Результат интеллектуальной деятельности: Комбинированный виброустойчивый инструмент
Вид РИД
Изобретение
Изобретение относится к области машиностроения, в частности к ремонту крупногабаритных деталей составов железнодорожного транспорта после наплавки изношенных поверхностей твердым сплавом, и может использоваться при черновой, получистовой и чистовой механической обработке различных заготовок, характеризующихся значительным разбросом снимаемого припуска как по величине, так и твердости
Известны режущие инструменты для обработки деталей расточными инструментами (см., например, АС СССР №532485, №539693, МКИ В23В 29/03), содержащие резцовую вставку с упругим резцедержателем или державкой, механизм деформирования державки и перемещаемый вдоль оси клин, взаимодействующий с элементом деформирования упругой державки. Недостатками этих инструментов являются ограниченные технологические возможности и низкая производительность процессов обработки при их использовании.
Известен также режущий инструмент (прототип), (см., например, патент РФ №2457926 C1), состоящий из корпуса с расположенными на нем режущими элементами, установленным подшипником качения, на котором находится направляющий демпфер колебаний, выполненный в виде фланца с разрезными упругими консольными пластинами, внутренняя поверхность которых заполнена демпфирующим материалом и закрыта крышкой, одетой на упругие пластины и стянутой с фланцем с помощью винтов. Недостатками прототипа являются узкие технологические возможности и низкая производительность процесса обработки при его использовании.
Технический эффект, который достигается от использования предлагаемого изобретения, - расширение технологических возможностей инструмента и повышение производительности процесса обработки.
Указанный технический эффект достигается тем, что инструмент выполнен в виде двух самостоятельных режущих модулей, каждый из которых предназначен для обработки отдельной поверхности заготовки, при этом модули отделены друг от друга демпфером колебаний. Нижний режущий модуль первым вступает в процесс резания, расположен перед демпфером колебаний, является съемным и в собранном инструменте своим верхним торцом образует зазор с торцом крышки демпфера колебаний, определяемый по формуле:

где Ро - осевая составляющая силы резания, действующая на одну режущую пластину; z - число режущих пластин в нижнем режущем модуле; k=2,0-2,5 - коэффициент запаса; Jk - контактная жесткость сопряжения «торец корпуса инструмента - верхний торец корпуса нижнего режущего модуля».
Радиальный зазор δ2 между отверстием, обработанным нижним модулем, и наружной цилиндрической поверхностью его корпуса выполнен меньше, чем толщина и ширина срезаемого слоя материала, и определяется неравенствами:
где a, b - соответственно толщина и ширина срезаемого слоя, образующегося при обработке заготовки нижним режущим модулем, Sо - значение скорости подачи инструмента на оборот; z - число режущих пластин в нижнем режущем модуле; t - глубина резания; ϕ - главный угол в плане.
Верхний режущий модуль расположен между демпфером колебаний и шпинделем станка, выполнен за одно целое с корпусом инструмента. Стружечные канавки инструмента отводят стружки от режущих пластин нижнего модуля в направлении, совпадающем с вектором скорости рабочей подачи, а стружки от режущих пластин верхнего модуля - в направлении, противоположном вектору скорости рабочей подачи.
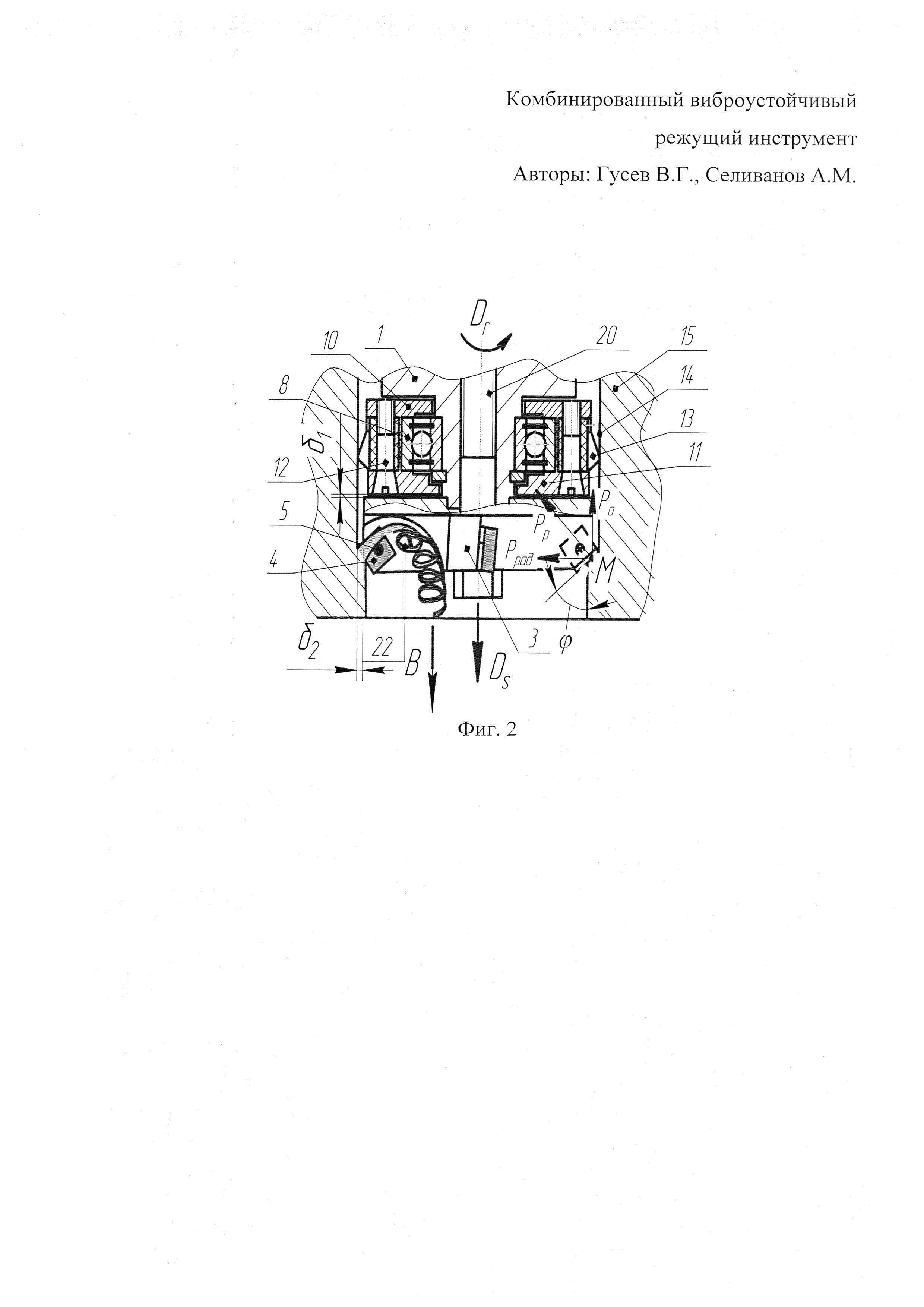
Сущность предлагаемого изобретения поясняется чертежами, где на фиг. 1 изображен комбинированный виброустойчивый режущий инструмент в сборе, находящийся в работе; на фиг. 2 - демпфер колебаний и нижний режущий модуль под действием силы резания.
Виброустойчивый режущий инструмент состоит из металлического корпуса 1 (фиг. 1), на котором расположены верхний 2 и нижний 3 режущие модули. В гнезда нижнего режущего модуля 3 вставлены круглые твердосплавные неперетачиваемые пластины 4, закрепленные винтами 5. В гнезда верхнего режущего модуля 2 установлены треугольные твердосплавные пластины 6, которые закреплены винтами 7. В гнезда режущих модулей инструмента можно вставлять твердосплавные пластины и другой формы, например четырехугольной, ромбической и пр.
На корпус 1 инструмента напрессован подшипник качения 8, внутреннее кольцо которого зафиксировано от осевого смещения стопорным кольцом 9. На наружном кольце подшипника качения 8 установлен и жестко закреплен направляющий демпфер, выполненный в виде фланца 10, крышки 11 и стягивающих винтов 12. Во фланце 10 выполнена расточка, при этом его периферийная часть разрезана по образующей с образованием консольных упругих пластин 13.
Наружная поверхность упругих пластин 13 выполнена криволинейной, диаметр наиболее удаленных от оси вращения точек криволинейного профиля пластин 13 (когда упругие пластины 13 еще на вошли в отверстие) больше диаметра обработанного отверстия 14 заготовки 15. Кольцевая полость (расточка) фланца 10 заполнена демпфирующим материалом 16 (например, резиной), в результате чего направляющий демпфер способен гасить как виброперемещения, так и виброскорость, возникающие в процессе механической обработки заготовки, характеризующейся стохастическим распределением снимаемого припуска после наплавки изношенного отверстия.
В собранном инструменте нижний режущий модуль 3 своим верхним торцом образует осевой зазор δ1 с крышкой 11 демпфера колебаний. Величина осевого зазора δ1 определяется по формуле:

где Ро - осевая составляющая силы резания, действующая на одну режущую пластину; z - число режущих пластин в нижнем режущем модуле; k=2,0-2,5 - коэффициент запаса; Jk - контактная жесткость сопряжения «торец корпуса инструмента - верхний торец корпуса нижнего режущего модуля».
В процессе работы инструмента на каждую режущую пластину 4 действует сила резания Рр, которая приложена в точке М и раскладывается на радиальную Ррад и осевую Ро составляющие (фиг. 2). Последние определяются по формулам:


где ϕ - главный угол в плане.
Радиальные составляющие силы резания, приложенные к режущим пластинам, компенсируют (уравновешивают) друг друга и не вызывают изгиб оси инструмента. Осевые составляющие силы резания, приложенные к режущим пластинам, действуют в одном направлении, складываются, в результате чего на инструмент действует суммарная осевая сила, определяемая по формуле:

Под действием силы ΣРо режущий модуль 3 деформируется (перемещается) в осевом направлении на величину

где Jk - контактная жесткость сопряжения «торец корпуса инструмента - верхний торец корпуса нижнего режущего модуля».
Происходит сближение корпуса инструмента (а следовательно, и неподвижной крышки 11) с корпусом нижнего режущего модуля на величину уо, что может привести к недопустимому контакту вращающегося режущего модуля с неподвижной крышкой 11 демпфера колебаний. Поэтому величина зазора δ1 ограничена формулой (1). Расчеты показывают, что наименьшее предельное значение зазора δ1min=0,15-0,20 мм. Верхнее предельное значение зазора δ1 большим по величине назначать не следует, так как это увеличивает длину инструмента, поэтому достаточно принять δmax=0,50 мм.
Радиальный зазор δ2 (фиг. 2) между обработанным отверстием 14 и наружной цилиндрической поверхностью корпуса нижнего режущего модуля 3 выполнен меньше толщины и ширины срезаемого слоя материала и определяется неравенствами:


где а, b - соответственно толщина и ширина срезаемого слоя, образующегося при обработке заготовки нижним режущим модулем, Sо - значение скорости подачи инструмента на оборот; τ - глубина резания.
Как отмечалось ранее, режущие модули 2 и 3 разделены демпфером, установленным на подшипнике качения, что исключает отвод стружки от режущих пластин 4 и 6 в одном направлении (фиг. 1), так как упругие пластины 13, находясь в контакте с заготовкой, перекрывают отверстие 14. Иными словами, режущие пластины 4 и 6 нельзя соединить общей стружечной канавкой, которая позволила бы отводить стружки от пластин 4 и 6 в одном направлении (из зоны резания вверх). Этому препятствует шариковый подшипник и направляющий демпфер.
По этой причине отвод стружки от верхнего и нижнего режущих модулей осуществляется в противоположных направлениях. В верхнем режущем модуле 2 стружка отводится в направлении стрелки А (фиг. 1), противоположном вектору DS скорости рабочей подачи, а отвод стружки 22 в нижнем режущем модуле 3 - по стрелке В в направлении вектора DS (фиг. 2). Стружка 22 от нижнего режущего модуля перемещается вниз через сквозное отверстие заготовки (например, отверстие в заготовке надрессорной балки).
При невыполнении неравенств (6) и (7) зазор δ2 больше толщины или ширины сходящей стружки 22, что приводит к проникновению стружки в зазор между корпусом нижнего режущего модуля 3 и обработанным отверстием 14, к засорению инструмента и повреждению обработанной поверхности, что недопустимо.
Как известно, толщина а и ширина b срезаемого слоя зависит от режима резания, а их минимальные значения характерны для окончательной обработки. Поэтому формулы (6) и (7) в общем случае следует применять для чистового режима резания. Однако, если известно, что обработка отверстий будет проводиться инструментом лишь при черновых режимах (например, отверстий надрессорных балок), когда снятие наплавленного неравномерного припуска осуществляется за один проход, то зазор δ2 можно увеличить в соответствии с расчетными значениями, полученными по формулам (6) и (7).
Для установки инструмента на станке посадочную ступень 17 вставляют в отверстие 18 шпинделя 19 и закрепляют инструмент болтом 20. Последний проходит через центральное отверстие корпуса 1 инструмента.
Комбинированный виброустойчивый режущий инструмент работает следующим образом. Включают главное вращательное движение шпинделя с инструментом в направлении стрелки Dr и рабочую подачу в направлении стрелки DS, при этом режущий модуль 3 начинает обрабатывать отверстие 14 заготовки 15. По мере перемещения инструмента вниз в контакт с обработанным участком отверстия 14 вступают упругие пластины 13. В конце обработки отверстия 14 в работу вступает режущий модуль 2, который треугольными твердосплавными пластинами 6 подрезает торец бурта 21 заготовки 15. На фиг. 1 обрабатываемые поверхности изображены утолщенными линиями.
Режущий модуль 3 вращается на рабочей частоте, а направляющий демпфер контактирует упругими пластинами 13 с неподвижным отверстием 14 заготовки и не вращается, поэтому во избежание их контакта в процессе обработки режущий модуль 3 установлен с осевым зазором δ1 с крышкой 11 демпфера (фиг. 2). Поскольку максимальный диаметр упругих пластин 13 больше диаметра обработанного отверстия 14, то при входе в отверстие упругие пластины 13 сближаются в радиальном направлении, при этом деформируются не только пластины 13, но и материал 16, которым заполнена расточка фланца 10.
В результате создается натяг между направляющим демпфером (следовательно, инструментом) и заготовкой, их взаимное силовое действие, а следовательно, направление инструмента заготовкой при его движении по стрелке DS. В результате этого инструмент получает вторую внешнюю опору. Первая опора инструмента создается шпинделем 19 станка, в котором он закреплен, а вторая - самой заготовкой 15 и демпфером, что приводит к значительному увеличению жесткости режущего инструмента и позволяет назначать более высокие режимы резания, приводящие к повышению производительности обработки.
Существенное повышение жесткости технологической системы приводит к снижению уровня вибрации в процессе резания, которая к тому же дополнительно гасится направляющим демпфером. На выходе из зоны резания твердосплавных пластин 4 нижнего режущего модуля 3, когда остается обработать отверстие на участке длиной 3-4 мм, в работу вступает режущий модуль 2 (фиг. 1), треугольные твердосплавные пластины которого подрезают торец бурта заготовки.
У прототипа нет возможности обработки нескольких поверхностей при одновременном демпфировании колебаний в процессе резания, поэтому проводится последовательная обработка сначала отверстия, затем происходит смена инструмента и выполняется подрезание торца бурта. Необходимость смены режущих инструментов приводит к увеличению вспомогательного времени на выполнение технологической операции, в результате чего простаивает металлорежущее оборудование и уменьшается производительность обработки. При использовании предложенного инструмента устраняется вспомогательное время на смену инструмента, производительность обработки при этом увеличивается.
Возможность параллельной обработки отверстия и торца бурта при обеспечении демпфирования колебаний свидетельствует о более широких технологических возможностях инструмента.
Таким образом, применение предлагаемого комбинированного виброустойчивого режущего инструмента позволяет по сравнению с прототипом расширить технологические возможности инструмента и повысить производительность процесса обработки.
Способ комплексирования цифровых многоспектральных изображений земной поверхности
Цифровой измеритель амплитудно-частотных характеристик
Состав для получения покрытий
Способ формирования микроструктурированного слоя нитрида титана
Сырьевая смесь для получения газобетона
Стенд лазерной закалки опорной поверхности игл вращения высокоскоростных центрифуг
Способ скоростного сверления и устройство для его осуществления
Способ получения термостабильного нанокомпозитного полиэтилентерефталатного волокна
Устройство прецизионного механического позиционирования
Автономная система пожарной сигнализации
Способ дискретизации абразивного инструмента
Способ комплексирования цифровых многоспектральных изображений земной поверхности
Цифровой измеритель амплитудно-частотных характеристик
Состав для получения покрытий
Способ формирования микроструктурированного слоя нитрида титана
Сырьевая смесь для получения газобетона
Стенд лазерной закалки опорной поверхности игл вращения высокоскоростных центрифуг
Способ скоростного сверления и устройство для его осуществления
Способ получения термостабильного нанокомпозитного полиэтилентерефталатного волокна
Устройство прецизионного механического позиционирования

