Результат интеллектуальной деятельности: СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ СТЕПЕНИ ПОВРЕЖДЕННОСТИ МЕТАЛЛОВ КОНТЕЙНЕРОВ
Вид РИД
Изобретение
Изобретение относится к области измерительной техники, к способам исследования или анализа материалов с помощью акустических волн и может быть использовано для определения поврежденности металлов стенок контейнеров, содержащих отработанное ядерное топливо (ОЯТ). Кроме того, измерение акустических волн, распространяющихся в конструкционных изделиях, приобретает особое значение для технологий вновь создаваемых материалов.
Распространенными дефектами контейнеров, содержащих ОЯТ, являются поры, полости и холодные спаи, возникающие при электронно-лучевой сварке. Размер пор, как правило, меньше 3 мм. Основными причинами их появления являются плохая очистка и окисление поверхности свариваемых материалов. В некоторых случаях дефекты такого рода можно обнаружить только разрушающими методами. Особое значение имеет водород, который растворяется в расплавляемом при сварке металле. Он попадает в металл из воздуха, содержащего пары воды, из влаги покрытия электродов; из ржавчины, находящейся на поверхности металла изделия и электродов. При высокой температуре влага превращается в пар и диссоциирует с поглощением тепла. Водород содержится также в электродных покрытиях и в самом металле. В небольших количествах водород растворим в металле даже при комнатной температуре, однако с повышением температуры его растворимость растет и при переходе металла из твердого состояния в жидкое увеличивается с 0,0007% (8 см3 на 100 г металла) до 0,0025% (28 см3 на 100 г). Количество водорода в металле шва и зоне термического влияния зависит от качества сварочных материалов и способа сварки. Согласно стандарту ISO 2560 (ISO 2560: 2002, Covered electrodes forma nu al arc welding of mild steel and low alloy steel - Code of symbols for identification) по содержанию водорода в наплавленном металле применяемые электроды дают содержание водорода в наплавленном металле от 5 см3/100 г до 15 см3/100 г. При большой концентрации водорода в сварных швах сталь стенки становится хрупкой, что приводит к потере устойчивости контейнеров и их разрушению [В.Н. Поляков. Катастрофы трубопроводов большого диаметра. Роль полей водорода. Проблемы прочности. 1995. - №1. - С. 137-146].
Известны следующие способы неразрушающего анализа материалов с помощью акустических волн, распространяющихся в металлах. Неразрушающий контроль физико-механических свойств материалов и изделий осуществляют по определению коэффициента затухания из отношения амплитуд сигналов, получившихся в результате сложения колебаний переднего и заднего фронтов эхо-импульсов с многократно отраженными импульсами [Патент RU 2047171, опубл. 27.10.1995].
Неразрушающий контроль степени поврежденности металлов эксплуатируемых элементов теплоэнергетического оборудования проводят по измерению задержки поверхностной волны ультразвуковых колебаний на поверхности ранее неработавшего изделия из данного металла, в зоне аварийного разрушения металла элемента, и на поверхности металла в контролируемой зоне элемента, находящегося в процессе эксплуатации. [Патент RU 2231057, опубл. 20.06.2004].
Известен способ неразрушающего ультразвукового контроля сварных стыков железнодорожных рельсов [патент RU 2309402, опубл. 27.10.2007], заключающийся в том, что на поверхность рельса устанавливают ультразвуковой измерительный блок, содержащий несколько измерительных элементов. При зондированиях измеряют амплитуды и временное положение отраженных сигналов, вычисляют пространственное положение дефекта, объединяют и отображают результаты всех зондирований, по которым оценивают качество сварного стыка.
Известен способ контроля ультразвуковым томографом, включающим N ультразвуковых излучателей и приемников, мультиплексор излучающей и приемной матриц на N каналов с подключением одного из излучателей к цифро-аналоговому преобразователю микроконтроллера. Микроконтроллер подключен к блоку обработки информации и визуализации, имеющему возможность восстанавливать трехмерное изображение контролируемого дефекта [RU патент на полезную модель №144100, опубл. 10.08.2014]. Оценку глубины дефектов с использованием ультразвука реализуют на основе амплитудных измерений сигнала и по оценки времени прохождения волны [RU 2532606, опубл. 10.11.2014].
Известен способ визуализации ультразвуковой дефектоскопии трехмерного изделия, заключающийся в том, что ультразвуковые преобразователи (УЗП) антенной решетки располагают на расстоянии больше половины длины УЗ волны, производят циклическое облучение объекта и одновременный прием эхо-сигналов по локальным областям объекта контроля. Сигналы от каждой локальной области оцифровывают и используют их для реконструкции изображения и его визуализации [RU 2532597, опубл. 10.11.2014]. Недостатком данного способа является потеря точности изображения из-за разбиение зоны на локальные области. В результате преобразования сигналов от каждой из них в совокупный сигнал происходит потеря качества информации об дефектах.
Наиболее близким аналогом, выбранным в качестве прототипа, является способ ультразвукового контроля [патент US 8839673, опубл. 23.09.2014], где используется фазированная решетка, которая испускает импульсы отдельно или в комплекте с переменной частотой повторения импульсов (PRF). Дефекты объекта идентифицируются путем анализа отраженного эхо-сигнала. Размер дефекта и его расположение в контролируемом объекте соотносится с эквивалентным размером отражателя (ERS) с помощью метода «Расстояние Усиление-Размер» (Distance Gain-Size (DGS)). Используется разделение во времени УЗ импульсов, испускаемых источником излучения (преобразователя) по всей глубине (дистанции) следования импульса. Т.е. последующий импульс запускается после того как предыдущий импульс пройдет все расстояние до дефекта или полностью размер стенки детали. Используется многоканальная решетка, с помощью которой формируется фронт акустических волн, затем производят реконструкцию и визуализацию изображения дефекта.
Недостатком способа является то, что данное решение (как и все другие) не может быть применено для ультразвуковой томографии пеналов с отработанным ядерным топливом ввиду специфичности условий контроля и типов дефектов, а также отсутствия возможностей для реализации трехмерной визуализации дефектов в режиме реального времени. Специфичность состоит в том, что при хранении происходит наводороживание стенки. В результате скорость прохождения УЗ сигнала изменяется. Соответственно нужно изменять частоту следования УЗ импульсов. В свою очередь это ведет к искажению формируемой матрицы сигналов, которая служит банком данных для трехмерной визуализации объектов. Все перечисленные недостатки можно исключить, если измерять скорость распространения УЗВ, по величине которой изменять расположение излучателей и приемников в решетке, и выбирать частоту излучателей и приемников в нужном диапазоне частот.
Теоретически задача о применении фазированной решетки описана во многих работах. Решетка представляет собой импульсный многоэлементный излучатель элементарных УЗ волн. Включают первый элемент решетки, который посылает сигнал с определенной скоростью в направлении объекта диагностирования, остальные элементы решетки принимают отраженные сигналы. Эти сигналы сохраняются в базе данных. Например, в процессе измерения излучает i-й элемент решетки. Элементы решетки с 1 по N принимают отраженные от дефекта сигналы. Из этих сигналов формируется матрица Aij. (фиг. 1). После того как последовательно включены все N элементов и получены отраженные сигналы, матрица полностью заполнена. Она содержит временные сигналы всех комбинаций излучатель-приемник на данный момент времени для данного размера и состояния дефекта. Если размер и состояние дефекта не сопоставимы с расстоянием, на которое перемещается излучатель, то происходит размывание полученного изображения дефекта. Просуммированные сигналы на результирующем искусственном А-скане соответствуют временам пробега звуковой волны от датчика до точки в объеме материала, т.е. эквивалентны временам, полученным с помощью традиционных излучателей. Этот метод носит название DFA (решетка с цифровой фокусировкой) - реконструкции объекта в форме сектор-скана. С увеличением количества датчиков многоэлементной решетки и скорости их перемещения на реконструируемом сектор-скане более отчетливо прорисовывается дефект в материале. Время пробега звуковой волны (при известной скорости распространения УЗВ) каждого элемента призмы для каждой точки объема, рассчитывается и заносится в соответствующую таблицу. Физически реализуемая зона фокусировки и разрешающая способность фазированной решетки, ограничивается толщиной деталей, и точность достигается: 1) скоростью обработки результатов измерения распространения УЗВ; 2) скоростью построения изображений. Размер области измерения дефектов определяется частотой получения информации (т.е. зависит от скорости распространения УЗВ) и скорости обработки изображений на компьютере и равен 1 килогерцу, что соответствует скорости около метра в секунду, если измерения автоматизированы по регистрации и записи. Описанная реконструкция изображения состоит в том, что в таком алгоритме складываются отдельные временные сигналы, которые быстро затухают с увеличением толщины стенки контролируемого объекта. Таким образом, фокусное пространство оказывается недостаточным для отчетливого детектирования объекта. Одновременно не решается задача фиксирования изменения дефекта во времени (например, в ходе наводороживания области детектирования). Поэтому необходимо повысить точность измерения размера дефекта и его положения в материале, качество визуализации трехмерного изображения, разрешающей способности изображения дефекта металла контейнера.
Задача - создание способа определения степени поврежденности металлов контейнеров с отработанным ядерным топливом.
Техническим результатом изобретения является создание портативного способа измерения степени поврежденности металлов контейнеров, с качеством результатов контроля, превышающим детализацию, достигаемую при рентгенографическом контроле.
Указанный технический результат достигается тем, что так же как и в прототипе, способ неразрушающего контроля степени поврежденности металлов контейнеров включает размещение датчиков фазированной антенной решетки на объекте контроля, перемещение датчиков вдоль выбранного направления, измерение скорости распространения ультразвуковых волн (УЗВ) в металле, преобразование в цифровые коды полученных электрических сигналов, их сохранение, обработку цифровых кодов, реконструкцию изображения. В отличие от прототипа, предварительно по измеренным скоростям и частоте датчика рассчитывают длины УЗВ с учетом преобразования ультразвуковых волн при их отражении и преломлении на границах раздела сред, делят каждое из полученных значений длин УЗВ на два, сравнивают эти величины X с размером единичного пикселя, равного 1 мм, изменяя частоту излучения датчика, выбирают то значение X, которое максимально соответствует размеру пикселя, пьезоэлементы датчика устанавливают в решетке на расстоянии не более найденного значения X, затем перемещают датчик вдоль выбранного направления с шагом X, и поперек с шагом 2Х, сигналы с датчика через каждый шаг записывают в таблицу времен пробега ультразвуковой волны от каждого датчика до каждой точки объема, и используют их для реконструкции изображения и его визуализации.
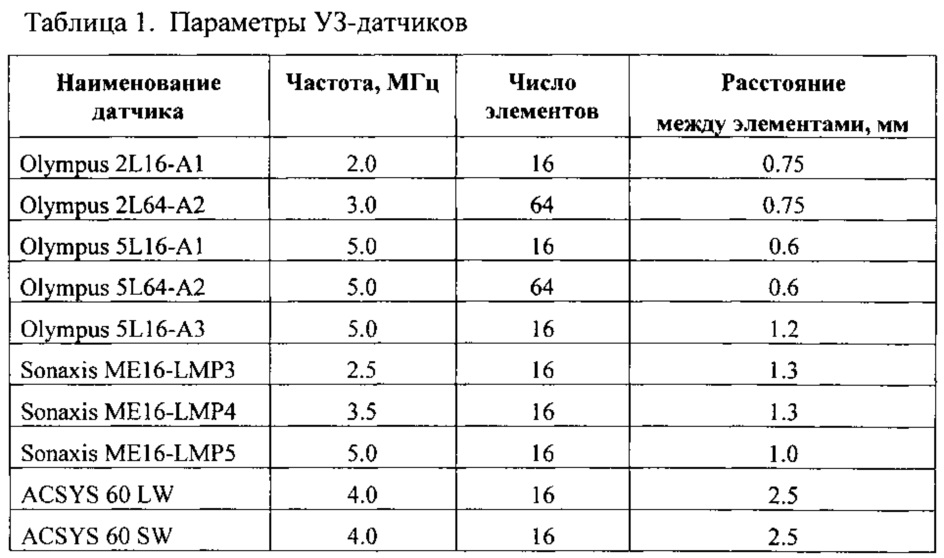
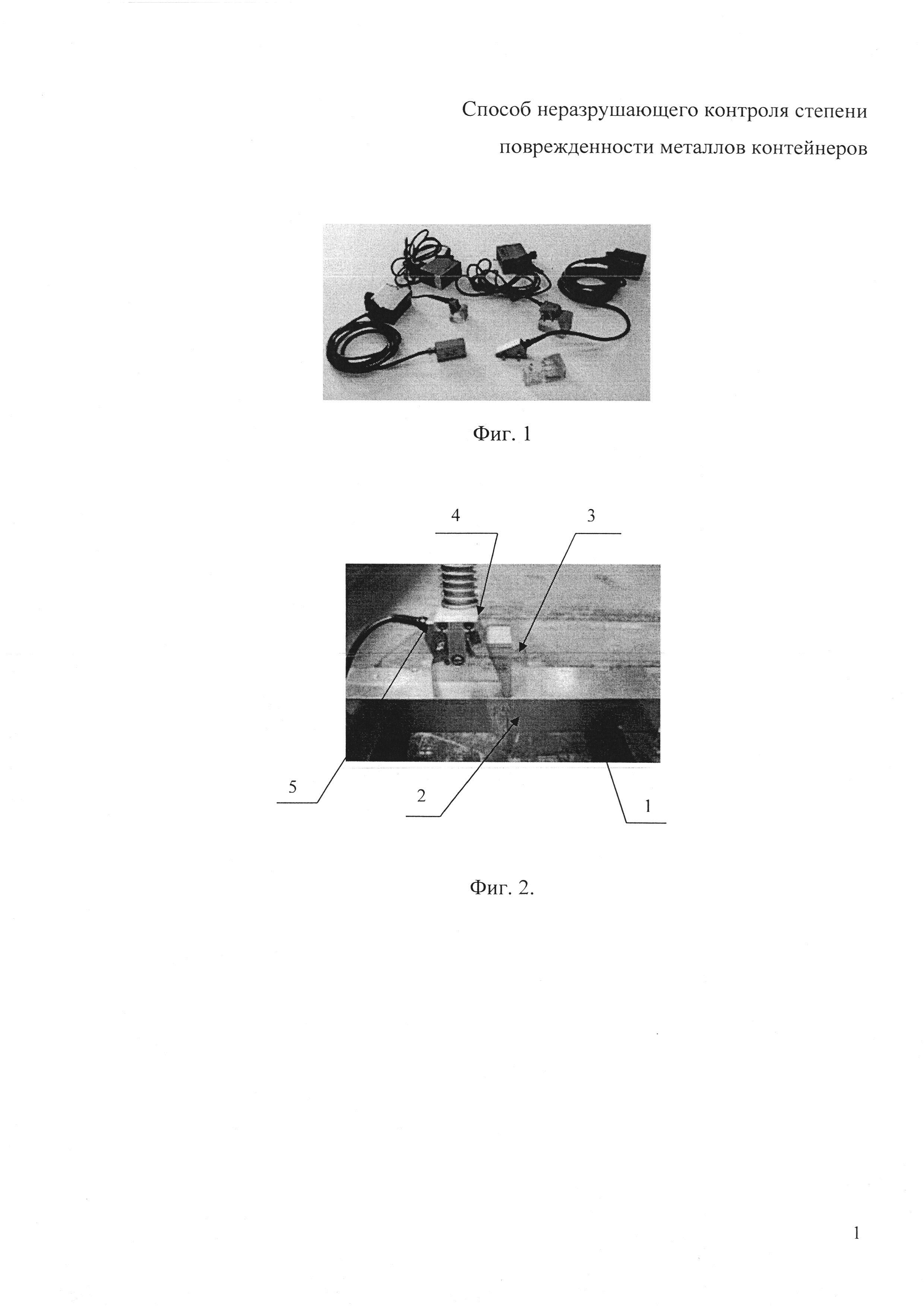
На фиг. 1 приведен внешний вид ультразвуковых решеток (датчиков). Номинальные параметры ультразвуковых датчиков приведены в таблице 1.
На фиг. 2 показан внешний вид расположения фазированной решетки на стенке контейнера, 1 - стенка контейнера, 2 - шов, 3 - датчик фазированной решетки, 4 - держатель датчика, соединенный с манипулятором, 5 - кабель передачи информации в блок для сбора данных.
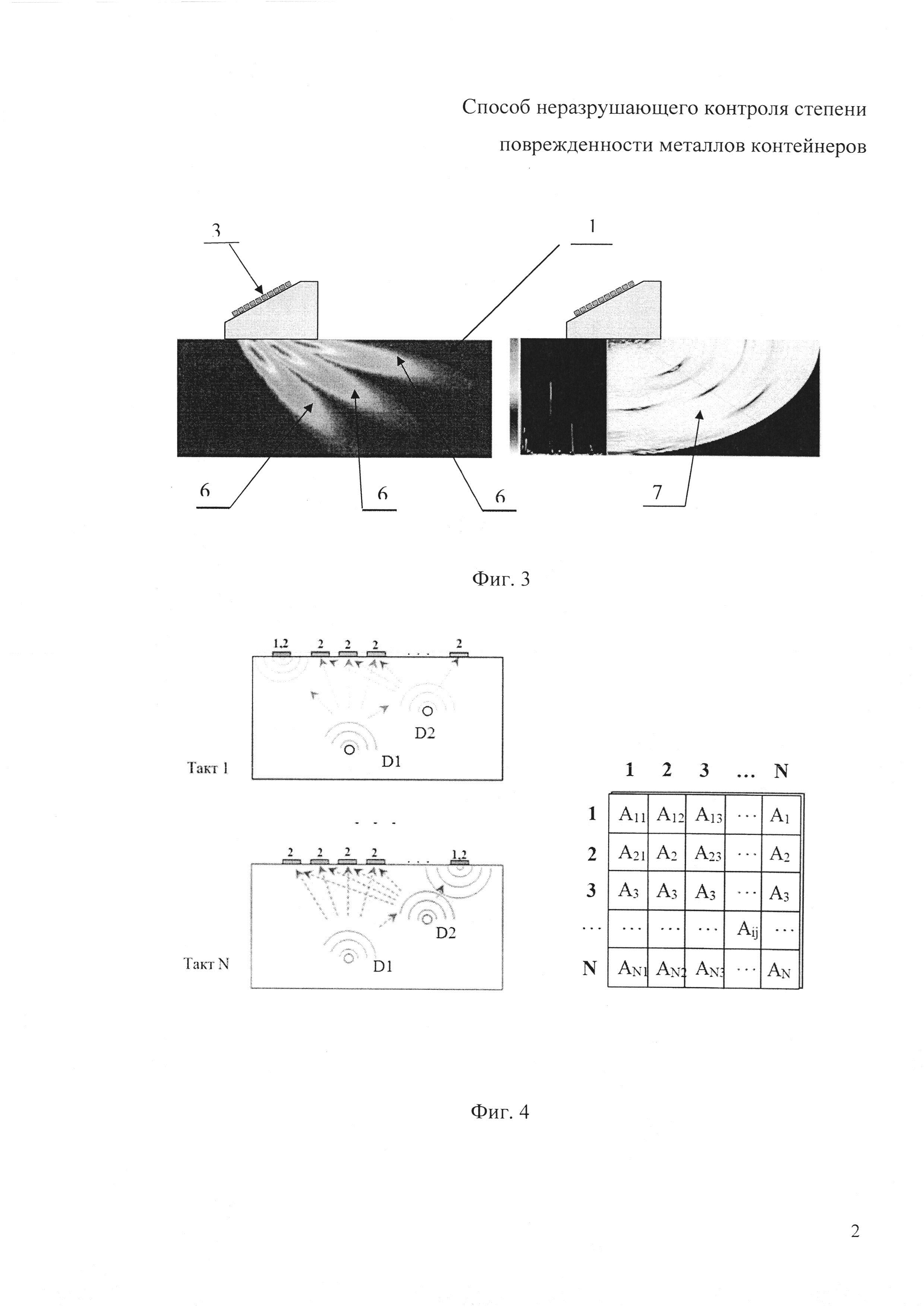
На фиг. 3 показана схема измерения скорости распространения УЗВ в разных направлениях относительно стенки контейнера, 1 - стенка контейнера, 3 - датчик фазированной решетки, 6 - направления распространения УЗВ, 7 - скан-поле волны, отражаемой на экране компьютера.
На фиг. 4 приведена общая блок-схема передачи сигналов от фазированной решетки в блок программирования и матрица сбора данных
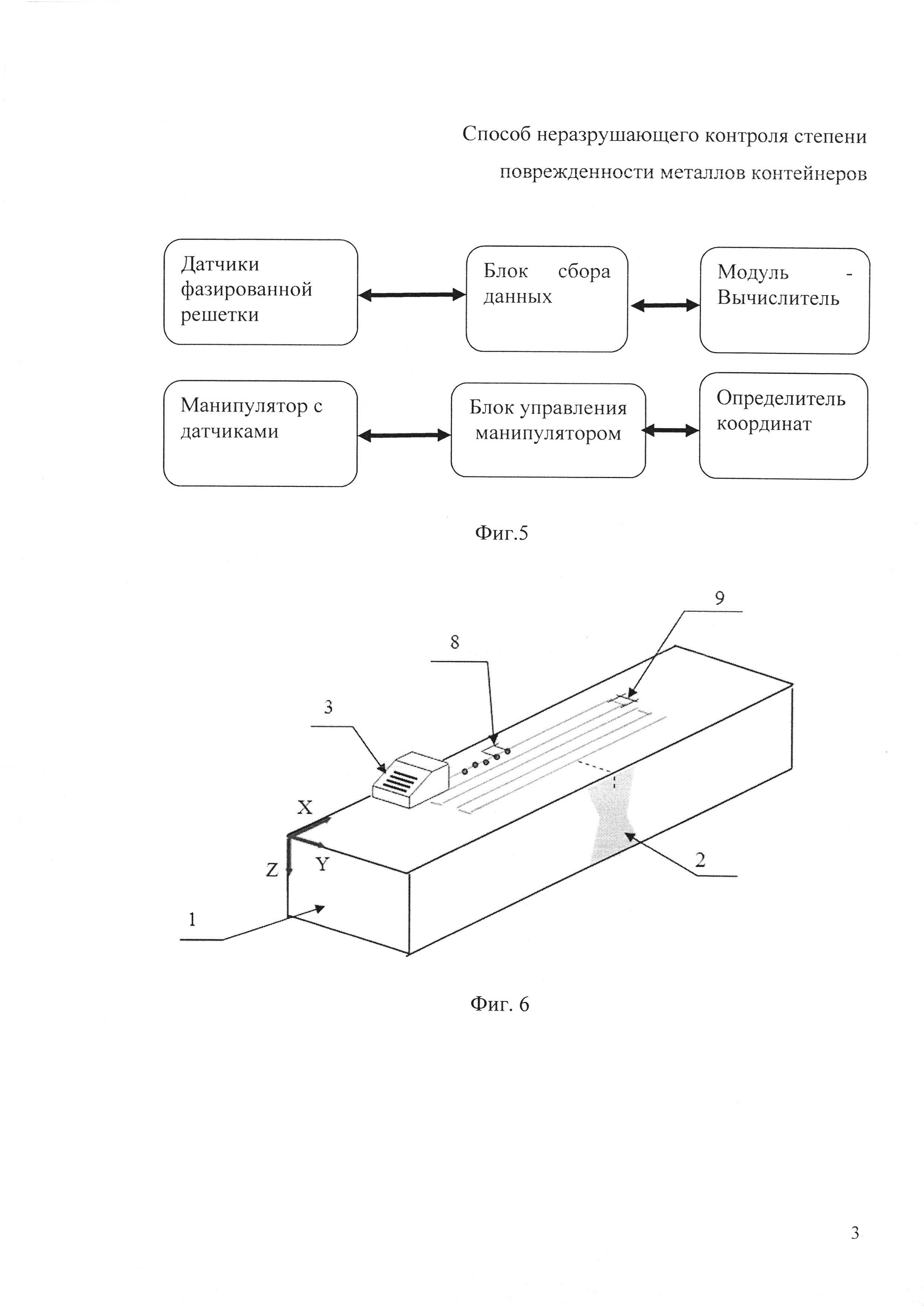
На фиг. 5 приведены блоки схемы сбора данных.
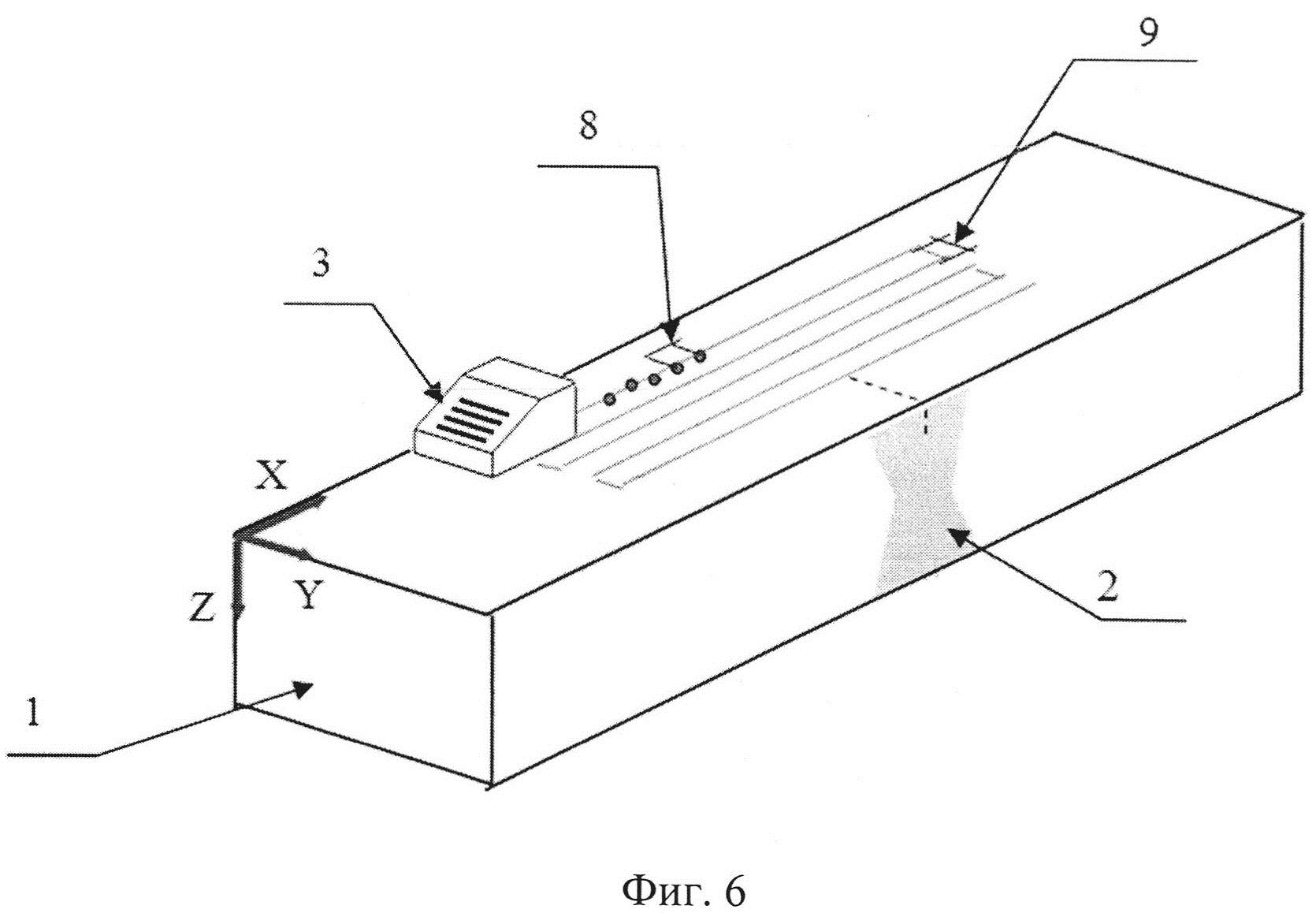
На фиг. 6 показана схема перемещения датчиков по стенке контейнера, 1 - стенка, 2 - шов, 3 - многоэлементный датчик фазированной решетки, 8 - расстояние между позициями измерения (шаг), 9 - расстояние между линиями измерения.
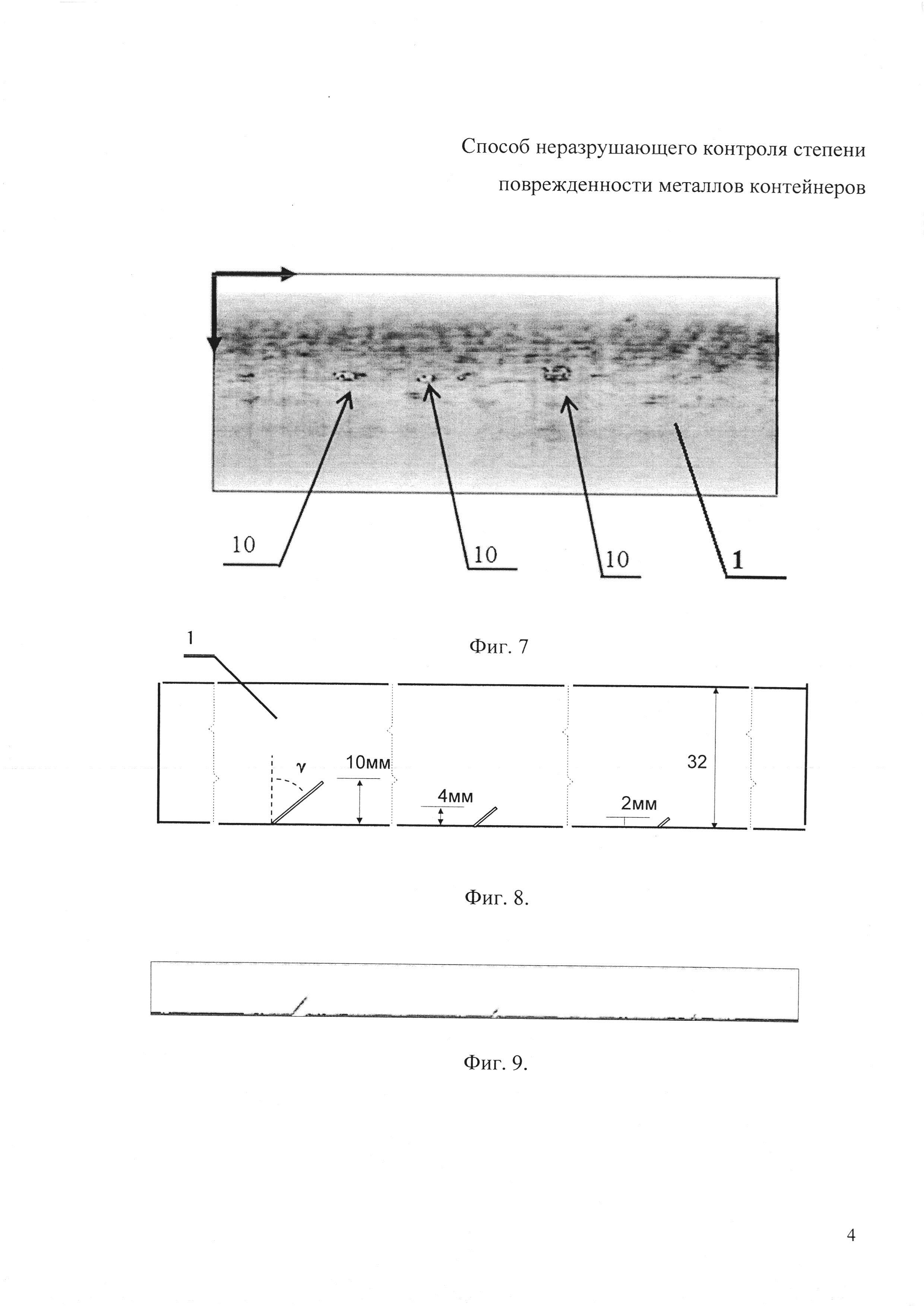
На фиг. 7 приведен вид сектор-скана, отображающий на экране компьютера дефекты стенок контейнера, 1 - стенка, 10 - дефекты стенок контейнера.
На фиг. 8 приведены искусственные дефекты в виде вырезов в образце стенки контейнера толщиной 32 мм. Цифрами указан размер прорезей в стенке контейнера.
На фиг. 9 приведены восстановленные изображения дефектов, искусственно приготовленные в стенке.
Таблица 1. Параметры УЗ-датчиков.
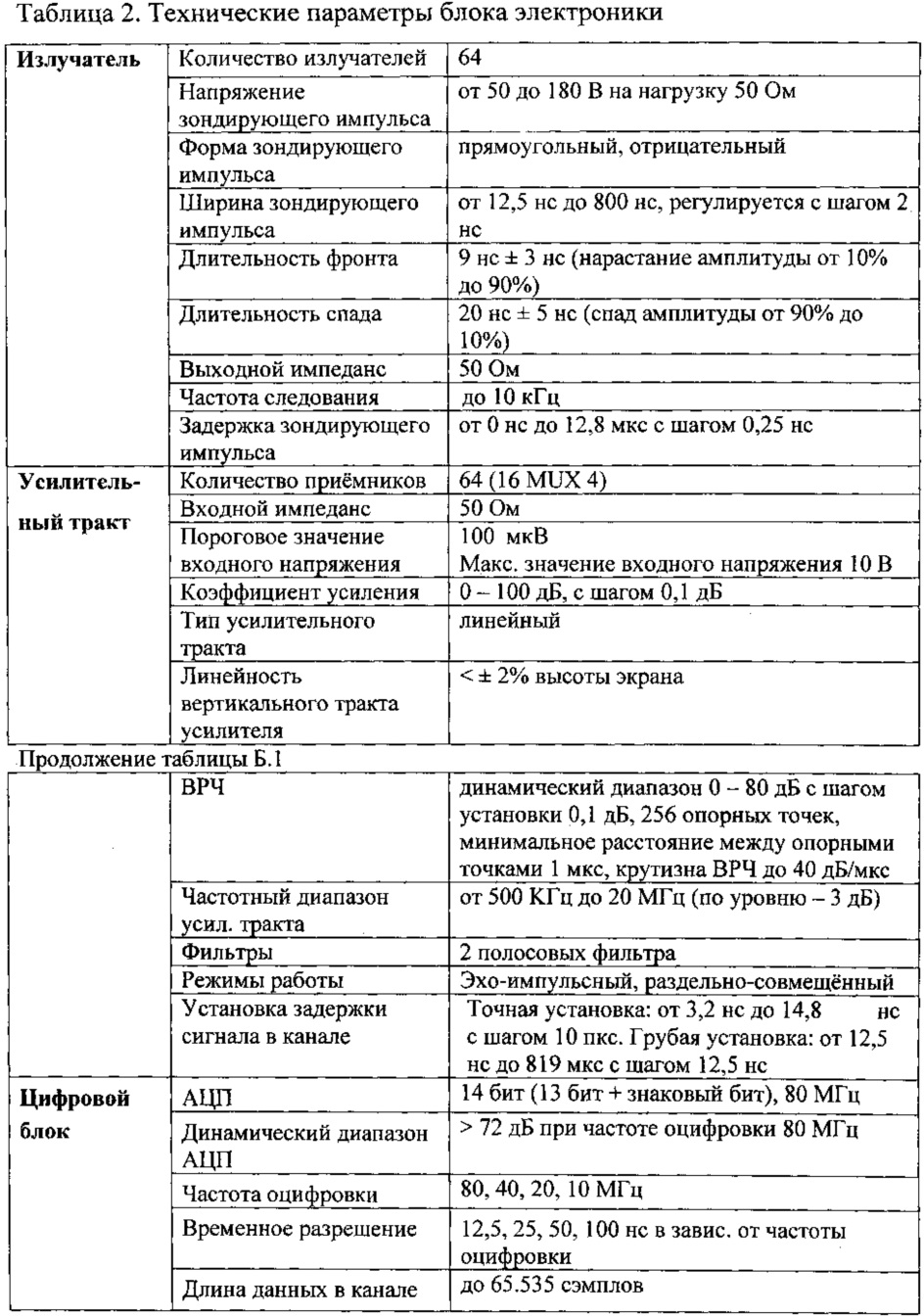
Таблица 2. Технические параметры блока электроники.
Датчики фазированной решетки (фиг. 1) располагают на поверхности контейнера (фиг. 2). Датчики фазированной решетки (фиг. 3) посылают УЗВ-сигналы в различных направлениях. Направления распространения сигналов последовательно выбирает компьютерная программа управления датчиками. Измеряют датчиками фазированной решетки скорость распространения звука в стенке контейнера в различных направлениях относительно положения стенки контейнера (фиг. 3). С этой целью измеряют время прохождения УЗ волной расстояния от стенки или дефекта и обратно. По измеренным скоростям и частоте датчика фазированной решетки рассчитывают длины УЗ волн в разных направлениях 6 и т.д. (фиг 3). Делят каждое из полученных значений длин волн на два. Эту величину обозначают как X. После чего сравнивают эти величины X с размером единичного пикселя изображающего цифрового поля компьютерной программы, равного 1 мм, и выбирают то значение X, которое максимально соответствует величине 1 мм, равное размеру пикселя. Пьезоэлементы датчика располагают в решетке на расстоянии, равном найденному значению X. Устанавливают датчики фазированной решетки вдоль выбранного направления относительно стенки контейнера и перемещают датчик вдоль выбранного направления с шагом X и поперек - с шагом 2Х. Сигналы с датчика через каждый шаг записывают в таблицу времен пробега ультразвуковой волны от каждого датчика фазированной решетки до каждой точки объема (фиг 4). По этим сигналам формируют составное В-изображение, на основе которого создают объемное изображение (визуализируют) дефекта по величине и месту его положения в стенке контейнера.
Блоки компьютерной программы (фиг. 5) позволяет реконструировать В-сканы и пошагово заполнить трехмерную матрицу (фиг. 4). Данные матрицы используют затем для получения трехмерного изображения объекта. Каждый датчик фазированной решетки одновременно является излучателем и приемником акустического сигнала. Включение и выключение датчиков осуществляют автоматизированно с помощью управляющей программы и компьютера (фиг. 5). Датчики решетки перемещают по поверхности контейнера с ОЯТ с помощью трехосевого манипулятора. Манипулятор обеспечивает трехмерное перемещение датчиков фазированной решетки по осям X, Y и Z. Информацию о конкретном положении объекта во время контроля записывают автоматически блоком определения координат и передают в блок электроники для дальнейшей обработки и реконструкции изображений.
В анизотропном негомогенном материале (в т.ч. наводороженном), где акустические волны распространяются не прямолинейно, вид волнового фронта, также как и скорость распространения волны, зависит от структуры материала. В случае сварных швов это означает, что расстояние между положением датчика и шва влияет на значения сигналов в формируемой таблице данных, определяющих размер и положение дефекта. Для анализа аустенитных соединений в режиме реального времени для улучшения качества контроля проводят измерения распространения звука в материале для всех предполагаемых позиций измерения. Полученные вспомогательные таблицы сохраняют вместе с данными о координате датчика для реконструкции двухмерных и трехмерных изображений в реальном времени. Сигналы УЗВ от дефектов, измеренные датчиками фазированной решетки, передают в блок программного обеспечения для автоматической обработки данных (фиг. 4, 5). УЗ-сигналы записываются от каждого датчика, положение которого относительно изделия записывается с помощью блока определения координат. Все ультразвуковые данные сохраняются совместно с координатами местоположения датчика. Это позволяет создавать двухмерные и трехмерные изображения. Т.е. датчиками антенной решетки проводят измерение скорости распространения звука в области шва контейнера с ОЯТ или его стенки (фиг. 6). Ультразвуковые данные записывают в соответствии с принципом DFA. Шаг сканирования выбирают, исходя из свойств материала стенки контейнера. Шаг сканирования равен Х=1 мм (направление перпендикулярное шву это - скан-направление), а расстояние между дорожками 2 мм (параллельное шву - индексное направление, перпендикулярное направлению сканирования) (фиг. 6). Размер 1 мм соответствует размеру пикселя для реконструирования с помощью компьютерной программы сектор-скана. Положение каждого датчика (и соответственно время пробега сигнала) записывают во вспомогательную таблицу. Вид сектор-скана приведен на фиг. 3 и указан цифрой 7. Изображение сектор-скана формируют в составное В-изображение. С помощью В-изображения создают объемную модель дефекта с различных точек измерения. УЗ-сигналы записывают от каждого датчика фазированной решетки с учетом поправки на скорость распространения сигнала, которая изменяется в зависимости от свойств материала стенки контейнера (например, наводороженности металла). Т.е. полученный от датчика УЗВ-сигнал преобразуется методом фокусирования с синтезированной апертурой решеткой с цифровым фокусом (DFA - решетка с цифровой фокусировкой). Такое преобразование необходимо для построения томографического изображения в реальном масштабе времени. Одновременно решетка с помощью компьютерной программы обеспечивает прием (формирование) эхосигналов (отраженных от дефектов сигналов) в объекте контроля с учетом дисперсии акустических свойств материала объекта. Программа обеспечивает и учитывает связи между наборами эхосигналов, отраженных от границ деталей, и дефектов различной формы, размеров и местоположения. Все акустические сигналы автоматически записывают по всему объему контролируемого объекта. По измеренным в совокупности акустическим сигналам восстанавливается объемная конфигурация объекта анализа (стенка контейнера с ОЯТ), содержащая дефектные структуры.
В систему обработки данных (фиг. 5), полученных от датчиков, входит вычислительный модуль, блок управления манипулятором (устройство, интегрированное в систему проведения измерений и получения данных), блок определения координат, обеспечивающий корректную работу электроники и получение данных, блок ультразвуковой электроники. Блок ультразвуковой электроники представляет собой автономный 64-канальный ультразвуковой прибор с функцией работы в режиме метода фазированной решетки и метода решетки с цифровой фокусировкой. Технические характеристики блока ультразвуковой электроники приведены в таблице 2. Компьютер имеет следующую конфигурацию: блок питания 1000 Вт; процессор IntelXeon (R) 2.5 ГГц, Quadcore; 16 GB RAM (на Windows ХР64 Bit); видеокарта NVidia GeForce 8800; DVD привод; ОС Windows XP Professional 64-Bit.
Способ неразрушающего контроля степени поврежденности металлов контейнеров производят по следующему алгоритму: располагают датчик фазированной решетки на поверхности стенки контейнера (например, в области сварного шва, как наиболее уязвимого). Измеряют датчиком фазированной решетки скорость распространения звука в стенке контейнера во всех направлениях относительно оси контейнера с учетом границы изменения свойств среды. По измеренной скорости УЗВ и частоте датчика рассчитывают длину ультразвуковой волны, сравнивают половину длины волны X с величиной пикселя компьютерной программы построения изображения. Если X не соответствует величине пикселя, подбирают частоту излучения датчика так, чтобы X равно размеру пикселя. Устанавливают датчики фазированной решетки на расстояние X. Перемещают датчики с выбранной частотой вдоль и поперек оси контейнера, как показано на фиг. 6. Перемещение датчика автоматически с помощью компьютерной программы осуществляет манипулятор. УЗ-сигналы записывают от каждого датчика, положение которых относительно изделия записывается с помощью блока определения координат. Все ультразвуковые сигналы сохраняют в матрице (фиг. 4) совместно с координатами местоположения датчика для создания двухмерного и трехмерного изображения дефекта. Ультразвуковые данные записывают в соответствии с принципом DFA с шагом сканирования по длине образца равным размеру пикселя и удвоенным расстоянием между дорожками (направление, перпендикулярное направлению сканирования) (фиг. 6). Полученные сигналы компьютерная программа формирует в секторные изображения. Секторные изображения переформируют в составное В-изображение. Вид сектор-скана приведен на фиг. 7. Изображение сектор-скана формируют в составное В-изображение. На основе В-изображения создают объемное изображение (визуализируют) дефекта по величине и месту его положения в стенке контейнера (фиг. 7).
Таким образом, для реализации способа неразрушающего контроля степени поврежденности металлов контейнеров располагают датчики 3 фазированной решетки на поверхности стенки контейнера 1 (например, в области сварного шва 2). Измеряют датчиком 3 фазированной решетки скорость распространения звука в стенке контейнера во всех направлениях 6 (фиг. 3). По измеренной скорости V и частоте датчика ν рассчитывают длину λ ультразвуковой волны по формуле λ=V/ν. Делят полученное значение на два и находят величину X=λ/2. В программе построения изображения на компьютере зафиксирована величина единичного пикселя, равная 1,02±0,02 мм. Сравнивают найденную величину X с размером единичного пикселя, равного 1 мм. Если X не соответствует величине 1 мм, подбирают частоту излучения датчика так, чтобы X с точностью 0,02 мм было равно размеру пикселя 1 мм. Устанавливают датчики 3 фазированной решетки на расстояние 1 мм. Перемещают датчики 3 с выбранной частотой вдоль и поперек оси контейнера, как показано на фиг 6. Перемещение датчика с держателем 4 автоматически с помощью компьютерной программы осуществляет манипулятор (фиг. 2). УЗ-сигналы записывают от каждого датчика до каждого дефекта (D1-D2…DN, фиг. 4). Положение датчиков относительно изделия записывается с помощью блока определения координат. Все ультразвуковые сигналы сохраняют в матрице Aij (фиг. 4) совместно с координатами местоположения датчика для создания двухмерного и трехмерного изображения дефекта. Ультразвуковые данные записывают в соответствии с принципом DFA с шагом сканирования 8 по длине образца в 1 мм и расстоянии 9 между дорожками 2 мм (направление, перпендикулярное направлению сканирования) (фиг. 6). Полученные сигналы компьютерная программа формирует в секторные изображения. Секторные изображения переформируют в составное В-изображение. Вид сектор-скана приведен на фиг. 7. Изображение сектор-скана формируют в составное В-изображение. На основе В-изображения создают объемное изображение (визуализируют) дефекта по величине и месту его положения в стенке контейнера (фиг. 8).
Для реализации способа в металле контейнера (сталь марки 12Х18Н10Т, толщиной 32 мм), были подготовлены искусственные дефекты в виде наклонных вырезов с тремя различными глубинами, расположенными по всей ширине образца с углами наклона соответственно 50°, 40°, 30°, 20° и 10° с размерами вырезов по длине 10 мм, 4 мм, 2 мм. Созданные вырезы моделируют дефекты (трещины) различных направлений (фиг. 8, вырезы 10, 4, 2). Образцы из стали содержат по 3 выреза (глубиной 10, 4, 2 мм, с углами наклона 0, 10, 20, 30, 40 и 50 градусов) (фиг. 8). Глубина вырезов и их угловое положение реконструированы в В-сканы (фиг. 9).
Конкретный пример способа неразрушающего контроля степени поврежденности металлов контейнеров с отработавшим ядерным топливом. На стенку 1 контейнера (фиг. 2), изготовленную из стали марки 12Х18Н10Т с искусственными вырезами (фиг. 7) помещали многоэлементный датчик Olympus 5L16-A3, состоящий из 16 пьезодатчиков (фиг. 3, 6). Измеряли датчиком 3 фазированной решетки скорость распространения звука в стенке контейнера во всех направлениях (фиг. 3). Направления измерения показаны на фиг. 3 цифрами 6. Скорость измеряли по величине времени распространения УЗВ от датчика и обратно во всех направлениях. Для этого фиксировали время пробега УЗВ от каждого датчика до каждого дефекта и стенки контейнера. Время пробега записывали во вспомогательную таблицу (матрицу). Рассчитывали скорость распространения звука для всех позиций датчиков (фиг. 4). По измеренной скорости V и частоте датчика ν рассчитывали длины λ ультразвуковых волн, распространяющихся в отмеченных направлениях, по формуле λ=V/ν. Частота датчика 3 МГц. Скорость звука 5900 м/с. Длина волны 1,966 мм. Полученное значение делили на два и находили величину Х=λ/2. X=0,986 мм. Сравнивали полученное значение с размером пикселя для восстановления объемного изображения и положения дефекта. В программе построения изображения на компьютере зафиксирована величина единичного пикселя, равная 1,02±0,02 мм. Сравнивали найденную величину X с размером единичного пикселя, равного 1 мм. Если X не соответствует величине 1 мм, подбирали частоту излучения датчика так, чтобы X с точностью 0,02 мм было равно размеру пикселя 1 мм. Датчики 3 фазированной решетки 3 также устанавливали на расстояние 1 мм. Перемещали датчики 3 с выбранной частотой вдоль и поперек оси контейнера, как показано на фиг. 6. Перемещение датчика автоматически с помощью компьютерной программы осуществлял манипулятор 4 (фиг. 2). УЗ-сигналы записывали от каждого датчика, положение которых относительно изделия записывается с помощью блока определения координат. Все ультразвуковые сигналы сохранялись в матрице (фиг. 4) совместно с координатами местоположения датчика для создания двухмерного и трехмерного изображения дефекта. Ультразвуковые данные записывали в соответствии с принципом DFA с шагом сканирования по длине образца в 1 мм и расстоянии между дорожками 2 мм (направление, перпендикулярное направлению сканирования) (фиг. 6). Полученные сигналы компьютерная программа формирует в секторные изображения. Секторные изображения переформируют в составное В-изображение. Вид сектор-скана приведен на фиг. 7. Изображение сектор-скана формируют в составное В-изображение. На основе В-изображения создают объемное изображение (визуализируют) дефекта по величине и месту его положения в стенке контейнера В-скан образца 1 (фиг. 8). Конфигурация компьютерной программы представлена в табл. 2.
Как правило, наилучший результат получают, применяя фазированные решетки фирм «Sonaxis» и «Olympus NDT». Для излучения под углом используют специальные призмы как для продольных, так и для поперечных волн с углами преломления 45 и 60 градусов.
Способ неразрушающего контроля степени поврежденности металлов контейнеров на основе предложенного способа (фазовая решетка с цифровым фокусом) обладает высокой информативностью, позволяет выполнять томографическую реконструкцию изображений дефектов в контролируемом объекте в реальном масштабе времени, обеспечивает высокую достоверность, надежность, воспроизводимость и высокую производительность методов ультразвукового неразрушающего контроля.
Синтез ноль-валентных наночастиц металлов переходной группы с поверхностью, ковалентно модифицированной органическими функциональными группами
Устройство для максимальной токовой защиты электроустановок
Способ прогнозирования износостойкости твердосплавных режущих инструментов
Способ прогнозирования износостойкости твердосплавных режущих инструментов
Устройство для определения амплитудно-частотных и фазочастотных характеристик токовых шунтов
Однофазный асинхронный электродвигатель
Устройство для очистки плазменного потока дуговых испарителей от микрокапельной фракции
Способ измерения коэффициентов диффузии водорода в титане
Устройство для управления подводным объектом
Электропривод колебательно-вращательного движения
Способ прогнозирования износостойкости твердосплавных режущих инструментов
Устройство для определения амплитудно-частотных и фазочастотных характеристик токовых шунтов
Однофазный асинхронный электродвигатель
Устройство для очистки плазменного потока дуговых испарителей от микрокапельной фракции
Способ измерения коэффициентов диффузии водорода в титане
Устройство для управления подводным объектом
Электропривод колебательно-вращательного движения
Способ количественного определения смеси афлатоксинов b1, b2, g1, g2 методом инверсионной вольтамперометрии
Способ прогнозирования износостойкости твердосплавных режущих инструментов
Способ определения палладия в рудах методом инверсионной вольтамперометрии

