Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ УПЛОТНИТЕЛЬНЫХ ПОВЕРХНОСТЕЙ ТРУБОПРОВОДНОЙ АРМАТУРЫ
Вид РИД
Изобретение
Изобретение относится к машиностроению, а именно к технологическому оборудованию, и может быть использовано при обработке уплотнительных поверхностей затворного узла трубопроводной арматуры, как при производстве, так и в процессе ее ремонта.
Известно устройство для шлифования седла задвижки трубопровода (RU №2022761, МПК B24B 15/00, опубликовано 15.11.1994), содержащее основание, привод со шлифовальной головкой и узлы крепления основания и механизмом поворота рычагов, выполненными в виде двух тесно связанных со вторыми концами соответствующих рычагов зубчатых секторов, двух расположенных на плите входящих в зацепление между собой и соответствующим сектором колес и тяги.
Общими признаками заявляемого изобретения и аналога являются несущие абразивные элементы и шлифовальная головка.
К основному недостатку устройства можно отнести длительное время настройки установки перед работой, низкую точность обработки уплотнительных поверхностей, которая обусловлена особенностью ее кинематической схемы, а именно тем, что рама способна упруго отгибаться в процессе обработки абразивными элементами уплотнительной поверхности, а также сложность устройства, заключающуюся в дополнительном механизме ориентации головки, выполненном в виде двух рычагов.
Известна установка для обработки уплотнительных поверхностей трубопроводной арматуры (RU №2106951, МПК B24B 15/03, опубликовано 20.03.1998), содержащая поперечную балку, привод с редуктором принудительного вращения валов с инструментами, расположенными на вращающейся планшайбе, и узел регулирования углового положения шпинделя и трубопроводной арматуры. Последняя крепится на клиновой плите, связанной с узлом регулирования углового положения.
Общими признаками заявляемого изобретения и аналога являются планшайба (шлифовальная головка), шлифовальные круги или притиры (несущие абразивные элементы), шпиндель, палец и пружина.
К основному недостатку установки можно отнести длительное время настройки установки перед работой, а также недостаточную точность обработки уплотнительных поверхностей, которая обусловлена особенностью ее кинематической схемы, а именно тем, что шлифовальные круги имеют жесткую кинематическую связь посредством зубчатых колес со шпинделем.
За прототип принято устройство для шлифования и притирки уплотнительных поверхностей трубопроводной арматуры (RU №2210482, МПК B24B 15/00, опубликовано 20.08.2003), содержащее планшайбу с равномерно расположенными по окружности инструментами, соединенными кинематически посредством зубчатых шестерен с зубчатым колесом, последнее расположено на планшайбе соосно с ней с возможностью относительного вращения, в устройстве предусмотрена подвеска, соединенная жестко одним концом с пинолью станка и установленная коаксиально шпинделю, зубчатое колесо надето свободно на ступицу планшайбы, а торец подвески, обращенный к зубчатому колесу, снабжен подпружиненными пальцами, установленными с возможностью вхождения в соответствующие отверстия колеса.
Общими признаками заявляемого изобретения и прототипа являются планшайба (шлифовальная головка), инструменты (шлифовальные круги или притиры), шпиндель, штифт (палец), пружина.
К основному недостатку прототипа можно отнести недостаточную точность обработки уплотнительных поверхностей, которая обусловлена особенностью ее кинематической схемы, а именно тем, что шлифовальные круги имеют жесткую кинематическую связь посредством зубчатых колес со шпинделем.
Задача заявляемого изобретения заключается в создании устройства для шлифования уплотнительных поверхностей трубопроводной арматуры, обладающего высокой точностью.
Технический результат изобретения заключается в повышении качества обработки уплотнений трубопроводной арматуры путем оптимизации методов обработки.
Указанный технический результат достигается тем, что устройство для шлифования поверхностей трубопроводной арматуры, содержащее планшайбу с равномерно расположенными по окружности рабочими дисками, соединенными кинематически с приводом, шпиндель, штифт, пружину, согласно изобретению устройство для шлифования уплотнительных поверхностей трубопроводной арматуры снабжено планшайбой, приводимой во вращательное движение шарнирно соединенным шпинделем, прижатым пружиной к планшайбе, на периферии торцовой поверхности которой жестко закреплены верхние обоймы из диамагнитного материала с жестко закрепленными в них постоянными магнитами, в верхние обоймы вставлены нижние обоймы из диамагнитного материала с жестко закрепленными в них постоянными магнитами, расположенными в обоймах однородными полюсами друг к другу, в нижних обоймах жестко закреплены по меньшей мере шесть рабочих дисков со шлифовальными шкурками.
Наличие новых конструктивных элементов и взаимосвязи между ними свидетельствует о соответствии заявляемого изобретения условию патентоспособности «новизна». Новые конструктивные элементы заявляемого изобретения работают на достижение технического результата, который обуславливает изобретательский уровень заявленного технического решения следующим образом.
Устройство для шлифования уплотнительных поверхностей трубопроводной арматуры содержит планшайбу, на периферии торцовой поверхности которой жестко закреплены верхние обоймы, выполненные в виде стаканов, с жестко закрепленными в них постоянными магнитами, в верхние обоймы вставлены нижние обоймы с жестко закрепленными в них постоянными магнитами. С противоположной стороны в нижних обоймах жестко закреплены шесть рабочих дисков со шлифовальными шкурками, при этом рабочие диски способны перемещаться в обоймах под действием сил взаимного отталкивания магнитов.
Под действием сил взаимного отталкивания постоянных магнитов за счет возможности перемещения в обоймах рабочие диски со шлифовальными шкурками прижимаются к уплотнительным поверхностям затворного узла клиновой задвижки, обеспечивая самоустановку рабочих дисков на обрабатываемой поверхности. Расположение рабочих дисков по периферии планшайбы предназначено для вращения рабочих дисков со шлифовальными шкурками в противоположном направлении относительно вращения планшайб за счет сил трения рабочих дисков об уплотнительные поверхности клиновой задвижки, возникающих при главном движении планшайбы, реализуя тем самым процесс микрорезания, имеющий «сложное» эллиптическое движение, способствующий процессу шлифования, а не «обдирке», возникающей при жесткой кинематической связи притирочного инструмента с приводом.
Установка обойм с постоянными магнитами на планшайбе позволяет осуществить более точное базирование рабочих дисков со шлифовальными шкурками относительно уплотнительных поверхностей затворного узла клиновой задвижки.
Таким образом, расположение рабочих дисков по периферии планшайб, а также установка обойм с постоянными магнитами на планшайбе позволяет повысить точность и качество обработки уплотнений трубопроводной арматуры, что не следует явным образом из известного уровня техники и свидетельствует о соответствии заявляемого изобретения условию патентоспособности «изобретательский уровень».
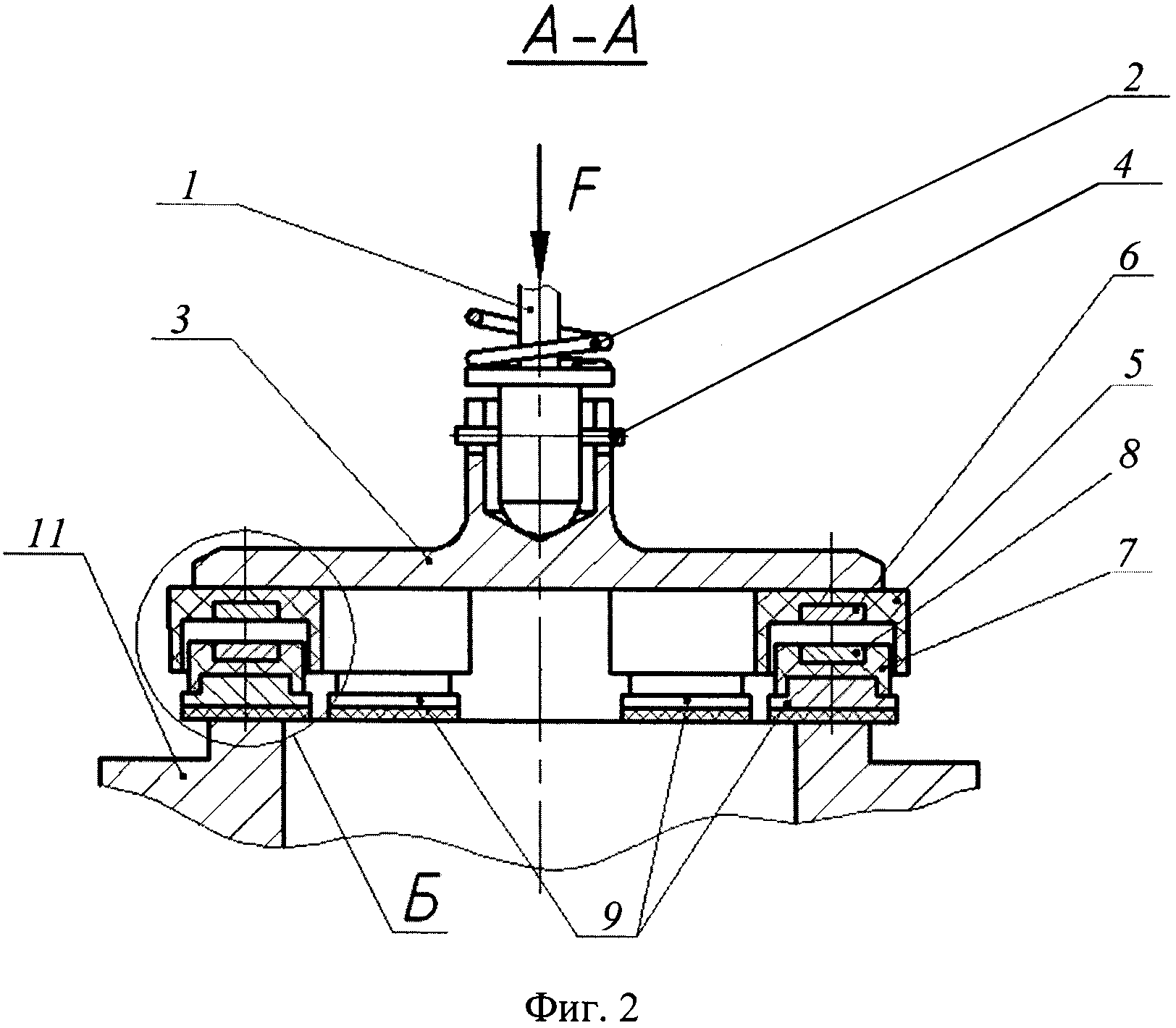
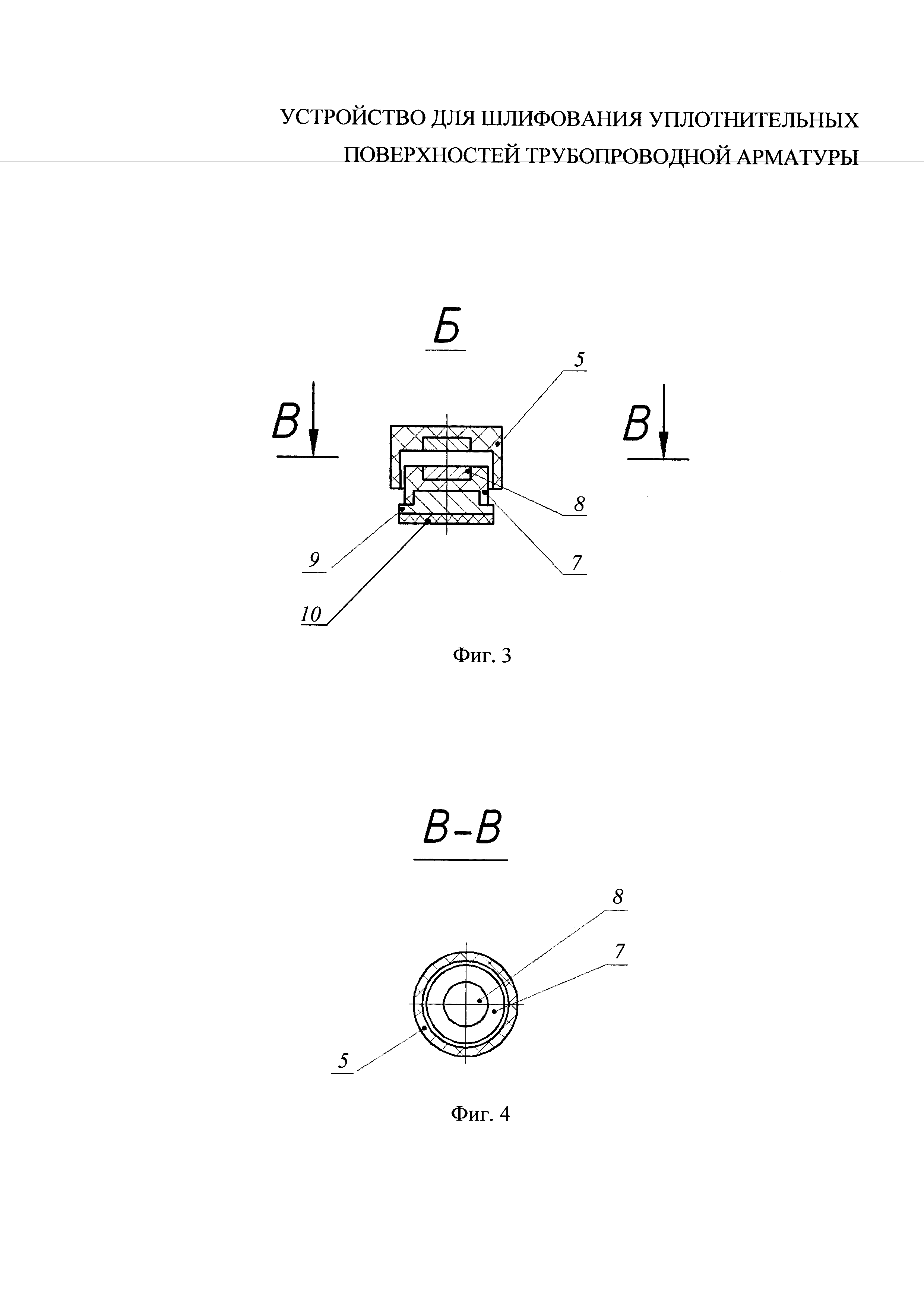
Изобретение поясняется чертежами, где на фиг. 1 представлен вид снизу устройства для шлифования уплотнительных поверхностей трубопроводной арматуры, на фиг. 2 - сечение устройства для шлифования уплотнительных поверхностей трубопроводной арматуры, на фиг. 3 - сечение планетарного шлифующего диска с обоймами, на фиг. 4 - разрез планетарного шлифующего диска с обоймами.
Устройство для шлифования уплотнительных поверхностей трубопроводной арматуры состоит из шпинделя 1, прижатого в осевом направлении с помощью пружины 2 и возможностью передачи вращения планшайбе 3 посредством штифта 4. На периферии торцовой поверхности планшайбы жестко закреплены верхние обоймы 5, выполненные в виде стаканов из диамагнитного материала, с жестко закрепленными в них постоянными магнитами 6, изготовленными из феррита либо из редкоземельных магнитов (сплав Nd-Fe-B). В верхние обоймы вставлены нижние обоймы 7 из диамагнитного материала с жестко закрепленными в них постоянными магнитами 8. Причем магниты 6 и 8 расположены однородными полюсами друг к другу. С противоположной стороны в нижних обоймах жестко закреплены рабочие диски 9 со шлифовальными шкурками 10, плотно прижатыми к уплотнительной поверхности корпуса 11 задвижки.
Устройство для шлифования уплотнительных поверхностей трубопроводной арматуры работает следующим образом (фиг. 1-4).
Корпус 11 задвижки устанавливают магистральным фланцем на клиновую плиту, расположенную на столе станка (не показано), после чего через полость в средней части корпуса 11 вводят планшайбу 3 (в сборе с верхними обоймами 5) и устанавливают ее рабочими дисками 9 со шлифовальными шкурками 10 на уплотнительную поверхность корпуса 11, подлежащую обработке. Затем выставляют корпус 11 с планшайбой 3 относительно шпинделя 1 таким образом, чтобы подпружиненный шпиндель со штифтом зашел в углубление с проточками планшайбы 3, закрепляют шпиндель в приводе станка, закрепляют клиновую плиту относительно стола и корпус 11 относительно клиновой плиты, то есть готовность устройства к микрорезанию.
Планшайба 3 получает принудительное главное движение вращения от шпинделя 1, который в свою очередь получает его от стационарного привода станка (не показан). На планшайбе жестко закреплены шесть верхних обойм 5, выполненных в виде стаканов, с жестко закрепленными в них постоянными магнитами 6. В верхние обоймы вставлены нижние обоймы 7 с жестко закрепленными в них постоянными магнитами 8. С противоположной стороны в нижних обоймах жестко закреплены рабочие диски 9 со шлифовальными шкурками 10, при этом рабочие диски способны перемещаться в обоймах под действием сил взаимного отталкивания постоянных магнитов, прижиматься к обрабатываемой поверхности и осуществляют сам процесс микрорезания.
В результате чего даже при отклонении шпинделя станка от перпендикулярного положения относительно обрабатываемой поверхности достигается более равномерное снятие припуска по всей площади обрабатываемой поверхности. Кроме того, уменьшаются искажения формы обрабатываемой поверхности, вносимые кинематической схемой станка при погрешностях сборки, а также в результате износа подвижных элементов кинематической цепи. Вследствие чего уменьшаются затраты времени на точное базирование станка.
Под действием сил трения рабочих дисков об уплотнительные поверхности клиновой задвижки, возникающих при главном движении планшайбы, рабочие диски, расположенные по периферии планшайбы, вращаются за счет сил взаимного отталкивания постоянных магнитов в противоположном направлении относительно вращения планшайбы, реализуя тем самым собственно процесс микрорезания, имеющий «сложное» эллиптическое движение, способствующий процессу шлифования, а не «обдирке».
После окончания процесса притирки одной уплотнительной поверхности в корпусе 11 задвижки привод вращения шпинделя 1 в станке выключают, шпиндель извлекают из полости корпуса 11 (извлекают через промежуточную полость планшайбу 3 в сборе), корпус 11 поворачивают на 180°, устанавливают другим магистральным фланцем на клиновую плиту (не показано), размещают планшайбу 3 с рабочими диски 9 и шлифовальными шкурками 10 на другой уплотнительной поверхности корпуса, выставляют корпус 11 относительно шпинделя 1 таким образом, чтобы подпружиненный шпиндель со штифтом зашел в углубление с проточками планшайбы 3, после чего закрепляют корпус 11 с клиновой плитой относительно стола станка (не показано) и обрабатывают второе уплотнение в той же последовательности.
Использование заявляемого изобретения позволяет повысить качество и точность обработки уплотнений трубопроводной арматуры путем оптимизации методов обработки.
Устройство для шлифования поверхностей трубопроводной арматуры, содержащее планшайбу с равномерно расположенными по окружности рабочими дисками, соединенными кинематически с приводом, шпиндель, штифт и пружину, отличающееся тем, что оно выполнено с планшайбой, приводимой во вращательное движение шарнирно соединенным с ней шпинделем, прижатым к планшайбе с помощью пружины, а на периферии торцовой поверхности планшайбы жестко закреплены верхние обоймы из диамагнитного материала с жестко закрепленными в них постоянными магнитами, при этом в верхние обоймы вставлены нижние обоймы из диамагнитного материала с жестко закрепленными в них постоянными магнитами, причем магниты в упомянутых обоймах расположены однородными полюсами друг к другу, а в нижних обоймах жестко закреплены по меньшей мере шесть рабочих дисков со шлифовальными шкурками.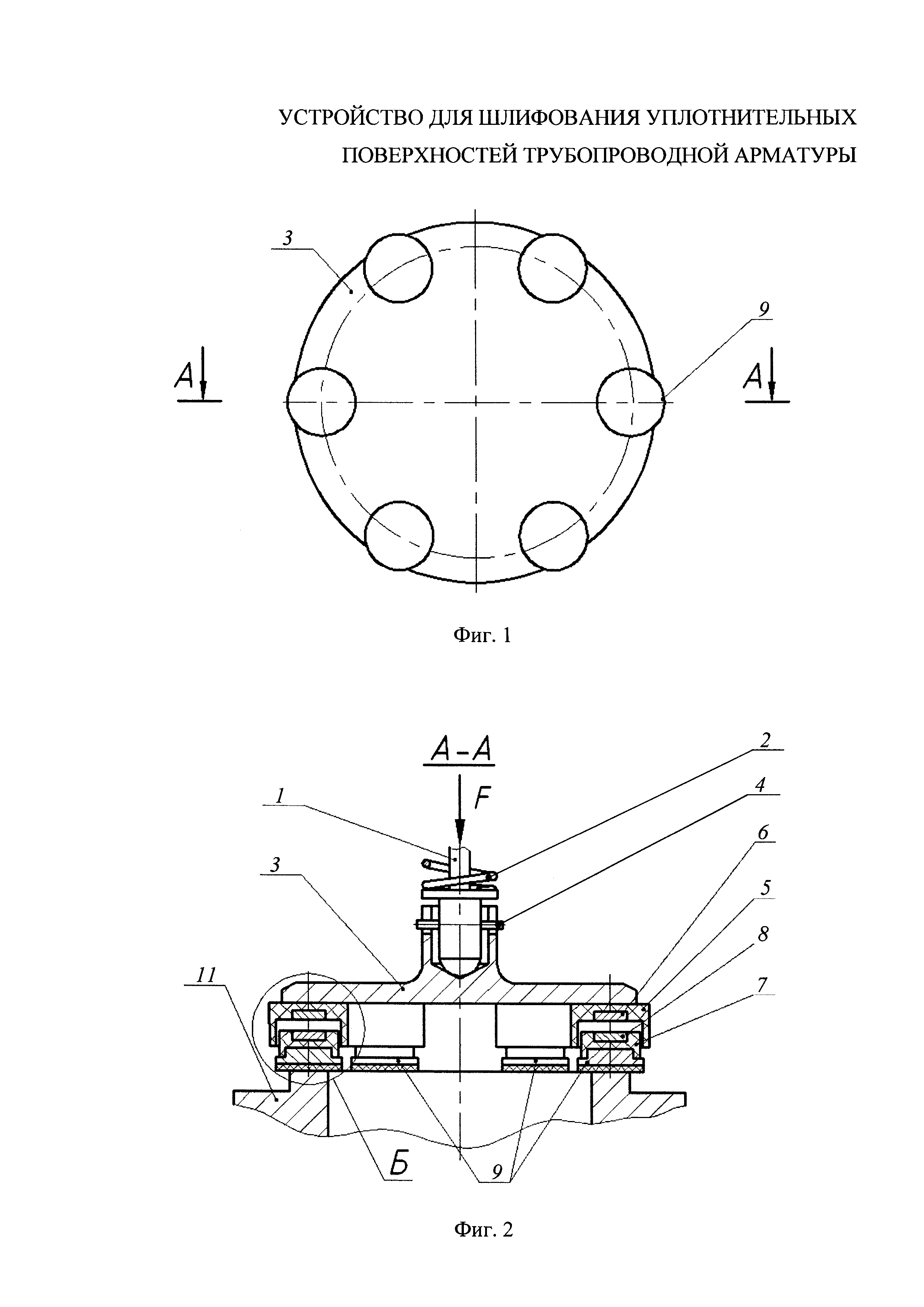
Способ переработки отработанной футеровки алюминиевого электролизёра
Способ определения места короткого замыкания на воздушной линии электропередачи с выполнением расчетной синхронизации измерений с двух её концов
Способ диагностирования тормозной системы автотранспортного средства и устройство для его осуществления
Способ очистки и регенерации кислотных растворов хроматирования и устройство для его осуществления
Испытательный стенд для диагностирования тормозной системы автотранспортного средства
Способ формообразования из трубчатых заготовок деталей с элементами жесткости в виде выворотов
Устройство для поверхностного упрочнения цилиндрических деталей
Катализатор асимметрического гидрирования дегидроаминокислот и способ его получения
Способ измерения степени сшивки полиэтилена низкой и высокой плотности (варианты) и устройство для его осуществления
Устройство для поверхностного пластического деформирования
Способ переработки отработанной футеровки алюминиевого электролизёра
Способ определения места короткого замыкания на воздушной линии электропередачи с выполнением расчетной синхронизации измерений с двух её концов
Способ диагностирования тормозной системы автотранспортного средства и устройство для его осуществления
Способ очистки и регенерации кислотных растворов хроматирования и устройство для его осуществления
Испытательный стенд для диагностирования тормозной системы автотранспортного средства
Способ формообразования из трубчатых заготовок деталей с элементами жесткости в виде выворотов
Устройство для поверхностного упрочнения цилиндрических деталей
Катализатор асимметрического гидрирования дегидроаминокислот и способ его получения
Способ измерения степени сшивки полиэтилена низкой и высокой плотности (варианты) и устройство для его осуществления
Устройство для поверхностного пластического деформирования

