Результат интеллектуальной деятельности: СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ЛОПАТКИ И ЛОПАТОЧНЫЙ ЭЛЕМЕНТ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к способу чистовой обработки поверхности лопатки, предусматривающему чистовую обработку на соответствующей области поверхности лопатки обрабатываемой детали с черновой обработкой, и ее чистовой обработки до поверхности лопатки лопаточного элемента.
УРОВЕНЬ ТЕХНИКИ
Обычно лопаточные элементы, используемые для компрессора или колеса газовой турбины, могут быть классифицированы как единичная лопатка и как лопаточного элемента колеса с лопатками, выполненного за одно целое с лопатками (блиск). Дополнительно, лопаточный элемент и поверхность лопатки детали элемента колеса с лопатками как лопаточные элементы обычно подвергаются чистовой обработке, как указано ниже, посредством чистовой обработки на соответствующей области поверхности лопатки детали с черновой обработкой.
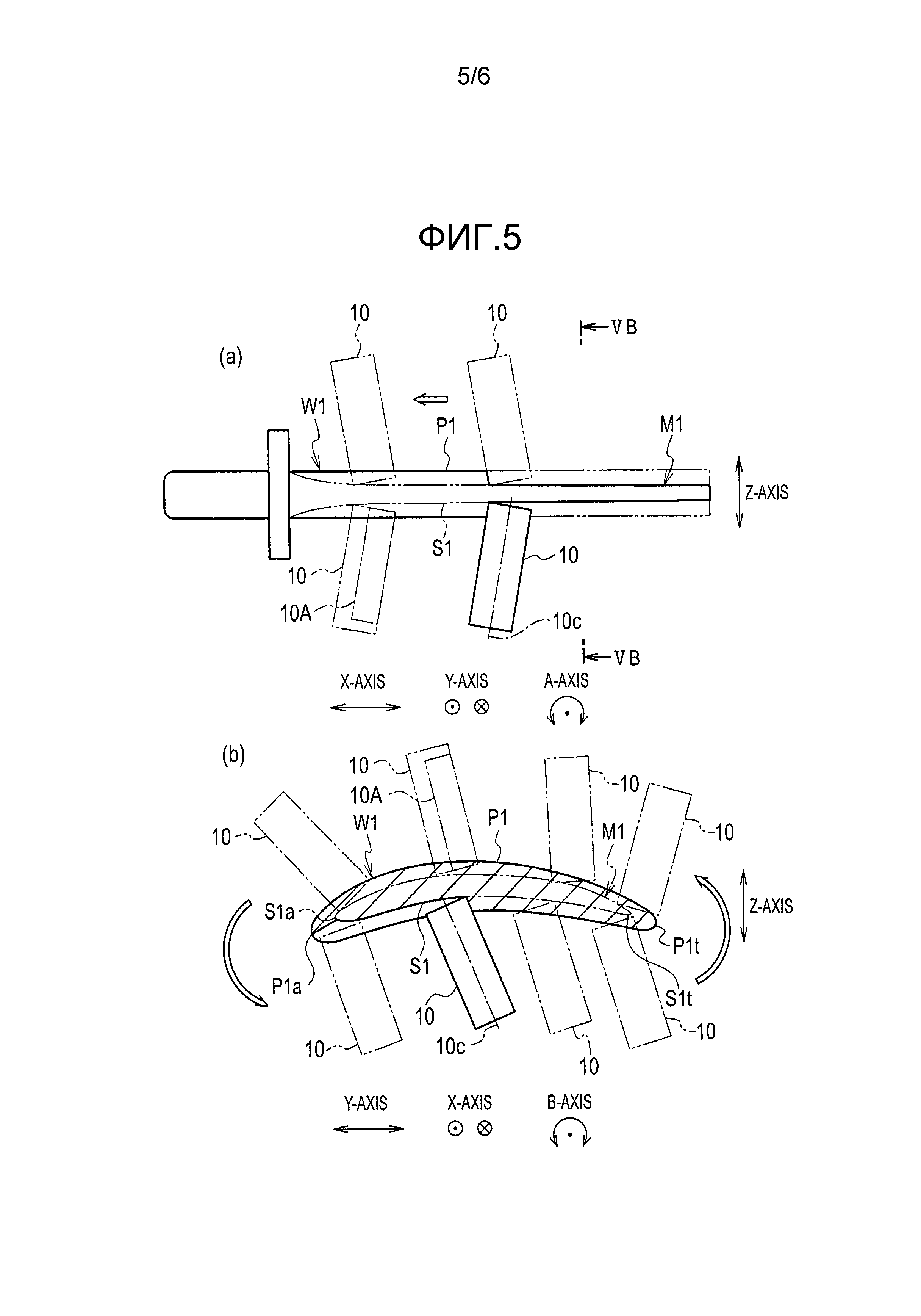
Как показано на фиг. 5(а) и 5(b), концевую фрезу 10 для чистовой обработки подают посредством подачи в ее осевом направлении, а также подают и перемещают относительно обрабатываемой детали W1 вдоль наружного периферийного направления соответствующей области Р1 поверхности лопатки обрабатываемой детали W1 при одновременном вращении ее вокруг осевого центра 10с в положении, при котором режущая кромка концевой фрезы 10 для чистовой обработки выполнена с возможностью быть обращенной к соответствующей области Р1 поверхности лопатки, обрабатываемой детали W1. В результате, чистовую обработку применяют на соответствующей области Р1 поверхности лопатки обрабатываемой детали W1, посредством буртика режущей кромки концевой фрезы 10 для чистовой обработки. Дополнительно, чистовую обработку применяют на соответствующей области Р1 поверхности лопатки обрабатываемой детали W1 повторное множество раз посредством буртика режущей кромки концевой фрезы 10 для чистовой обработки при одновременной шаговой подаче к концевой фрезе 10 для чистовой обработки в направлении вдоль профиля (продольное направление) соответствующей области Р1 поверхности лопатки, обрабатываемой детали W1. В результате этого может быть проведена чистовая обработка соответствующей области Р1 поверхности лопатки обрабатываемой детали W1 до поверхности S1 лопатки лопаточного элемента М1 как лопатки.
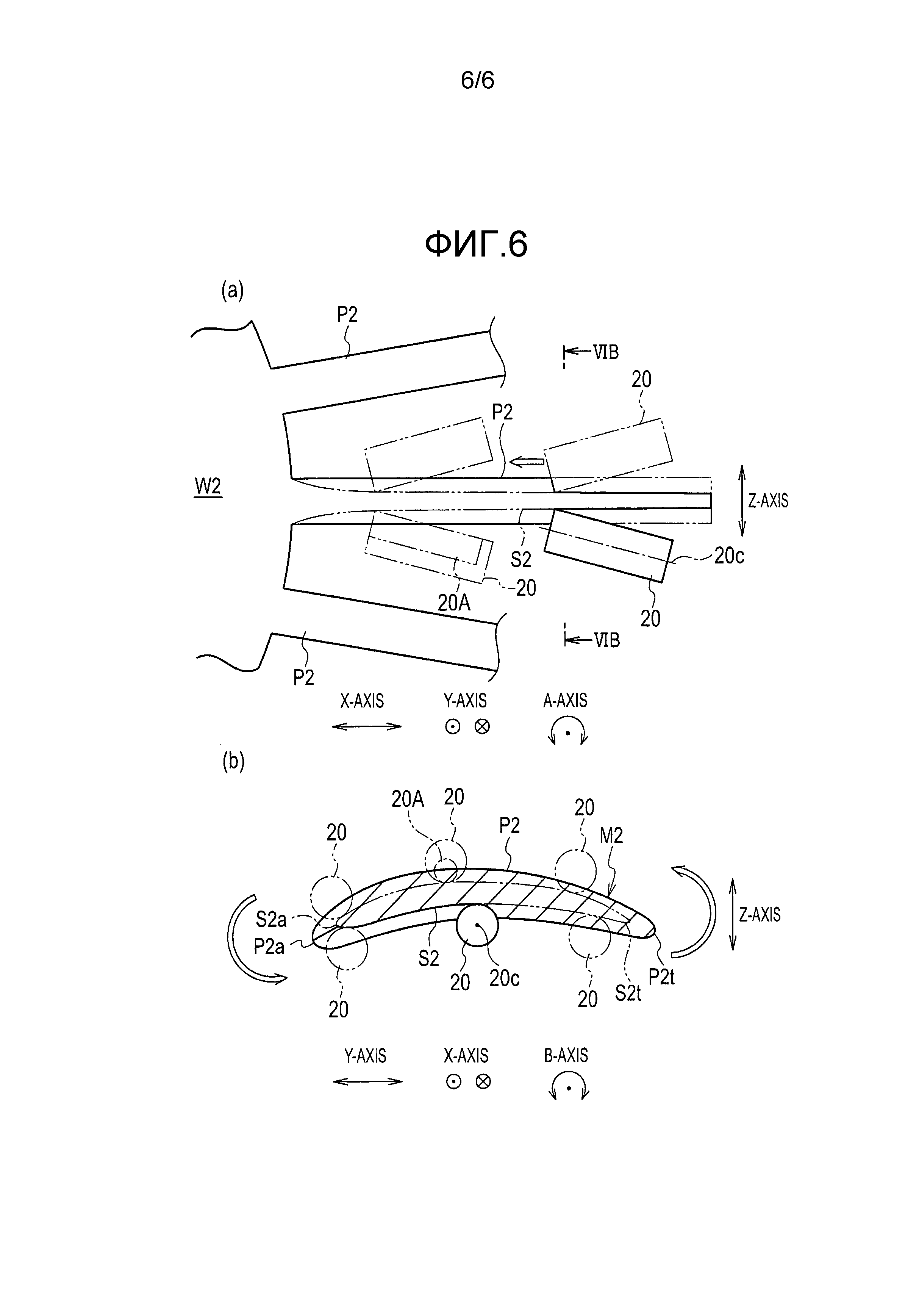
Подобным образом, как показано на фиг. 6(а) и 6(b), концевую фрезу 20 для чистовой обработки подают в радиальном направлении, и подают и перемещают относительно обрабатываемой детали W2 вдоль наружного периферийного направления соответствующей области Р2 поверхности лопатки обрабатываемой детали W2 при одновременном вращении ее вокруг осевого центра 20с в положение, при котором режущая кромка концевой фрезы 20 для чистовой обработки направлена в сторону основания соответствующей области Р2 поверхности лопатки обрабатываемой детали W2. В результате, чистовую обработку применяют на соответствующей области Р2 поверхности лопатки обрабатываемой детали W2, посредством буртика режущей кромки концевой фрезы 20 для чистовой обработки. Дополнительно, чистовую обработку применяют повторное множество раз на наружном периферийном участке соответствующей области Р2 поверхности лопатки обрабатываемой детали W2, посредством буртика режущей кромки концевой фрезы 20 для чистовой обработки при одновременной подаче к концевой фрезе 20 для чистовой обработки по направлению профиля соответствующей области Р2 поверхности лопатки обрабатываемой детали W2. В результате этого соответствующая области Р2 поверхность лопатки обрабатываемой детали W2 может быть начисто обработана до поверхности S2 лопатки лопаточного элемента М2 колеса с лопатками в качестве лопатки.
В выложенной заявке на патент JP2000233310 и патентном документе JP4183058 описаны технологии, связанные с настоящим изобретением.
ПЕРЕЧЕНЬ ССЫЛОК
ПАЕНТНАЯ ЛИТЕРАТУРА
Патентная литература 1: выложенная заявка на патент JP2000233310 (МПК B23C 3/18; B23P 15/02, опубл. 29.08.2000).
Патентная литература 2: патентный документ JP4183058 (МПК B23C 3/18, опубл. 10.06.2003).
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ЗАДАЧА
Кроме того, в последние годы была сделана попытка увеличить скорость резания концевой фрезы, одновременно подавляя возникновение чрезмерного повышения температуры концевой фрезы, уменьшая длину контакта между обрабатываемой деталью и концевой фрезой посредством уменьшенного диаметра концевой фрезы, то есть попытка применить технологию высокоскоростного резания. Между тем при применении технологии высокоскоростного резания к чистовой обработке поверхности S1(S2) лопаточного элемента М1 (М2) для повышения производительности, увеличивается относительная скорость движения подачи концевой фрезы 10А (20А) для чистовой обработки вместе с увеличением скорости резания концевой фрезы 10А (20А) для чистовой обработки, имеющей маленький диаметр, при этом относительная скорость концевой фрезы 10А (20А) для чистовой обработки становится меньше за счет уменьшения скорости для изменения направления рядом с передней кромкой Р1а (Р2а) или задней кромкой P1t (P2t) соответствующей области Р1 (Р2) поверхности лопатки обрабатываемой детали W1(W2), вызывая тем самым уменьшение относительной величины подачи на режущую кромку концевой фрезы 10А (20А) для чистовой обработки. Вследствие этого в концевой фрезе 10А (20А) для чистовой обработки легко вырабатывается большое количество тепла, вызванного трением, что обусловлено скольжением между концевой фрезой 10А (20А) для чистовой обработки и обрабатываемой деталью W1(W2), что вызывает ухудшение срока службы концевой фрезы 10А (20А) для чистовой обработки. То есть, существует проблема в том, что трудно продлить срок службы концевой фрезы 10А (20А) для чистовой обработки, одновременно повышая производительность чистовой обработки поверхности S1(S2)лопатки лопаточного элемента M1(M2).
Следовательно, целью настоящего изобретения является обеспечение способа чистовой обработки поверхности лопатки, который может решить вышеуказанную проблему.
РЕШЕНИЕ ЗАДАЧИ
Первый аспект настоящего изобретения представляет собой способ чистовой обработки поверхности лопатки, предусматривающий чистовую обработку на соответствующей области поверхности лопатки обрабатываемой детали и ее чистовую обработку до поверхности лопатки лопаточного элемента, включающий: первый этап чистовой обработки, предусматривающий чистовую обработку на передней кромке и задней кромке соответствующей области поверхности лопатки обрабатываемой детали, и чистовую обработку передней кромки и задней кромки соответствующей области поверхности лопатки обрабатываемой детали до передней кромки и задней кромки поверхности лопатки лопаточного элемента посредством подачи к концевой фрезе для чистовой обработки, и подачи и перемещения концевой фрезы относительно обрабатываемой детали вдоль передней кромки и задней кромки соответствующей области поверхности лопатки обрабатываемой детали при одновременном вращении концевой фрезы для чистовой обработки вокруг ее осевого центра; второй этап чистовой обработки, предусматривающий чистовую обработку только одного из участка корыта и участка спинки соответствующей области поверхности лопатки обрабатываемой детали и уменьшение скорости концевой фрезы для чистовой обработки после перемещения концевой фрезы для чистовой обработки от соответствующей области поверхности лопатки обрабатываемой детали посредством подачи к концевой фрезе для чистовой обработки, подведением концевой фрезы для чистовой обработки к обрабатываемой детали после увеличения скорости концевой фрезы для чистовой обработки, и подачи и перемещения концевой фрезы для чистовой обработки относительно обрабатываемой детали вдоль одного из участка корыта и участка спинки со стороны передней кромки или со стороны задней кромки соответствующей области поверхности лопатки обрабатываемой детали при одновременном вращении концевой фрезы для чистовой обработки вокруг ее осевого центра; третий этап чистовой обработки, предусматривающий чистовую обработку только на другом из участка корыта и участка спинки соответствующей области поверхности лопатки обрабатываемой детали и уменьшение скорости концевой фрезы для чистовой обработки после перемещения концевой фрезы для чистовой обработки от соответствующей области поверхности лопатки обрабатываемой детали посредством подачи к концевой фрезе для чистовой обработки, подведение концевой фрезы для чистовой обработки к обрабатываемой детали после увеличения скорости концевой фрезы для чистовой обработки, и подачи и перемещения концевой фрезы для чистовой обработки относительно обрабатываемой детали вдоль другого из участка корыта и участка спинки со стороны задней кромки или со стороны передней кромки соответствующей области поверхности лопатки обрабатываемой детали при одновременном вращении концевой фрезы для чистовой обработки вокруг ее осевого центра после окончания второго этапа чистовой обработки; и четвертый этап чистовой обработки, предусматривающий чистовую обработку участка корыта и участка спинки соответствующей области поверхности лопатки обрабатываемой детали до участка корыта и участка спинки поверхности лопатки лопаточного элемента, посредством поочередного повторения второго этапа чистовой обработки и третьего этапа чистовой обработки при одновременной подаче к концевой фрезе для чистовой обработки в направлении профиля соответствующей области поверхности лопатки обрабатываемой детали, после окончания третьего этапа чистовой обработки.
Необходимо отметить, что направление профиля соответствующей области поверхности лопатки обрабатываемой детали означает направление от конца до основания соответствующей области поверхности лопатки обрабатываемой детали.
Второй аспект настоящего изобретения представляет собой лопаточный элемент, содержащий поверхность лопатки, обработанную начисто посредством вышеописанного способа чистовой обработки поверхности лопатки.
ПОЛЕЗНЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
Согласно настоящему изобретению, даже если относительная скорость движения подачи концевой фрезы для чистовой обработки становится выше вместе с увеличением скорости резания концевой фрезы для чистовой обработки, может быть замедлено снижение относительной величины подачи на режущую кромку концевой фрезы для чистовой обработки рядом с передней кромкой или задней кромкой соответствующей области поверхности лопатки обрабатываемой детали. Вследствие этого может быть снижена выработка большого количества вызванного трением тепла между концевой фрезой для чистовой обработки и обрабатываемой деталью, чтобы за счет этого продлить срок службы концевой фрезы для чистовой обработки, одновременно улучшая производительность чистовой обработки поверхности лопатки лопаточного элемента.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
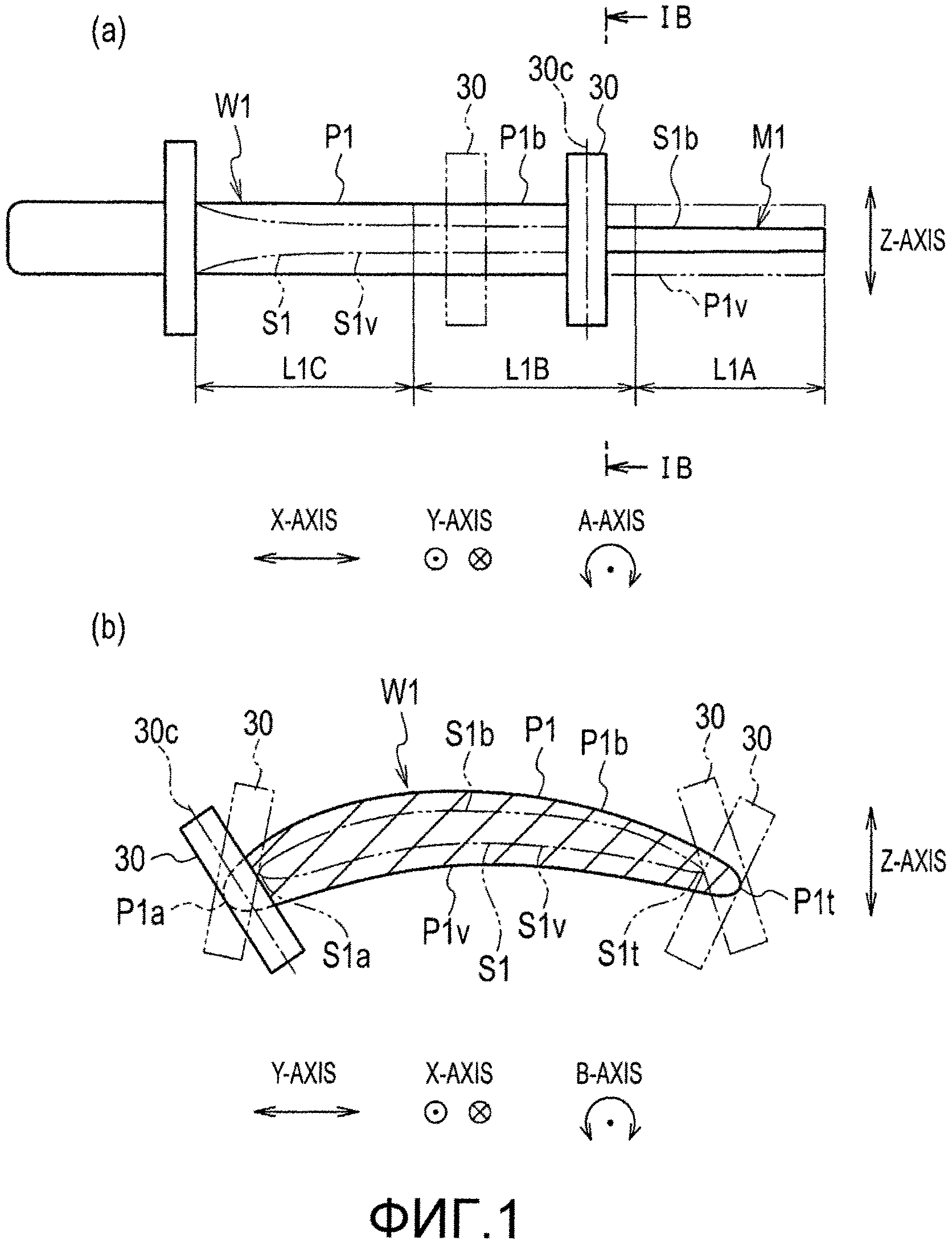
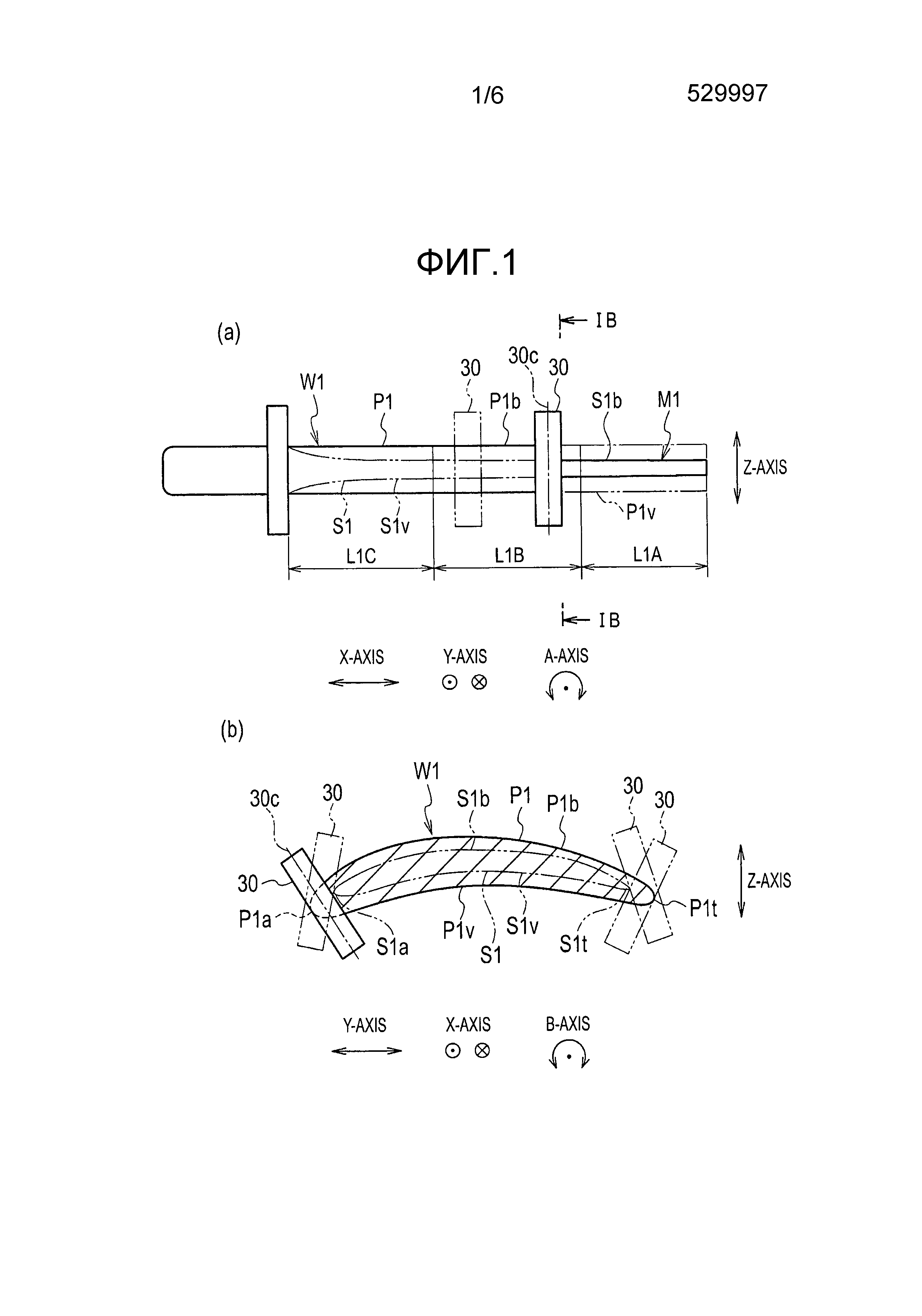
Фиг. 1а представляет собой схематичный вид, иллюстрирующий первый этап чистовой обработки способа чистовой обработки поверхности лопатки согласно первому варианту осуществления настоящего изобретения, на котором показана чистовая обработка на передней кромке и задней кромке соответствующей области поверхности лопатки. Фиг. 1(b) представляет собой вид вдоль линии IB-IB на фиг. 1(а).
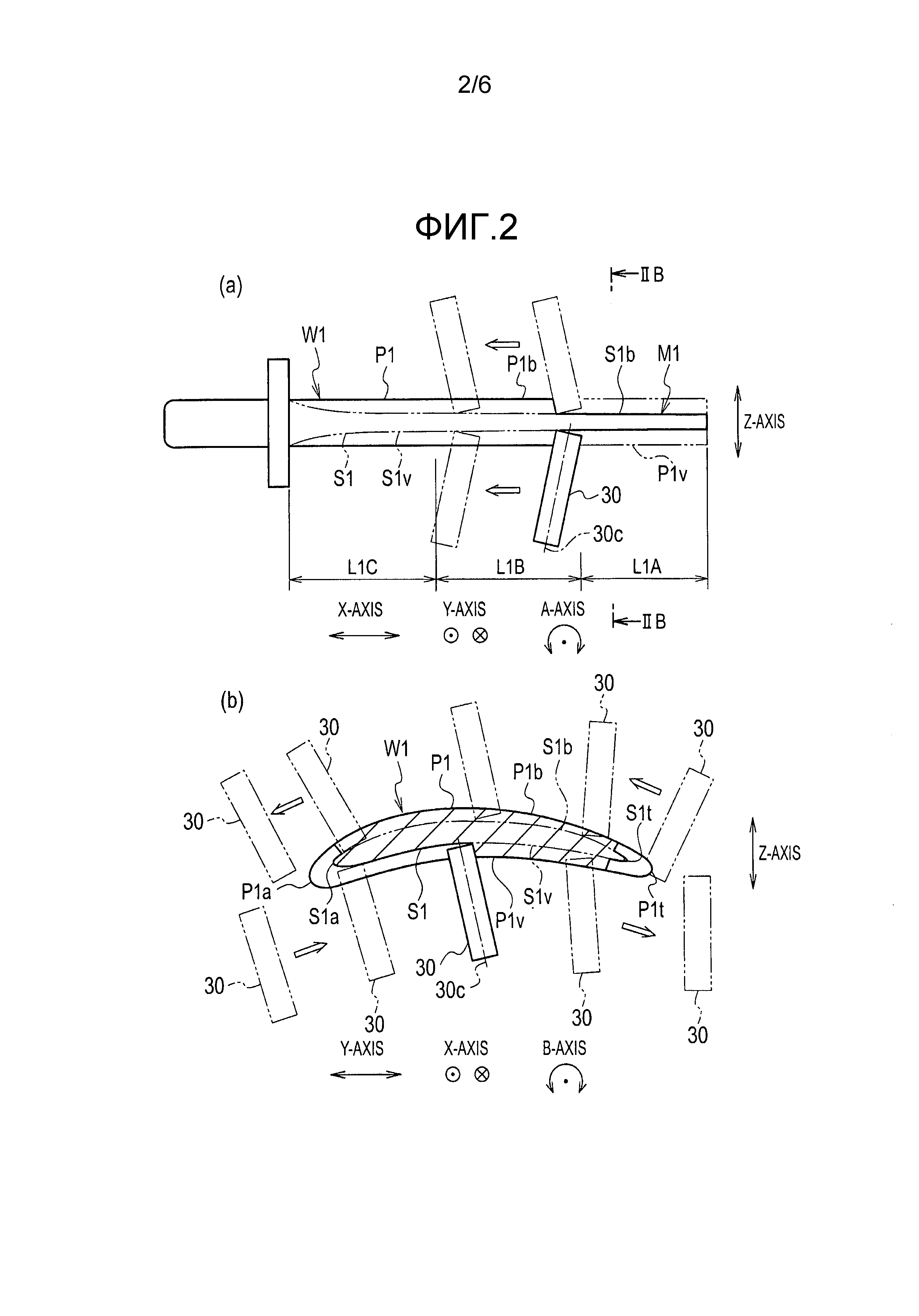
Фиг. 2а представляет собой схематичный вид, иллюстрирующий второй этап чистовой обработки и третий этап чистовой обработки способа чистовой обработки поверхности лопатки согласно первому варианту осуществления настоящего изобретения, на котором показана чистовая обработка на участке корыта и участке спинки соответствующей области поверхности лопатки.
Фиг. 2 (b) представляет собой вид вдоль линии IIB-IIВ на фиг. 2(а).
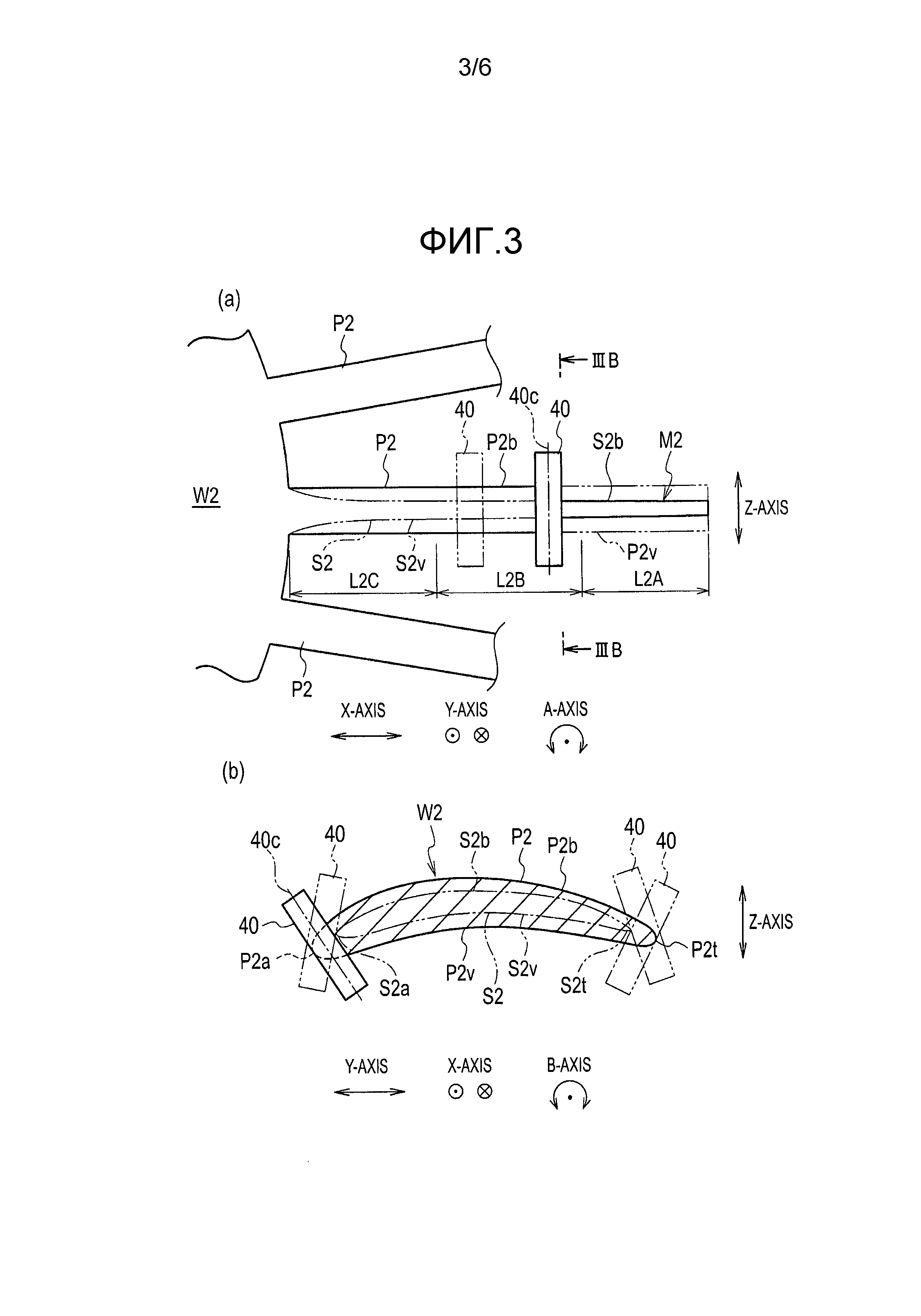
Фиг. 3а представляет собой схематичный вид, иллюстрирующий первый этап чистовой обработки способа чистовой обработки поверхности лопатки согласно второму варианту осуществления настоящего изобретения, на котором показана чистовая обработка на передней кромке и задней кромке соответствующей области поверхности лопатки. Фиг. 3(b) представляет собой вид вдоль линии IIIB-IIIB на фиг. 3(а).
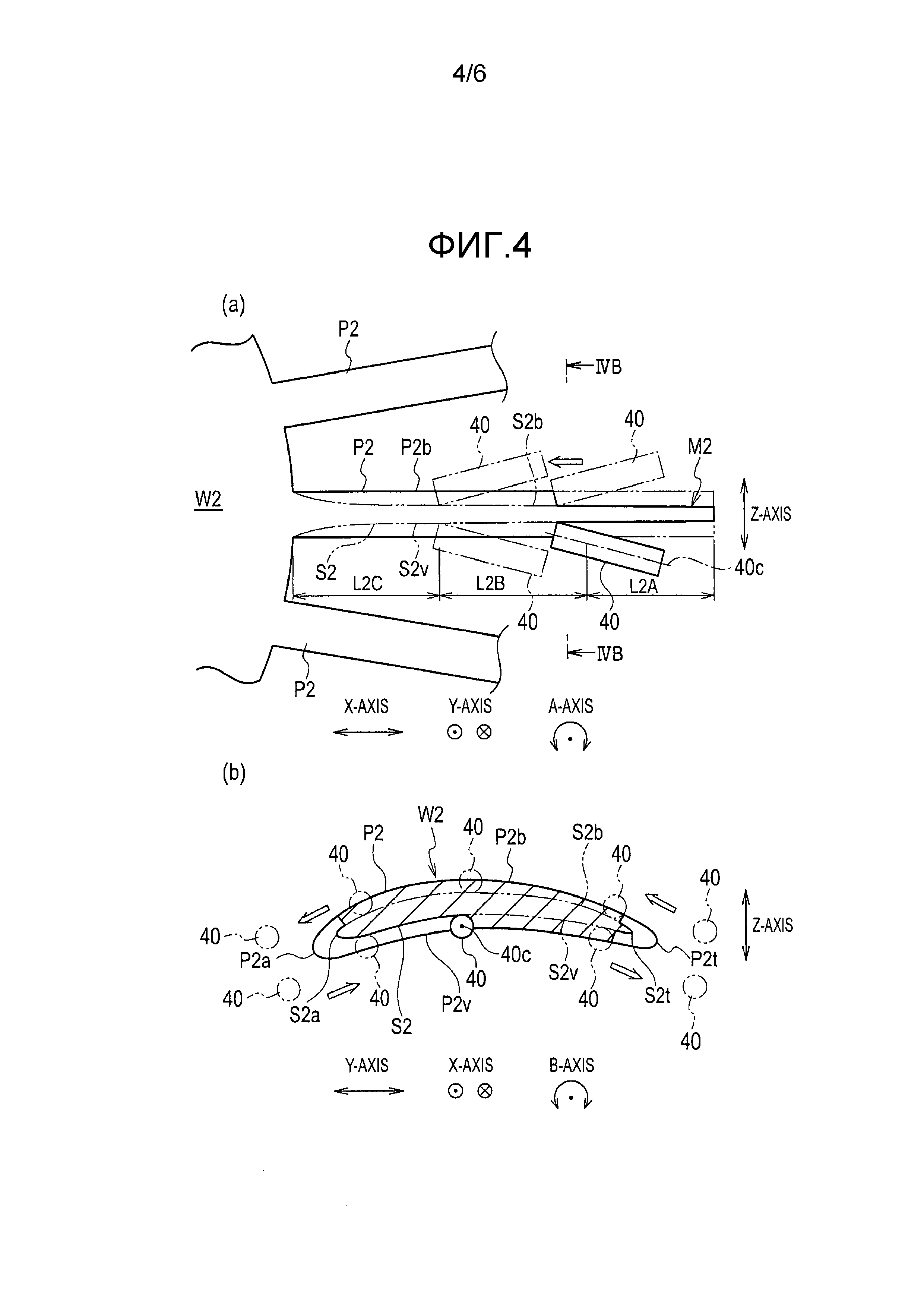
Фиг. 4а представляет собой схематичный вид, иллюстрирующий второй этап чистовой обработки и третий этап чистовой обработки способа чистовой обработки поверхности лопатки согласно второму варианту осуществления настоящего изобретения, на котором показана чистовая обработка на участке корыта и участке спинки соответствующей области поверхности лопатки.
Фиг. 4(b) представляет собой вид вдоль линии IVB-IVB на фиг. 4(а).
Фиг. 5а представляет собой схематичный вид, иллюстрирующий известную чистовую обработку соответствующей области поверхности лопатки (содержатся передняя кромка и задняя кромка) обрабатываемой детали до поверхности лопатки лопаточного элемента. Фиг. 5(b) представляет собой вид вдоль линии VB-VB на фиг. 5(а).
Фиг. 6а представляет собой схематичный вид, иллюстрирующий известную чистовую обработку соответствующей области поверхности лопатки (содержатся передняя кромка и задняя кромка) обрабатываемой детали до поверхности лопатки лопаточного элемента колеса с лопатками. Фиг. 6(b) представляет собой вид вдоль линии VIB-VIB на фиг. 6(а).
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
(ПЕРВЫЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ)
Первый вариант осуществления настоящего изобретения будет объяснен со ссылками на фиг. 1 и 2.
Как показано на фиг. 1 и 2, способ чистовой обработки поверхности лопатки согласно варианту осуществления настоящего изобретения представляет собой способ, предусматривающий чистовую обработку на соответствующей области Р1 поверхности лопатки обрабатываемой детали W1 с черновой обработкой, установленной в зажимном приспособлении (не показано) многоцелевого станка, и ее чистовой обработки до поверхности S1 лопатки лопаточного элемента М1 лопатки указанной лопатки. В дополнение, в способе чистовой обработки поверхности лопатки согласно варианту осуществления настоящего изобретения соответствующую область Р1 поверхности лопатки обрабатываемой детали W1 разделяют на множество (три - в первом варианте осуществления настоящего изобретения) секций L1A, L1B и L1C от конца к основанию, и последовательно осуществляют серию этапов, включающих первый этап (1-1) чистовой обработки, второй этап (1-2) чистовой обработки, третий этап (1-3) чистовой обработки и четвертый этап (1-4) чистовой обработки, со стороны конца во множестве секций L1A, L1B и L1C. Необходимо отметить, что выполнение каждого этапа в секции L1B показано на фиг. 1 и 2.
В способе чистовой обработки поверхности лопатки согласно варианту осуществления настоящего изобретения используют концевую фрезу 30 для чистовой обработки, которая установлена на шпинделе (не показано) многоцелевого станка и которая имеет диаметр меньше, чем наружный диаметр концевой фрезы 10 для чистовой обработки (ссылка на фиг. 6). В данном случае, хотя концевая фреза 30 для чистовой обработки вращается вокруг осевого центра 30с посредством привода роторного двигателя (не показано) многоцелевого станка, управление движением подачи и управление вращением подачи концевой фрезы 30 для чистовой обработки осуществляют относительно обрабатываемой детали W1 в направлениях осей движения подачи и направлениях осей вращения подачи. В дополнение, в первом варианте осуществления настоящего изобретения, хотя концевая фреза 30 для чистовой обработки представляет собой радиусную концевую фрезу, она также может быть концевой сферической фрезой. Необходимо отметить, что в первом варианте осуществления настоящего изобретения направления осей движения подачи означают направление оси Х, направление оси Y и направление оси Z, перпендикулярные друг другу, и что направления осей вращения подачи означают направление оси А, которое представляет собой направление для вращения вокруг осевого центра, параллельное направлению оси Y, и направление оси В, которое представляет собой направление для вращения вокруг осевого центра, параллельное направлению оси Х.
Далее будет пояснено конкретное содержание каждого этапа в способе чистовой обработки поверхности лопатки согласно варианту осуществления настоящего изобретения.
ПЕРВЫЙ ЭТАП ЧИСТОВОЙ ОБРАБОТКИ (1-1)
Как показано на фигурах 1(а) и 1(b), осуществляют подачу концевой фрезы 30 для чистовой обработки в ее радиальном направлении, при этом фрезу подают и перемещают повторное множество раз к обрабатываемой детали W1 вдоль передней кромки P1a соответствующей области Р1 поверхности лопатки обрабатываемой детали W1 при одновременном вращении вокруг осевого центра 30с в положении, при котором осевой центр 30с концевой фрезы 30 для чистовой обработки пересекает в направлении профиля соответствующую область Р1 поверхности лопатки обрабатываемой детали W1, посредством приведения в действие роторного двигателя, и осуществляя управление движением подачи и управление вращением подачи концевой фрезы 30 для чистовой обработки относительно обрабатываемой детали W1 в направлениях осей движения подачи и направлениях осей вращения подачи. В результате этого, для каждой секции L1A (L1B, L1C) чистовую обработку применяют на передней кромке Р1а соответствующей области Р1 поверхности лопатки обрабатываемой детали W1 посредством наружного периферийного участка (наружная периферийная режущая кромка) концевой фрезы 30 для чистовой обработки, при этом переднюю кромку Р1а соответствующей области Р1 поверхности лопатки обрабатываемой детали W1 обрабатывают до передней кромки S1а поверхности S1 лопатки лопаточного элемента М1.
Подобным образом, как показано на фигурах 1(а) и 1 (b), осуществляют подачу концевой фрезы 30 для чистовой обработки в ее осевом направлении, при этом подают и перемещают повторное множество раз к обрабатываемой детали W1 вдоль задней кромки Р1t соответствующей области Р1 поверхности лопатки обрабатываемой детали W1 при одновременном вращении вокруг осевого центра 30с в состоянии, при котором осевой центр 30с концевой фрезы 30 для чистовой обработки пересекает в направлении профиля соответствующую область Р1 поверхности лопатки обрабатываемой детали W1. В результате этого для каждой секции L1A (L1B, L1C) применяют чистовую обработку на задней кромке Р1t соответствующей области Р1 поверхности лопатки обрабатываемой детали W1 посредством наружного периферийного участка концевой фрезы 30 для чистовой обработки, при этом заднюю кромку Р1t соответствующей области Р1 поверхности лопатки обрабатываемой детали W1 обрабатывают до задней кромки S1t поверхности S1 лопаточного элемента М1.
ВТОРОЙ ЭТАП ЧИСТОВОЙ ОБРАБОТКИ (1-2)
После окончания первого этапа чистовой обработки (1-1), как показано на фигурах 2(а) и 2(b), осуществляют подачу концевой фрезы 30 для чистовой обработки в ее осевом направлении, выполняют ее подвод к обрабатываемой детали W1 после того как ее скорость увеличилась, при этом подают и перемещают относительно обрабатываемой детали W1 вдоль участка Р1v корыта, начиная со стороны передней кромки Р1а (или со стороны задней кромки Р1t) соответствующей области Р1 поверхности лопатки обрабатываемой детали W1 при одновременном вращении вокруг осевого центра 30с в положение, при котором режущая кромка концевой фрезы 30 для чистовой обработки выполнена с возможностью быть обращенной к соответствующей области Р1 поверхности лопатки обрабатываемой детали W1, посредством приведения в действие роторного двигателя, и осуществляя управление движением подачи и управление вращением подачи концевой фрезы 30 для чистовой обработки относительно обрабатываемой детали W1 в направлениях осей движения подачи и направлениях осей вращения подачи. В этот раз технологический процесс чистовой обработки применяют только к участку Р1v корыта соответствующей области Р1 поверхности лопатки обрабатываемой детали W1 посредством буртика режущей кромки концевой фрезы 30 для чистовой обработки, при этом скорость концевой фрезы 30 для чистовой обработки снижается после того, как концевую фрезу 30 для чистовой обработки перемещают от соответствующей области Р1 поверхности лопатки обрабатываемой детали W1.
ТРЕТИЙ ЭТАП ЧИСТОВОЙ ОБРАБОТКИ (1-3)
После окончания второго этапа чистовой обработки (1-2), как показано на фигурах 2(а) и 2(b), осуществляют подачу концевой фрезы 30 для чистовой обработки в ее осевом направлении, подводя к обрабатываемой детали W1 после того как ее скорость увеличилась, и подают и перемещают относительно обрабатываемой детали W1 вдоль участка Р1b спинки, со стороны задней кромки Р1t (или со стороны передней кромки Р1а) соответствующей области Р1 поверхности лопатки обрабатываемой детали W1 при одновременном вращение вокруг ее осевого центра 30с, в положении, при котором режущая кромка концевой фрезы 30 для чистовой обработки выполнена с возможностью быть обращенной к соответствующей области Р1 поверхности лопатки обрабатываемой детали W1, посредством приведения в действие роторного двигателя, и осуществляя управление движением подачи и управление вращением подачи концевой фрезы 30 для чистовой обработки относительно обрабатываемой детали W1 в направлениях осей движения подачи и направлениях осей вращения подачи. В это время чистовую обработку применяют только на участке Р1b спинки соответствующей области Р1 поверхности лопатки обрабатываемой детали W1 посредством буртика режущей кромки концевой фрезы 30 для чистовой обработки, при этом скорость концевой фрезы 30 для чистовой обработки снижается, после того как концевую фрезу 30 для чистовой обработки перемещают на расстояние от соответствующей области Р1 поверхности лопатки обрабатываемой детали W1.
ЧЕТВЕРТЫЙ ЭТАП ЧИСТОВОЙ ОБРАБОТКИ (1-4)
После окончания третьего этапа чистовой обработки (1-3), технологический процесс по второму этапу чистовой обработки (1-2) и третьему этапу чистовой обработки (1-3) поочередно повторяют при одновременной подаче концевой фрезы 30 для чистовой обработки в направлении профиля (продольное направление) соответствующей области Р1 поверхности лопатки обрабатываемой детали W1, посредством приведения в действие роторного двигателя, и осуществляя управление движением подачи и управление вращением подачи концевой фрезы 30 для чистовой обработки относительно обрабатываемой детали W1 в направлениях осей движения подачи и направлениях осей вращения подачи. В результате этого для каждой секции L1A (L1B, L1C) чистовая обработка может быть применена на участке P1v корыта и участке Р1b спинки соответствующей области Р1 поверхности лопатки обрабатываемой детали W1 для создания участка S1v корыта и участка S1b спинки поверхности S1 лопатки лопаточного элемента М1.
Необходимо отметить, что вместо чистовой обработки на участке Р1v корыта соответствующей области Р1 поверхности лопатки обрабатываемой детали W1 на втором этапе чистовой обработки (1-2), чистовой обработки на участке P1b спинки соответствующей области Р1 поверхности лопатки обрабатываемой детали W1 на третьем этапе чистовой обработки (1-3), чистовая обработка может быть применена на участке Р1b спинки соответствующей области Р1 поверхности лопатки обрабатываемой детали W1 на втором этапе чистовой обработки (1-2), при этом технологический процесс чистовой обработки может быть применен к расположенному снизу участку P1v соответствующей области Р1 поверхности лопатки обрабатываемой детали W1 на третьем этапе чистовой обработки (1-3).
Далее будут пояснены операции и эффекты варианта осуществления настоящего изобретения
После чистовой обработки передней кромки S1a и задней кромки S1t и чистовой обработки участка S1v корыта и участка S1b спинки до поверхности S1 лопатки лопаточного элемента М1 разделены на отдельные этапы, чистовую обработку применяют на участке Р1v корыта и участке Р1b спинки соответствующей области Р1 поверхности лопатки обрабатываемой детали W1, соответственно, и увеличивают и уменьшают скорость концевой фрезы 30 для чистовой обработки, в то время как концевая фреза 30 для чистовой обработки находится на расстоянии от соответствующей области Р1 поверхности лопатки обрабатываемой детали W1. Вследствие этого, даже если относительная скорость движения подачи концевой фрезы 30 для чистовой обработки становится выше вместе с увеличением скорости резания концевой фрезы 30 для чистовой обработки, уменьшение относительной величины подачи на режущую кромку, обусловленное изменением в направлении концевой фрезы 10 для чистовой обработки, может быть замедлено рядом с передней кромкой Р1а и задней кромкой Р1t соответствующей области Р1 поверхности лопатки обрабатываемой детали W1.
В дополнение, соответствующая область Р1 поверхности лопатки обрабатываемой детали W1 разделена на множество секций L1A, L1B и L1C от конца до основания, и множество этапов, включающих первый этап чистовой обработки (1-1), второй этап чистовой обработки (1-2), третий этап чистовой обработки (1-3) и четвертый этап чистовой обработки (1-4) осуществляют для каждой секции L1A (L1B, L1C). Поэтому быстрое ухудшение жесткости соответствующей области Р1 поверхности лопатки обрабатываемой детали W1 в середине осуществления чистовой обработки может быть замедлено.
Соответственно, согласно варианту осуществления настоящего изобретения, даже если относительная скорость движения подачи концевой фрезы 30 для чистовой обработки становится более высокой вместе с увеличением скорости резания концевой фрезы 30 для чистовой обработки, увеличение относительной величины подачи на режущую кромку концевой фрезы 30 для чистовой обработки рядом с передней кромкой Р1а и задней кромкой Р1t соответствующей области Р1 поверхности лопатки обрабатываемой детали W1 может быть замедлено. Следовательно, может быть замедлена выработка большого количества вызванного трением тепла между концевой фрезой для чистовой обработки и обрабатываемой деталью W1, чтобы за счет этого продлить срок службы концевой фрезы 30 для чистовой обработки, одновременно улучшая производительность чистовой обработки поверхности S1 лопатки лопаточного элемента M1.
В дополнение, поскольку быстрое ухудшение жесткости соответствующей области Р1 поверхности лопатки обрабатываемой детали W1 в середине осуществления чистовой обработки может быть замедлено, вибрация обрабатываемой детали W1 может быть снижена, и точность чистовой обработки поверхности S1 лопатки лопаточного элемента М1 лопатки может быть улучшена.
(ВТОРОЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ)
Второй вариант осуществления настоящего изобретения будет пояснен со ссылками на фиг. 3 и 4.
Как показано на фиг. 3 и 4, способ чистовой обработки поверхности лопатки согласно варианту осуществления настоящего изобретения представляет собой способ, предусматривающий чистовую обработку на соответствующей области Р2 поверхности лопатки обрабатываемой детали W2 с черновой обработкой, установленной в зажимном приспособлении (не показано) многоцелевого станка, и чистовой обработки соответствующей области Р2 поверхности лопатки обрабатываемой детали W2 до поверхности S2 лопатки лопаточного элемента М2 колеса с лопатками в качестве лопатки. В дополнение, в способе чистовой обработки поверхности лопатки согласно варианту осуществления настоящего изобретения соответствующую область Р2 поверхности лопатки обрабатываемой детали W2 разделяют на множество (на три - во втором варианте осуществления настоящего изобретения) секций L2A, L2B и L2C от конца до основания, и последовательно осуществляют множество этапов, включающих первый этап (2-1) чистовой обработки, второй этап (2-2) чистовой обработки, третий этап (2-3) чистовой обработки и четвертый этап (2-4) чистовой обработки, со стороны конца во множестве секций L1A, L1B и L1C. Необходимо отметить, что выполнение каждого этапа в секции L2B показано на фиг. 3 и 4.
В способе чистовой обработки поверхности лопатки согласно варианту осуществления настоящего изобретения используют концевую фрезу 40 для чистовой обработки, которая установлена на шпинделе (не показано) многоцелевого станка и которая имеет диаметр меньше, чем наружный диаметр концевой фрезы 20 для чистовой обработки (ссылка на фиг. 6). В дополнение, концевая фреза 40 для чистовой обработки может быть радиусной концевой фрезой или сферической концевой фрезой. В данном случае, хотя концевая фреза 40 для чистовой обработки вращается вокруг осевого центра 40с посредством привода роторного двигателя (не показано) многоцелевого станка, управление движением подачи и управление вращением подачи концевой фрезы 40 для чистовой обработки осуществляют относительно обрабатываемой детали W2 в направлениях осей движения подачи (направление оси Х, направление оси Y и направление оси Z) и направлениях осей вращения подачи (направление оси А и направление оси В).
Далее будет пояснено конкретное содержание каждого этапа способа чистовой обработки поверхности лопатки согласно настоящему изобретению.
ПЕРВЫЙ ЭТАП ЧИСТОВОЙ ОБРАБОТКИ (2-1)
Как показано на фигурах 3(а) и 3(b), подобно первому этапу чистовой обработки (1-1) в способе чистовой обработки поверхности лопатки согласно первому варианту осуществления настоящего изобретения посредством осуществления первого этапа чистовой обработки (2-1), для каждой секции L2A (L2B, L2C) соответствующей области Р2 поверхности лопатки обрабатываемой детали W2 применяют чистовую обработку на передней кромке Р2а и задней кромке Р2t соответствующей области Р2 поверхности лопатки обрабатываемой детали W2 посредством наружного периферийного участка (наружная периферийная режущая кромка) концевой фрезы 40 для чистовой обработки, при этом переднюю кромку Р2а и заднюю кромку Р2t соответствующей области Р2 поверхности лопатки обрабатываемой детали W2 обрабатывают до передней кромки S2а и задней кромки S2t поверхности S1лопатки лопаточного элемента М2 колеса с лопатками.
ВТОРОЙ ЭТАП ЧИСТОВОЙ ОБРАБОТКИ (2-2)
После окончания первого этапа чистовой обработки (2-1), как показано на фигурах 4(а) и 4(b), осуществляют подачу концевой фрезы 40 для чистовой обработки в ее радиальном направлении, подводя к обрабатываемой детали W2, после того как ее скорость увеличилась, а также подают и перемещают относительно обрабатываемой детали W2 вдоль расположенного снизу участка Р2v со стороны передней кромки Р2а (или со стороны задней кромки Р2t) соответствующей области Р2 поверхности лопатки обрабатываемой детали W2, в положение, при котором режущая кромка концевой фрезы 40 для чистовой обработки направлена к стороне основанию соответствующей области Р2 поверхности лопатки обрабатываемой детали W2 (то есть состояние, при котором концевая фреза 40 для чистовой обработки расположена вдоль соответствующей области Р2 поверхности лопатки обрабатываемой детали W2), посредством приведения в действие роторного двигателя, и осуществляя управление движением подачи и управление вращением подачи концевой фрезы 40 для чистовой обработки относительно обрабатываемой детали W2 в направлениях осей движения подачи и направлениях осей вращения подачи. В этот раз технологический процесс чистовой обработки применяют только к участку Р2v корыта соответствующей области Р2 поверхности лопатки обрабатываемой детали W2 посредством буртика режущей кромки концевой фрезы 40 для чистовой обработки, при этом концевую фрезу 40 для чистовой обработки перемещают от соответствующей области Р2 поверхности лопатки обрабатываемой детали W2.
Необходимо отметить, что причина того, что режущая кромка концевой фрезы 40 для чистовой обработки выполнена с возможностью быть в состоянии направленной в сторону основания соответствующей области Р2 поверхности лопатки обрабатываемой детали W2, заключается в том, чтобы предотвратить пересечение концевой фрезы 40 для чистовой обработки с другой соответствующей областью Р2 поверхности лопатки, смежной необработанной соответствующей области Р2 поверхности лопатки.
ТРЕТИЙ ЭТАП ЧИСТОВОЙ ОБРАБОТКИ (2-3)
После окончания второго этапа чистовой обработки (2-2), как показано на фигурах 4(а) и 4(b), осуществляют подачу концевой фрезы 40 для чистовой обработки в ее радиальном направлении, подводя к обрабатываемой детали W2 после того, как ее скорость увеличилась, а также подают и перемещают относительно обрабатываемой детали W2 вдоль участка Р2b спинки со стороны задней кромки Р2t (или со стороны передней кромки Р2а) соответствующей области Р2 поверхности лопатки обрабатываемой детали W2, в положение, при котором режущая кромка концевой фрезы 40 для чистовой обработки направлена в сторону основания соответствующей области Р2 поверхности лопатки обрабатываемой детали W2, посредством приведения в действие роторного двигателя, и осуществляя управление движением подачи и управление вращением подачи концевой фрезы 40 для чистовой обработки относительно обрабатываемой детали W2 в направлениях осей движения подачи и направлениях осей вращения подачи. Чистовую обработку применяют только на участке Р2b спинки соответствующей области Р2 поверхности лопатки обрабатываемой детали W2 посредством буртика режущей кромки концевой фрезы 40 для чистовой обработки, при этом концевую фрезу 40 для чистовой обработки перемещают от соответствующей области Р2 поверхности лопатки обрабатываемой детали W2.
Необходимо отметить, что вместо чистовой обработки на участке Р2v спинки соответствующей поверхности лопатки области Р2 обрабатываемой детали W2 на втором этапе чистовой обработки (2-2), и чистовой обработки на участке Р2b спинки соответствующей области Р2 поверхности лопатки обрабатываемой детали W2 на третьем этапе чистовой обработки (2-3), чистовая обработка может быть применена на участке Р2b спинки соответствующей области Р2 поверхности лопатки обрабатываемой детали W2 на втором этапе чистовой обработки (2-2), и чистовая обработка может быть применена на участке Р2v корыта соответствующей области Р2 поверхности лопатки обрабатываемой детали W2 на третьем этапе чистовой обработки (2-3).
ЧЕТВЕРТЫЙ ЭТАП ЧИСТОВОЙ ОБРАБОТКИ (2-4)
После окончания третьего этапа чистовой обработки (2-3) второй этап чистовой обработки (2-2) и третий этап чистовой обработки (2-3) осуществляют поочередно повторным образом при одновременной подаче в направлении профиля обрабатываемой детали W2 к концевой фрезе 40 для чистовой обработки, посредством приведения в действие роторного двигателя, и осуществляя управление движением подачи и управление вращением подачи концевой фрезы 40 для чистовой обработки относительно обрабатываемой детали W2 в направлениях осей движения подачи и направлениях осей вращения подачи. В результате этого для каждой секции L2A (L2B, L2C) соответствующей области Р2 поверхности лопатки обрабатываемой детали W2 может быть применена чистовая обработка на участке P2v корыта и участке Р2b спинки соответствующей области Р2 поверхности лопатки обрабатываемой детали W2 для создания участка S2v корыта и участка S2b спинки поверхности S2 лопатки лопаточного элемента М2 колеса с лопатками.
Далее будут пояснены операции и эффекты варианта осуществления настоящего изобретения.
После чистовой обработки передней кромки S2а и задней кромки S2t и чистовая обработка участка S2v корыта и участка S2b спинки до поверхности S2 лопатки лопаточного элемента М2 колеса с лопатками разделены на отдельные этапы, чистовую обработку применяют на участке Р2v корыта и участке Р2b спинки соответствующей области Р2 поверхности лопатки обрабатываемой детали W2, соответственно, и осуществляют увеличение и уменьшение скорости концевой фрезы 40 для чистовой обработки, в то время как концевая фреза 40 для чистовой обработки находится на расстоянии от соответствующей области Р2 поверхности лопатки обрабатываемой детали W2. Следовательно, даже если относительная скорость движения подачи концевой фрезы 40 для чистовой обработки становится выше, вместе с увеличением скорости резания концевой фрезы 40 для чистовой обработки, уменьшение относительной величины подачи на режущую кромку, обусловленное изменением в направлении концевой фрезы 40 для чистовой обработки, может быть уменьшено рядом с передней кромкой Р2а и задней кромкой Р2t соответствующей области Р2 поверхности лопатки обрабатываемой детали W2.
В дополнение, соответствующая область Р2 поверхности лопатки обрабатываемой детали W2 разделена на множество секций L2A, L2B и L2C от конца до основания, и множество этапов, включающих первый этап чистовой обработки (2-1), второй этап чистовой обработки (2-2), третий этап чистовой обработки (2-3) и четвертый этап чистовой обработки (2-4) осуществляют для каждой секции L2A (L2B, L2C). Вследствие этого, быстрое ухудшение жесткости соответствующей области Р2 поверхности лопатки обрабатываемой детали W2 в середине осуществления ее чистовой обработки может быть замедлено.
Соответственно, согласно варианту осуществления настоящего изобретения проявляются эффекты, подобные эффектам вышеописанного первого варианта осуществления настоящего изобретения.
Настоящее изобретение не ограничивается объяснением вышеуказанных вариантов осуществления настоящего изобретения и может быть осуществлено в различных аспектах. В дополнение, объем прав, охватываемый настоящим изобретением, также содержит лопаточные элементы, такие как лопаточный элемент М1, обработанный посредством способа чистовой обработки поверхности лопатки согласно первому варианту осуществления настоящего изобретения, и лопаточный элемент М2 колеса с лопатками, обработанный посредством способа чистовой обработки поверхности лопатки согласно второму варианту осуществления настоящего изобретения.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
В настоящем изобретении, даже если относительная скорость движения подачи концевой фрезы для чистовой обработки становится выше, уменьшение относительной величины подачи на режущую кромку концевой фрезы для чистовой обработки может быть замедлено. Поэтому настоящее изобретение может обеспечить способ чистовой обработки поверхности лопатки, который гасит выработку большого количества тепла, обусловленного трением между концевой фрезой для чистовой обработки и обрабатываемой деталью, чтобы посредством этого продлить срок службы концевой фрезы для чистовой обработки, одновременно улучшая производительность чистовой обработки поверхности лопатки лопаточного элемента.
Устройство для вакуумной обработки
Статорная лопатка и способ ее изготовления
Цилиндрический кожух и реактивный двигатель
Способ диагностирования неисправности и система диагностирования неисправности
Метательный снаряд для имитации столкновения с птицей
Устройство для удаления обломков и способ удаления обломков
Статорная облопаченная конструкция и турбовентиляторный двигатель с ее использованием
Экранирующий элемент и реактивный двигатель, в котором используется такой элемент
Защищающее от окружающей среды покрытие
Турбина
Способ конструирования цилиндрического резервуара
Устройство распознавания трехмерного объекта и способ распознавания трехмерного объекта
Электрически проводящая структура для реактивного двигателя
Конструкция лопатки статора и турбовентиляторный реактивный двигатель с использованием такой лопатки
Уплотнение для турбовентиляторного двигателя
Композитная лопасть и способ изготовления композитной лопасти
Турбина

