщину покрытия и определение высоты микронеровности покрытия определяли профилограф-профилометром марки ПМ-7М. Обработку, как на установке ЭЛИТРОН-22, так и предлагаемом устройстве, проводил один и тот же оператор.
При измерении образца, обработанного на установке ЭЛИТРОН-22, выявилось, что только 43% покрытия имеют толщину, указанную в паспорте 0,12 мм. Отклонение от максимального значения 0,02-0,04 мм составило 41%, а 0,04-00,6 мм - 16%.
Измерение образца, обработанного устройством, показало, что толщина 0,12 мм составляет 92% покрытия, а 8% имеют отклонения 0,02-0,04 мм.
Время обработки 1 см2 образца на установке ЭЛИТРОН-22 составило 45 сек, а на предлагаемом устройстве 37 сек, то есть производительность обработки возросла в 1,2 раза.
Таким образом, заявленное техническое решение полностью выполняет поставленную задачу.
Заявляемое техническое решение не известно в Российской Федерации и за рубежом и отвечает требованиям критерия "новизна". Техническое решение может быть реализовано промышленным способом с использованием известных технических средств, технологий и материалов и отвечает требованиям критерия "промышленная применимость".
Применение предлагаемого способа и устройства для электроискрового нанесения покрытий позволяет увеличить равномерность толщины нанесенного слоя и повысить производительность процесса.
Способ и устройство для осциллирующей сушки зерна
Силовая установка транспортного средства
Выкапывающий орган машины для уборки корнеклубнеплодов и лука
Светодиодный фитооблучатель для выращивания томата
Наплавочный порошок на железной основе
Водоподъёмная ветроустановка
Способ досушки зерна
Способ досушки зерна и устройство для его осуществления
Способ ранней диагностики заболевания сельскохозяйственных животных на основе одежды из умной ткани
Биореактор для получения электрической энергии
Устройство и способ для охлаждения молока
Способ электроискрового нанесения покрытий и устройство для его осуществления
Способ определения деформаций, напряжений, усилий и действующих нагрузок в элементах эксплуатируемых металлических конструкций
Устройство для удаления припуска малой и неравномерной толщины цилиндрических поверхностей деталей
Способ измерения деформаций, напряжений и усилий в арматуре эксплуатируемых железобетонных конструкций
Устройство для ускоренных испытаний образцов на износостойкость
Устройство для упрочняющей обработки деталей пластической деформацией потоком рабочих тел

